Спосіб і пристрій для контролю пакетів акумуляторних пластин
Номер патенту: 107765
Опубліковано: 10.02.2015
Автори: Йанскі Франц Альберт, Артц Крістіан, Прокоп Райнер
Формула / Реферат
1. Спосіб контролю пакетів акумуляторних пластин, які складаються з декількох встановлених в секціях сепаратора позитивних і негативних акумуляторних пластин, причому вимірюють зусилля, необхідне для стиснення пакета акумуляторних пластин до заданої товщини, який відрізняється тим, що стиснення і вимірювання необхідного для цього зусилля здійснюють під час руху пакета акумуляторних пластин.
2. Спосіб за п. 1, який відрізняється тим, що пакет акумуляторних пластин переміщають між двома транспортерними стрічками, що синхронно рухаються.
3. Спосіб за п. 2, який відрізняється тим, що як транспортерні стрічки використовують нескінченні транспортерні стрічки.
4. Спосіб за одним із пп. 2 або 3, який відрізняється тим, що пакет акумуляторних пластин на ділянці входу транспортерних стрічок стискають до заданого розміру, а слідом за тим щонайменше в одному місці вимірюють зусилля, необхідне для стиснення.
5. Спосіб за одним із пп. 2-4, який відрізняється тим, що використовують транспортерні стрічки, виконані суцільними упоперек напрямку руху.
6. Спосіб за одним із пп. 1-5, який відрізняється тим, що зусилля, необхідне для стиснення пакета акумуляторних пластин до заданої товщини, вимірюють в декількох місцях під час руху пакета акумуляторних пластин.
7. Спосіб за п. 6, який відрізняється тим, що за декількома результатами вимірювання зусилля розраховують середнє значення.
8. Спосіб за одним з пп. 1-7, який відрізняється тим, що слідом за визначенням зусилля, необхідного для стиснення пакета акумуляторних пластин до заданого розміру, реєструють вагу пакета акумуляторних пластин.
9. Спосіб за п. 8, який відрізняється тим, що вагу пакета акумуляторних пластин реєструють під час його руху.
10. Спосіб за одним із пп. 1-9, який відрізняється тим, що зусилля, необхідне для стиснення пакета акумуляторних пластин, а при необхідності і вагу пакета акумуляторних пластин порівнюють із заданою величиною або відповідно із заданими величинами і при відхиленні від цієї величини, що виходить за рамки визначеного допуску, пакет акумуляторних пластин відбраковується.
11. Пристрій (1) для контролю пакетів акумуляторних пластин зі способом за одним з пп. 1-10, який відрізняється наявністю станції (2) для вимірювання зусилля, необхідного для стиснення пакета (12, 13) акумуляторних пластин до заданої товщини.
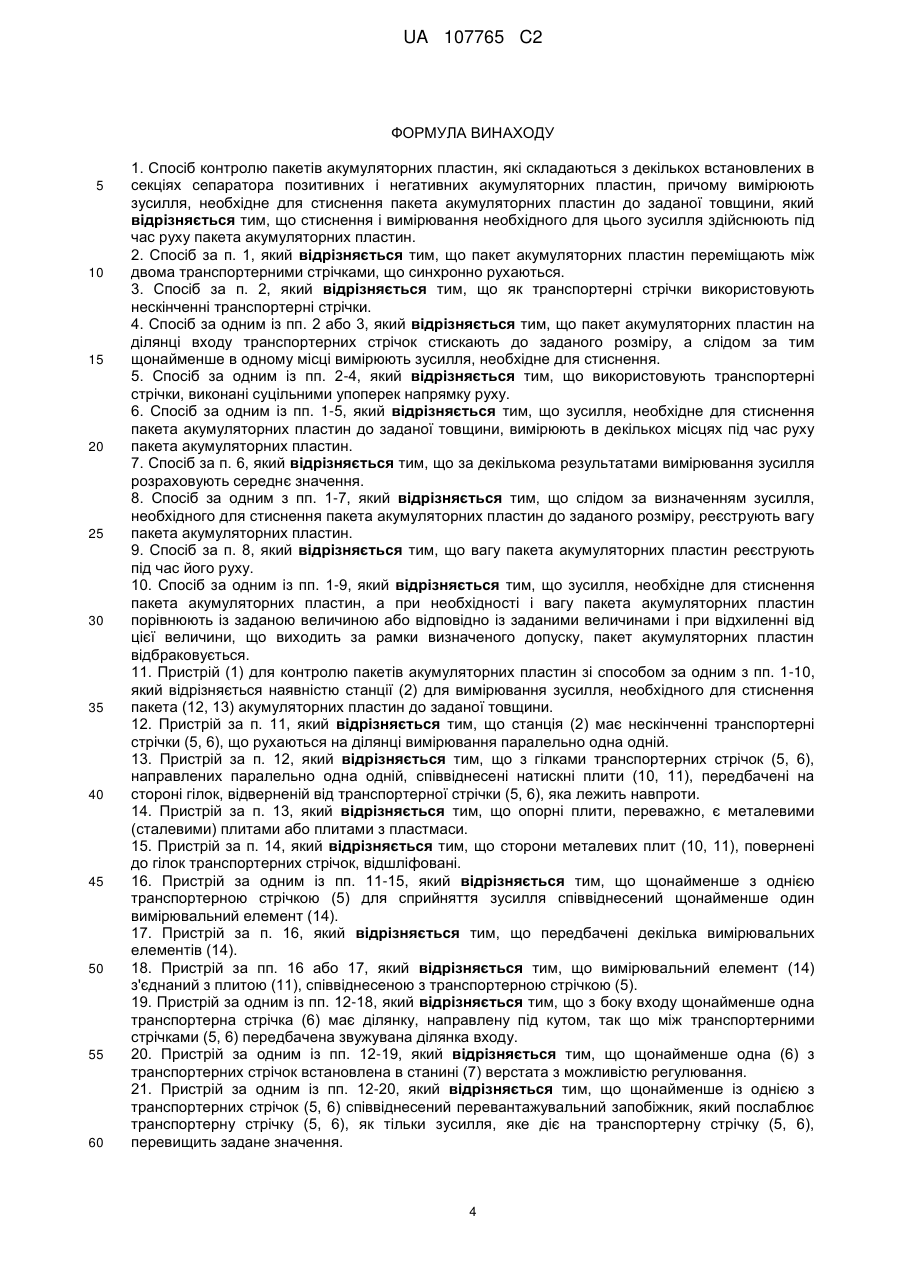
12. Пристрій за п. 11, який відрізняється тим, що станція (2) має нескінченні транспортерні стрічки (5, 6), що рухаються на ділянці вимірювання паралельно одна одній.
