Ультразвуковий інструмент для ударної обробки поверхонь деталей
Номер патенту: 105413
Опубліковано: 12.05.2014
Автори: Мовчанюк Андрій Валерійович, Клейман Якоб Ісакович, Луговський Олександр Федорович, Кудрявцев Юрій Філіпович
Формула / Реферат
1. Ультразвуковий інструмент для ударної обробки поверхонь деталей, що містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху вздовж корпуса розміщений стакан, на одному торці якого розміщена головка з рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений підвід електричного кабелю генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень, утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле з трансформатором коливальної швидкості, що має вхідний та вихідний робочі торці, причому вихідний робочий торець взаємодіє з рухомими ударними елементами головки і виконаний твердосплавним, при цьому стакан встановлений в корпусі з можливістю пружного підтискування ударних елементів до оброблюваної поверхні, а також ультразвуковий інструмент містить датчики контролю температури теплообмінної поверхні та положення стакана відносно корпуса, який відрізняється тим, що стакан, в якому розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень, виконано герметичним з немагнітного матеріалу, причому в трансформаторі коливальної швидкості виконані отвори, герметизовані відносно внутрішньої порожнини стакана та з'єднані між собою в області вхідного торця трансформатора коливальної швидкості з можливістю затікання в них води, при цьому датчик положення стакана відносно корпуса з рукояткою виконано у вигляді трьох постійних магнітів, один з яких розміщений в герметичному немагнітному стакані рухомо з можливістю взаємодії з пружним елементом перемикача датчика, а два інших розміщені нерухомо в корпусі, причому один з них в неробочому початковому положенні стакана знаходиться навпроти магніту в стакані і повернутий до нього однойменним полюсом, а другий встановлений по ходу стакана і розвернутий до магніту в стакані різнойменним полюсом.
2. Ультразвуковий інструмент за п. 1, який відрізняється тим, що один з отворів в трансформаторі коливальної швидкості виконано вздовж осі трансформатора коливальної швидкості ненаскрізним від його вихідного робочого торця майже до вхідного торця, який виконано максимально наближеним до вузлової точки ультразвукової хвилі деформації, що встановлюється по довжині трансформатора коливальної швидкості.
3. Ультразвуковий інструмент за п. 1 або п. 2, який відрізняється тим, що кільцевий щілинний зазор між герметичним стаканом та ультразвуковим вібраційним приводом зворотно-поступальних переміщень заповнено еластичним термопровідним компаундом.
4. Ультразвуковий інструмент за п. 1 або п. 2, який відрізняється тим, що в кільцевому щілинному зазорі між герметичним стаканом та ультразвуковим вібраційним приводом зворотно-поступальних переміщень пружно встановлено гофровану розрізану вздовж втулку з матеріалу з високими термопровідними характеристиками.
Текст
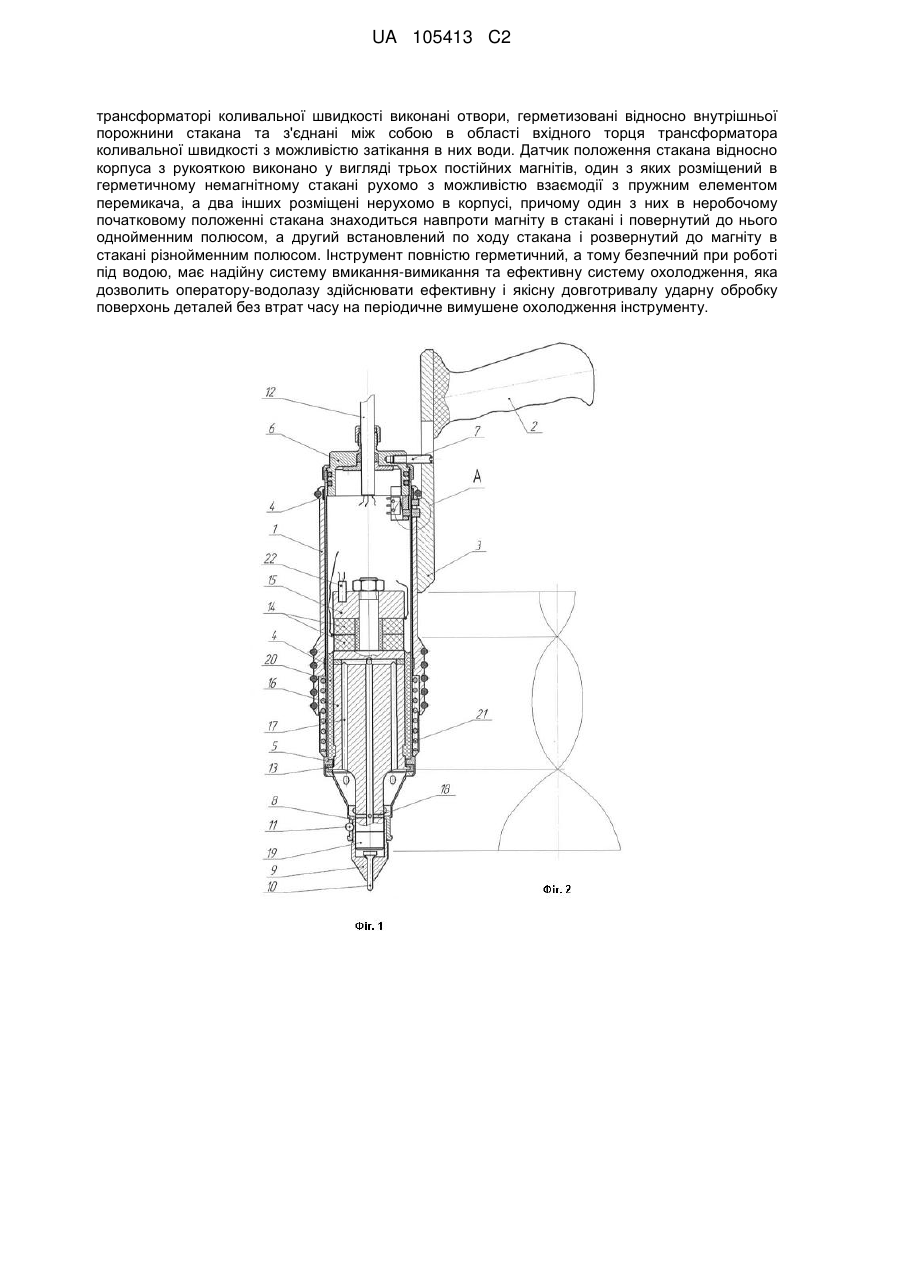
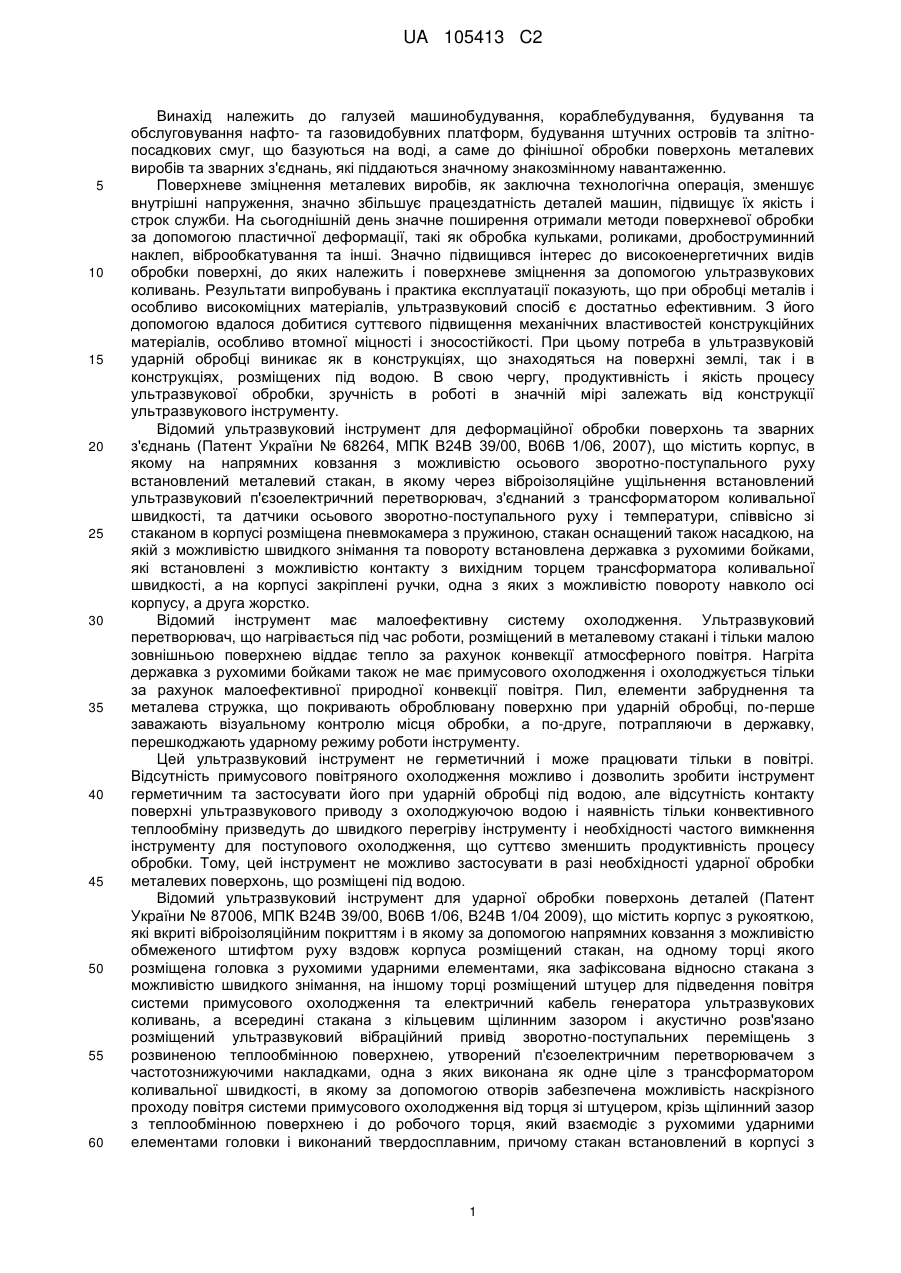
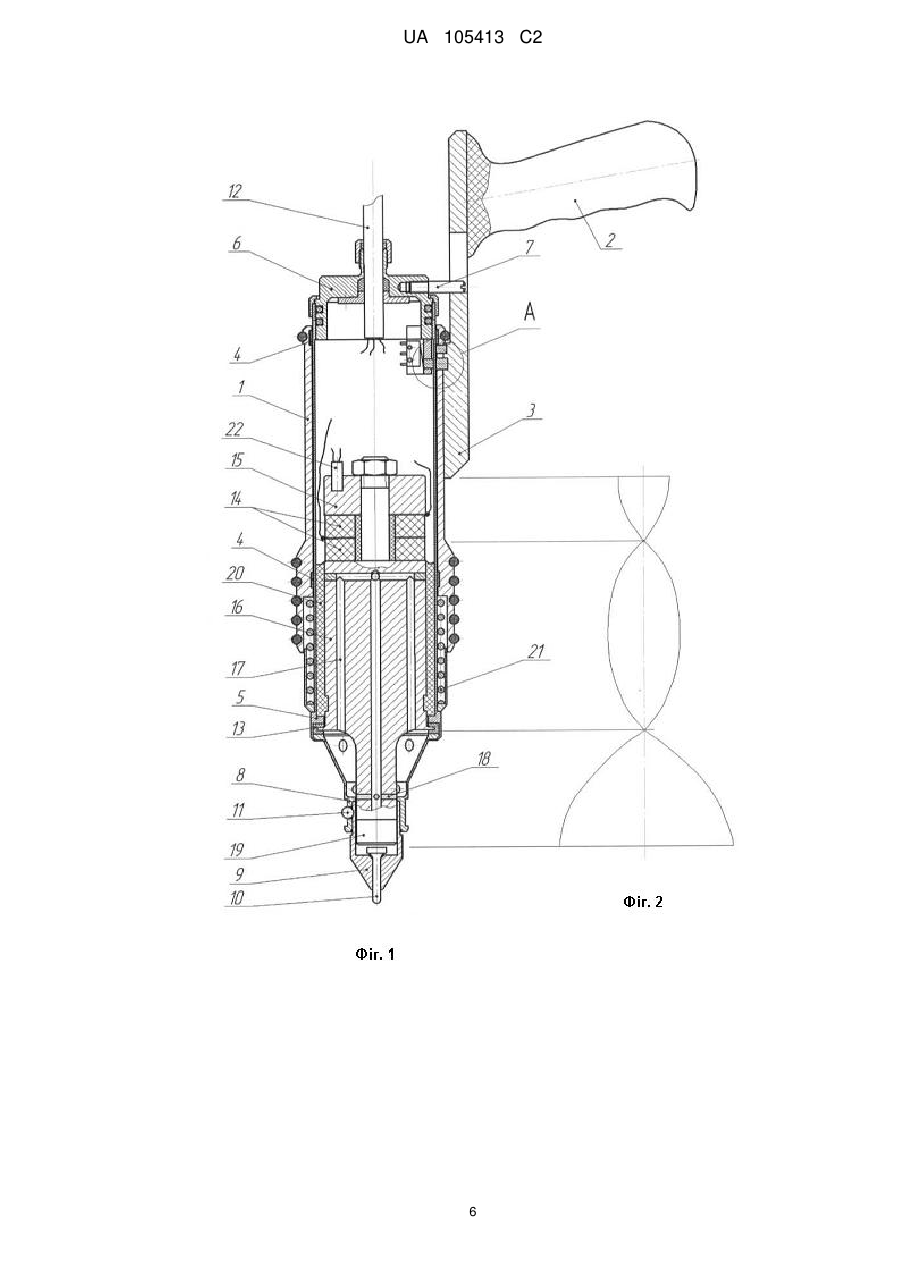
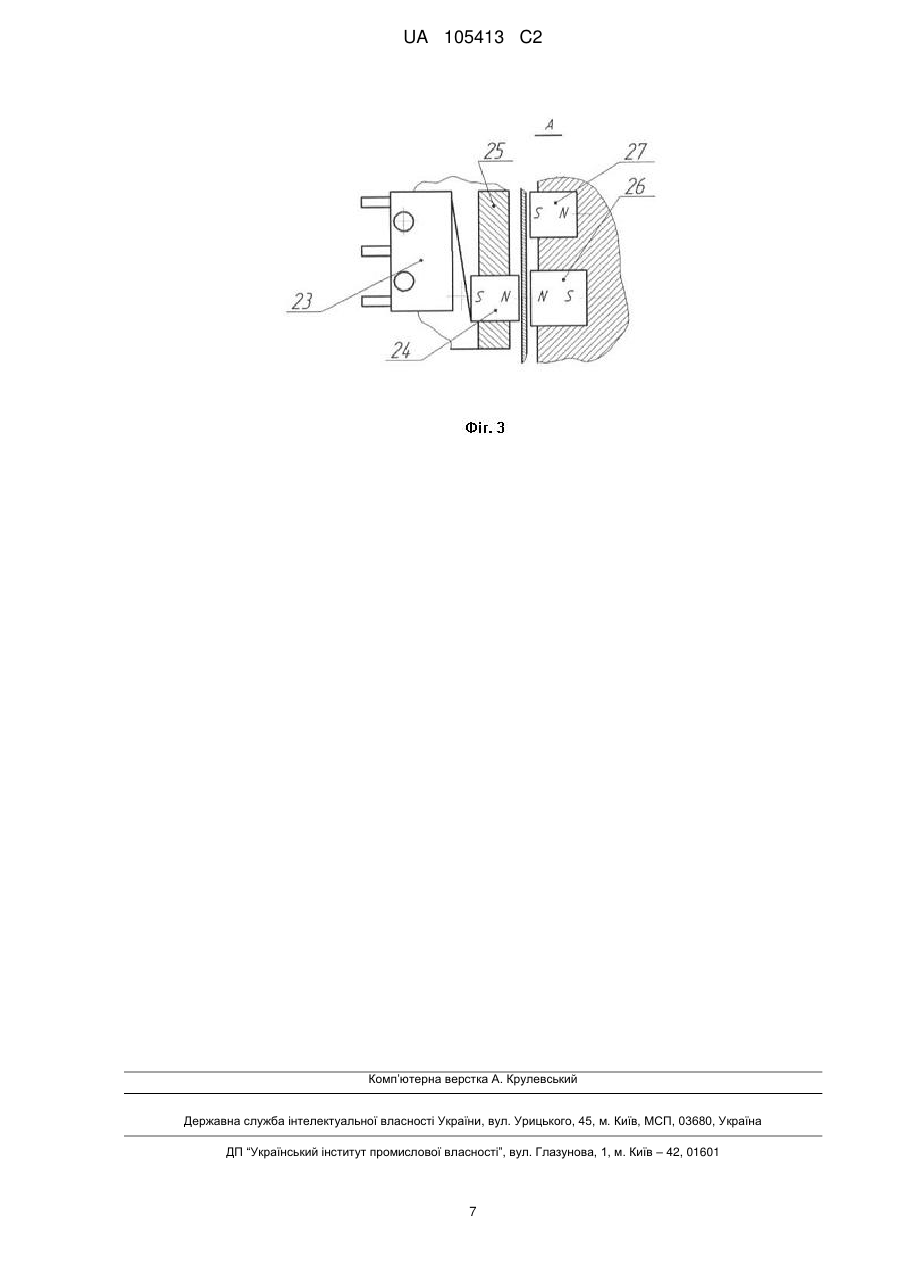
Реферат: Винахід належить до фінішної обробки поверхонь металевих виробів та зварних з'єднань, які піддаються значному знакозмінному навантаженню. Ультразвуковий ударний інструмент містить корпус з рукояткою, вкриті віброізоляційним покриттям. За допомогою напрямних ковзання з можливістю обмеженого штифтом руху вздовж корпуса розміщений стакан, на одному торці якого розміщена головка з рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, а на іншому торці розміщений підвід електричного кабелю генератора ультразвукових коливань. Всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень, утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле з трансформатором коливальної швидкості, що має вхідний та вихідний робочі торці. Вихідний робочий торець взаємодіє з рухомими ударними елементами головки і виконаний твердосплавним. Стакан встановлений в корпусі з можливістю пружного підтискування ударних елементів до оброблюваної поверхні. Температура теплообмінної поверхні