Спосіб діагностики електричного ланцюга одиниці авіаційної техніки
Номер патенту: 107633
Опубліковано: 10.06.2016
Автори: Чекмарьова Тетяна Василівна, Тітлянов Євгеній Олексійович, Жигинас Володимир Володимирович, Кіпров Олександр Володимирович, Подрєза Сергій Михайлович, Задорожний Артем Іванович, Сорока Борис Миколайович
Формула / Реферат
Спосіб ремонту за технічним станом літака, який виконують послідовно у часі в кілька етапів, згідно з яким на першому етапі проводять приймання авіаційної техніки (AT) в ремонт, на другому етапі проводять об'ємну дефектацію AT, що надійшла в ремонт, при якій застосовують дані щодо індивідуальних ресурсів елементів, відмов і несправностей виробів, виявлених при експлуатації і під час ремонтів, а також статистичні дані, зібрані в базі даних авіаремонтного підприємства, для визначення доцільності подальшого методу технічного обслуговування та ремонту складових частин AT, проводять відповідне коректування технологічного циклу ремонту та надсилають дані, отримані під час дефектації AT та відповідним чином систематизовані, до бази даних авіаремонтного підприємства, на третьому етапі проводять розбирання AT за затвердженими переліками робіт відповідно до технології ремонту, причому під час розбирання AT і дефектації знімного й незнімного устаткування проводять демонтаж тільки тих елементів, які потребують або додаткової діагностики, або технічного обслуговування, або ремонту за етапом, або капітального ремонту, на четвертому етапі очищають і промивають зняті деталі, вузли, агрегати й весь об'єкт, на п'ятому етапі проводять комплектування виробів за групами з наступною передачею їх у ремонт, з урахуванням того, що устаткування, яке потребує ремонту за станом або капітального ремонту передають на відповідні дільниці для виконання операцій сьомого етапу ремонту, устаткування, що не потребує додаткових операцій, передають безпосередньо чи через проміжне зберігання на складі, для складання, монтажу й відпрацьовування на восьмому етапі ремонту, на шостому етапі проводять технічне діагностування для визначення технічного стану вузлів одиниці AT ремонту й методів усунення виявлених несправностей і дефектів, на сьомому етапі виконують ремонт і проводять водночас доробку конструкції, на восьмому етапі виконують послідовно роботи зі складання, монтажу й відпрацьовування з наступною передачею відремонтованої AT на льотно-випробувальну станцію для проведення здавальних випробувань, на дев'ятому етапі проводять наземні й льотні випробування, які в сукупності являють собою контрольно-здавальні випробування, нові дані щодо відмов та дефектів, виявлені після шостого - дев'ятого етапів ремонту, систематизують та надсилають до бази даних авіаремонтного підприємства, на десятому етапі виконують операції обробітку, фарбування, консервації, упакування й здачі AT замовникові, який відрізняється тим, що на другому етапі ремонту за технічним станом AT, який виконують послідовно у часі в кілька етапів, в процесі проведення об'ємної дефектації AT в тому числі застосовують пересувний пристрій для діагностики електричного ланцюга AT, який містить пристрій виведення інформації пов'язаний з Блоком управління і Блоком комутації 1 та Блоком комутації 2 з'єднувальними джгутами, та перехідні джгути, які виконані з можливістю підключення одним кінцем до відповідних електророз'ємів Блока комутації 1 і Блока комутації 2, а другим кінцем до відповідних електророз'ємів контрольованих джгутів електричного ланцюга AT, що діагностуються, і здійснюють виявлення в контрольованих джгутах дефектів монтажу таких як обриви, замикання, сплутування, а також перевірки електричного опору ланцюгів і контроль опору ізоляції кожного ланцюга відносно всіх інших ланцюгів і частин корпусу AT, причому максимальна кількість клем джгута, який перевіряють, має бути не менше 1200; напруга, що подається в джгути, які перевіряють, при прозвоні має бути не менше 5В, при вимірі опору має бути не менше 5В, при вимірі опору ізоляції має бути не менше 250В; клас точності виміру опорів в діапазоні від 0 до 100 кОм має бути не нижче 2,5, а опір ізоляції Rn3 спрацьовування схеми контролю має бути не менше 20+/-2,5 МОм.
Текст
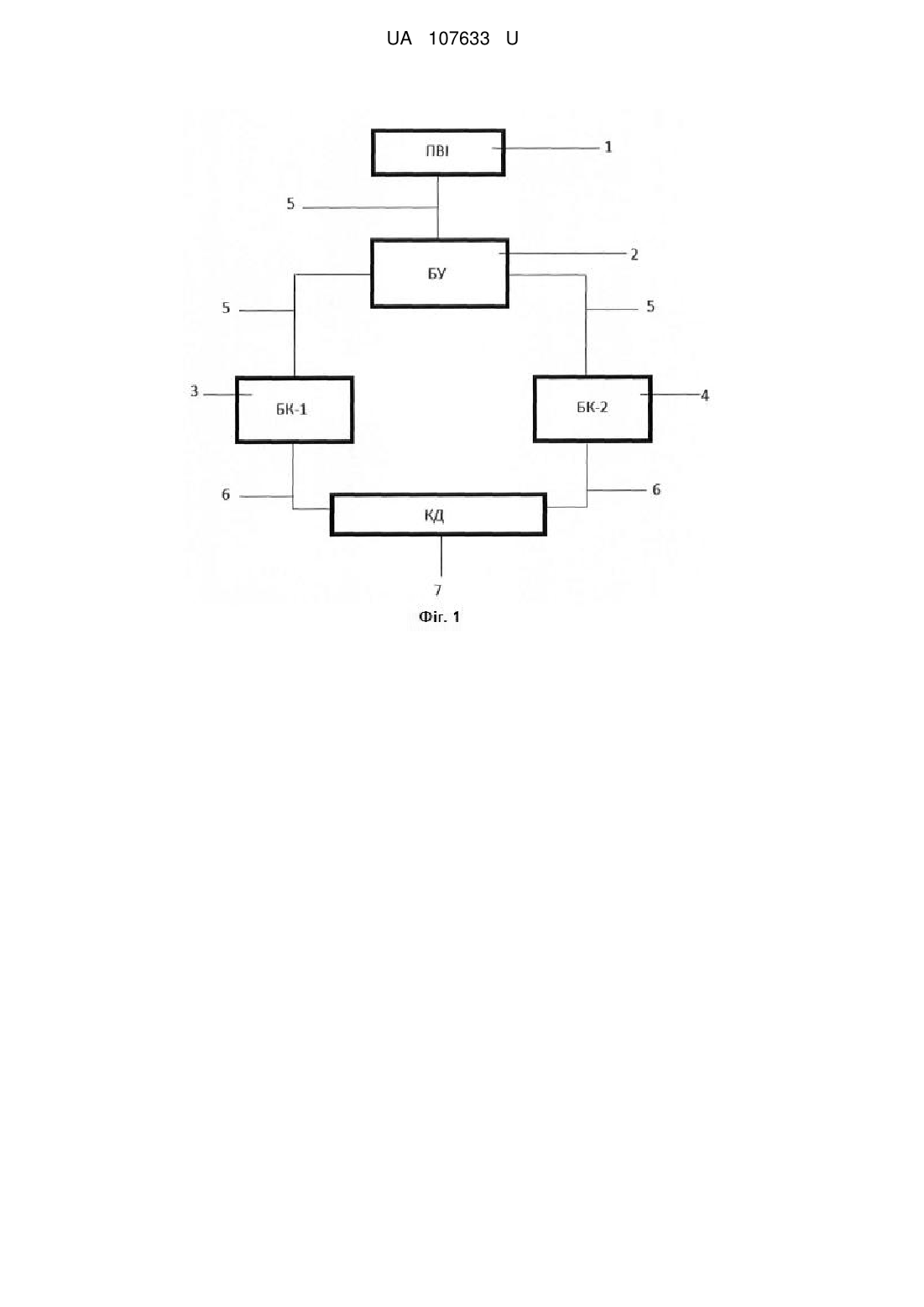
Реферат: Спосіб ремонту за технічним станом літака виконують послідовно у часі в кілька етапів, на першому етапі проводять приймання авіаційної техніки (AT) в ремонт, на другому етапі проводять об'ємну дефектацію AT, що надійшла в ремонт, на третьому етапі проводять розбирання AT за затвердженими переліками робіт відповідно до технології ремонту, на четвертому етапі очищають і промивають зняті деталі, вузли, агрегати й весь об'єкт, на п'ятому етапі проводять комплектування виробів за групами з наступною передачею їх у ремонт, на шостому етапі проводять технічне діагностування для визначення технічного стану вузлів одиниці AT ремонту й методів усунення виявлених несправностей і дефектів, на сьомому етапі виконують ремонт і проводять водночас доробку конструкції, на восьмому етапі виконують послідовно роботи зі складання, монтажу й відпрацьовування з наступною передачею відремонтованої AT на льотно-випробувальну станцію для проведення здавальних випробувань, на дев'ятому етапі проводять наземні й льотні випробування, на десятому етапі виконують операції обробітку, фарбування, консервації, упакування й здачі AT замовникові. На другому етапі