13. Пристрій за п. 12, який відрізняється тим, що з гілками транспортерних стрічок (5, 6), направлених паралельно одна одній, співвіднесені натискні плити (10, 11), передбачені на стороні гілок, відверненій від транспортерної стрічки (5, 6), яка лежить навпроти.
14. Пристрій за п. 13, який відрізняється тим, що опорні плити, переважно, є металевими (сталевими) плитами або плитами з пластмаси.
15. Пристрій за п. 14, який відрізняється тим, що сторони металевих плит (10, 11), повернені до гілок транспортерних стрічок, відшліфовані.
16. Пристрій за одним із пп. 11-15, який відрізняється тим, що щонайменше з однією транспортерною стрічкою (5) для сприйняття зусилля співвіднесений щонайменше один вимірювальний елемент (14).
17. Пристрій за п. 16, який відрізняється тим, що передбачені декілька вимірювальних елементів (14).
18. Пристрій за пп. 16 або 17, який відрізняється тим, що вимірювальний елемент (14) з'єднаний з плитою (11), співвіднесеною з транспортерною стрічкою (5).
19. Пристрій за одним із пп. 12-18, який відрізняється тим, що з боку входу щонайменше одна транспортерна стрічка (6) має ділянку, направлену під кутом, так що між транспортерними стрічками (5, 6) передбачена звужувана ділянка входу.
20. Пристрій за одним із пп. 12-19, який відрізняється тим, що щонайменше одна (6) з транспортерних стрічок встановлена в станині (7) верстата з можливістю регулювання.
21. Пристрій за одним із пп. 12-20, який відрізняється тим, що щонайменше із однією з транспортерних стрічок (5, 6) співвіднесений перевантажувальний запобіжник, який послаблює транспортерну стрічку (5, 6), як тільки зусилля, яке діє на транспортерну стрічку (5, 6), перевищить задане значення.
22. Пристрій за одним із пп. 11-21, який відрізняється тим, що слідом за станцією (2) контролю для вимірювання зусилля, необхідного для стиснення, передбачена станція (3) зважування.
23. Пристрій за п. 22, який відрізняється тим, що станція (3) для зважування має нескінченні транспортерні стрічки.
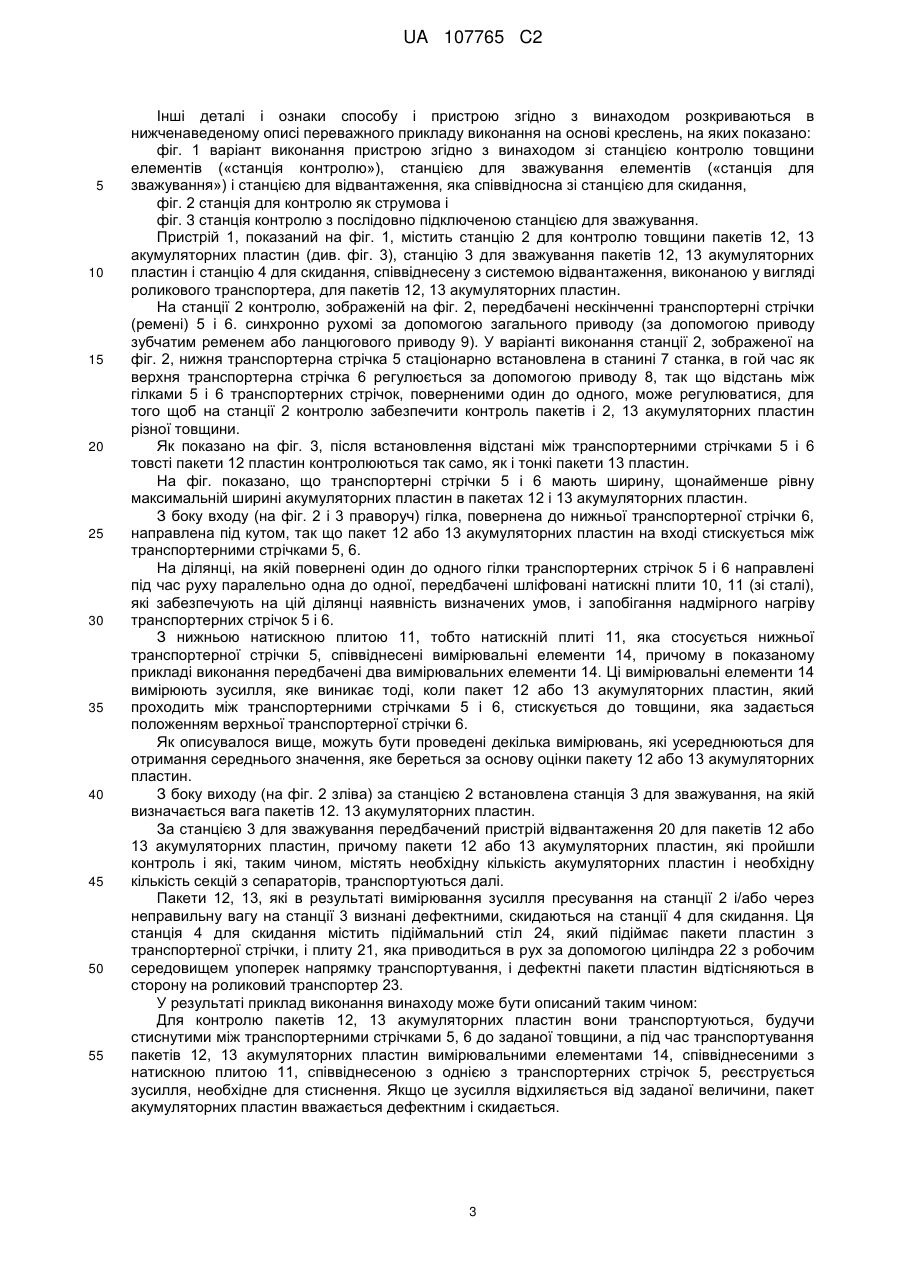
24. Пристрій за одним із пп. 11-23, який відрізняється тим, що слідом за станцією (2) для вимірювання зусилля, а при відомих умовах за станцією (3) зважування передбачена система (20) відвантаження для пакетів (12, 13) акумуляторних пластин, причому в системі (20) відвантаження передбачений пристрій (4) скидання для дефектних пакетів (12, 13) пластин.
