Спосіб і пристрій для виготовлення декорованої панелі з двостороннім покриттям
Формула / Реферат
1. Спосіб виготовлення декорованої панелі з двостороннім покриттям, що включає операції, при яких:
а) зверху і знизу покривають матеріал несучого елемента рідким клеєм, який може бути отверджений методом нагрівання,
b) накладають перший тонкий лист паперу або нетканого матеріалу на шар клею зверху матеріалу несучого елемента,
c) накладають другий тонкий лист наперу, нетканого матеріалу або плівку на шар клею знизу матеріалу несучого елемента,
d) висушують клей шляхом нагрівання збірки шарів (композитного шару), виготовленої (го) зазначеним вище методом,
e1 ) наносять першу порошкову композицію зі смолою, яка може бути розплавлена і отверджена методом нагрівання, і/або з компонентами, які можуть вступати в реакцію для формування такої смоли, поверх першого тонкого листа,
f1 ) частково або повністю розплавляють порошковий шар на першому тонкому листі, а далі охолоджують його до стану, поки він повторно не затвердіє або не сформується, або
e2) наносять шар пастоподібної композиції з компонентами, присутніми в першій порошковій композиції, і водою зверху першого тонкого листа,
f2) висушують шар пасти і
g) отверджують клей і смоляну композицію під тиском і при нагріванні.
2. Спосіб за п. 1, який відрізняється тим, що другий тонкий лист перед накладенням на шар клею, відповідним методом розсіяння покривають першою або другою порошковою композицією зі смолою, яка може бути розплавлена і отверджена нагріванням,
і/або з компонентами, які можуть вступати в реакцію для формування такої смоли, при цьому дану композицію частково або повністю розплавляють, після чого її охолоджують до стану, поки вона повторно не затвердіє або не сформується.
3. Спосіб за п. 1, який відрізняється тим, що другий тонкий лист перед накладенням на шар клею, покривають пастоподібною композицією, яка включає компоненти першої або другої порошкоподібної композиції і воду і яку після накладення на шар клею разом з ним піддають сушінню.
4. Спосіб за пп. 1-3, який відрізняється тим, що декоративний папір використовують як перший тонкий лист.
5. Спосіб за п. 4, який відрізняється тим, що декоративний папір, паперову підкладку або тонкий лист нетканого матеріалу або плівку, що має здатність гасити звукові коливання від кроків, використовують як другий тонкий лист.
6. Спосіб за одним з попередніх пунктів, який відрізняється тим, що меламіновий або сечовинний клей використовують як рідкий клей, здатний до отвердження.
7. Спосіб за одним з попередніх пунктів, який відрізняється тим, що застосовують смоляні композиції, що містять меламін, фенолальдегідну смолу, сечовину, акрилову або епоксидну смолу і/або речовини попередніх стадій меламіну, фенолальдегідної смоли, сечовини, акрилової або епоксидної смоли і відповідні їм отверджувачі.
8. Спосіб за одним з попередніх пунктів, який відрізняється тим, що смоляні композиції містять частинки твердого матеріалу і/або целюлозних волокон.
9. Спосіб за п. 8, який відрізняється тим, що частинки твердого матеріалу містять оксид алюмінію, діоксид кремнію, карбід кремнію, діоксид титану, скло або пірофіліт.
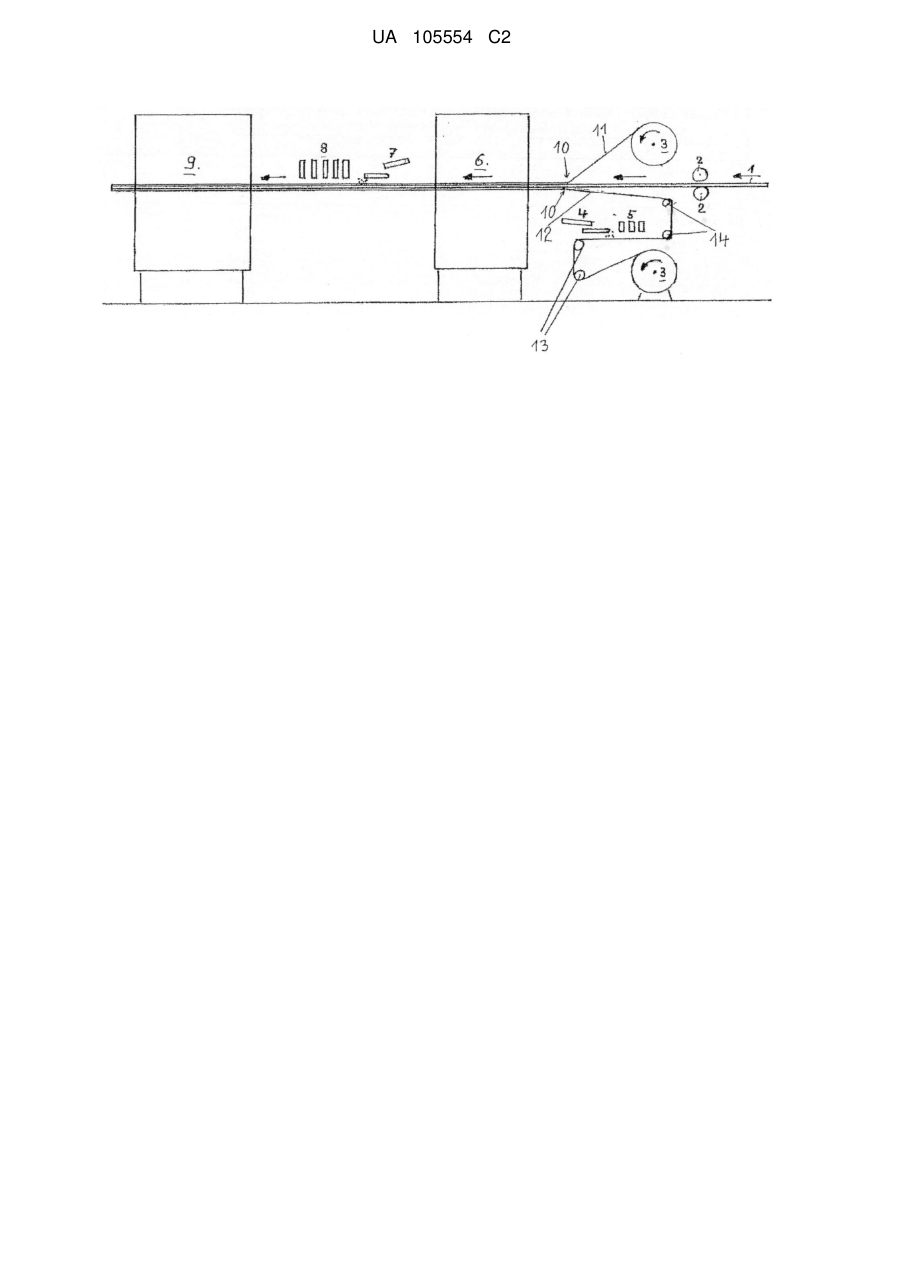
10. Пристрій для здійснення способу за одним з попередніх пунктів, що включає:
- подавальний і переміщувальний пристрій несучого елемента (1), який переміщує вказаний несучий елемент в горизонтальній площині даного несучого елемента,
- аплікатори (2) для нанесення рідкого клею над і під площиною несучого елемента,
- механізми розкручування (3) для першого (11) і другого (12) тонких листів над і під площиною несучого елемента,
- аплікатори (10) для накладення першого і другого тонких листів нетканого матеріалу над і під площиною несучого елемента,
- сушарку (6),
- пристрій для розсіяння і нагрівання (7, 8) порошкової смоляної композиції над площиною несучого елемента або аплікатор для пасти,
- додатковий пристрій для розсіяння і нагрівання (4, 5) порошкової смоляної композиції під площиною несучого елемента або аплікатор для пасти між механізмом розкручування і аплікатором для накладання листа нетканого матеріалу, що зв'язаний з
- охолоджуваними роликами (14) відхилення і
- пресовим пристроєм (9), здатним до нагрівання.
Текст
