Пристрій для укладання в пакети акумуляторних пластин
Номер патенту: 90575
Опубліковано: 11.05.2010
Автори: Анікеєв Євгеній Володимирович, Дзензерський Віктор Олександрович, Буряк Олександр Афанасійович, Бурилов Сергій Володимирович

Формула / Реферат
1. Пристрій для укладання в пакети акумуляторних пластин, що містить депо електродних пластин, транспортер з напрямними і укладальник пластин, який відрізняється тим, що бічна напрямна транспортера виконана рухомою з можливістю попереднього вирівнювання положення ланцюга пластин, пристрій оснащений додатковим вакуум-транспортером, встановленим між основним транспортером і укладальником і виконаним у вигляді відкачуваного пустотілого агрегату, що містить два барабани, які обертаються приводом, безкінечну перфоровану стрічку, щільно прилеглу до спрямовуючих реборд торцевих щічок агрегату, причому його внутрішній об'єм, обрамований щічками і стрічкою, ізольований від цехової атмосфери і складається з двох камер - вакуумованої великого об'єму і невідкачуваної малого об'єму, остання розміщена в кінці транспортера і має подовжній розмір, рівний довжині електродної пластини, транспортери розміщені на різних рівнях так, що нижня площина стрічки вакуум-транспортера відстоїть від площини основного транспортера на товщину пластини, величина перекриття сполучених торців транспортерів дорівнює довжині пластини, а відношення діаметра кожного отвору перфорації до товщини стрічки більше одиниці, укладальник пластин розміщений під кінцевою ділянкою стрічки вакуум-транспортера і виконаний у вигляді ліфтового вузла, що містить рухому підставку, а також вібраційні коректори положення, причому зазор між пластиною, що надходить, та попередньо укладеною в стопку дорівнює товщині пластини.
2. Пристрій за п. 1, який відрізняється тим, що верхня площина вакуум-транспортера закрита суцільним екраном, що утворює з площиною зазор, товщина якого не перевищує діаметра перфораційних отворів.
Текст
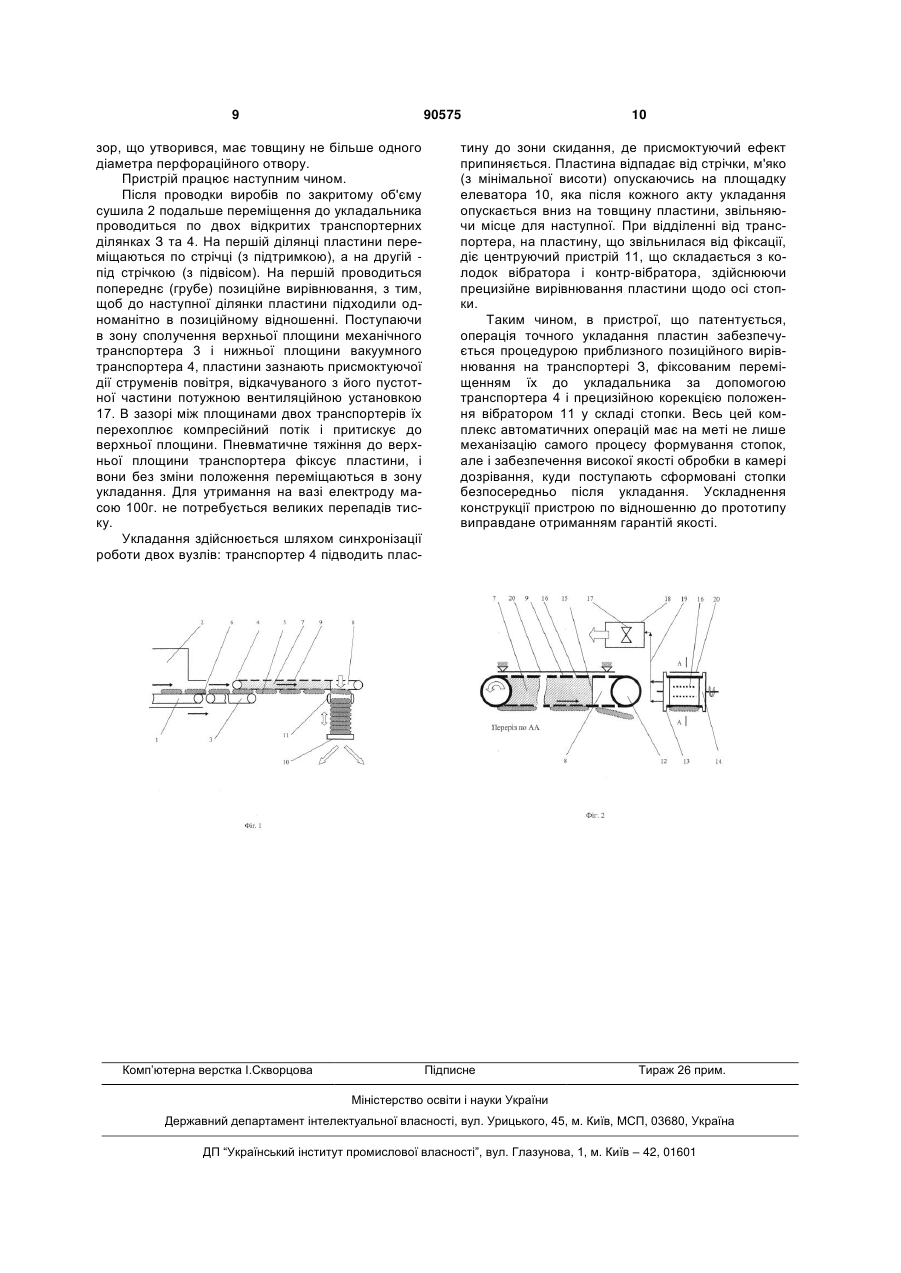
1. Пристрій для укладання в пакети акумуляторних пластин, що містить депо електродних пластин, транспортер з напрямними і укладальник пластин, який відрізняється тим, що бічна напрямна транспортера виконана рухомою з можливістю попереднього вирівнювання положення ланцюга пластин, пристрій оснащений додатковим вакуум-транспортером, встановленим між основним транспортером і укладальником і виконаним у C2 2 90575 1 3 В даному пристрої каркаси пластин забезпечені насадками, що використовуються при переміщенні пластин з накопичувача на транспортувальний пристрій. Транспортувальний пристрій відрізняється тим, що має раму з шиною, яка підтримує насадки каркасів при подачі пластин з накопичувача на перший вантажний вузол. При цьому пластини ковзають уподовж направляючої шини. Для переміщення пластин на другий вантажний вузол і укладання в стопки використовується вакуум-присос, захоплюючий пластини на першому вузлі. Вакуум-присос пов'язаний з