25. Пристрій за п. 24, який відрізняється тим, що станція (4) скидання має заслінку (21), переміщувану упоперек напрямку транспортування системи (20) відвантаження, з підіймальним столом (24), з яким співвіднесена роликова транспортерна стрічка (23).
Текст
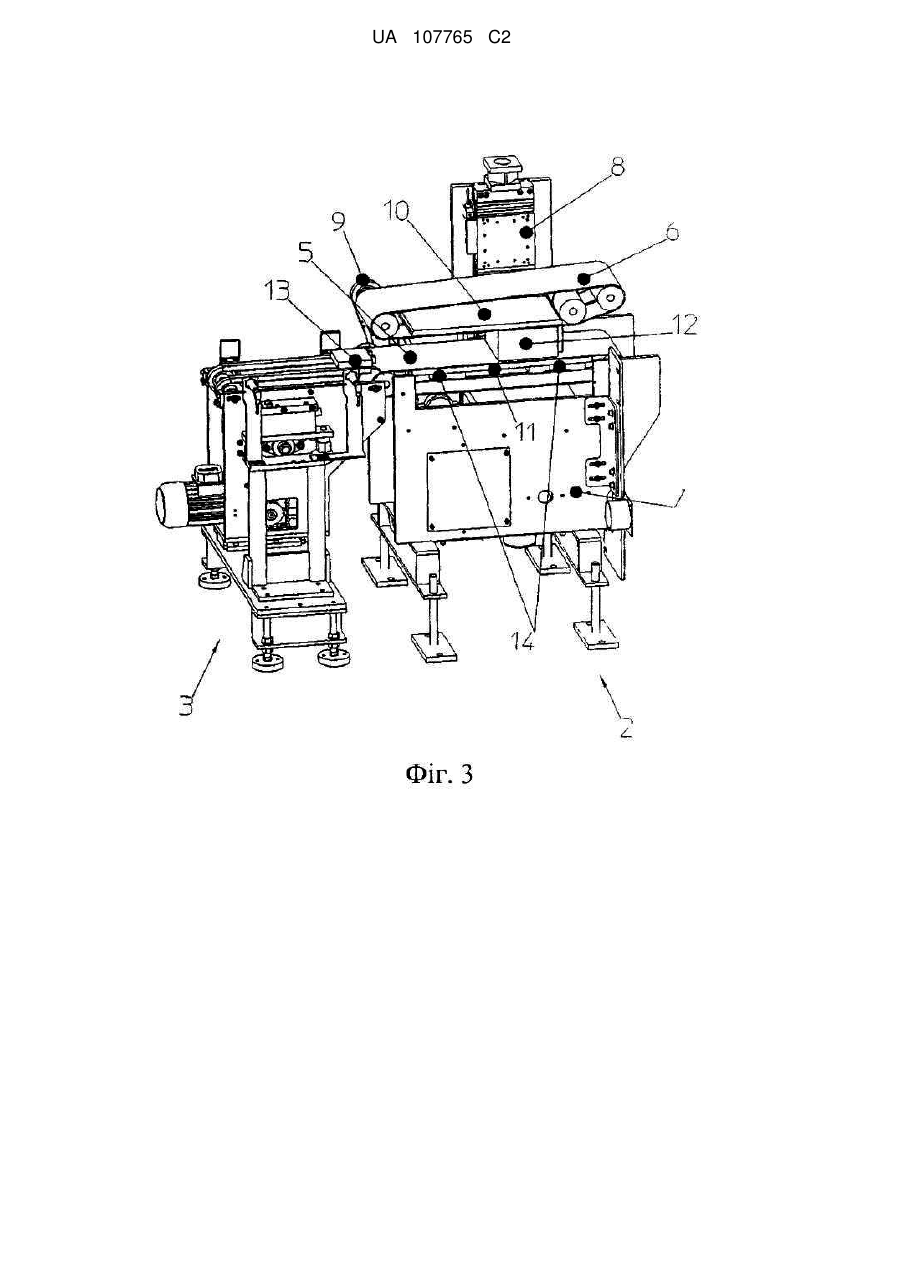
Реферат: Пристрій для контролю пакетів (12, 13) акумуляторних пластин, коли вони транспортуються, будучи стиснутими між транспортерними стрічками (5, 6) до заданої товщини, а під час транспортування пакетів (12, 13) акумуляторних пластин вимірювальними елементами (14), співвіднесеними з натискною плитою (11), співвіднесеною з однією з транспортерних стрічок (5), реєструється зусилля, необхідне для стиснення. Якщо це зусилля відхиляється від заданої величини, пакет акумуляторних пластин вважається дефектним і скидається. UA 107765 C2 (12) UA 107765 C2 UA 107765 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу і пристрою для контролю пакетів акумуляторних пластин з ознаками відповідних незалежних пунктів формули винаходу, які стосуються способу або пристрою. При виготовленні батарей і акумуляторів позитивні і негативні акумуляторні пластини, розташовані («встановлені») в секціях з матеріалу сепаратора, встановлюються в елементи корпусів батарей. При цьому важливо не тільки те, щоб в пакеті містилася необхідна кількість акумуляторних пластин, але і щоб всі акумуляторні пластини, які містяться в пакеті, були встановлені відповідним чином в секції з матеріалу сепаратора. Це, зокрема, стосується секцій з сепараторів, які складаються з стискуваного матеріалу, як, наприклад, скловолокнистого полотна (AGM = сепаратор, вироблений за технологією Absorptive Glass Mat). Контроль пакетів з встановлених акумуляторних пластин здійснюється, наприклад, таким чином, що реєструється зусилля, необхідне для стиснення пакету акумуляторних пластин до заданого розміру (товщини пакету), причому цей розмір відповідає, наприклад, внутрішньому габариту елемента в корпусі батареї, в який повинен бути встановлений пакет акумуляторних пластин. Відомий принцип дії є дискретним, тобто кожний пакет акумуляторних пластин окремо повинен укладатися в контрольний пристрій і знову вилучатися з нього. В основу винаходу покладена задача запропонувати спосіб вищезгаданого роду, а також пристрій, який дозволяє здійснювати швидкий контроль. Ця задача вирішується згідно з винаходом за допомогою способу, який характеризується ознаками пункту 1 формули винаходу, з одного боку, і за допомогою пристрою, який характеризується ознаками відповідного незалежного пункту формули винаходу, який стосується пристрою. Переважні і вдосконалені варіанти виконання винаходу є предметом залежних пунктів формули винаходу. Винахід забезпечує можливість застосування при подальшому виготовленні батарей або акумуляторів лише таких пакетів акумуляторних пластин, функціональність яких досягається специфічним стисненням продукту, оскільки стиснення сепаратора (AGM) служить для досягнення щільного прилягання сепаратора до пластини. Зусилля необхідного стиснення (ущільнення) залежить від типу батареї, однак в загальному випадку воно становить 15-40 % стиснення. При цьому необхідно уникати надто сильного стиснення, оскільки матеріал сепаратора, зокрема, якщо мова йде про скловолокнисте полотно (AGM), може бути зруйнований. Для здійснення контролю акумуляторних пластин (елементів з скловолокнистого полотна (AGM)) при визначених умовах згідно з винаходом пропонується динамічний спосіб контролю, в якому пакети акумуляторних пластин стискаються до заданого розміру (переважно, до внутрішнього габариту елемента в корпусі батареї) і при цьому (безперервно) вимірюються діючі зусилля. Спосіб функціонування згідно з винаходом дозволяє здійснювати контроль пакетів акумуляторних пластин за час циклу, наприклад, усього за 1,5 секунди. Цього досягають, наприклад, за рахунок того, що контрольовані пакети акумуляторних пластин проводять між двома ременями і при цьому стискають, причому вимірюється зусилля, яке діє на ремені. У одному з варіантів виконання винаходу може бути передбачено, щоб зусилля вимірювалося в декількох місцях і послідовно у часі, а потім вираховувалось середнє значення, яке береться за основу оцінки пакету акумуляторних пластин. Якщо виміряна величина зусилля, необхідного для стиснення пакету акумуляторних пластин до заданого