Реферат: У виробництві декорованих панелей з двостороннім покриттям, матеріал несучого елемента повинен бути в кілька проходів забезпечений покриттями зверху і знизу. Виконання технічної задачі значно спрощено за рахунок того, що, в першу чергу, несучий елемент покривають з обох сторін рідким клеєм, на шари клею накладають тонкі листи декоративного паперу або, при необхідності, паперової підкладки, або нетканих матеріалів, після висихання клею наносять порошкоподібну композицію, що включає смолу, яка може бути розплавлена і отверджена при нагріванні, поверх першого тонкого листа нетканого матеріалу з верхньої сторони панелі, частково або повністю розплавляють зазначену композицію і, нарешті, отверджують клей і смоляну композицію під тиском і при підвищеній температурі. UA 105554 C2 (12) UA 105554 C2 UA 105554 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід відноситься до способу і пристрою для виготовлення декорованої плити або панелі з двостороннім покриттям. Такі панелі або плити використовуються в різних цілях, наприклад, як елементи підлоги, панелі для обшивки стін або меблеві щити. Вони, як правило, включають несучий елемент, наприклад, основу з такого деревного матеріалу, як ДСП або ДВП, з декоративним папером, який наносять методом тонкого нашарування (ламінування), принаймні, з одного боку, і який покривають захисним шаром синтетичної смоли. Для отвердження захисного шару, який, зазвичай, складається з амінопласту, його піддають обробці тиском і тепловій обробці до затвердіння методом конденсації і структуроутворення (зшивання) в процесі реакції. Звичайно, для компенсації напруг у шарі ламінату, які можуть привести до деформації ламінованої панелі, на несучий елемент з іншого його боку методом ламінування також наносять шар покриття. Цей так званий стабілізуючий (протидеформаційний) шар може бути виконаний з простого нетканого матеріалу, наприклад, з паперу. У разі виготовлення панелей для підлоги, даний шар може бути виконаний із звукоізоляційного матеріалу, що забезпечує загасання звукових коливань, наприклад, від кроків. При виготовленні предметів меблів, бажано, обидві сторони несучого елемента ламінувати декоративним шаром. Такий декоративний шар часто імітує інші природні матеріали, наприклад, цільне дерево або камінь. У цьому зв'язку, стало звичайною практикою в зовнішній поверхні захисного шару виконувати тиснення рельєфу, відповідного рельєфу імітованого матеріалу, наприклад, за допомогою пресової плити, що забезпечує структуру поверхні, що виготовляється, в процесі затвердіння. У широко розповсюдженому способі декоративний папір просочують смолою перед його нашаруванням на несучий елемент в процесі ламінування. Проте в цьому випадку його розміри змінюються так, що необхідні особливі заходи для приведення рельєфу захисного шару, отриманого методом тиснення, у відповідність зі зображенням, представленим на декоративному папері. З заявки на патент DE102007026 170А відомий спосіб застосування не просоченого декоративного паперу, при якому його накладають на шар рідкого клею, попередньо нанесеного на несучий елемент. В цьому випадку папір абсорбує клей, і його пори заповнюються так само, як і в процесі виконання операції просочення, однак, при цьому він зберігає свої розміри і, отже, забезпечується його відповідність поверхневій структурі пресової плити. Після фіксації декоративного паперу захисний шар може бути нанесений поверх декоративного паперу із застосуванням або без застосування нетканого матеріалу-носія (що, як правило, включає целюлозу). Тим не менш, несуча основа повинна бути оброблена до здійснення остаточного гарячого пресування і затвердіння складових компонентів смоли в процесі двох окремих робочих операцій, що виконуються як щодо верхньої, так і нижньої поверхні, відповідно. Технічною задачею даного винаходу є подальше спрощення способу виробництва декорованої плити або панелі з двостороннім покриттям, зокрема, створення такого способу, при якому шари на верхню і нижню поверхні могли б бути нанесені за одну робочу операцію, а також розробка пристрою для виконання такого способу. Зазначена вище технічна задача вирішується за рахунок створення способу, відповідно п. 1, і пристрою, що відповідає п. 10 формули винаходу. Оскільки рідкий клей утворює рівномірний шар, який зчіплюється протягом певного проміжку часу не тільки з верхньою поверхнею несучого елемента, але і з його нижньою поверхнею, відповідний нетканий матеріал може бути закріплений з обох сторін за один прохід несучого елемента в такій мірі, що він може витримати подальші транспортні операції без негативних наслідків. Може бути використана така кількість клею, при якій нетканий матеріал просочується клеєм з обох сторін. У цьому випадку, не відбувається ніяких змін в розмірах нетканого матеріалу. Зв'язування нетканого матеріалу з несучим елементом у подальшому зміцнюється на стадії операції сушки. Нарешті, для підготовки захисного шару, смоляна композиція, що здатна твердіти, у вигляді порошку розсіюється на першому тонкому листі нетканого матеріалу з верхнього боку несучого елемента і, принаймні, частково розплавляється і спікається при нагріванні. В такому стані, продукт з несучого елемента і покриттів переноситься в нагрівальний прес, де отвердження клею і смоляної композиції здійснюється під тиском і при високій температурі. Таким чином, продукт, який готовий для подальшої обробки виготовляється за один прохід. Як альтернатива розсіянню порошку на першому нетканому матеріалі та його розм'якшенню або розплавленню, можливе застосування пастоподібної композиції, яка наноситься на тонкий лист