та положення стакана відносно корпуса контролюються датчиками. Стакан виконано герметичним з немагнітного матеріалу, а в UA 105413 C2 (12) UA 105413 C2 трансформаторі коливальної швидкості виконані отвори, герметизовані відносно внутрішньої порожнини стакана та з'єднані між собою в області вхідного торця трансформатора коливальної швидкості з можливістю затікання в них води. Датчик положення стакана відносно корпуса з рукояткою виконано у вигляді трьох постійних магнітів, один з яких розміщений в герметичному немагнітному стакані рухомо з можливістю взаємодії з пружним елементом перемикача, а два інших розміщені нерухомо в корпусі, причому один з них в неробочому початковому положенні стакана знаходиться навпроти магніту в стакані і повернутий до нього однойменним полюсом, а другий встановлений по ходу стакана і розвернутий до магніту в стакані різнойменним полюсом. Інструмент повністю герметичний, а тому безпечний при роботі під водою, має надійну систему вмикання-вимикання та ефективну систему охолодження, яка дозволить оператору-водолазу здійснювати ефективну і якісну довготривалу ударну обробку поверхонь деталей без втрат часу на періодичне вимушене охолодження інструменту. UA 105413 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузей машинобудування, кораблебудування, будування та обслуговування нафто- та газовидобувних платформ, будування штучних островів та злітнопосадкових смуг, що базуються на воді, а саме до фінішної обробки поверхонь металевих виробів та зварних з'єднань, які піддаються значному знакозмінному навантаженню. Поверхневе зміцнення металевих виробів, як заключна технологічна операція, зменшує внутрішні напруження, значно збільшує працездатність деталей машин, підвищує їх якість і строк служби. На сьогоднішній день значне поширення отримали методи поверхневої обробки за допомогою пластичної деформації, такі як обробка кульками, роликами, дробоструминний наклеп, віброобкатування та інші. Значно підвищився інтерес до високоенергетичних видів обробки поверхні, до яких належить і поверхневе зміцнення за допомогою ультразвукових коливань. Результати випробувань і практика експлуатації показують, що при обробці металів і особливо високоміцних матеріалів, ультразвуковий спосіб є достатньо ефективним. З його допомогою вдалося добитися суттєвого підвищення механічних властивостей конструкційних матеріалів, особливо втомної міцності і зносостійкості. При цьому потреба в ультразвуковій ударній обробці виникає як в конструкціях, що знаходяться на поверхні землі, так і в конструкціях, розміщених під водою. В свою чергу, продуктивність і якість процесу ультразвукової обробки, зручність в роботі в значній мірі залежать від конструкції ультразвукового інструменту. Відомий ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з'єднань (Патент України № 68264, МПК В24В 39/00, В06В 1/06, 2007), що містить корпус, в якому на напрямних ковзання з можливістю осьового зворотно-поступального руху встановлений металевий стакан, в якому через віброізоляційне ущільнення встановлений ультразвуковий п'єзоелектричний перетворювач, з'єднаний з трансформатором коливальної швидкості, та датчики осьового зворотно-поступального руху і температури, співвісно зі стаканом в корпусі розміщена пневмокамера з пружиною, стакан оснащений також насадкою, на якій з можливістю швидкого знімання та повороту встановлена державка з рухомими бойками, які встановлені з можливістю контакту з вихідним торцем трансформатора коливальної швидкості, а на корпусі закріплені ручки, одна з яких з можливістю повороту навколо осі корпусу, а друга жорстко. Відомий інструмент має малоефективну систему охолодження. Ультразвуковий перетворювач, що нагрівається під час роботи, розміщений в металевому стакані і тільки малою зовнішньою поверхнею віддає тепло за рахунок конвекції атмосферного повітря. Нагріта державка з рухомими бойками також не має примусового охолодження і охолоджується тільки за рахунок малоефективної природної конвекції повітря. Пил, елементи забруднення та металева стружка, що покривають оброблювану поверхню при ударній обробці, по-перше заважають візуальному