ремонту за технічним станом AT в процесі проведення об'ємної дефектації AT в тому числі застосовують пересувний пристрій для діагностики електричного ланцюга AT. Він містить пристрій виведення інформації пов'язаний з Блоком управління і Блоком комутації 1 та Блоком комутації 2 з'єднувальними джгутами, та перехідні джгути, які виконані з можливістю підключення одним кінцем до відповідних електророз'ємів Блока комутації 1 і Блока комутації 2, а другим кінцем до відповідних електророз'ємів контрольованих джгутів електричного ланцюга AT, що діагностуються, і здійснюють виявлення в контрольованих джгутах дефектів монтажу . UA 107633 U (12) UA 107633 U UA 107633 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі авіації, технології ремонту та/або модернізації літальних апаратів, а саме до способу діагностики електричного ланцюга одиниці авіаційної техніки (AT), зокрема багатоцільових літаків типу АН і їх модифікацій та вертольотів типу МІ. Експлуатація здійснюється в різних кліматичних умовах, у тому числі в умовах спекотного клімату (до 50 °C) та базуванні на високогірних аеродромах (до 4500 м). Основне призначення літаків типу АН перевезення вантажів на лініях малої та середньої протяжності, людей, парашутного десантування людей і платформ з вантажами, а також в санітарному варіанті для перевезення поранених. Літаки мають високу маневреність при польотах на гірські аеродроми зі складними підходами. Багатоцільові вертольоти типу МІ мають можливості застосування в широкому діапазоні умов і температур. В зв'язку зі значними інвестиційними вкладеннями, що необхідні на розробку нових одиниць AT, зокрема літаків типу АН, або закупівлю модернізованих, актуальним є підтримання наявної авіаційної техніки в робочому стані та можливість розширення експлуатаційного ресурсу шляхом проведення ремонтів за технічним станом з можливістю модернізації. Відомим до запропонованого способу є спосіб ремонту авіаційної техніки на авіаремонтному підприємстві. Відомий спосіб ремонту авіаційної техніки на авіаремонтному підприємстві, за яким технологічний процес ремонту виконують послідовно в часі в кілька етапів, згідно з яким на першому етапі проводять приймання авіаційної техніки (AT) в ремонт, на другому етапі проводять об'ємну дефектацію AT, що надійшла в ремонт, на третьому етапі проводять розбирання AT за затвердженими переліками робіт відповідно до технології ремонту, на четвертому етапі очищають і промивають зняті деталі, вузли, агрегати й весь об'єкт, на п'ятому етапі проводять комплектування виробів за групами з наступною передачею їх у ремонт, на шостому етапі проводять технічне діагностування для визначення технічного етану об'єктів ремонту й методів усунення виявлених несправностей і дефектів, на сьомому етапі виконують ремонт і проводять водночас доробку конструкції, на восьмому етапі виконують послідовно роботи зі складання, монтажу й відпрацьовування з наступною передачею відремонтованої AT на льотно-випробувальну станцію для проведення здавальних випробувань, на дев'ятому етапі проводять наземні й льотні випробування, які в сукупності являють собою контрольно-здавальні випробування, на десятому етапі виконують операції обробітку, фарбування, консервації, упакування й здачі AT замовникові, при цьому на другому етапі ремонту під час проведення дефектації AT застосовують дані щодо індивідуальних ресурсів елементів, відмов і несправностей виробів, виявлених при експлуатації і під час ремонтів, а також статистичні дані, зібрані в базі даних авіаремонтного підприємства, для визначення доцільності того чи іншого методу технічного обслуговування та ремонту складових частин AT, проводять відповідне коректування технологічного циклу ремонту та надсилають дані, отримані на другому етапі ремонту під час дефектації AT та відповідним чином систематизовані, до бази даних авіаремонтного підприємства, на третьому етапі ремонту під час розбирання AT і дефектації знімного й незнімного устаткування проводять демонтаж тільки тих елементів, які потребують або додаткової діагностики, або технічного обслуговування, або ремонту за етапом, або капітального ремонту, на п'ятому етапі ремонту проводять упорядкування за групами відповідно до коректованого технологічного циклу ремонту, устаткування, що потребує ремонту за станом або капітального ремонту, передають на відповідні дільниці для виконання операцій сьомого етапу ремонту, устаткування, що не потребує додаткових операцій, передають безпосередньо чи через проміжне зберігання на складі для складання, монтажу й відпрацьовування на восьмому етапі ремонту, нові дані щодо відмов та дефектів, виявлені після шостого - дев'ятого етапів ремонту, систематизують та надсилають до бази даних авіаремонтного підприємства (патент на винахід UA 105281, МПК 2014.01 В64С 35/00, В64С 1/00, B64F 5/00, публік. 25.04.2014 бюл. №8, див. також патент на корисну модель UA 77841, МПК 20134.01 В64С 35/00, В64С 1/00, публік. 25.02.2013 бюл. №4). Відомий спосіб враховує проведення ремонтних робіт за технічним станом, в той же час відсутні дані щодо проведення діагностики та виявлення дефектів на окремих його етапах та ефективності модернізації окремих систем літального апарата та їх впливу на міжремонтний ресурс. Відомим до запропонованого способу є спосіб діагностики електричного ланцюга, а саме обмоток електричних машин і апаратів, шляхом подачі на електричний ланцюг напруги і порівняння позначень показників, які вимірюються та діагностуються з номінальними позначеннями параметрів, що діагностуються (патент RU №2511599, дата публікації 11.06.2012) Недоліком відомого способу є неможливість діагностувати дефекти електричного ланцюга, які тягнуть за собою розрив електричного ланцюга та неуніверсальність застосування способу. 