нетканого матеріалу, розташований на несучому елементі, при цьому дана композиція включає такі ж складові, що і перша композиція у вигляді порошку, і воду. Така пастоподібна композиція може бути отримана як шляхом концентрації водного розчину, що включає 1 UA 105554 C2 5 10 15 20 25 30 35 40 45 50 55 60 компоненти, які містяться в першому порошку, так і шляхом змішування композиції першого порошку з водою шляхом збовтування. В'язкість пасти повинна бути відрегульована таким чином, щоб паста не стікала з нетканого матеріалу до висихання. Переважно, пастоподібна композиція містить не менше 85 вагових відсотків твердих частинок. Як матеріал несучого елемента можуть використовуватися, наприклад, деревоволокнисті (ДВП) або деревостружкові (ДСП) плити. Плити можуть поставлятися окремо, при цьому перший і другий нетканий матеріал, відповідно, належним чином нарізаний за розміром. Проте можливий також і безперервний режим роботи, якщо подаються плити без проміжного простору або нескінченні плати безпосередньо з машини для виробництва таких плит. Рідкий клей являє собою, наприклад, водну композицію з початковими стадіями меламінового або сечовинного клею і відповідного отверджувача, наприклад, кислотного компонента. Потрібний клей вибирають таким чином, щоб температура, необхідна для його твердіння, була вища за температуру, що застосовується при сушінні. Потім виконують отвердження методом зшивання (у результаті хімічної реакції) або конденсації, але тільки в гарячому пресі. В'язкість клею бажано відрегулювати таким чином, щоб до накладення нетканого матеріалу виключити неоднорідність або формування будь-яких крапель клею, навіть з нижнього боку несучого елемента. При цьому, бажано, щоб в'язкість клею була відрегульована, беручи до уваги, що нетканий матеріал повинен бути в достатній мірі просочений, тобто, насичений, поки він не перейде в стадію здійснення операції сушки. Для першого нетканого матеріалу, за вибором, може бути встановлена інша (наприклад, більш низька) ступінь в'язкості, ніж для другого нетканого матеріалу. Для нанесення клею на несучий елемент можуть бути використані технології, відомі з рівня техніки, наприклад, із застосуванням валика, можливо, гравірованого або узорного валика, щіток, всмоктувальних пристроїв для набивання тощо. Якщо накладення тонкого листа першого нетканого матеріалу, в принципі, може бути здійснено виключно за рахунок сили тяжіння, для тонкого листа другого нетканого матеріалу повинен бути забезпечений контакт з клейовим шаром на зворотному боці несучого елемента за допомогою відповідного аплікатора. Таким пристроєм може бути, наприклад, валик або гнучкий допоміжний пристрій, або гумовий шпатель. Для кращого регулювання операції, бажано, щоб перший нетканий матеріал накладався за допомогою згаданого пристрою також і на шар клею на верхній поверхні несучого елемента. Після накладення обох нетканих матеріалів на верхню і нижню поверхні плити несучого елемента отримана багатошарова збірка піддається сушінню. З цією метою вона може бути пропущена через відповідну сушильну піч, в якій збірку піддають обробці нагрітим сухим повітрям. Переважно, для виконання операції сушіння використовують інфрачервоне випромінювання або високу частоту, що цілком можливо навіть без застосування спеціальної печі. Переважно, в цьому випадку багатошарову збірку не нагрівають до повного затвердіння клею. У наступній операції способу порошкова композиція разом зі смолою, яка може бути розплавлена і отверджена в результаті нагрівання, та/або компонентами, які можуть вступати в реакцію з утворенням такої смоли, наноситься на перший нетканий матеріал з верхнього боку плити несучого елемента. Пізніше ця композиція застосовується для формування захисного шару ламінату. Вона включає в себе одну або кілька смол, які твердіють в умовах високих температур, переважно, з групи аміносмол та/або фенольних смол. Також можуть бути використані епоксидні і акрилові смоли. За необхідністю, вона також включає один або декілька ініціаторів та/або каталізаторів (отверджувачів) для термічного твердіння. Кращими смолами є карбамідо-формальдегідні смоли, меламінові смоли, фенол-формальдегідні смоли. В якості альтернативи або на додаток до зазначених вище смол, композиція може також містити речовини, які становлять попередні стадії зазначених смол, наприклад, меламін, карбамід, фенол, формальдегід (наприклад, у вигляді параформальдегіду або триоксану) та їх похідні. У разі необхідності, порошкові композиції, які можуть бути використані відповідно до даного винаходу, містять невеликі пропорції води і можуть бути отримані, наприклад, методом висушування звичайних відповідних розчинів їх компонентів. Розмір частинок порошкової композиції становить менше одного міліметра, переважно, від 0,1 мікрона до 0,5 міліметра. Порошкова композиція може містити додаткові компоненти, які відомі як компоненти, що поліпшують властивості захисного шару. Зокрема, для