контролю місця обробки, а по-друге, потрапляючи в державку, перешкоджають ударному режиму роботи інструменту. Цей ультразвуковий інструмент не герметичний і може працювати тільки в повітрі. Відсутність примусового повітряного охолодження можливо і дозволить зробити інструмент герметичним та застосувати його при ударній обробці під водою, але відсутність контакту поверхні ультразвукового приводу з охолоджуючою водою і наявність тільки конвективного теплообміну призведуть до швидкого перегріву інструменту і необхідності частого вимкнення інструменту для поступового охолодження, що суттєво зменшить продуктивність процесу обробки. Тому, цей інструмент не можливо застосувати в разі необхідності ударної обробки металевих поверхонь, що розміщені під водою. Відомий ультразвуковий інструмент для ударної обробки поверхонь деталей (Патент України № 87006, МПК В24В 39/00, В06В 1/06, В24В 1/04 2009), що містить корпус з рукояткою, які вкриті віброізоляційним покриттям і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху вздовж корпуса розміщений стакан, на одному торці якого розміщена головка з рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений штуцер для підведення повітря системи примусового охолодження та електричний кабель генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень з розвиненою теплообмінною поверхнею, утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле з трансформатором коливальної швидкості, в якому за допомогою отворів забезпечена можливість наскрізного проходу повітря системи примусового охолодження від торця зі штуцером, крізь щілинний зазор з теплообмінною поверхнею і до робочого торця, який взаємодіє з рухомими ударними елементами головки і виконаний твердосплавним, причому стакан встановлений в корпусі з 1 UA 105413 C2 5 10 15 20 25 30 35 40 45 50 55 60 можливістю пружного підтискування ударних елементів до оброблюваної поверхні, а температура теплообмінної поверхні та положення стакана відносно корпуса контролюються датчиками. Ультразвуковий інструмент, що розглядається, вже має більш ефективну систему примусового повітряного охолодження. Поверхня приводу виконана розвиненою за рахунок додаткових ребер, що мають висоту меншу за кільцевий щілинний зазор між стаканом та вібраційним приводом. Але виконання подібних поздовжніх ребер є нетехнологічним на деталі, що має циліндричну форму і, крім того, подібні ребра не сприяють виникненню турбулентних вихорів на теплообмінній поверхні, які підвищують ефективність теплообмінних процесів. Вихід повітря через головку з рухомими ударними елементами в бік оброблюваної поверхні забезпечує здув забруднень з ударних елементів та оброблюваної поверхні. Але застосування подібної системи охолодження не дозволяє зробити ультразвуковий п'єзоелектричний привід герметичним і застосувати інструмент для ударної обробки поверхонь під водою. Крім того, повітря, яке буде інтенсивно виходити з отворів головки, буде перешкоджати оператору спостерігати процес і якість обробки. Занурення такого інструменту в воду призведе до необхідності підвищення тиску повітря системи охолодження, що знизить економічність інструменту та процесу ударної обробки. В разі аварійного відключення стиснутого повітря ультразвуковий привід в такому інструменті буде залитий водою і вийде з ладу. Робочий торець трансформатора коливальної швидкості в інструменті, що розглядається, виконано твердим і високоміцним. Це забезпечує якісний пружний відскок рухомих ударних елементів від вібруючого торця. Найбільш близьким до запропонованого пристрою по сукупності ознак і технічному результату є ультразвуковий інструмент для ударної обробки поверхонь деталей (Заявка України на винахід № а201014360 від 30.11.2010, МПК(2006) В24В39/00, В06В1/06), що містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху здовж корпуса розміщений стакан, на одному торці якого розміщена головка з рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений підвод електричного кабелю генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотнопоступальних переміщень, утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле з трансформатором