розміру, знаходиться в заданих межах, вважається, що пакет акумуляторних пластин в порядку. При відхиленнях зусилля у бік збільшення або зменшення, що свідчать про те, що пакет акумуляторних пластин не в порядку, пакет акумуляторних пластин потрібно відбракувати і не направляти на подальше виготовлення батарей або акумуляторів. Надмірно високий тиск може знадобитися, якщо в пакеті міститься дуже багато акумуляторних пластин і/або в пакеті є дуже багато матеріалу сепаратора, наприклад, у вигляді незаповненої зайвої секції. Надмірно низький тиск свідчить про те, що в пакеті акумуляторних пластин відсутні акумуляторна пластина і/або секція з матеріалу сепаратора. Для збереження якості пакету акумуляторних пластин, в одному з варіантів виконання винаходу можуть бути передбачені заходи по синхронізації руху обох стрічок ділянки пресування. У іншому варіанті виконання може бути передбачено, щоб ремені на станції контролю мали ширину, щонайменше рівну ширині контрольованого пакету акумуляторних пластин. 1 UA 107765 C2 5 10 15 20 25 30 35 40 45 50 55 Для досягнення можливо більше визначених умов вимірювання зусилля пресування і для запобігання надмірному нагріву стрічок щонайменше на ділянці, через яку прямує стискуваний пакет акумуляторних пластин, ремінь верхньої і нижньої стрічки пропускається, наприклад, через шліфовані металеві (сталеві) плити. У одному з варіантів виконання винаходу може бути передбачено, щоб нижня транспортерна стрічка (ремінь), зокрема, ремінь, з яким співвіднесений пристрій для вимірювання зусилля пресування (вимірювальні елементи), закріплено на станині станка по суті нерухомо, в той час як верхній ремінь встановлений на станині станка з можливістю регулювання для узгодження пристрою з різними розмірами/товщиною пакетів акумуляторних пластин. Однак під час експлуатації верхній ремінь також утримується на заданій (попередньо встановленій) відстані від нижнього ременя. Щоб уникнути пошкодження пристрою може бути передбачено, щоб верхній і/або нижній ремені при перевищенні заданого зусилля, яке виникає під час руху пакету акумуляторних пластин між ременями, слабшали. Це можна забезпечити, наприклад, за допомогою відповідного навантаження на пружину або за допомогою перевантажувального запобіжника. Додатково в рамках винаходу може бути передбачено, щоб вслід за вимірюванням зусилля, необхідного для стиснення, передбачалося зважування пакету пластин, причому зважування також може здійснюватися в процесі проходження. У одному з варіантів виконання винаходу передбачена при необхідності станція зважування виконана як динамічний засіб вимірювання. У цьому випадку особливу увагу потрібно звернути на те, щоб попереднє навантаження, яке впливає на зважувальний елемент, залишалося по можливості найменшим. Рух пакетів акумуляторних пластин на станції зважування може здійснюватися за допомогою ременів або стрічок, які приводяться в рух безпосередньо. Для вимірювання ваги використовуються, наприклад, два зважувальні елементи, які лежать навпроти. Особливу увага потрібно звернути на те, щоб всі направляючі валки і приводи не мали ніякого дисбалансу. Станина повинна бути виконана розв'язаною від всіх інших частин установки, а також оснащена противібраційними ніжками і опорами. Швидкість стрічки може бути виконана змінною. У винаході вслід за станцією контролю або передбаченою при необхідності станцією зважування може бути передбачена станція скидання, яка служить для відбраковування дефектних пакетів акумуляторних пластин. У одному із зразкових варіантів виконання пристрою згідно з винаходом, запропонованого для здійснення способу згідно з винаходом, верхня транспортерна стрічка встановлюється відносно нижньої транспортерної стрічки, наприклад, таким чином, щоб відстань між обома стрічками відповідала внутрішньому розміру ящика акумуляторної батареї або розміру, передбаченому виробником батареї. Для цього пакет акумуляторних пластин, той, який поступає з укладальної машини під час транспортування через станцію контролю для контролю товщини елементів між транспортерними стрічками (ременями) стискується по всій поверхні (ремені/транспортерні стрічки ширше максимальної ширини пластин) до вищезгаданого розміру (товщина), а виникаюче при цьому (необхідне) зусилля записується (реєструється). Оскільки сепаратор стискується у багато разів легше розміщених акумуляторних