підвищення стійкості до абразивного зносу вони включають тверді частинки, наприклад, корунду, карбіду кремнію, діоксиду кремнію, частинки скла, пірофіліт, армуючі волокна, наприклад, целюлозу, інші традиційні добавки до пластичних матеріалів, наприклад, стабілізатори, відбілювачі, поглиначі УФ, наповнювачі 2 UA 105554 C2 5 10 15 20 25 30 35 40 45 50 55 60 органічної та неорганічної природи, добавки для створення оптичних ефектів, наприклад, металевого ефекту, перлинного блиску, опалесценції, змочувачі, розділяючи агенти, добавку, яка підвищує плинність, добавку, яка поліпшує зв'язування. Добавка з целюлозних волокон і/або скляних кульок, розмір яких більше за розмір твердих частинок, завдяки наявності таких твердих частинок, дозволяє зменшити знос пресових плит та стрічок. Для нанесення порошкової суміші можуть бути використані відомі розсіювальні пристрої. Операція розсіяння може бути також проведена за два або більше етапів, з метою підвищення рівномірності шару, що наноситься шляхом розсіювання та/або розгладження шару порошку за допомогою, наприклад, будь-якого допоміжного механізму. Окрім того порошкова композиція може бути нанесена електростатичним методом з використанням способу безпосереднього порошкового лакування або опосередковано шляхом переносу шару, виробленого на фотоелектричному барабані. Кількість порошкової композиції, що наноситься, залежить від заданої товщини шару 2 покриття. Як правило, прийнятними є покриття від 1 до 200 г/м . Отриманий таким чином несучий елемент з шаром порошку нагрівають до розплавлення порошку. В цьому випадку порошок може бути повністю розплавлений або ж перебувати в стані початкової стадії розплавлення, частково розплавлений або спечений, якщо повинні вживатися заходи, що перешкоджають розтіканню розплавленого матеріалу. Крім того, шар порошку повинен бути ущільнений до такого стану, щоб в наступної операції пресування уникнути появи залишкових пухирців, а сам шар не виявився тьмяним і каламутним. Температура плавлення залежить від складу суміші смоли і може становити від 5 до 150 °С. Зазвичай, температури, приблизно, до 120 °C достатньо для початкової плавки. Щоб уникнути небажаного розтікання розплавленого порошку смоли, шар може бути після цього доведений до стану затвердіння або повторного отвердження за рахунок охолодження. Підходящими джерелами тепла для початкового плавлення порошкового шару є пристрої інфрачервоного випромінювання, мікрохвильові печі і навіть полум'яні пристрої, якщо при цьому можна уникнути порошкових завихрень. Після початкової стадії плавлення або плавлення порошкового шару несучий елемент з нанесеним композитним шаром переноситься в прес і піддається пресуванню при підвищеній температурі. В цьому випадку, з одного боку, виконують ущільнення порошкового шару, а з іншого боку, дана операція тягне за собою затвердіння клею і смоли шару покриття. При цьому в шарі покриття відомим способом може бути виконаний рельєф з використанням структурованих пресових плит. Температура шарів при здійсненні операції пресування складає, приблизно, від 150 до 200 °C, переважно, від 160 до 180 °C. Через відносно короткий час перебування композитного шару під пресом пресові плити повинні мати більш високу температуру, наприклад, на величину від 30 до 50 К. Прикладений тиск становить, відповідно, від 2,5 до 10 МПа, переважно, від 4 до 6 МПа. В кращому прикладі здійснення способу за даним винаходом шар, що містить порошкову композицію зі смолою, яка може бути розплавлена і отверджена шляхом нагрівання, наноситься також і на другий нетканий матеріал для формування шару покриття. Він може включати в себе ту ж композицію, яка була використана для першого нетканого матеріалу. Але може бути використана й інша композиція, якщо дві композиції забезпечують відповідні задані властивості в умовах операції спільного пресування, що проводиться в кінці процесу. Нанесення порошкового шару на другий нетканий матеріал здійснюють до накладення цього нетканого матеріалу на плиту несучого елемента з нижнього її боку, а точніше, з боку нетканого матеріалу, зверненого донизу, тобто, віддаленого від плити несучого елемента після операції накладення нетканого матеріалу. Тому необхідно, щоб нетканий матеріал був перевернутий після розсіяння композиції по його поверхні і перед його накладенням. Щоб уникнути ситуації, при якій в цьому випадку частина порошку відпаде від нетканого матеріалу, бажано, до здійснення операції перевертання, шляхом нагрівання довести порошок до стану початку розплавлення або спікання, або повного розплавлення і достатнього отвердження шляхом охолодження знову протягом наступних операцій. З цією метою, можна використовувати такі ж технологічні процеси, які були описані вище для початкового розплавлення або спікання відповідного шару на першому нетканому матеріалі. В якості альтернативи, пастоподібна водна композиція з компонентами першої або другої порошкової композиції