Спосіб виготовлення ролика ввідної арматури прокатного стана
Формула / Реферат
Спосіб виготовлення ролика ввідної арматури прокатного стана, що включає запресовування дистанційного кільця у втулці в площині симетрії, що перпендикулярна її осі, який відрізняється тим, що попередньо розраховують розміри канавки у втулці в зоні розташування кільця і розміри кільця, виготовляють їх, потім проводять запресовування кільця в канавці, канавку виконують у вигляді кругового сегмента із заданою величиною стрілки, радіус якого розраховують по формулі:
![]() ,
,
де:
![]() - радіус кругового сегмента канавки у втулці,
- радіус кругового сегмента канавки у втулці,
![]() - величина стрілки кругового сегмента (глибина канавки),
- величина стрілки кругового сегмента (глибина канавки),
![]() - ширина канавки,
- ширина канавки,
внутрішню поверхню кільця формують у вигляді кругового сегмента, обсяг якого рівновеликий обсягу канавки втулки, й розраховують спочатку величину стрілки сегмента внутрішньої поверхні кільця по формулі:
![]() ,
,
де:
![]() - величина стрілки сегмента внутрішньої поверхні кільця,
- величина стрілки сегмента внутрішньої поверхні кільця,
![]() - величина стрілки кругового сегмента канавки,
- величина стрілки кругового сегмента канавки,
![]() - діаметр отвору втулки,
- діаметр отвору втулки,
![]() - зовнішній діаметр кільця, який дорівнює діаметру отвору у втулці,
- зовнішній діаметр кільця, який дорівнює діаметру отвору у втулці,
потім обчислюють внутрішній діаметр кільця по формулі:
![]() ,
,
де:
![]() - внутрішній діаметр кільця,
- внутрішній діаметр кільця,
![]() - діаметр отвору втулки,
- діаметр отвору втулки,
![]() - величина стрілки сегмента внутрішньої поверхні кільця,