пластин, стиснення відбувається практично лише за рахунок ущільнення матеріалу сепаратора. Вимірювання зусилля здійснюється за допомогою вимірювальних елементів (в одноразовому, дво- або багаторазовому виконанні), змонтованих, зокрема, безпосередньо під натискною плитою (однак вони можуть бути змонтовані також на верхній натискній плиті). По стартовому сигналу (наприклад, світловий затвор, датчик, однак керування може здійснюватися і по часу) починається вимірювання. Після цього під час транспортування пакету акумуляторних пластин записується множина результатів вимірювання, які усереднюються в блоці обробки даних, для отримання єдиної величини. По сигналу зупинника (наприклад, світловий затвор, датчика однак керування може здійснюватися і по часу) вимірювання закінчується. Усереднений результат вимірювання порівнюється в пристрої керування із заданою величиною і оцінюється на основі заданих допусків. Якщо пакет акумуляторних пластин в порядку, він подається на подальше виготовлення, якщо відповідність не досягнута, він відбраковується. Якщо передбачена станція зважування, оцінка пакету акумуляторних пластин відбувається тільки після аналізу ваги пакету акумуляторних пластин. Керування установкою, аналіз результатів вимірювання, введення допусків і деталей елементів (дані відносно пакетів акумуляторних пластин), переважно, відбуваються за допомогою блоків PLC (Programmable Logic Controller) і НМІ (Human Machine Interface). 2 UA 107765 C2 5 10 15 20 25 30 35 40 45 50 55 Інші деталі і ознаки способу і пристрою згідно з винаходом розкриваються в нижченаведеному описі переважного прикладу виконання на основі креслень, на яких показано: фіг. 1 варіант виконання пристрою згідно з винаходом зі станцією контролю товщини елементів («станція контролю»), станцією для зважування елементів («станція для зважування») і станцією для відвантаження, яка співвідносна зі станцією для скидання, фіг. 2 станція для контролю як струмова і фіг. 3 станція контролю з послідовно підключеною станцією для зважування. Пристрій 1, показаний на фіг. 1, містить станцію 2 для контролю товщини пакетів 12, 13 акумуляторних пластин (див. фіг. 3), станцію 3 для зважування пакетів 12, 13 акумуляторних пластин і станцію 4 для скидання, співвіднесену з системою відвантаження, виконаною у вигляді роликового транспортера, для пакетів 12, 13 акумуляторних пластин. На станції 2 контролю, зображеній на фіг. 2, передбачені нескінченні транспортерні стрічки (ремені) 5 і 6. синхронно рухомі за допомогою загального приводу (за допомогою приводу зубчатим ременем або ланцюгового приводу 9). У варіанті виконання станції 2, зображеної на фіг. 2, нижня транспортерна стрічка 5 стаціонарно встановлена в станині 7 станка, в гой час як верхня транспортерна стрічка 6 регулюється за допомогою приводу 8, так що відстань між гілками 5 і 6 транспортерних стрічок, поверненими один до одного, може регулюватися, для того щоб на станції 2 контролю забезпечити контроль пакетів і 2, 13 акумуляторних пластин різної товщини. Як показано на фіг. 3, після встановлення відстані між транспортерними стрічками 5 і 6 товсті пакети 12 пластин контролюються так само, як і тонкі пакети 13 пластин. На фіг. показано, що транспортерні стрічки 5 і 6 мають ширину, щонайменше рівну максимальній ширині акумуляторних пластин в пакетах 12 і 13 акумуляторних пластин. З боку входу (на фіг. 2 і 3 праворуч) гілка, повернена до нижньої транспортерної стрічки 6, направлена під кутом, так що пакет 12 або 13 акумуляторних пластин на вході стискується між транспортерними стрічками 5, 6. На ділянці, на якій повернені один до одного гілки транспортерних стрічок 5 і 6 направлені під час руху паралельно одна до одної, передбачені шліфовані натискні плити 10, 11 (зі сталі), які забезпечують на цій ділянці наявність визначених умов, і запобігання надмірного нагріву транспортерних стрічок 5 і 6. З нижньою натискною плитою 11, тобто натискній плиті 11, яка стосується нижньої транспортерної стрічки 5, співвіднесені вимірювальні елементи 14, причому в показаному прикладі виконання передбачені два вимірювальних елементи 14. Ці вимірювальні елементи 14 вимірюють зусилля, яке виникає тоді, коли пакет 12 або 13 акумуляторних пластин, який проходить між транспортерними стрічками 5 і 6, стискується до товщини, яка задається положенням верхньої транспортерної стрічки 6. Як описувалося вище, можуть бути проведені декілька вимірювань, які усереднюються для отримання середнього значення, яке береться за основу оцінки пакету 12 або 13 акумуляторних пластин. З боку виходу (на фіг. 2 зліва) за станцією 2 встановлена станція 3 для зважування, на якій визначається вага пакетів 12. 