коливальної швидкості, що має вхідний та вихідний робочі торці, причому вихідний робочий торець взаємодіє з рухомими ударними елементами головки і виконаний твердосплавним, стакан встановлений в корпусі з можливістю пружного підтискування ударних елементів до оброблюваної поверхні, а температура теплообмінної поверхні та положення стакана відносно корпуса контролюються датчиками. Виконання вихідного торця трансформатора коливальної швидкості твердосплавним забезпечує ефективну і тривалу роботу інструменту. Зручне віброізоляційне покриття корпуса і рукоятки робить інструмент безпечним і ергономічним при експлуатації. Цей ультразвуковий інструмент має ефективну примусову повітряну систему охолодження з розвиненою теплообмінною поверхнею на вібраційному приводі. Але, як і в попередньому випадку, ця система охолодження робить п'єзоелектричний перетворювач не герметичним і, як наслідок, неможливим застосування ультразвукового інструменту під водою. В основу запропонованого винаходу поставлена задача вдосконалення відомого ультразвукового інструменту для ударної обробки поверхонь деталей шляхом розширення його функціональних можливостей для здійснення ударної обробки поверхонь деталей під водою. Для вирішення поставленої задачі в ультразвуковому інструменті для ударної обробки поверхонь деталей, що містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху здовж корпуса розміщений стакан, на одному торці якого розміщена головка з рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений підвод електричного кабелю генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень, утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле з трансформатором коливальної швидкості, що має вхідний та вихідний робочі торці, причому вихідний робочий торець взаємодіє з рухомими ударними елементами головки і виконаний твердосплавним, стакан встановлений в корпусі з можливістю пружного 2 UA 105413 C2 5 10 15 20 25 30 35 40 45 50 55 підтискування ударних елементів до оброблюваної поверхні, а температура теплообмінної поверхні та положення стакана відносно корпуса контролюються датчиками, стакан, в якому розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень, виконано герметичним з немагнітного матеріалу, в трансформаторі коливальної швидкості виконані отвори, герметизовані відносно внутрішньої порожнини стакана та з'єднані між собою в області вхідного торця трансформатора коливальної швидкості з можливістю затікання в них води, датчик положення стакана відносно корпуса з рукояткою виконано у вигляді трьох постійних магнітів, один з яких розміщений в герметичному немагнітному стакані рухомо з можливістю взаємодії з пружним елементом перемикача, а два інших розміщені нерухомо в корпусі, причому один з них в неробочому початковому положенні стакана знаходиться навпроти магніту в стакані і повернутий до нього однойменним полюсом, а другий встановлений по ходу стакана і розвернутий до магніту в стакані різнойменним полюсом. Як варіант, один з отворів в трансформаторі коливальної швидкості може бути виконано здовж осі трансформатора коливальної швидкості ненаскрізним від його вихідного робочого торця майже до вхідного торця, який виконано максимально наближеним до вузлової точки ультразвукової хвилі деформації, що встановилася по довжині трансформатора коливальної швидкості. Крім того, кільцевий щілинний зазор між герметичним стаканом та ультразвуковим вібраційним приводом зворотно-поступальних переміщень може бути заповнено еластичним термопровідним компаундом. Крім того, в кільцевому щілинному зазорі між герметичним стаканом та ультразвуковим вібраційним приводом зворотно-поступальних переміщень може бути пружно встановлено гофровану розрізану здовж втулку з матеріалу з високими термопровідними характеристиками. Вдосконалення відомого інструменту шляхом розширення його функціональних можливостей для здійснення ударної обробки під водою досягається за рахунок виконання стакана, в якому розміщується ультразвуковий вібраційний привід зворотно-поступальних переміщень, герметичним з немагнітного матеріалу, а примусове охолодження виконане гідравлічним за рахунок виконання