- величина стрілки сегмента внутрішньої поверхні кільця,
після чого визначають величину радіуса сегмента кільця по формулі:
![]() ,
,
де:
![]() - величина радіуса сегмента кільця,
- величина радіуса сегмента кільця,
![]() - ширина канавки,
- ширина канавки,
![]() - величина стрілки кругового сегмента (глибина канавки),
- величина стрілки кругового сегмента (глибина канавки),
![]() - величина стрілки сегмента внутрішньої поверхні кільця.
- величина стрілки сегмента внутрішньої поверхні кільця.
Текст
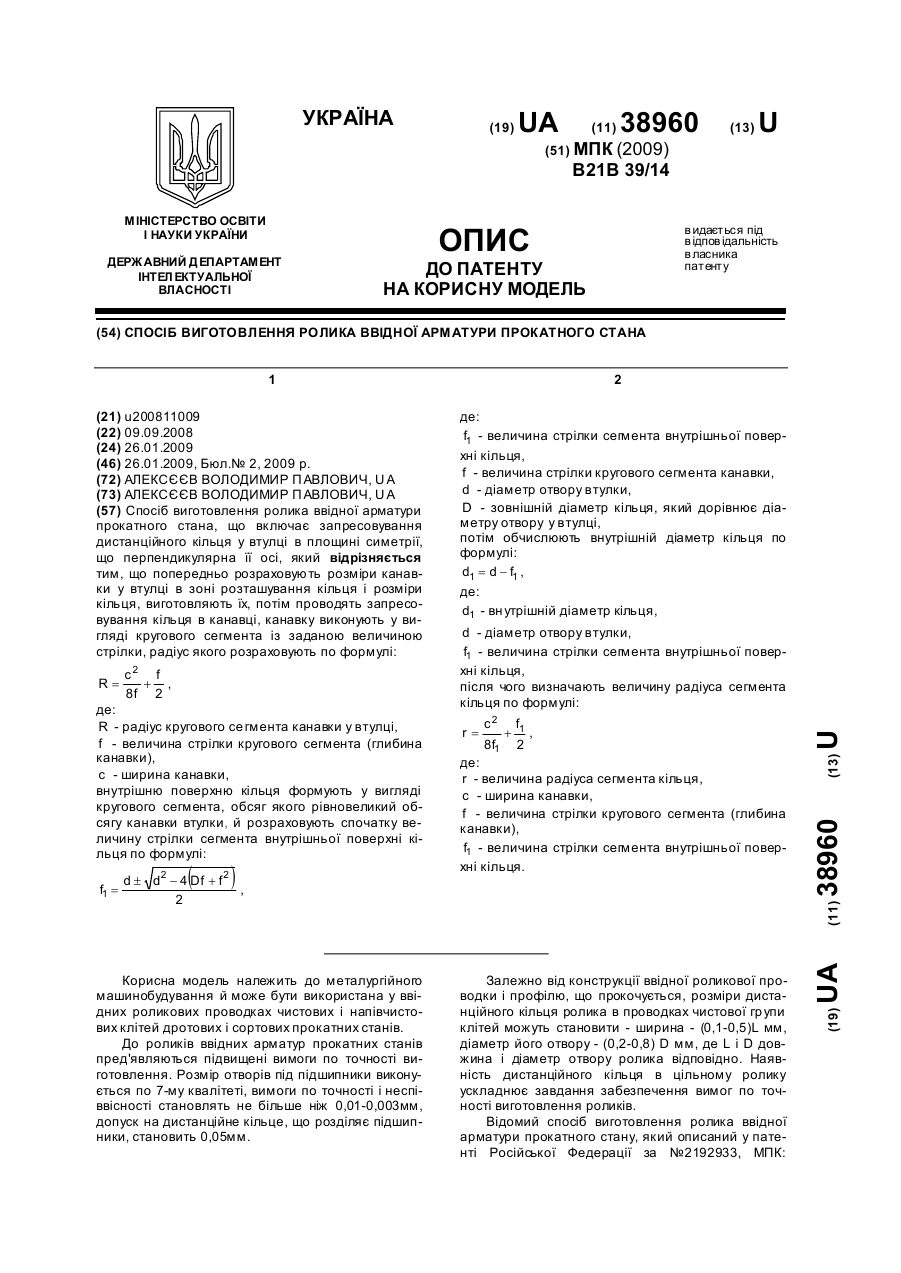
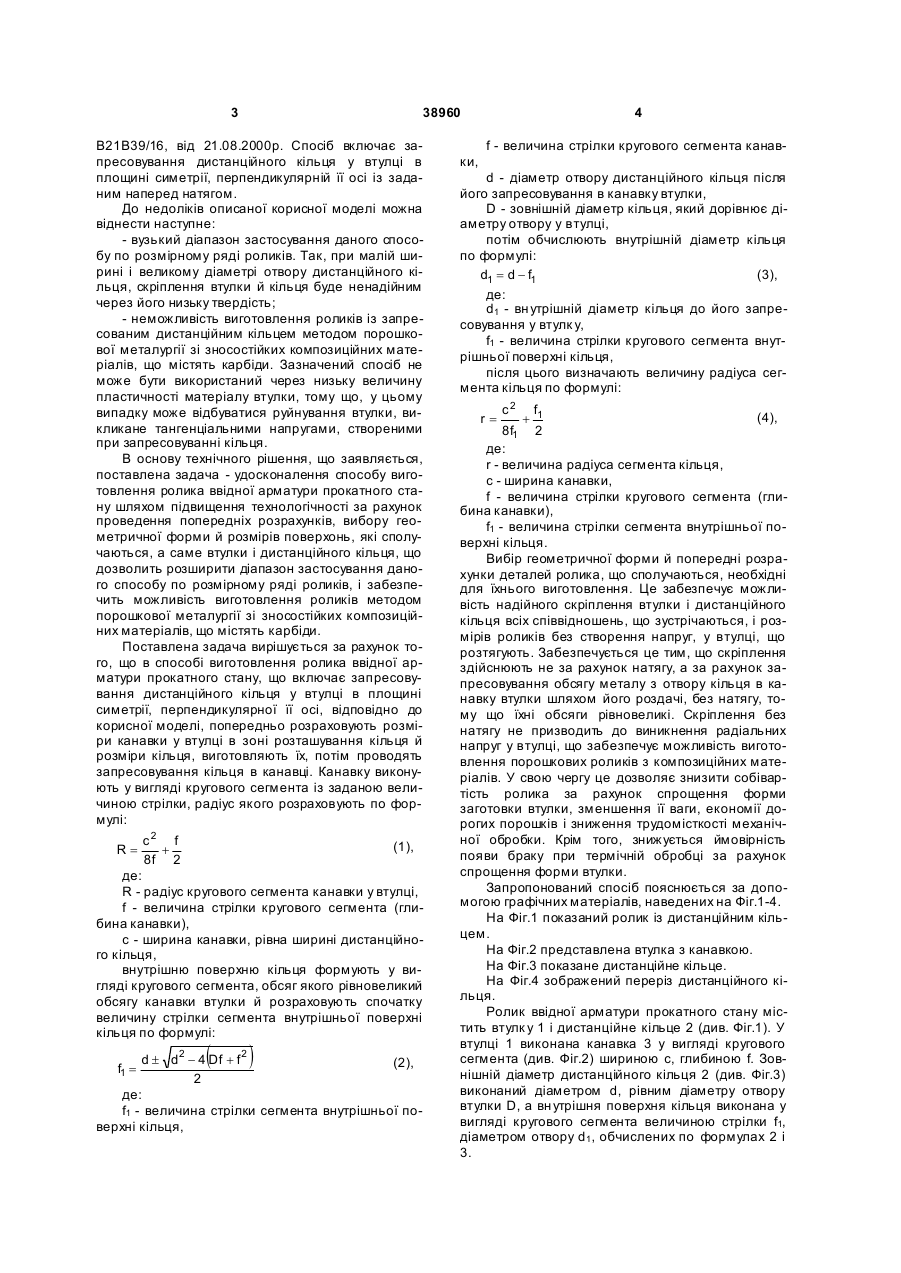
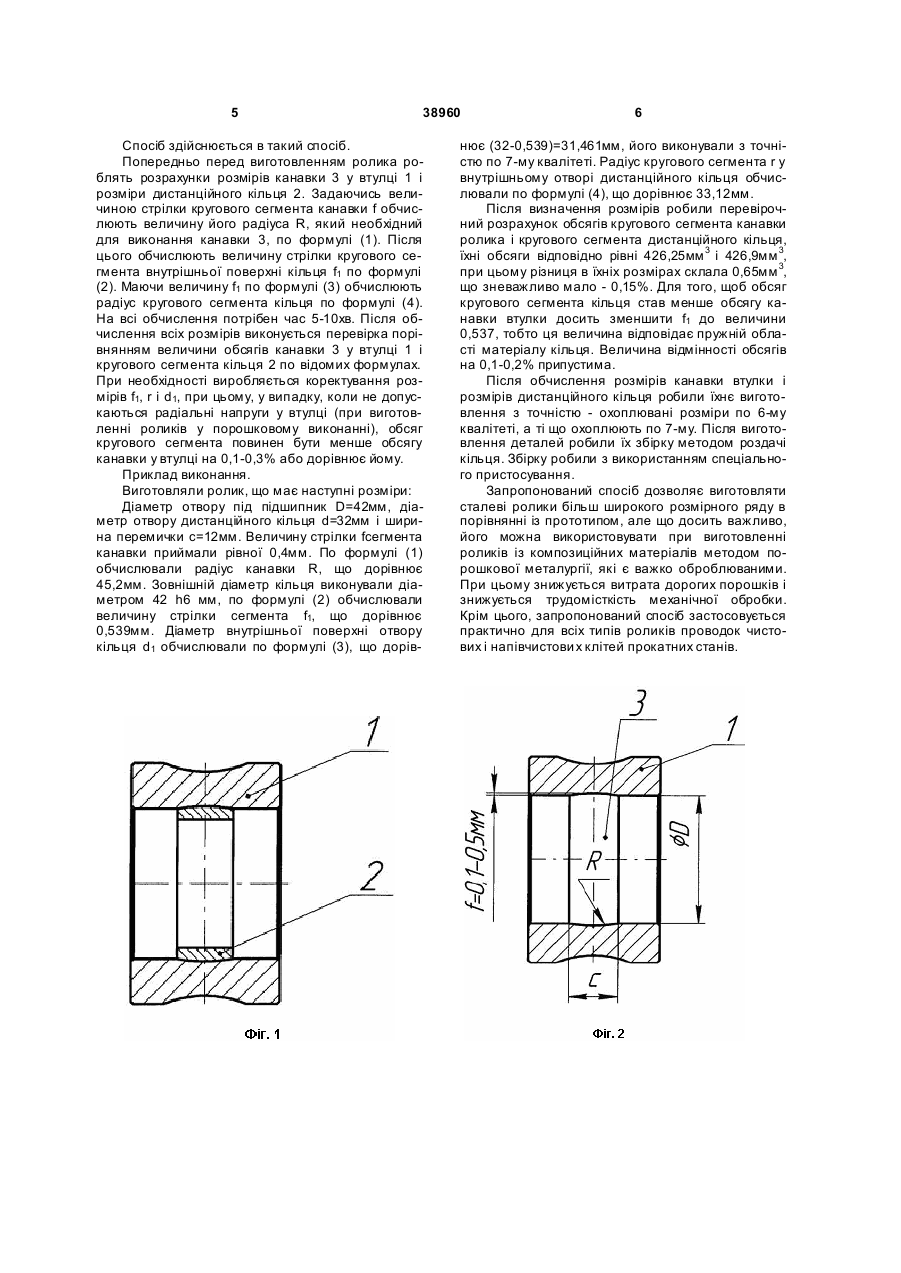
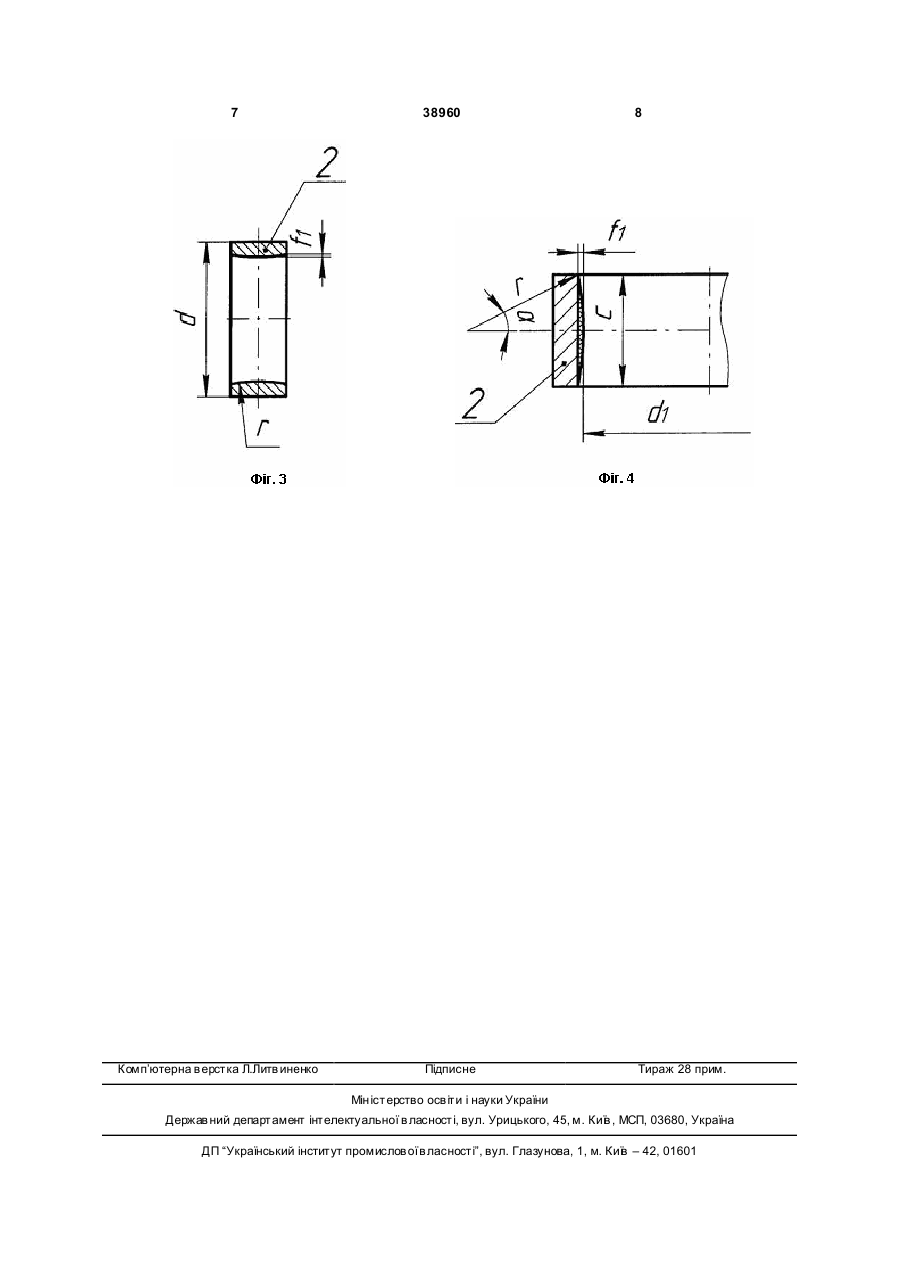
Спосіб виготовлення ролика ввідної арматури прокатного стана, що включає запресовування дистанційного кільця у втулці в площині симетрії, що перпендикулярна її осі, який відрізняється тим, що попередньо розраховують розміри канавки у втулці в зоні розташування кільця і розміри кільця, виготовляють їх, потім проводять запресовування кільця в канавці, канавку виконують у вигляді кругового сегмента із заданою величиною стрілки, радіус якого розраховують по формулі: 2 3 38960 В21В39/16, від 21.08.2000р. Спосіб включає запресовування дистанційного кільця у втулці в площині симетрії, перпендикулярній її осі із заданим наперед натягом. До недоліків описаної корисної моделі можна віднести наступне: - вузький діапазон застосування даного способу по розмірному ряді роликів. Так, при малій ширині і великому діаметрі отвору дистанційного кільця, скріплення втулки й кільця буде ненадійним через його низьку твердість; - неможливість виготовлення роликів із запресованим дистанційним кільцем методом порошкової металургії зі зносостійких композиційних