1 UA 107633 U 5 10 15 20 25 30 35 40 45 50 55 60 Відомим і найбільш близьким до запропонованого способу є спосіб діагностики технічного стану електричного ланцюга, який включає задання режиму функціонування електричних ланцюгів, вимірювання напруги і струму, побудову залежностей і оцінку технічного стану по відхиленням вказаних параметрів і їх залежностей від еталонів (патент RU № 2453855, дата публікації 20.06.2012). Недоліком відомого способу є низька достовірність діагностики внаслідок неможливості однозначного виділення на часовій залежності електричного струму, електричних струмів окремих гілок і ділянок ланцюгів управління, оскільки сигнали управління одночасно можуть подаватись на ряд гілок, а режими з відокремленою подачею сигналів управління на дані гілки ланцюгів управління відсутні, а також низька достовірність діагностики внаслідок суттєвої залежності вимірюваних параметрів від напруги джерела живлення ланцюгів, коливання яких не враховуються і як наслідок, обмежені функціональні можливості в частині виявлення дефектів в електричних ланцюгах, а також неможливість документального відтворення та зберігання отриманих результатів для подальшого використання. В основу корисної моделі поставлено задачу досягнення підвищення точності і достовірності, підвищення інформативності параметрів діагностування і розширення можливостей при діагностиці електричного ланцюга з відносно великим повним опором електричної потужності AT, а також можливістю зберігання отриманих результатів для подальшого використання. Поставлена задача в корисній моделі вирішується за рахунок того, що у способі ремонту за технічним станом AT, який виконують послідовно у часі в кілька етапів, згідно з яким на першому етапі проводять приймання AT в ремонт, на другому етапі проводять об'ємну дефектацію AT, що надійшла в ремонт, при якій застосовують дані щодо індивідуальних ресурсів елементів, відмов і несправностей виробів, виявлених при експлуатації і під час ремонтів, а також статистичні дані, зібрані в базі даних авіаремонтного підприємства, для визначення доцільності подальшого методу технічного обслуговування та ремонту складових частин AT, проводять відповідне коректування технологічного циклу ремонту та надсилають дані, отримані під час дефектації AT та відповідним чином систематизовані, до бази даних авіаремонтного підприємства, на третьому етапі проводять розбирання AT за затвердженими переліками робіт відповідно до технології ремонту, причому під час розбирання AT і дефектації знімного й незнімного устаткування проводять демонтаж тільки тих елементів, які потребують або додаткової діагностики, або технічного обслуговування, або ремонту за етапом, або капітального ремонту, на четвертому етапі очищають і промивають зняті деталі, вузли, агрегати й весь об'єкт, на п'ятому етапі проводять комплектування виробів за групами з наступною передачею їх у ремонт, з урахуванням того, що устаткування, яке потребує ремонту за станом або капітального ремонту передають на відповідні дільниці для виконання операцій сьомого етапу ремонту, устаткування, що не потребує додаткових операцій, передають безпосередньо чи через проміжне зберігання на складі для складання, монтажу й відпрацьовування на восьмому етапі ремонту, на шостому етапі проводять технічне діагностування для визначення технічного стану вузлів одиниці AT ремонту й методів усунення виявлених несправностей і дефектів, на сьомому етапі виконують ремонт і проводять водночас доробку конструкції, на восьмому етапі виконують послідовно роботи зі складання, монтажу й відпрацьовування з наступною передачею відремонтованої AT на льотно-випробувальну станцію для проведення здавальних випробувань, на дев'ятому етапі проводять наземні й льотні випробування, які в сукупності являють собою контрольно-здавальні випробування, нові дані щодо відмов та дефектів, виявлені після шостого - дев'ятого етапів ремонту, систематизують та надсилають до бази даних авіаремонтного підприємства, на десятому етапі виконують операції обробітку, фарбування, консервації, упакування й здачі AT замовникові, згідно із заявленою корисною моделлю, на другому етапі ремонту за технічним станом AT, який виконують послідовно у часі в кілька етапів, в процесі проведення об'ємної дефектації AT в тому числі застосовують пересувний пристрій для діагностики електричного ланцюга AT, який містить пристрій виведення інформації, пов'язаний з Блоком управління і Блоком комутації 1 та Блоком комутації 2 з'єднувальними джгутами, та перехідні джгути, які виконані з можливістю підключення одним кінцем до відповідних електророз'ємів Блока комутації 1 і Блока комутації 2, а другим кінцем до відповідних електророз'ємів контрольованих джгутів електричного ланцюга AT, що діагностуються, і здійснюють виявлення в контрольованих джгутах дефектів монтажу таких як обриви, замикання, сплутування, а також перевірки електричного опору ланцюгів і контроль опору ізоляції кожного ланцюга відносно всіх інших ланцюгів і частин корпусу AT, причому