в трансформаторі коливальної швидкості системи отворів, герметизованих відносно внутрішньої порожнини стакана та з'єднаних між собою в області вхідного торця трансформатора коливальної швидкості з можливістю затікання в них води. Це дозволить здійснити теплообмінний контакт холодної води з нагрітим трансформатором коливальної швидкості та забезпечити його охолодження під час роботи під водою. Додатково для інтенсифікації охолодження передбачена можливість здійснення примусового руху рідини по системі отворів в трансформаторі швидкості. Для цього в тілі трансформатора швидкості організований акустичний насос, реалізований за рахунок того, що один з отворів в трансформаторі виконаний здовж осі трансформатора швидкості ненаскрізним від його вихідного робочого торця майже до вхідного торця, який виконано максимально наближеним до вузлової точки ультразвукової хвилі деформації, що встановилася по довжині трансформатора коливальної швидкості. Рідина буде рухатися по каналах за рахунок перепаду тисків в стоячій акустичній хвилі. При цьому буде інтенсивно відбиратися тепло від трансформатора коливальної швидкості. Виконання стакану із немагнітного матеріалу дозволить застосувати магнітну систему контролю положення герметичного стакану відносно корпуса. При цьому розміщений в стакані вібраційний привід буде автоматично вмикатися і вимикатися в необхідному положенні відносно корпуса. Застосування трьох постійних магнітів дозволить забезпечити високу надійність роботи перемикача, оскільки пружний елемент перемикача буде примусово переміщуватися рухомим магнітом під впливом двох нерухомих магнітів, повернутих до нього різними полюсами і розміщених на корпусі інструменту. Додаткове підвищення інтенсивності охолодження трансформатора швидкості досягається за рахунок заповнення кільцевої щілини між герметичним стаканом та ультразвуковим вібраційним приводом зворотно-поступальних переміщень еластичним термопровідним компаундом. Це забезпечить додатковий відбір тепла від трансформатора швидкості і передачу його в стакан, що омивається холодною водою. Замість еластичного компаунду з цією ж метою може бути застосована гофрована розрізана здовж втулка з матеріалу з високими термопровідними характеристиками. Суть винаходу пояснюється малюнками, де на фіг. 1 показаний запропонований ультразвуковий інструмент в розрізі, на фіг. 2 - форма стоячої хвилі деформації по довжині трансформатора коливальної швидкості, а на фіг. 3 - збільшений вигляд датчика положення стакану з трьома постійними магнітами. 3 UA 105413 C2 5 10 15 20 25 30 35 40 45 50 55 60 Ультразвуковий інструмент для ударної обробки поверхонь деталей містить (фіг. 1) корпус 1 з рукояткою 2, яка закріплена на корпусі за допомогою кронштейна 3. В корпусі 1 через напрямні ковзання 4 встановлений герметичний стакан 5. Стакан 5 має можливість зворотнопоступального переміщення, яке обмежене зафіксованим на задній кришці 6 стакана штифтом 7, що входить в поздовжній паз кронштейна 3. На передній кришці 8 стакана 5 розміщена головка 9 з рухомими ударними елементами 10, які виконано з матеріалу високої міцності. Головка 9 зафіксована відносно стакана 5 з можливістю швидкого знімання за рахунок кульки 11, яка підтиснута кільцевою пружиною і входить у лунку на циліндричній частині головки 9. У задню кришку 6 стакана 5 герметично введений електричний кабель 12 генератора ультразвукових коливань (на малюнку умовно не показаний). Всередині стакана 5 з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень з теплообмінною поверхнею. Акустична розв'язаність досягається за рахунок кріплення приводу в стакані 5 вузловим перетином стоячої хвилі деформації (фіг. 2) через акустично непрозоре ущільнення 13. Ультразвуковий вібраційний привід утворений п'єзоелектричним перетворювачем, до складу якого входять п'єзокерамічні кільця 14 та дві частознижуючі накладки 15. Одна з накладок 15 виконана як одне ціле з трансформатором коливальної швидкості 16, в якому виконана система отворів 17, герметизованих відносно внутрішньої порожнини стакані 5 та з'єднаних між собою в області вхідного торця трансформатора коливальної швидкості