матеріалів, що містять карбіди. Зазначений спосіб не може бути використаний через низьку величину пластичності матеріалу втулки, тому що, у цьому випадку може відбуватися руйнування втулки, викликане тангенціальними напругами, створеними при запресовуванні кільця. В основу технічного рішення, що заявляється, поставлена задача - удосконалення способу виготовлення ролика ввідної арматури прокатного стану шляхом підвищення технологічності за рахунок проведення попередніх розрахунків, вибору геометричної форми й розмірів поверхонь, які сполучаються, а саме втулки і дистанційного кільця, що дозволить розширити діапазон застосування даного способу по розмірному ряді роликів, і забезпечить можливість виготовлення роликів методом порошкової металургії зі зносостійких композиційних матеріалів, що містять карбіди. Поставлена задача вирішується за рахунок того, що в способі виготовлення ролика ввідної арматури прокатного стану, що включає запресовування дистанційного кільця у втулці в площині симетрії, перпендикулярної її осі, відповідно до корисної моделі, попередньо розраховують розміри канавки у втулці в зоні розташування кільця й розміри кільця, виготовляють їх, потім проводять запресовування кільця в канавці. Канавку виконують у вигляді кругового сегмента із заданою величиною стрілки, радіус якого розраховують по формулі: R= c2 f + 8f 2 (1), де: R - радіус кругового сегмента канавки у втулці, f - величина стрілки кругового сегмента (глибина канавки), c - ширина канавки, рівна ширині дистанційного кільця, внутрішню поверхню кільця формують у вигляді кругового сегмента, обсяг якого рівновеликий обсягу канавки втулки й розраховують спочатку величину стрілки сегмента внутрішньої поверхні кільця по