максимальна кількість клем джгута, який перевіряють, має бути не менше 1200; напруга, що подається в джгути, які перевіряють, при прозвоні має бути не менше 5 В, при вимірі опору має 2 UA 107633 U 5 10 15 20 25 30 35 40 45 50 55 60 бути не менше 5 В, при вимірі опору ізоляції має бути не менше 250 В; клас точності виміру опорів в діапазоні від 0 до 100 кОм має бути не нижче 2,5, а опір ізоляції Rh3 спрацьовування схеми контролю має бути не менше 20+/-2,5 МОм. Саме використання пересувного пристрою для діагностики електричного ланцюга AT на другому етапі дозволяє досягти підвищеної точності і достовірності діагностики електричних ланцюгів, підвищення інформативності параметрів діагностування і розширення можливостей при діагностиці електричного ланцюга з відносно великим повним опором електричної потужності AT, а також можливості зберігання отриманих результатів для подальшого використання. Корисна модель пояснюється кресленням, на якому зображено блок-схему пересувного пристрою для діагностики електричного ланцюга AT: Елементи корисної моделі позначені наступними цифровими позиціями. 1 - пристрій виведення інформації 2 - Блок управління 3 - Блок комутації 1 4 - Блок комутації 2 5 - з'єднувальні джгути 6 - перехідні джгути 7- контрольовані джгути. Спосіб ремонту за технічним станом літака, який виконують послідовно у часі в кілька етапів, згідно з яким на першому етапі проводять приймання авіаційної техніки (AT) в ремонт, на другому етапі проводять об'ємну дефектацію AT, що надійшла в ремонт, при якій застосовують дані щодо індивідуальних ресурсів елементів, відмов і несправностей виробів, виявлених при експлуатації і під час ремонтів, а також статистичні дані, зібрані в базі даних авіаремонтного підприємства, для визначення доцільності подальшого методу технічного обслуговування та ремонту складових частин AT, проводять відповідне коректування технологічного циклу ремонту та надсилають дані, отримані під час дефектації AT та відповідним чином систематизовані, до бази даних авіаремонтного підприємства, на третьому етапі проводять розбирання AT за затвердженими переліками робіт відповідно до технології ремонту, причому під час розбирання AT і дефектації знімного й незнімного устаткування проводять демонтаж тільки тих елементів, які потребують або додаткової діагностики, або технічного обслуговування, або ремонту за етапом, або капітального ремонту, на четвертому етапі очищають і промивають зняті деталі, вузли, агрегати й весь об'єкт, на п'ятому етапі проводять комплектування виробів за групами з наступною передачею їх у ремонт, з урахуванням того, що устаткування, яке потребує ремонту за станом або капітального ремонту передають на відповідні дільниці для виконання операцій сьомого етапу ремонту, устаткування, що не потребує додаткових операцій, передають безпосередньо чи через проміжне зберігання на складі, для складання, монтажу й відпрацьовування на восьмому етапі ремонту, на шостому етапі проводять технічне діагностування для визначення технічного стану вузлів одиниці AT ремонту й методів усунення виявлених несправностей і дефектів, на сьомому етапі виконують ремонт і проводять водночас доробку конструкції, на восьмому етапі виконують послідовно роботи зі складання, монтажу й відпрацьовування з наступною передачею відремонтованої AT на льотно-випробувальну станцію для проведення здавальних випробувань, на дев'ятому етапі проводять наземні й льотні випробування, які в сукупності являють собою контрольно-здавальні випробування, нові дані щодо відмов та дефектів, виявлені після шостого - дев'ятого етапів ремонту, систематизують та надсилають до бази даних авіаремонтного підприємства, на десятому етапі виконують операції обробітку, фарбування, консервації, упакування й здачі AT замовникові, причому на другому етапі ремонту за технічним станом AT, який виконують послідовно у часі в кілька етапів, в процесі проведення об'ємної дефектації AT в тому числі застосовують пересувний пристрій для діагностики електричного ланцюга AT, який містить пристрій виведення інформації (1), пов'язаний з Блоком управління (2) і Блоком комутації 1(3) та Блоком комутації 2 (4) з'єднувальними джгутами (5), та перехідні джгути (6), які виконані з можливістю підключення одним кінцем до відповідних електророз'ємів Блока комутації 1(3) і Блока комутації 2 (4), а другим кінцем до відповідних електророз'ємів контрольованих джгутів електричного ланцюга AT, що діагностуються, і здійснюють виявлення в контрольованих джгутах дефектів монтажу таких як обриви, замикання, сплутування, а також перевірки електричного опору ланцюгів і контроль опору ізоляції кожного ланцюга відносно всіх інших ланцюгів і частин корпусу AT, причому максимальна кількість клем джгута, який перевіряють, має бути не менше 1200; напруга, що подається в джгути, які перевіряють, при прозвоні має бути не менше 5 В, при вимірі опору має бути не менше 5 В, при вимірі опору ізоляції має бути 3 UA 107633 U 5 10 15 20 25 30 35 40 45 50 55 60 не менше 250 В; клас точності виміру опорів в діапазоні від 0 до 100 кОм має бути не нижче 2,5, а опір ізоляції [Чиз спрацьовування схеми контролю має бути не менше 20+/-2,5 МОм. Пристрій для діагностики електричного ланцюга AT призначений для автоматичного контроля бортових електроджгутів, які є контрольованими, як в процесі їх виготовлення, так і безпосередньо на борту літака (вертольота). Автоматичний контроль припускає в автоматичному режимі виявлення в контрольованих джгутах дефектів монтажу: обривів, замикання, сплутувань, а також перевірку електричного опору ланцюгів і контроль опорів ізоляції кожного з них відносно всіх інших ланцюгів (в тому числі і корпусу AT). Всі випробування проводять за допомогою універсальних перехідних джгутів, які забезпечують підключення електроджгутів, які перевіряють, до 50-ти клемним вихідним роз'ємам Пристрою для діагностики електричного ланцюга AT. За допомогою Пристрою для діагностики електричного ланцюга AT проводять випробування окремих частин (роз'ємів) джгута, що створює додаткові можливості при виявленні дефектів в джгутах на борту AT. Результати випробувань виводяться автоматично і формуються в Протокол випробувань. Корисна модель пояснюється прикладом: пересувний пристрій для діагностики електричного ланцюга AT конструктивно складається із пересувної стійки із окремо розташованих на ній Блока управління і двох Блоків комутації, зв'язаних між собою з'єднувальними джгутами. Блок управління та пристрій для виведення інформації розташовується поблизу тієї частини літака (джгута), в якій розміщена основна частина роз'ємів джгута, який перевіряють. Принцип дії пересувного пристрою для діагностики електричного ланцюга AT полягає в створенні за допомогою пристрою для виведення інформації електросхеми джгута, який перевіряють, виявлення всіх відмінностей вимірюваного джгута від схеми джгута-еталона. Ці відмінності можуть бути, як дефектами монтажу, так і серійними відмінностями даного джгута; в останньому випадку, якщо відмінності підтверджуються електросхемою джгута або іншими документами, даний джгут стає еталоном для перевірки в подальшому аналогічних джгутів. Далі проводять вимір електричних опорів і опорів ізоляції ланцюгів джгута. Такий підхід дозволяє проводити випробування будь-яких джгутів без розробки робочих програм випробувань, (які в більшості існуючих пересувних пристроїв, являють собою схему розпайки джгута). Блоки комутації, що входять до складу пересувного пристрою, до яких через перехідні джгути підключається джгут, який перевіряють, можуть бути віддалені від Блока управління на 12 метрів. Це навіть без обліку довжини перехідних джгутів забезпечує здатність контролю джгутів на літаку довжиною до 24 метрів. На лицьовій панелі Блока управління розміщені: перемикач "Живлення", два червоних світлодіода індикації напруги "+5 В" і п'ять зелених світлодіодів "+24 В" сигналізації наявності управляючих напруг, що подаються на Блоки комутації. На задній стінці Блока управління розташовані п'ять електророз'ємів Р1, Р2, Р3, Р4, Р5 для підключення з'єднувальних джгутів від відповідних Блоків комутації, роз'єм "Р комп. ", до якого під'єднано джгут сполучення з пристроєм для виведення інформації, контрольний роз'єм "КР", що використовується під час ремонту пересувного пристрою, розетка 220 В для підключення живлення і запобіжник 10 А по живленню напругою 220 В. В середині блока управління розташовані: блок живлення, що перетворює напругу 220 В 50 Гц в постійну напругу 5 В, два блока живлення, що перетворює напругу 220 В 50 Гц в постійну напругу 24 В, трансформатор живлення, а також модуль, в якому розміщені плати інтерфейсу, управління і вимірювальних пристроїв пересувного пристрою. Всі елементи Блока управління сполучені між собою електроджгутами. На лицьовій панелі Блока комутації розташовані 12 електророз'ємів типу 2РМ42Б50Г2В1, до яких підключають універсальні перехідні джгути, які сполучають Блок комутації з джгутами, які перевіряють. Там же розміщені два світлодіода +5 В (червоний) і +24 В (зелений) індикації ввімкненого стану і наявності живлячих напруг. На задній стінці Блока комутації знаходиться електророз'єм для підключення джгута Блока управління. В середині Блока комутації розміщені два модуля з платами комутації електроланцюгів, сполучених джгутами з вихідними роз'ємами. Стійка з Блоками оснащена чотирма колесами, які дозволяють легко її переміщувати в умовах цеху. Пристрій для діагностики електричного ланцюга AT працює наступним чином. З початку за допомогою з'єднувальних джгутів підключають Пристрій для виведення інформації до відповідних електророз'ємів Блока управління, а Блок управління до відповідних електророз'ємів Блока комутації 1 та Блока комутації 2. Далі перехідними джгутами під'єднують Блок комутації 1 та Блок комутації 2 до відповідних електророз'ємів контрольованих джгутів електричного ланцюга AT, що діагностуються. При включенні перемикача "Живлення" на Блоці управління та Блоках комутації загоряються світлодіоди, що означає готовність пристрою до роботи. В нижній частині пристрою для виведення інформації натискають кнопку "Контроль джгутів", з'являється вікно "Контрольовані джгути". В колонках "Тип виробу" і "Назва джгута, 4 UA 107633 U 5 10 15 20 25 30 35 40 45 50 55 який перевіряють" вибирають джгут, який необхідно перевірити. В правій частині вікна натискають кнопку "Випробування". У вікні "Випробування джгута" вводять номер літака, температуру повітря. Проводять підключення контрольованого джгута за допомогою універсальних перехідних джгутів до пересувного пристрою, для цього: у вікні "Випробування джгута" натискають кнопку "Під'єднати" - на пристрої для виведення інформації з'являється вікно "Роз'єм контрольованого джгута". Якщо проводять контроль всього