може бути нанесена на другий нетканий матеріал перед накладенням на клейовий шар з нижнього боку несучого елемента. Це може бути виконано також з нижньою боку другого нетканого матеріалу, якщо пастоподібна композиція приготована таким чином, що вона в достатній мірі зчіплюється з другим нетканим матеріалом. Оскільки після цього перед операцією накладення з нижнього боку несучого елемента все ще може залишатися 3 UA 105554 C2 5 10 15 20 25 30 35 40 45 50 55 60 необхідність в операціях відхилення (поправки), пастоподібна композиція, переважно, піддається сушінню після операції накладення спільно з клейовим шаром. Відхилення, переважно, здійснюється безконтактним способом. В кращому прикладі здійснення в якості першого нетканого матеріалу використовується декоративний папір. Як правило, це не просякнутий декоративний папір. Другим нетканим матеріалом також може бути декоративний папір, якщо конструкційна панель призначена для виготовлення предметів меблів, паперова підкладка чи інший нетканий матеріал, або плівка, що забезпечує загасання звуків від кроків. Такі неткані матеріали, по суті, відомі з рівня техніки і включають, наприклад, неткані матеріали, що містять синтетичні або натуральні волокна, синтетичні піни та природні матеріали, наприклад, пробку. В якості альтернативи, першим нетканим матеріалом може бути однотонний нетканий матеріал, зокрема, одноколірний папір, на якому декорування здійснюється з використанням процесу набивання відповідно до DE, бажано, після операцій нанесення композиції та сушки. Винахід також відноситься до пристрою для здійснення способу відповідно до винаходу. Цей пристрій включає в себе, принаймні, один подавальний і транспортувальний механізм, який подає несучий елемент, переважно, в основному, в горизонтальній площині, до подальших частин пристрою і переміщує його, аплікатори для нанесення рідкого клею над і під площиною несучого елемента , відповідно, механізми розкручування першого і другого нетканого матеріалу над і під площиною несучого елемента, відповідно, аплікатори для другого нетканого матеріалу під площиною несучого елемента і, на вибір, для першого нетканого матеріалу, над площиною несучого елемента, пристрій для сушки, розсіювальний пристрій та нагрівальний пристрій над площиною несучого елемента, а також пресовий пристрій, що піддається нагріванню. Подавальний і переміщувальний механізм може бути відомої конструкції, наприклад, у вигляді валика або роликової напрямної. Оскільки шари з нижнього боку плити несучого елемента можуть бути чутливими до контакту, наприклад, після того, як другий нетканий матеріал накладено на вологий клей, валиком або захоплюючим механізмом можуть бути забезпечені окремі області тільки по краю плити несучого елемента. Як аплікатор можуть бути застосовані відомі пристрої, наприклад, валкові аплікатори, наприклад, з гравіюванням/паттернами, або допоміжний пристрій, або гумовий шпатель, з метою збільшення або регулювання маси, що наноситься, ролики, забезпечені підкладками, або щітки, або розпилювальні пристрої. Механізми розкручування можуть бути виконані таким чином, що вони обслуговують перший нетканий матеріал над площиною несучого елемента і другий нетканий матеріал під площиною несучого елемента. Вони можуть бути оснащені звичайними засобами для регулювання, наприклад, натягу нетканого матеріалу і переміщення бокового краю. Аплікатори призначені для забезпечення рівномірного розміщення нетканих матеріалів у шарі рідкого клею. Вони можуть бути виконані, наприклад, у вигляді пресового роликового аплікатора або гнучких допоміжних пристроїв. Бажано, щоб вони були розташовані якомога ближче до відповідного аплікатора. Пристрій для сушіння включає в себе засоби для нагрівання насичених клеєм нетканих матеріалів і, за необхідністю, для видалення вологи, що випаровується. Сушка може здійснюватися, наприклад, потоком нагрітого повітря, інфрачервоним випромінюванням або із застосуванням високих частот або мікрохвиль. Може виникнути необхідність у пристрої для сушіння, що містить в значній мірі закриті зони, щоб захистити виріб від впливу навколишнього середовища. Пристрій може бути забезпечено засобами для вимірювання залишкової вологи і для управління роботою нагрівальних пристроїв. Далі за потоком від сушарки розташовується пристрій для розсіяння першої порошкової композиції. Для цього можуть бути застосовані відомі пристрої, наприклад, струшуючі сита, розсіювальні пристрої стрічкового типу та вібраційні розсіювальні пристрої. Кілька однакових пристроїв або пристроїв, що відрізняються один від одного, можуть бути розташовані в послідовності, що забезпечує поліпшення рівномірності нанесення. Розсіювальний пристрій може також містити засоби для вирівнювання шару, нанесеного методом розсіяння, наприклад, будь-який допоміжний механізм. В альтернативному варіанті пристрою, відповідно до винаходу, замість пристосування для розсіяння, застосовується аплікатор