формулі: 2 ( 2 ) d ± d - 4 Df + f (2), 2 де: f1 - величина стрілки сегмента внутрішньої поверхні кільця, f1 = 4 f - величина стрілки кругового сегмента канав ки, d - діаметр отвору дистанційного кільця після його запресовування в канавку втулки, D - зовнішній діаметр кільця, який дорівнює діаметру отвору у втулці, потім обчислюють внутрішній діаметр кільця по формулі: d1 = d - f1 (3), де: d1 - вн утрішній діаметр кільця до його запресовування у втулк у, f1 - величина стрілки кругового сегмента внутрішньої поверхні кільця, після цього визначають величину радіуса сегмента кільця по формулі: c 2 f1 (4), + 8f1 2 де: r - величина радіуса сегмента кільця, c - ширина канавки, f - величина стрілки кругового сегмента (глибина канавки), f1 - величина стрілки сегмента внутрішньої поверхні кільця. Вибір геометричної форми й попередні розрахунки деталей ролика, що сполучаються, необхідні для їхнього виготовлення. Це забезпечує можливість надійного скріплення втулки і дистанційного кільця всіх співвідношень, що зустрічаються, і розмірів роликів без створення напруг, у втулці, що розтягують. Забезпечується це тим, що скріплення здійснюють не за рахунок натягу, а за рахунок запресовування обсягу металу з отвору кільця в канавку втулки шляхом його роздачі, без натягу, тому що їхні обсяги рівновеликі. Скріплення без натягу не призводить до виникнення радіальних напруг у втулці, що забезпечує можливість виготовлення порошкових роликів з композиційних матеріалів. У свою чергу це дозволяє знизити собівартість ролика за рахунок спрощення форми заготовки втулки, зменшення її ваги, економії дорогих порошків і зниження трудомісткості механічної обробки. Крім того, знижується ймовірність появи браку при термічній