джгута (а не його частини), в правій нижній частині пристрою для виведення інформації натискають кнопку "Під'єднати". При перевірці частини джгута для вибору контрольованих роз'ємів натискають кнопку "Вибрати" і в колонці "Використати" відмітити "V" контрольовані роз'єми. Потім натискають кнопку "Під'єднати". У вікні "Схема підключення джгута" виводиться схема, яка показує, якими перехідними джгутами (вказується їх номер) роз'єми джгута, що перевіряється, повинні бути підключені до роз'ємів Блоків комутації. Після проведення підключення контрольованого джгута натискають кнопку "Підключення виконане" при цьому висвітлюється вікно "Випробування джгута". У вікні випробувань натискають кнопку "Самоконтроль", запускаючи цикл самоконтролю вимірювальних пристроїв Блока управління і контрольних ланцюгів Блоків комутації. Натискають кнопку "Прозвон" і проводять формування схеми джгута, що перевіряється. По завершенню вмикається режим порівняння отриманої схеми зі схемою джгута-еталона. Виводяться виявлені відмінності від схеми еталона на пристрій для виведення інформації. Якщо таких відмінностей немає, виводиться відповідна інформація. Після проведення "Прозвону" стають активними кнопки "Таблиця з'єднань контрольованого джгута" (дозволяє продивитись і при необхідності роздрукувати схему джгута), "Вимір опорів" і "Контроль опору ізоляції". При натисканні кнопки "Вимір опорів" проводиться цей режим: далі проводиться порівняння результатів виміру з аналогічними результатами джгута-еталона. Ланцюги, опори яких відмінні більш ніж на задане позначення від аналогічних позначень джгута - еталона, виводяться в нижній частині екрану. Контроль опору ізоляції вмикається натисканням відповідної кнопки. Несправні ланцюги (ланцюги, опір ізоляції між якими менше 20 МОм) виводяться в нижній частині екрана. Якщо натиснути кнопку "Протокол випробувань", на екран виводиться Протокол випробувань, в якому відображені результати проведених випробувань. Введення Протоколу випробувань в Архів випробувань виконується натиском кнопки "Введення протокола в архів". Продивитись протоколи Архіву випробувань можна, натиснувши кнопку "Архів випробувань". Необхідний Протокол виділити і натиснути кнопку "Передивитись Протокол випробувань". Видалити Протокол можна, натиснувши кнопку "Видалити протокол випробувань із архіву". Роздивимось порядок дій при виявленні в процесі "Прозвону" відмінностей контрольованого джгута від джгута-еталона. Щоб виявити, чи є дані відмінності серійними відмінностями, необхідно натиснути кнопку "Таблиця з'єднань контрольованого джгута". Знаходячись в даному вікні, можна порівняти контрольований джгут з іншими джгутами-еталонами. Для цього необхідно натиснути кнопку "Порівняти джгут з еталоном" - на пристрій для виведення інформації виводяться отримані відмінності. Якщо тепер натиснути кнопку "Порівняти з іншим еталоном", на пристрій для виведення інформації буде виведено вікно "Вибрати джгут", в якому необхідно вибрати "новий" джгут - еталон і натиснути кнопку "ОК". При цьому виводяться відмінності від еталона. Якщо виявлені відмінності мають документальне підтвердження, необхідно роздивлятись даний джгут, як вперше випробуваний і виконати роботи по введенню його у перелік "Контрольованих джгутів". У випадку, коли виявлені відмінності документально не підтверджені, дані відхилення вважаються дефектами джгута, які повинні бути усунені. Якщо в процесі виміру опорів виявлені ланцюги, що мають відмінності від еталона, які перевищують допуск, який вказано при введенні джгута, необхідно встановити причину цього. Це є або порушенням контакту в роз'ємах, або перемінним контактом (обірваний, але знаходиться в контакті провід), а для нових джгутів ймовірною причиною може бути зміна довжини або перерізу провода. В останньому випадку, якщо це має документальне підтвердження, даний джгут необхідно роздивлятись як "новий" і виконувати роботи по введенню його в перелік "Контрольовані джгути". Для того, щоб продивитись опори всіх ланцюгів джгута необхідно натиснути кнопку "Таблиця опорів контрольованого джгута", в отриманому вікні "Таблиця опорів" виводиться отримана при випробуванні "Таблиця опорів", приведених до температури 20° С. Якщо натиснути кнопку "Порівняти з еталоном" виводяться ланцюги, які мають відмінності від еталона, що перевищують допуск. Знаходячись в цьому вікні, можна змінити різницю опорів, яка є допустимою і натиснути кнопку "Порівняти". При цьому будуть виведені ланцюги, які перевищують цю різницю. 5 UA 107633 U 5 Саме таке виконання корисної моделі та порядок дій забезпечило вирішення поставленої задачі щодо досягнення підвищення точності і достовірності, підвищення інформативності параметрів діагностування і розширення можливостей при діагностиці електричного ланцюга з відносно великим повним опором електричної потужності AT, а також можливості зберігання отриманих результатів для подальшого використання. Джерела інформації: 1. Патент на корисну модель UA № 66740, МПК F04B 51/00, F04D 29/60 публ. 10.01.2012 бюл. №1 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 35 40 45 50 55 Спосіб ремонту за технічним станом літака, який виконують послідовно у часі в кілька етапів, згідно з яким на першому етапі проводять приймання авіаційної техніки (AT) в ремонт, на другому етапі проводять об'ємну дефектацію AT, що надійшла в ремонт, при якій застосовують дані щодо