для нанесення пастоподібної композиції. Це може бути, наприклад, валик з допоміжним механізмом регулювання маси композиції, що наноситься. Такий аплікатор може бути розміщений як на вході, а також на виході з сушарки. В останньому випадку, замість нагрівального пристрою, необхідне застосування пристрою для сушіння. Для забезпечення гнучкості в процесі експлуатації існує можливість використання пристрою, який, в 4 UA 105554 C2 5 10 15 20 25 30 35 40 45 50 55 60 залежності від специфіки здійснюваного процесу, може працювати як у якості нагрівального пристрою для виконання операції початкового розплавлення, так і в якості сушарки. Крім того, пристрій за даним винаходом оснащено засобами для нагрівання шару розсіяного порошку. Це можуть бути, наприклад, пристрої інфрачервоного випромінювання, пристрої мікрохвильового випромінювання або тунельні печі, що нагріваються електричним струмом або газом. Нарешті, пристрій, відповідно до винаходу, також включає прес, що нагрівається. Це може бути, наприклад, прес з коротким циклом дії, якщо пристрій призначений для обробки окремих плит. Для отримання рельєфу в шарі покриття декорованої панелі або плити прес може бути оснащений пресовими плитами, забезпеченими певним поверхневим профілем. Дубліровочні преси, на вибір, з гладкими або профільованими пресовими стрічками також підходять для обробки як окремих плит, так і для безперервних плит несучого елемента. Ще один кращий приклад здійснення пристрою за даним винаходом включає в себе другий розсіювальний і нагрівальний механізм, розташований під площиною несучого елемента під механізмом розкручування другого нетканого матеріалу, і відповідний аплікатор. Цей пристрій може включати такі ж або подібні засоби для розсіювання композиції з її нагріванням, як і описаний вище перший механізм розсіювання та нагрівання. Однак, як і в зазначеному випадку, сторона другого нетканого матеріалу, яка звернена донизу, після накладення на грань несучого елемента, повинна бути покрита композицією, нанесеною на неї методом розсіяння, при цьому необхідні додаткові засоби для повороту нетканого матеріалу. Це можуть бути ролики відхилення, встановлені між механізмом розкручування і розсіювальним механізмом, а також між нагрівальним пристроєм і аплікатором. Оскільки порошкова поверхня, яка виконується методом розсіяння і яка початково розплавляється, може бути чутливою, існує можливість для застосування пристроїв безконтактного відхилення, наприклад, повітряного поворотного пристрою, відповідного патентному документу DE 4415581. Додатково або як альтернатива один з роликів відхилення може бути охолоджений для отвердження початково розплавленого порошку. В якості альтернативи пристрій за винаходом, замість другого пункту розсіювання та підігріву, включає другий аплікатор для нанесення пасти. Конструкція даного аплікатора відповідає конструкції описаного вище першого аплікатора. Спосіб за цим винаходом дозволяє значно спростити виробництво декорованих плит. Даний спосіб відрізняється зниженням розмірів пристроїв, необхідних для здійснення способу, що супроводжується відповідним скороченням обсягу капіталовкладень. Як матеріал для покривного шару використовується, по суті, безводний матеріал, тому може бути зекономлена енергія, раніше використовувана для сушки. Немає необхідності ні в циркуляційних, ні в технологічних системах для обробки матеріалів декоративного шару, які застосовують в рідкому стані. Отже, результатом цього є зниження втрат, які зазвичай виникають у зв'язку із застосуванням розчинів і матеріалів-носіїв в разі зупинок у роботі. Відпадає необхідність в зберіганні і складуванні проміжних виробів, таких як просочений декоративний папір, покриття і плити, оброблені з одного боку, результатом чого є економія коштів, що спрямовуються на виконання зазначених вище задач. Оскільки відпадає необхідність у вирішенні проблем зв'язування покриття з целюлозою, можуть бути покращені якість і естетика декору. Вдається уникнути негативного впливу на чіткість декору залишкової вологи в шарі покриття після операції пресування. Добавки, що знижують абразивний знос, а також інші добавки можуть бути включені в шар покриття без ризику створення неоднорідності покриття, яка виникає при сепарації суміші або через зношування аплікатора. Приклад пристрою відповідно до винаходу і його функціонування при здійсненні способу, відповідного винаходу, схематично представлений кресленням на фіг.1. Плити несучого елемента 1 направляються подавальним і переміщувальним пристроєм (не показано) через аплікатор, в якому їх покривають рідким клеєм зверху і знизу із застосуванням валків 2 аплікатора. У позиції 10 перший і другий тонкі листи 11 і 12 нетканих матеріалів розміщуються на роликах (не показано) в шарах клею у верхній і нижній поверхнях плити несучого елемента. Отриманий композитний шар надходить в сушарку 6, яку в даній позиції закривають, і в якій клей висушують до заданої