з можливістю затікання в них води через канали 18. Один з отворів в трансформаторі швидкості 16 виконано здовж його осі ненаскрізним від його вихідного робочого торця майже до вхідного торця, який виконано максимально наближеним до вузлової точки ультразвукової хвилі деформації, що встановилася по довжині трансформатора коливальної швидкості. Вихідний робочий торець трансформатора коливальної швидкості 16, який взаємодіє з рухомими ударними елементами 10 головки 9, виконано у вигляді щільно притиснутої до трансформатора коливальної швидкості накладки 19 з твердосплавного з високою ударною в'язкістю матеріалу. Товщина накладки 19 значно менша за чверть довжини хвилі деформації, що встановлюється по довжині ультразвукового вібраційного приводу. Щілинний кільцевий зазор між стаканом 5 та теплообмінною поверхнею трансформатора швидкості 16, як варіант, може бути заповнений еластичним термопровідним компаундом 20 або мати пружно встановлену гофровану розрізану здовж втулку з матеріалу з високими термопровідними характеристиками. Штифт 7 підтиснутий до передньої крайки поздовжнього пазу кронштейна 3 за допомогою пружини 21. В стакані 5 на вібраційному приводі встановлений датчик температури 22. Датчик положення стакана 5 відносно корпусу 1 (фіг. 3) містить мікроперемикач 23, з пружним елементом якого контактує рухомий постійний магніт 24. Магніт 24 рухомо розміщений в отворі кронштейна 25, на котрому розміщений і мікроперемикач 23. Кронштейн 25 закріплений нерухомо в стакані 5. В корпусі 1 нерухомо встановлені ще два постійних магніти 26 та 27. В неробочому початковому положенні стакана 5 магніт 26 знаходиться навпроти рухомого магніту 24 в стакані 5 і повернутий до нього однойменним полюсом, а магніт 27 встановлений по ходу стакана 5 і розвернутий до магніту 24 різнойменним полюсом. Ультразвуковий інструмент працює наступним чином. Оператор-водолаз занурюється в воду на глибину розташування місця ударної обробки. Вода заповнює систему отворів 17 в трансформаторі коливальної швидкості 16 ультразвукового вібраційного приводу. Завдяки немагнітному матеріалу стакана 5 магніт 24 взаємодіє з магнітом 26 на корпусі, що призводить до їх взаємного відштовхування. Внаслідок цього рухомий магніт 24 натискає на пружний елемент мікроперемикача і утримує його вимкненим. Тримаючи інструмент за рукоятку 2 та віброізоляційне покриття корпуса 1, оператор-водолаз притискає ударні елементи 10 до оброблюваної поверхні, стискаючи пружину 21. При цьому магніт 24 виходить з зони впливу магніту 26 і під дією пружного елемента мікроперемикача 23 відходить і вмикає його. Магніт 27, притягуючи до себе магніт 24, забезпечує гарантоване зміщення магніту 24 і спрацювання мікроперемикача. Вмикається високочастотний електричний сигнал і внаслідок зворотного п'єзоефекту вібраційний привід починає коливатися з резонансною частотою. По довжині приводу встановлюється стояча хвиля пружної деформації з вузлами та пучностями. Завдяки наявності в приводі трансформатора коливальної швидкості 16 його вихідний твердосплавний торець починає коливатися з підвищеною амплітудою і збуджує коливання ударних елементів 10, що призводить до ударної пластичної обробки поверхні металевої підводної конструкції або зварного шва. Вода в системі отворів 17 поступово нагрівається і передає своє тепло оточуючій воді. Таким чином здійснюється охолодження тіла трансформатора коливальної швидкості. Для інтенсифікації процесу охолодження необхідно забезпечити безперервний примусовий рух рідини крізь систему отворів 17. Для цього один з отворів системи отворів 17 виконано здовж осі 4 UA 105413 C2 5 10 15 20 25 30 35 40 45 50 55 трансформатора коливальної швидкості ненаскрізним від його вихідного робочого торця майже до вхідного торця, який виконано максимально наближеним до вузлової точки ультразвукової хвилі деформації, що встановилася по довжині трансформатора коливальної швидкості. В такому випадку отвори 18 будуть знаходитися поблизу зони пучності з максимальною амплітудою коливань, а виходи системи отворів 17 будуть розташовані поблизу зони вузлової точки стоячої хвилі деформації з мінімальною амплітудою