обробці за рахунок спрощення форми втулки. Запропонований спосіб пояснюється за допомогою графічних матеріалів, наведених на Фіг.1-4. На Фіг.1 показаний ролик із дистанційним кільцем. На Фіг.2 представлена втулка з канавкою. На Фіг.3 показане дистанційне кільце. На Фіг.4 зображений переріз дистанційного кільця. Ролик ввідної арматури прокатного стану містить втулк у 1 і дистанційне кільце 2 (див. Фіг.1). У втулці 1 виконана канавка 3 у вигляді кругового сегмента (див. Фіг.2) шириною c, глибиною f. Зовнішній діаметр дистанційного кільця 2 (див. Фіг.3) виконаний діаметром d, рівним діаметру отвору втулки D, а вн утрішня поверхня кільця виконана у вигляді кругового сегмента величиною стрілки f1, діаметром отвору d1 , обчислених по формулах 2 і 3. r= 5 38960 Спосіб здійснюється в такий спосіб. Попередньо перед виготовленням ролика роблять розрахунки розмірів канавки 3 у втулці 1 і розміри дистанційного кільця 2. Задаючись величиною стрілки кругового сегмента канавки f обчислюють величину його радіуса R, який необхідний для виконання канавки 3, по формулі (1). Після цього обчислюють величину стрілки кругового сегмента внутрішньої поверхні кільця f1 по формулі (2). Маючи величину f1 по формулі (3) обчислюють радіус кругового сегмента кільця по формулі (4). На всі обчислення потрібен час 5-10хв. Після обчислення всіх розмірів виконується перевірка порівнянням величини обсягів канавки 3 у втулці 1 і кругового сегмента кільця 2 по відомих формулах. При необхідності виробляється коректування розмірів f1, r і d1, при цьому, у випадку, коли не допускаються радіальні напруги у втулці (при виготовленні роликів у порошковому виконанні), обсяг кругового сегмента повинен бути менше обсягу канавки у