13 акумуляторних пластин. За станцією 3 для зважування передбачений пристрій відвантаження 20 для пакетів 12 або 13 акумуляторних пластин, причому пакети 12 або 13 акумуляторних пластин, які пройшли контроль і які, таким чином, містять необхідну кількість акумуляторних пластин і необхідну кількість секцій з сепараторів, транспортуються далі. Пакети 12, 13, які в результаті вимірювання зусилля пресування на станції 2 і/або через неправильну вагу на станції 3 визнані дефектними, скидаються на станції 4 для скидання. Ця станція 4 для скидання містить підіймальний стіл 24, який підіймає пакети пластин з транспортерної стрічки, і плиту 21, яка приводиться в рух за допомогою циліндра 22 з робочим середовищем упоперек напрямку транспортування, і дефектні пакети пластин відтісняються в сторону на роликовий транспортер 23. У результаті приклад виконання винаходу може бути описаний таким чином: Для контролю пакетів 12, 13 акумуляторних пластин вони транспортуються, будучи стиснутими між транспортерними стрічками 5, 6 до заданої товщини, а під час транспортування пакетів 12, 13 акумуляторних пластин вимірювальними елементами 14, співвіднесеними з натискною плитою 11, співвіднесеною з однією з транспортерних стрічок 5, реєструється зусилля, необхідне для стиснення. Якщо це зусилля відхиляється від заданої величини, пакет акумуляторних пластин вважається дефектним і скидається. 3 UA 107765 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Спосіб контролю пакетів акумуляторних пластин, які складаються з декількох встановлених в секціях сепаратора позитивних і негативних акумуляторних пластин, причому вимірюють зусилля, необхідне для стиснення пакета акумуляторних пластин до заданої товщини, який відрізняється тим, що стиснення і вимірювання необхідного для цього зусилля здійснюють під час руху пакета акумуляторних пластин. 2. Спосіб за п. 1, який відрізняється тим, що пакет акумуляторних пластин переміщають між двома транспортерними стрічками, що синхронно рухаються. 3. Спосіб за п. 2, який відрізняється тим, що як транспортерні стрічки використовують нескінченні транспортерні стрічки. 4. Спосіб за одним із пп. 2 або 3, який відрізняється тим, що пакет акумуляторних пластин на ділянці входу транспортерних стрічок стискають до заданого розміру, а слідом за тим щонайменше в одному місці вимірюють зусилля, необхідне для стиснення. 5. Спосіб за одним із пп. 2-4, який відрізняється тим, що використовують транспортерні стрічки, виконані суцільними упоперек напрямку руху. 6. Спосіб за одним із пп. 1-5, який відрізняється тим, що зусилля, необхідне для стиснення пакета акумуляторних пластин до заданої товщини, вимірюють в декількох місцях під час руху пакета акумуляторних пластин. 7. Спосіб за п. 6, який відрізняється тим, що за декількома результатами вимірювання зусилля розраховують середнє значення. 8. Спосіб за одним з пп. 1-7, який відрізняється тим, що слідом за визначенням зусилля, необхідного для стиснення пакета акумуляторних пластин до заданого розміру, реєструють вагу пакета акумуляторних пластин. 9. Спосіб за п. 8, який відрізняється тим, що вагу пакета акумуляторних пластин реєструють під час його руху. 10. Спосіб за одним із пп. 1-9, який відрізняється тим, що зусилля, необхідне для стиснення пакета акумуляторних пластин, а при необхідності і вагу пакета акумуляторних пластин порівнюють із заданою величиною або відповідно із заданими величинами і при відхиленні від цієї величини, що виходить за рамки визначеного допуску, пакет акумуляторних пластин відбраковується. 11. Пристрій (1) для контролю пакетів акумуляторних пластин зі способом за одним з пп. 1-10, який відрізняється наявністю станції (2) для вимірювання зусилля, необхідного для стиснення пакета (12, 13) акумуляторних пластин до заданої товщини. 12. Пристрій за п. 11, який відрізняється тим, що станція (2) має нескінченні транспортерні стрічки (5, 6), що рухаються на ділянці вимірювання паралельно одна одній. 