коливань. Внаслідок цього між вказаними зонами утвориться перепад тисків, тобто утвориться акустичний насос, який примусово перекачує воду крізь систему отворів 17 і здійснює ефективне охолодження вібраційного приводу. Якщо додатково заповнити кільцевий щілинний зазор між герметичним стаканом 5 та ультразвуковим вібраційним приводом зворотно-поступальних переміщень еластичним термопровідним компаундом 20 або пружно встановити в цей зазор гофровану розрізану здовж втулку з матеріалу з високими термопровідними характеристиками, буде забезпечене додаткове охолодження приводу. Таким чином, ми отримаємо повністю герметичний, а тому безпечний ультразвуковий ударний інструмент з надійною системою вмикання-вимикання та ефективною системою охолодження, яка дозволить оператору-водолазу здійснювати ефективну і якісну довготривалу ударну обробку поверхонь деталей без втрат часу на періодичне вимушене охолодження інструменту. ФОРМУЛА ВИНАХОДУ 1. Ультразвуковий інструмент для ударної обробки поверхонь деталей, що містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху вздовж корпуса розміщений стакан, на одному торці якого розміщена головка з рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений підвід електричного кабелю генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень, утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле з трансформатором коливальної швидкості, що має вхідний та вихідний робочі торці, причому вихідний робочий торець взаємодіє з рухомими ударними елементами головки і виконаний твердосплавним, при цьому стакан встановлений в корпусі з можливістю пружного підтискування ударних елементів до оброблюваної поверхні, а також ультразвуковий інструмент містить датчики контролю температури теплообмінної поверхні та положення стакана відносно корпуса, який відрізняється тим, що стакан, в якому розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень, виконано герметичним з немагнітного матеріалу, причому в трансформаторі коливальної швидкості виконані отвори, герметизовані відносно внутрішньої порожнини стакана та з'єднані між собою в області вхідного торця трансформатора коливальної швидкості з можливістю затікання в них води, при цьому датчик положення стакана відносно корпуса з рукояткою виконано у вигляді трьох постійних магнітів, один з яких розміщений в герметичному немагнітному стакані рухомо з можливістю взаємодії з пружним елементом перемикача датчика, а два інших розміщені нерухомо в корпусі, причому один з них в неробочому початковому положенні стакана знаходиться навпроти магніту в стакані і повернутий до нього однойменним полюсом, а другий встановлений по ходу стакана і розвернутий до магніту в стакані різнойменним полюсом. 2. Ультразвуковий інструмент за п. 1, який відрізняється тим, що один з отворів в трансформаторі коливальної швидкості виконано вздовж осі трансформатора коливальної швидкості ненаскрізним від його вихідного робочого торця майже до вхідного торця, який виконано максимально наближеним до вузлової точки ультразвукової хвилі деформації, що встановлюється по довжині трансформатора коливальної швидкості. 3. Ультразвуковий інструмент за п. 1 або п. 2, який відрізняється тим, що кільцевий щілинний зазор між герметичним стаканом та ультразвуковим вібраційним приводом зворотнопоступальних переміщень заповнено еластичним термопровідним компаундом. 4. Ультразвуковий інструмент за п. 1 або п. 2, який відрізняється тим, що в кільцевому щілинному зазорі між герметичним стаканом та ультразвуковим вібраційним приводом зворотно-поступальних переміщень пружно встановлено гофровану розрізану вздовж втулку з матеріалу з високими термопровідними характеристиками. 5 UA 105413 C2 6 UA 105413 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Автори англійськоюKUDRAVTSEV, Yuriy Filipovich, Kleiman Yakob Isakovych, Luhovskyi Oleksandr Fedorovych
Автори російськоюКудрявцев Юрий Филиппович, Клейман Якоб Исакович, Луговский Александр Федорович
МПК / Мітки
МПК: B24B 39/00, B06B 1/06, B24B 1/04
Мітки: інструмент, ударної, поверхонь, деталей, обробки, ультразвуковий
Код посилання