втулці на 0,1-0,3% або дорівнює йому. Приклад виконання. Виготовляли ролик, що має наступні розміри: Діаметр отвору під підшипник D=42мм, діаметр отвору дистанційного кільця d=32мм і ширина перемички с=12мм. Величину стрілки fсегмента канавки приймали рівної 0,4мм. По формулі (1) обчислювали радіус канавки R, що дорівнює 45,2мм. Зовнішній діаметр кільця виконували діаметром 42 h6 мм, по формулі (2) обчислювали величину стрілки сегмента f1, що дорівнює 0,539мм. Діаметр внутрішньої поверхні отвору кільця d1 обчислювали по формулі (3), що дорів 6 нює (32-0,539)=31,461мм, його виконували з точністю по 7-му квалітеті. Радіус кругового сегмента r у внутрішньому отворі дистанційного кільця обчислювали по формулі (4), що дорівнює 33,12мм. Після визначення розмірів робили перевірочний розрахунок обсягів кругового сегмента канавки ролика і кругового сегмента дистанційного кільця, їхні обсяги відповідно рівні 426,25мм 3 і 426,9мм 3, при цьому різниця в їхніх розмірах склала 0,65мм 3, що зневажливо мало - 0,15%. Для того, щоб обсяг кругового сегмента кільця став менше обсягу канавки втулки досить зменшити f1 до величини 0,537, тобто ця величина відповідає пружній області матеріалу кільця. Величина відмінності обсягів на 0,1-0,2% припустима. Після обчислення розмірів канавки втулки і розмірів дистанційного кільця робили їхнє виготовлення з точністю - охоплювані розміри по 6-му квалітеті, а ті що охоплюють по 7-му. Після виготовлення деталей робили їх збірку методом роздачі кільця. Збірку робили з використанням спеціального пристосування. Запропонований спосіб дозволяє виготовляти сталеві ролики більш широкого розмірного ряду в порівнянні із прототипом, але що досить важливо, його можна використовувати