13. Пристрій за п. 12, який відрізняється тим, що з гілками транспортерних стрічок (5, 6), направлених паралельно одна одній, співвіднесені натискні плити (10, 11), передбачені на стороні гілок, відверненій від транспортерної стрічки (5, 6), яка лежить навпроти. 14. Пристрій за п. 13, який відрізняється тим, що опорні плити, переважно, є металевими (сталевими) плитами або плитами з пластмаси. 15. Пристрій за п. 14, який відрізняється тим, що сторони металевих плит (10, 11), повернені до гілок транспортерних стрічок, відшліфовані. 16. Пристрій за одним із пп. 11-15, який відрізняється тим, що щонайменше з однією транспортерною стрічкою (5) для сприйняття зусилля співвіднесений щонайменше один вимірювальний елемент (14). 17. Пристрій за п. 16, який відрізняється тим, що передбачені декілька вимірювальних елементів (14). 18. Пристрій за пп. 16 або 17, який відрізняється тим, що вимірювальний елемент (14) з'єднаний з плитою (11), співвіднесеною з транспортерною стрічкою (5). 19. Пристрій за одним із пп. 12-18, який відрізняється тим, що з боку входу щонайменше одна транспортерна стрічка (6) має ділянку, направлену під кутом, так що між транспортерними стрічками (5, 6) передбачена звужувана ділянка входу. 20. Пристрій за одним із пп. 12-19, який відрізняється тим, що щонайменше одна (6) з транспортерних стрічок встановлена в станині (7) верстата з можливістю регулювання. 21. Пристрій за одним із пп. 12-20, який відрізняється тим, що щонайменше із однією з транспортерних стрічок (5, 6) співвіднесений перевантажувальний запобіжник, який послаблює транспортерну стрічку (5, 6), як тільки зусилля, яке діє на транспортерну стрічку (5, 6), перевищить задане значення. 4 UA 107765 C2 5 10 22. Пристрій за одним із пп. 11-21, який відрізняється тим, що слідом за станцією (2) контролю для вимірювання зусилля, необхідного для стиснення, передбачена станція (3) зважування. 23. Пристрій за п. 22, який відрізняється тим, що станція (3) для зважування має нескінченні транспортерні стрічки. 24. Пристрій за одним із пп. 11-23, який відрізняється тим, що слідом за станцією (2) для вимірювання зусилля, а при відомих умовах за станцією (3) зважування передбачена система (20) відвантаження для пакетів (12, 13) акумуляторних пластин, причому в системі (20) відвантаження передбачений пристрій (4) скидання для дефектних пакетів (12, 13) пластин. 25. Пристрій за п. 24, який відрізняється тим, що станція (4) скидання має заслінку (21), переміщувану упоперек напрямку транспортування системи (20) відвантаження, з підіймальним столом (24), з яким співвіднесена роликова транспортерна стрічка (23). 5 UA 107765 C2 6 UA 107765 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for testing battery plate packs
Автори англійськоюJansky, Franz Albert, Prokop, Rainer, Arzt, Christian
Автори російськоюЙански Франц Альберт, Прокоп Райнер, Артц Кристиан
МПК / Мітки
МПК: B07C 5/00, B65H 43/00, H01M 10/04, H01M 10/42
Мітки: спосіб, акумуляторних, контролю, пакетів, пристрій, пластин
Код посилання
<a href="https://ua.patents.su/9-107765-sposib-i-pristrijj-dlya-kontrolyu-paketiv-akumulyatornikh-plastin.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для контролю пакетів акумуляторних пластин</a>
Спосіб вставлення пакетів пластин у відділення акумуляторних ящиків, установка для його здійснення і касета для застосування при здійсненні вказаного способу у вказаній установці

Номер патенту: 87343
Опубліковано: 10.07.2009
Автор: Шльогль Маркус
МПК: H01M 10/06, H01M 2/26, B22D 25/00
Мітки: вказаного, застосування, здійсненні, здійснення, пакетів, касета, відділення, установці, вставлення, пластин, спосіб, ящиків, установка, вказаній, акумуляторних, способу
Пристрій для укладання в пакети акумуляторних пластин

Номер патенту: 90575
Опубліковано: 11.05.2010
Автори: Анікеєв Євгеній Володимирович, Бурилов Сергій Володимирович, Дзензерський Віктор Олександрович, Буряк Олександр Афанасійович
МПК: B65G 57/00, H01M 10/00
Мітки: пластин, укладання, пакети, акумуляторних, пристрій
Формула / Реферат:
1. Пристрій для укладання в пакети акумуляторних пластин, що містить депо електродних пластин, транспортер з напрямними і укладальник пластин, який відрізняється тим, що бічна напрямна транспортера виконана рухомою з можливістю попереднього вирівнювання положення ланцюга пластин, пристрій оснащений додатковим вакуум-транспортером, встановленим між основним транспортером і укладальником і виконаним у вигляді відкачуваного пустотілого...