<a href="https://ua.patents.su/9-105413-ultrazvukovijj-instrument-dlya-udarno-obrobki-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Ультразвуковий інструмент для ударної обробки поверхонь деталей</a>
Ультразвуковий інструмент для ударної обробки поверхонь деталей
Номер патенту: 99365
Опубліковано: 10.08.2012
Автори: Луговський Олександр Федорович, Клейман Якоб Ісакович, Кудрявцев Юрій Філіпович, Мовчанюк Андрій Валерійович
МПК: B24B 39/00, B06B 1/06
Мітки: обробки, ультразвуковий, інструмент, ударної, поверхонь, деталей
Формула / Реферат:
1. Ультразвуковий інструмент для ударної обробки поверхонь деталей, що містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху здовж корпуса розміщений стакан, на одному торці якого розміщена головка з рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений штуцер для підведення повітря...
Ультразвуковий інструмент для ударної обробки деталей та зварних з’єднань
Номер патенту: 105363
Опубліковано: 12.05.2014
Автори: Клейман Якоб Ісакович, Луговський Олександр Федорович, Мовчанюк Андрій Валерійович, Кудрявцев Юрій Філіпович
МПК: B24B 39/00, B06B 1/06
Мітки: інструмент, деталей, зварних, ударної, обробки, з'єднань, ультразвуковий
Формула / Реферат:
Ультразвуковий інструмент для ударної обробки деталей та зварних з'єднань, що містить корпус з рукояткою, в якому за допомогою напрямних ковзання з можливістю руху вздовж корпуса розміщений стакан, на одному торці якого зафіксована головка з бойками, на іншому торці розміщений штуцер для підведення повітря системи примусового охолодження та електричний кабель генератора ультразвукових коливань, а всередині стакана акустично розв'язано...
Ультразвуковий інструмент для ударної обробки важкодоступних місць деталей та зварних з’єднань
Номер патенту: 105364
Опубліковано: 12.05.2014
Автори: Кудрявцев Юрій Філіпович, Мовчанюк Андрій Валерійович, Луговський Олександр Федорович, Клейман Якоб Ісакович
МПК: B24B 39/00, B06B 1/06
Мітки: обробки, зварних, з'єднань, місць, важкодоступних, ударної, деталей, інструмент, ультразвуковий
Формула / Реферат:
Ультразвуковий інструмент для ударної обробки важкодоступних місць деталей та зварних з'єднань, що містить корпус з рукояткою, в якому за допомогою напрямних ковзання з можливістю руху здовж корпуса розміщений стакан, на одному торці якого розміщена головка з бойками, яка зафіксована відносно стакана за допомогою підтиснутої кільцевою пружиною кульки, що входить в лунки, виконані на головці з кутовою дискретністю, на іншому торці розміщений...
Ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з’єднань
Номер патенту: 99303
Опубліковано: 10.08.2012
Автори: Луговський Олександр Федорович, Мовчанюк Андрій Валерійович, Кудрявцев Юрій Філіпович, Клейман Якоб Ісакович
МПК: B06B 1/06, B24B 39/00
Мітки: зварних, ультразвуковий, інструмент, обробки, з'єднань, поверхонь, деформаційної
Формула / Реферат:
Ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з'єднань, що містить корпус з ручкою та напрямними ковзання, в яких встановлений стакан з насадкою з можливістю осьового зворотно-поступального руху, в якому через віброізоляційне ущільнення вузловою площиною закріплений ультразвуковий перетворювач, з'єднаний з трансформатором коливальної швидкості, містить датчики температури та положення стакана відносно корпусу,...
Кутова головка для ультразвукової ударної обробки важкодоступних місць деталей і зварних з’єднань
Номер патенту: 89099
Опубліковано: 25.12.2009
Автори: Кудрявцев Юрій Філіпович, Клейман Якоб Ісакович, Луговський Олександр Федорович, Прокопенко Георгій Іванович
МПК: B24B 39/00, B24B 1/04
Мітки: головка, обробки, деталей, кутова, місць, зварних, важкодоступних, ультразвукової, з'єднань, ударної
Формула / Реферат:
1. Кутова головка для ультразвукового деформаційного зміцнення важкодоступних місць деталей і зварних з'єднань металевих конструкцій, що містить послідовно з'єднані ультразвуковий п'єзокерамічний перетворювач, трансформатор коливальної швидкості і містить держак, який виконаний з можливістю вільного обертання навколо осі трансформатора коливальної швидкості і має форму направляючого стакана з отворами на вихідному торці, в якому розташовані...