індивідуальних ресурсів елементів, відмов і несправностей виробів, виявлених при експлуатації і під час ремонтів, а також статистичні дані, зібрані в базі даних авіаремонтного підприємства, для визначення доцільності подальшого методу технічного обслуговування та ремонту складових частин AT, проводять відповідне коректування технологічного циклу ремонту та надсилають дані, отримані під час дефектації AT та відповідним чином систематизовані, до бази даних авіаремонтного підприємства, на третьому етапі проводять розбирання AT за затвердженими переліками робіт відповідно до технології ремонту, причому під час розбирання AT і дефектації знімного й незнімного устаткування проводять демонтаж тільки тих елементів, які потребують або додаткової діагностики, або технічного обслуговування, або ремонту за етапом, або капітального ремонту, на четвертому етапі очищають і промивають зняті деталі, вузли, агрегати й весь об'єкт, на п'ятому етапі проводять комплектування виробів за групами з наступною передачею їх у ремонт, з урахуванням того, що устаткування, яке потребує ремонту за станом або капітального ремонту передають на відповідні дільниці для виконання операцій сьомого етапу ремонту, устаткування, що не потребує додаткових операцій, передають безпосередньо чи через проміжне зберігання на складі, для складання, монтажу й відпрацьовування на восьмому етапі ремонту, на шостому етапі проводять технічне діагностування для визначення технічного стану вузлів одиниці AT ремонту й методів усунення виявлених несправностей і дефектів, на сьомому етапі виконують ремонт і проводять водночас доробку конструкції, на восьмому етапі виконують послідовно роботи зі складання, монтажу й відпрацьовування з наступною передачею відремонтованої AT на льотно-випробувальну станцію для проведення здавальних випробувань, на дев'ятому етапі проводять наземні й льотні випробування, які в сукупності являють собою контрольно-здавальні випробування, нові дані щодо відмов та дефектів, виявлені після шостого - дев'ятого етапів ремонту, систематизують та надсилають до бази даних авіаремонтного підприємства, на десятому етапі виконують операції обробітку, фарбування, консервації, упакування й здачі AT замовникові, який відрізняється тим, що на другому етапі ремонту за технічним станом AT, який виконують послідовно у часі в кілька етапів, в процесі проведення об'ємної дефектації AT в тому числі застосовують пересувний пристрій для діагностики електричного ланцюга AT, який містить пристрій виведення інформації пов'язаний з Блоком управління і Блоком комутації 1 та Блоком комутації 2 з'єднувальними джгутами, та перехідні джгути, які виконані з можливістю підключення одним кінцем до відповідних електророз'ємів Блока комутації 1 і Блока комутації 2, а другим кінцем до відповідних електророз'ємів контрольованих джгутів електричного ланцюга AT, що діагностуються, і здійснюють виявлення в контрольованих джгутах дефектів монтажу таких як обриви, замикання, сплутування, а також перевірки електричного опору ланцюгів і контроль опору ізоляції кожного ланцюга відносно всіх інших ланцюгів і частин корпусу AT, причому максимальна кількість клем джгута, який перевіряють, має бути не менше 1200; напруга, що подається в джгути, які перевіряють, при прозвоні має бути не менше 5 В, при вимірі опору має бути не менше 5 В, при вимірі опору ізоляції має бути не менше 250 В; клас точності виміру опорів в діапазоні від 0 до 100 кОм має бути не нижче 2,5, а опір ізоляції Rn3 спрацьовування схеми контролю має бути не менше 20+/-2,5 МОм. 6 UA 107633 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B64C 13/50, B64C 19/00, B64C 13/00
Мітки: діагностики, техніки, ланцюга, електричного, авіаційної, спосіб, одиниці
Код посилання
<a href="https://ua.patents.su/9-107633-sposib-diagnostiki-elektrichnogo-lancyuga-odinici-aviacijjno-tekhniki.html" target="_blank" rel="follow" title="База патентів України">Спосіб діагностики електричного ланцюга одиниці авіаційної техніки</a>
Пристрій для бездугової комутації електричного ланцюга
Номер патенту: 26472
Опубліковано: 25.09.2007
Автори: Спіцин Василь Олександрович, Кальницький Микола Володимирович, Золотухін Юрій Анатолійович, Михайліченко Сергій Іванович
МПК: H01H 9/30
Мітки: бездугової, ланцюга, пристрій, електричного, комутації
Формула / Реферат:
Пристрій для бездугової комутації електричного ланцюга, що містить оперативний й силовий ланцюги, контактор, електричний переривник, джерело живлення й навантаження, який відрізняється тим, що електричний переривник виконаний у вигляді вилки й розетки, причому штирі вилки в оперативному ланцюзі електрично зв'язані між собою й виконані вкороченими щодо штирів силового ланцюга.
Пристрій для бездугової комутації електричного ланцюга
Номер патенту: 84788
Опубліковано: 25.11.2008
Автори: Спіцин Василь Олександрович, Кальницький Микола Володимирович, Михайліченко Сергій Іванович, Золотухін Юрій Анатолійович
МПК: H01H 9/30
Мітки: пристрій, комутації, ланцюга, електричного, бездугової
Формула / Реферат:
Пристрій для бездугової комутації електричного ланцюга, що містить оперативний й силовий ланцюги, контактор, електричний переривник, джерело живлення й навантаження, який відрізняється тим, що переривник виконаний у вигляді вилки й розетки, причому відповідні штирі вилки замикають оперативний ланцюг і виконані укороченими щодо штирів силового ланцюга.