при виготовленні роликів із композиційних матеріалів методом порошкової металургії, які є важко оброблюваними. При цьому знижується витрата дорогих порошків і знижується трудомісткість механічної обробки. Крім цього, запропонований спосіб застосовується практично для всіх типів роликів проводок чистових і напівчистови х клітей прокатних станів. 7 Комп’ютерна в ерстка Л.Литв иненко 38960 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing roller of inlet accessories of rolling mill
Автори англійськоюAlekseev Volodymyr Pavlovych
Назва патенту російськоюСпособ изготовления ролика вводящей арматуры прокатного стана
Автори російськоюАлексеев Владимир Павлович
МПК / Мітки
МПК: B21B 39/14
Мітки: прокатного, ввідної, арматури, ролика, стана, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-38960-sposib-vigotovlennya-rolika-vvidno-armaturi-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ролика ввідної арматури прокатного стана</a>
Ролик ввідної арматури прокатного стана

Номер патенту: 2259
Опубліковано: 15.01.2004
Автори: Алексєєв Володимир Павлович, Дарда Юрій Антонович, Білий Миколай Павлович, Дорофєєв Дмитро Веніамінович, Івашкін Валентин Іванович
МПК: B21B 27/02, B21B 39/14
Мітки: ролик, ввідної, арматури, стана, прокатного
Формула / Реферат:
1. Ролик ввідної арматури прокатного стана, що містить втулку, на внутрішній поверхні якої встановлено підшипники кочення, розділені між собою буртиком, який відрізняється тим, що втулка додатково оснащена бандажем, виконаним у вигляді кільця з калібром на зовнішній поверхні, що встановлено на втулці симетрично її торцям, ширина кільця дорівнює ширині калібру плюс додатково 4-6 мм, ширина втулки вибрана з урахуванням подвоєної ширини...