Пристрій для виштовхування акумуляторних пластин
Номер патенту: 1824
Опубліковано: 20.12.1994
Автори: Кабушка Володимир Григорович, Мислюк Євген Васильович, Кучер Віктор Анатолійович
МПК: B22D 11/049
Мітки: пластин, виштовхування, акумуляторних, пристрій
Формула / Реферат:
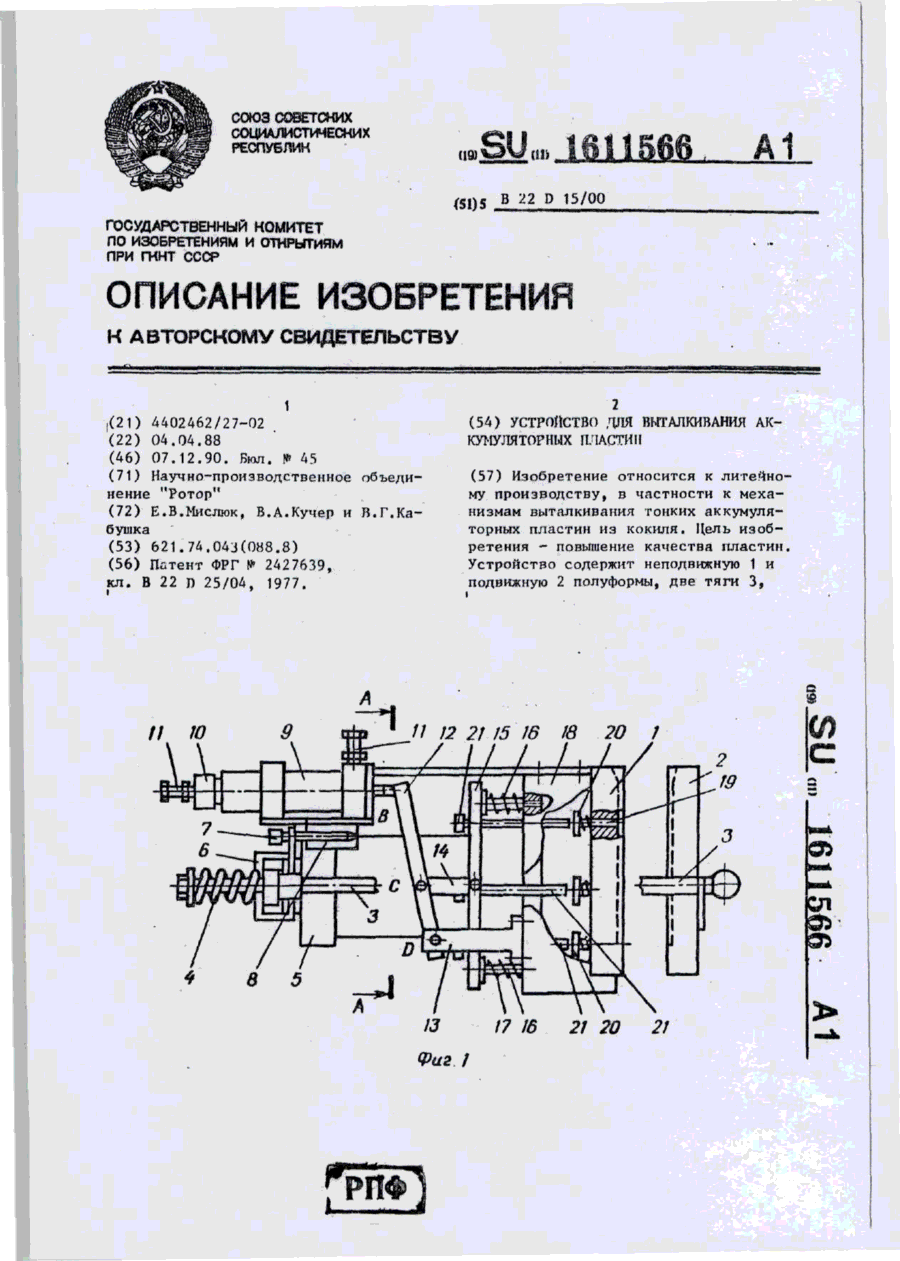
Устройство для выталкивания аккумуляторных пластин, содержащее корпус, приводной цилиндр, траверсу и тяги, связанные с подвижной полуформой, подпружиненные выталкиватели, размещенные в неподвижной полуформе, и нажимную рамку с регулирующими стержнями, отличающееся тем, что, с целью повышения качества пластин, оно снабжено дополнительным цилиндром, расположенным на корпусе, идвуплечим рычагом, одно плечо которого связано с дополнительным...
Спосіб сушіння пластин свинцево-кислотних акумуляторних батарей
Номер патенту: 90576
Опубліковано: 11.05.2010
Автори: Бурилов Сергій Володимирович, Анікеєв Євгеній Володимирович, Дзензерський Віктор Олександрович, Скосар Вячеслав Юрійович
МПК: H01M 4/00
Мітки: батарей, пластин, сушіння, акумуляторних, свинцево-кислотних, спосіб
Формула / Реферат:
Спосіб сушіння пластин свинцево-кислотних акумуляторних батарей, відповідно до якого сушіння пластин здійснюють у кілька стадій, на першій стадії пластини сушать у сушильній установці безперервної дії, на інших стадіях пластини сушать розвішеними на каркасах або укладеними в стопках на платформах, який відрізняється тим, що на першій стадії пластини сушать при температурі повітря 170-210 °С, тривалістю 10-15 с, на другій стадії пластини...
Спосіб сушіння пластин свинцево-кислотних акумуляторних батарей
Номер патенту: 92376
Опубліковано: 25.10.2010
Автори: Бурилов Сергій Володимирович, Скосар Вячеслав Юрійович, Анікеєв Євгеній Володимирович, Дзензерський Віктор Олександрович
Мітки: сушіння, акумуляторних, свинцево-кислотних, спосіб, пластин, батарей
Формула / Реферат:
Спосіб сушіння пластин свинцево-кислотних акумуляторних батарей, відповідно до якого сушіння пластин здійснюють постадійно, на першій стадії пластини сушать у сушильній установці безперервної дії, на наступних стадіях пластини сушать розвішаними на каркасах або покладеними в стопках на платформах, який відрізняється тим, що на першій стадії пластини сушать при температурі повітря 170-210 °С, тривалістю 10-15 с, на другій стадії пластини...
Попередній патент: Спосіб лікування псоріазу за індріксоном
Наступний патент: Лікарський засіб, що має жовчогінну, гепатопротекторну, спазмолітичну та протизапальну дії відносно жовчних шляхів в організмі людини
Випадковий патент: Спосіб переносу виточок