Спосіб підсипання схилів земляних обвалувань для авіаційної техніки
Номер патенту: 63189
Опубліковано: 15.01.2004
Автор: Шульга Іван Федорович
МПК: E02D 17/20
Мітки: авіаційної, підсипання, техніки, спосіб, земляних, схилів, обвалувань
Формула / Реферат:
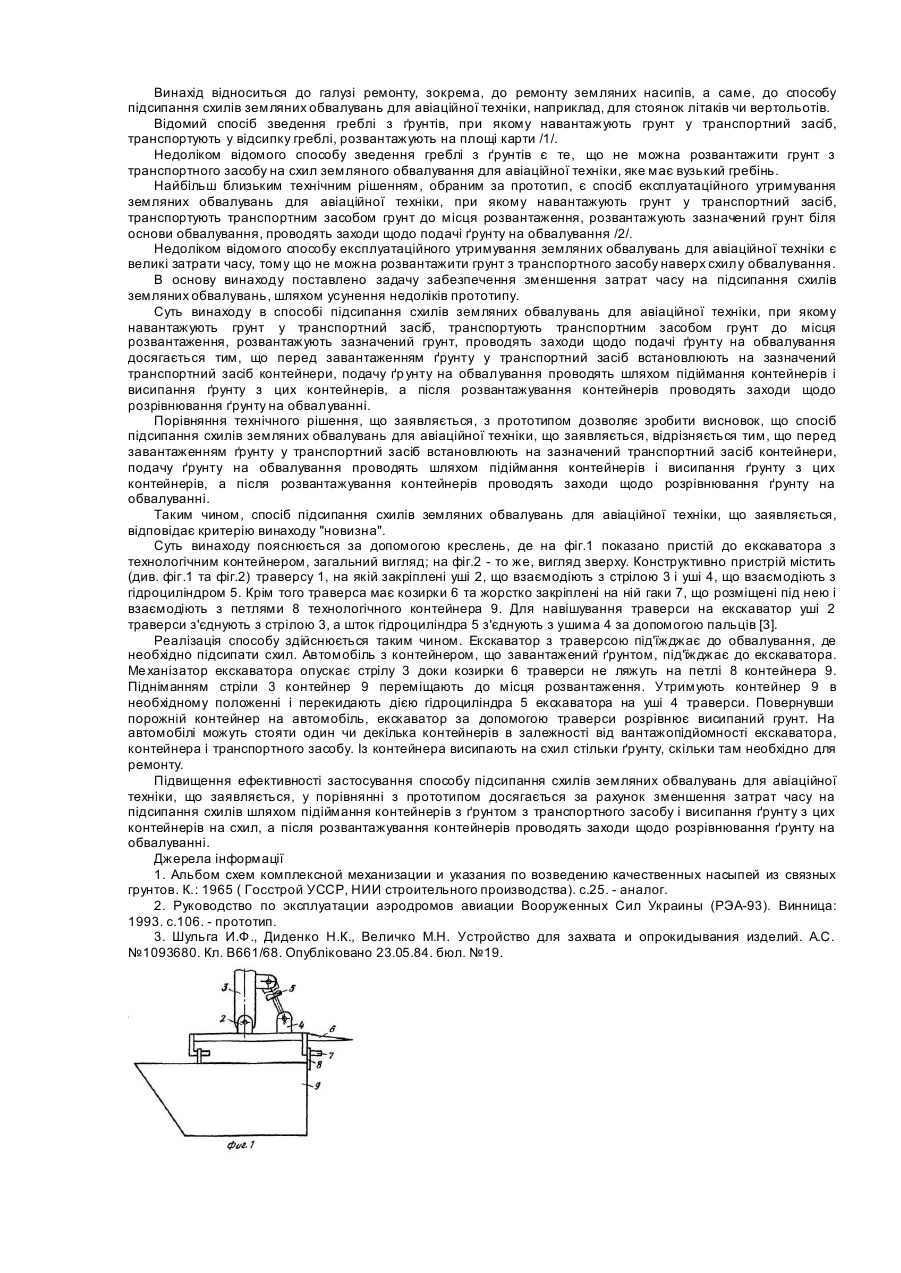
Спосіб підсипання схилів земляних обвалувань для авіаційної техніки, при якому навантажують ґрунт у транспортний засіб, транспортують транспортним засобом ґрунт до місця розвантаження, розвантажують зазначений ґрунт, проводять заходи щодо подачі ґрунту на обвалування, який відрізняється тим, що перед завантаженням ґрунту у транспортний засіб встановлюють на зазначений транспортний засіб контейнери, подачу ґрунту на обвалування проводять...
Спосіб ремонту авіаційної техніки на авіаремонтному підприємстві
Номер патенту: 105281
Опубліковано: 25.04.2014
Автори: Чекмарьова Тетяна Василівна, Тітлянов Євген Олексійович, Немчин Олександр Федорович, Горбулін Володимир Павлович, Кіпров Олександр Володимирович, Жигинас Володимир Володимирович, Подрєза Сергій Михайлович, Сорока Борис Миколайович
МПК: B64F 5/00, B64C 1/00, B64C 35/00
Мітки: спосіб, авіаційної, ремонту, техніки, підприємстві, авіаремонтному
Формула / Реферат:
1. Спосіб ремонту авіаційної техніки на авіаремонтному підприємстві, за яким технологічний процес ремонту виконують послідовно в часі в кілька етапів, згідно з якими на першому етапі проводять приймання авіаційної техніки (АТ) в ремонт, при цьому перевіряють технічну документацію, контролюють комплектність AT, що надійшла у ремонт, проводять попередню кількісну оцінку корозійних ушкоджень, методами неруйнівного контролю: на другому етапі...
Спосіб проведення технічної експлуатації авіаційної техніки за станом
Номер патенту: 73938
Опубліковано: 10.10.2012
Автори: Гордієвський Олексій Тихонович, Расстригін Олександр Олексійович, Гудима Олег Петрович, Архипов Микола Іванович, Башинський Володимир Григорович, Кузнецов Владлен Олександрович, Комаров Володимир Олександрович
МПК: B64F 1/00
Мітки: техніки, експлуатації, авіаційної, проведення, технічної, станом, спосіб
Формула / Реферат:
1. Спосіб проведення технічної експлуатації авіаційної техніки за станом, що включає експлуатацію конструкції літального апарата, функціональних систем та їхніх елементів, здійснення технічного обслуговування і ремонту, при цьому при технічному обслуговуванні проводять технічне діагностування конструкцій літального апарата, конструктивних елементів планера, вузлів планера, вузлів, блоків і агрегатів систем, на підставі якого оцінюють...
Попередній патент: Модернізований тепловоз 2те116
Наступний патент: Спосіб діагностики та ремонту за технічним станом установки зовнішньої підвіски для малогабаритних вантажів літака
Випадковий патент: Засіб для лікування дерматологічних захворювань та комплексного оздоровлення тканин і органів з підсиленням захисних властивостей організму