залишкової вологості. За допомогою розсіювального пристрою 7 першу порошкову композицію наносять методом розсіяння на перший нетканий матеріал, який фіксують на плиті несучого елемента, і забезпечують умови спікання або розплавлення із застосуванням пристроїв 8 інфрачервоного випромінювання. Нарешті, плита несучого елемента надходить в прес 9, де шари, нанесені із застосуванням технології ламінування, отверджують під тиском, нагрівають і, при необхідності, на них наносять рельєф. Якщо другий нетканий матеріал знизу плити несучого елемента також повинен бути забезпечений шаром покриття, 5 UA 105554 C2 5 додатковий розсіювальний пристрій 4 і пристрій 5 інфрачервоного випромінювання розташовують між механізмом розкручування 3 і нижнім аплікатором 10. Для цього даний нетканий матеріал перевертають за допомогою роликів 13 відхилення, щоб після операції ламінування шар, звернений донизу, виявився зверненим догори і зміг бути покритим розсіяною по ньому композицією. Після операції розсіяння та початкового плавлення даний нетканий матеріал знову перевертають роликами 14 відхилення і подають в аплікатор 10. ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 45 50 55 1. Спосіб виготовлення декорованої панелі з двостороннім покриттям, що включає операції, при яких: а) зверху і знизу покривають матеріал несучого елемента рідким клеєм, який може бути отверджений методом нагрівання, b) накладають перший тонкий лист паперу або нетканого матеріалу на шар клею зверху матеріалу несучого елемента, c) накладають другий тонкий лист наперу, нетканого матеріалу або плівку на шар клею знизу матеріалу несучого елемента, d) висушують клей шляхом нагрівання збірки шарів (композитного шару), виготовленої(го) зазначеним вище методом, e1) наносять першу порошкову композицію зі смолою, яка може бути розплавлена і отверджена методом нагрівання, і/або з компонентами, які можуть вступати в реакцію для формування такої смоли, поверх першого тонкого листа, f1) частково або повністю розплавляють порошковий шар на першому тонкому листі, а далі охолоджують його до стану, поки він повторно не затвердіє або не сформується, або e2) наносять шар пастоподібної композиції з компонентами, присутніми в першій порошковій композиції, і водою зверху першого тонкого листа, f2) висушують шар пасти і g) отверджують клей і смоляну композицію під тиском і при нагріванні. 2. Спосіб за п. 1, який відрізняється тим, що другий тонкий лист перед накладенням на шар клею, відповідним методом розсіяння покривають першою або другою порошковою композицією зі смолою, яка може бути розплавлена і отверджена нагріванням, і/або з компонентами, які можуть вступати в реакцію для формування такої смоли, при цьому дану композицію частково або повністю розплавляють, після чого її охолоджують до стану, поки вона повторно не затвердіє або не сформується. 3. Спосіб за п. 1, який відрізняється тим, що другий тонкий лист перед накладенням на шар клею покривають пастоподібною композицією, яка включає компоненти першої або другої порошкоподібної композиції і воду і яку після накладення на шар клею разом з ним піддають сушінню. 4. Спосіб за пп. 1-3, який відрізняється тим, що декоративний папір використовують як перший тонкий лист. 5. Спосіб за п. 4, який відрізняється тим, що декоративний папір, паперову підкладку або тонкий лист нетканого матеріалу або плівку, що має здатність гасити звукові коливання від кроків, використовують як другий тонкий лист. 6. Спосіб за одним з попередніх пунктів, який відрізняється тим, що меламіновий або сечовинний клей використовують як рідкий клей, здатний до отвердження. 7. Спосіб за одним з попередніх пунктів, який відрізняється тим, що застосовують смоляні композиції, що містять меламін, фенолальдегідну смолу, сечовину, акрилову або епоксидну смолу і/або речовини попередніх стадій меламіну, фенолальдегідної смоли, сечовини, акрилової або епоксидної смоли і відповідні їм отверджувачі. 8. Спосіб за одним з попередніх пунктів, який відрізняється тим, що смоляні композиції містять частинки твердого матеріалу і/або целюлозних волокон. 9. Спосіб за п. 8, який відрізняється тим, що частинки твердого матеріалу містять оксид алюмінію, діоксид кремнію, карбід кремнію, діоксид титану, скло або пірофіліт. 10. Пристрій для здійснення способу за одним з попередніх пунктів, що включає: - подавальний і переміщувальний пристрій несучого елемента (1), який переміщує вказаний несучий елемент в горизонтальній площині даного несучого елемента, - аплікатори (2) для нанесення рідкого клею над і під площиною несучого елемента, - механізми розкручування (3) для першого (11) і другого (12) тонких листів над і під площиною несучого елемента, 6 UA 105554 C2 5 10 - аплікатори (10) для накладення першого і другого тонких листів нетканого матеріалу над і під площиною несучого елемента, - сушарку (6), - пристрій для розсіяння і нагрівання (7, 8) порошкової смоляної композиції над площиною несучого елемента або аплікатор для пасти, - додатковий пристрій для розсіяння і нагрівання (4, 5) порошкової смоляної композиції під площиною несучого елемента або аплікатор для пасти між механізмом розкручування і аплікатором для накладання листа нетканого матеріалу, що зв'язаний з - охолоджуваними роликами (14) відхилення і - пресовим пристроєм (9), здатним до нагрівання. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess and apparatus for producing a decorated plane coated on both sides