Спосіб виготовлення вкладишів підшипника прокатного стана
Номер патенту: 22863
Опубліковано: 25.04.2007
Автори: Тонковид Анатолій Миколайович, Вольфман Володимир Ілліч, Вдовенко Володимир Олексійович, Тризна Анатолій Андрійович
МПК: F16C 33/12, F16C 33/04
Мітки: прокатного, підшипника, виготовлення, вкладишів, спосіб, стана
Формула / Реферат:
1. Спосіб виготовлення вкладишів підшипника прокатного стана, що включає приготування рідкого зв'язуючого, просочування тканини з наступним висушуванням, розрізання тканини на листки потрібних розмірів, складання у пакети і пресування, який відрізняється тим, що беруть рідке зв'язуюче такого складу, % мас.: лак бакелітовий 90,0-93,0 цинку стеарат 2,3-3,8 ...
Ролик стрічкового конвеєра, спосіб виробництва ролика конвеєра, пристрій для виготовлення ролика конвеєра
Номер патенту: 50902
Опубліковано: 15.11.2002
Автори: Каштанов Олександр Миколайович, Носков Володимир Васильович, Кирилов Генріх Леонідович, Невідомський Володимир Олександрович
МПК: B21K 21/00, B65G 39/02, B21K 25/00
Мітки: пристрій, ролика, стрічкового, виробництва, виготовлення, конвеєра, спосіб, ролик
Формула / Реферат:
1. Ролик стрічкового конвеєра, що включає корпус та стакани, які вміщують підшипникові вузли з підшипниками, посадженими на вісь ролика, який відрізняється тим, що стакани виконані з окремих відрізків труби з кільцевими канавками на їх зовнішній поверхні, а трубчатий корпус виконаний з обох кінців зігнутим з умовою розміщення його торців в кільцевих канавках стаканів.2. Спосіб виробництва ролика стрічкового конвеєра, при якому шляхом...
Пристрій інформаційний для захисту опорних валків кліті прокатного стана
Номер патенту: 28494
Опубліковано: 10.12.2007
Автори: Климанчук Владислав Владиславович, Джансиз Віктор Євгенович, Єрмашов Ігор Олександрович, Тесля Михайло Дмитрович, Тростянецький Олег Брониславович, Бєляєв Олексій Миколайович, Сидоров Сергій Михайлович, Скляренко Віталій Олексійович, Івашина Володимир Володимирович, Кирильченко Петро Миколайович
МПК: B21B 33/00
Мітки: захисту, прокатного, інформаційний, валків, опорних, стана, пристрій, кліті
Формула / Реферат:
Пристрій інформаційний для захисту опорних валків кліті прокатного стана, що містить гвинт натискний, підп'ятник, стакан, кільце запобіжне, опору, який відрізняється тим, що всередині кільця запобіжного, в його нижній третині у глухому отворі, що фрезерований в опорі, встановлено датчик відстані для вимірювання поточної висоти кільця запобіжного.
Шпиндель прокатного стана
Номер патенту: 46982
Опубліковано: 17.06.2002
Автори: Комаров Олександр Миколайович, Ефименко Олексій Юрійович, Комаров Андрій Анатолійович
МПК: B21B 35/14
Мітки: прокатного, шпиндель, стана
Формула / Реферат:
1. Шпиндель прокатного стана, який складається з двох шарнірів, кожний з яких має зовнішню обойму, з'єднану з хвостовиками робочого та шестеренного валків та сферичну головку виконану як єдине ціле з валом шпинделя, а у місці з'єднання головки і обойми є пази, у яких розташовані тіла кочення, який відрізняється тим, що сферичні головки виконані знімними і установлені на хвостовиках робочого та шестеренного валків, а обойми з'єднані з валом...
Попередній патент: Спосіб закриття черевної стінки при лапаростомії
Наступний патент: Карусельна паркувальна система
Випадковий патент: Спосіб мобілізації дванадцятипалої кишки