Автори англійськоюZierold, Ulrich
Автори російськоюЗирольд Ульрих
МПК / Мітки
МПК: B44C 3/00, E04F 13/00, B44C 5/04, E04F 15/00, B32B 21/00
Мітки: двостороннім, пристрій, виготовлення, панелі, покриттям, спосіб, декорованої
Код посилання
<a href="https://ua.patents.su/9-105554-sposib-i-pristrijj-dlya-vigotovlennya-dekorovano-paneli-z-dvostoronnim-pokrittyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для виготовлення декорованої панелі з двостороннім покриттям</a>
Спосіб виготовлення рукавів з двостороннім полімерним покриттям
Номер патенту: 35914
Опубліковано: 16.04.2001
Автори: Литовченко Петро Григорович, Савельєва Ніна Василівна, Грекул Алла Іванівна, Ланіна Тетяна Федорівна, Піднебесний Андрій Петрович
МПК: B29D 23/00
Мітки: виготовлення, спосіб, рукавів, полімерним, двостороннім, покриттям
Формула / Реферат:
Спосіб виготовлення рукавів з двостороннім полімерним покриттям, який включає завантаження полімерного матеріалу у бункер екструдера, подачу розігрітого пластикату в косу головку, на дорн якої подають тканинний каркас рукава, який відрізняється тим, що косу головку розташовують під кутом 120° до екструдера, а на дорні косої головки встановлюють захисний циліндр.
Комбінована, з двостороннім покриттям прокладка для ущільнення розбірних фланцевих з’єднань
Номер патенту: 100172
Опубліковано: 26.11.2012
Автор: Крейчі Мірослав
МПК: F16L 23/20, F16J 15/12, F16L 23/18
Мітки: покриттям, фланцевих, розбірних, прокладка, з'єднань, комбінована, двостороннім, ущільнення
Формула / Реферат:
1. Комбінована, з двостороннім покриттям прокладка (5, 13) для ущільнення розбірних фланцевих з'єднань, яка включає дві ущільнювальні контактні поверхні, в яких виконані концентричні V-подібні канавки (8) з кутом розкриття 90°, яка відрізняється тим, що на обох ущільнювальних контактних поверхнях комбінованої прокладки (5, 13) між канавками (8) утворені концентричні поверхні (Y), що лежать в одній площині і мають постійну ширину 0,2-0,6 мм,...
Ізоляційна панель для будівельної споруди, спосіб і пристрій для виготовлення такої ізоляційної панелі
Номер патенту: 99376
Опубліковано: 10.08.2012
Автори: Торстед Міхель А., Хессельхольт Петер, Бегескоу Хенрік
МПК: E04B 7/22, E04B 2/74, E04B 1/26
Мітки: виготовлення, будівельної, ізоляційної, споруди, спосіб, пристрій, панель, панелі, ізоляційна, такої
Формула / Реферат:
1. Ізоляційна панель для установки між сполучними профілями, зокрема двотавровими (І) або широкополицевими двотавровими (Н) профілями, як елемент ізоляційної системи будівельної споруди в зовнішній будівельній конструкції, зокрема в стіні або дахові, або у внутрішній будівельній конструкції, наприклад стіні, стелі або підлозі, що містить:по суті паралельні першу і другу головні площини, а між ними - по суті паралельні і протилежно...
Пристрій для виготовлення конструкційної панелі з армованим сердечником
Номер патенту: 46962
Опубліковано: 11.01.2010
Автор: Вісноватий Анатолій Ісакович
МПК: E04C 2/00
Мітки: армованим, панелі, пристрій, сердечником, виготовлення, конструкційної
Формула / Реферат:
1. Пристрій для виготовлення конструкційної панелі з армованим сердечником, що містить основну раму і, виконану як кришку до основної рами, допоміжну раму, обладнані паралельними планками, на яких з внутрішньої сторони рам укріплені фіксатори та установлені перпендикулярно площинам поздовжніх осей планок упори, і установлену в основній рамі перпендикулярно поздовжнім осям планок рухому балку з засобами надання їй руху, який відрізняється...
Складальний кондуктор – пристрій для виготовлення конструкційної панелі з армованим осердям
Номер патенту: 93938
Опубліковано: 25.03.2011
Автор: Вісноватий Анатолій Ісакович
Мітки: панелі, конструкційної, виготовлення, осердям, армованим, пристрій, кондуктор, складальний
Формула / Реферат:
1. Пристрій для виготовлення конструкційної панелі з армованим сердечником, що містить основну раму і виконану як кришку до основної рами допоміжну раму, обладнані паралельними планками, на яких з внутрішньої сторони рам укріплені фіксатори та установлені перпендикулярно площинам поздовжніх осей планок упори, і установлену в основній рамі перпендикулярно поздовжнім осям планок рухому балку з засобами надання їй руху, який відрізняється тим,...
Наступний патент: Стійкий до утворення задирок різьбовий трубний компонент і спосіб нанесення покриття на зазначений компонент
Випадковий патент: Установка для занурювання паль утискуванням