рамою. До недоліків пристрою можна віднести те, що направляюча шина нерухома і тому переміщення може йти з перекосами, заторами (в загальному випадку, з порушенням впорядкованості в позиційному проходженні пластин в переміщуваному ланцюгу). Крім того, поштучне переміщення пластин вакуум-присосом зменшує пропускну спроможність ділянки транспортування. Найближчим технічним рішенням, узятим як прототип, є спосіб і пристрій для укладання в пакет електродів акумулятора за пат. США №5062762, Batteri plate stacker method, МПК6 B65G 57/14, Wirty J.W. et all, Wirtz Manufacturing Co. - № 488272; Заявл. 02.03.90; Опубл. 05.11.91. Пристрій складається з накопичувача електродних пластин, конвеєра у вигляді рами з направляючими та укладальника, виконаного у вигляді елеватора з приймальною площадкою. В пристрої використовується метод узгодження інерційних сил. Кожна окрема пластина переміщується по конвеєру уздовж направляючих з великою швидкістю. При підході до елеватора пластина різко гальмується по нижній кромці і, продовжуючи рух за інерцією, виходить з гнізда опорної рами, та падає на обгороджену площадку елеватора. Елеватор синхронізований з транспортером, і для прийому кожної наступної пластини опускає площадку, коли чергова пластина займає місце в стопці. Сформована стопка транспортується далі, звільняючи місце для наступної. До недоліків пристрою слід віднести малу точність укладання пластин в стопку, оскільки при даній схемі положення кожної пластини залежить від безлічі випадкових чинників; крім того, поштовхи, які діють на кожну платину при різкому гальмуванні і падінні на нижню пластину, можуть привести до ушкоджень активного шару і виступів її решітки. В основу запропонованого винаходу поставлена задача бездефектного транспортування і точного укладання пластин в стопки. Поставлена задача вирішується тим, що в пристрої для укладання в пакети акумуляторних пластин, який містить депо електродних пластин, транспортер з направляючими і укладальник пластин, бічна направляюча транспортера виконана рухомою з можливістю попереднього вирівнювання положення ланцюга пластин, пристрій оснащений додатковим вакуум-транспортером, встановленим між основним транспортером і укладальником і виконаним у вигляді відкачуваного пустотілого агрегату, що містить два барабани, які обертаються приводом, безкінечну перфорова 90575 4 ну стрічку, щільно прилеглу до спрямовуючих ребордів торцевих щічок агрегату, причому його внутрішній об'єм, обрамований щічками і стрічкою, ізольований від цехової атмосфери і складається з двох камер - вакуумованої великого об'єму і не відкачуваної малого об'єму, остання розміщена в кінці транспортера і має подовжній розмір, рівний довжині електродної пластини, транспортери розміщені на різних рівнях так, що нижня площина стрічки вакуум-транспортера відстоїть від площини основного транспортера на товщину пластини, величина перекриття сполучених торців транспортерів дорівнює довжині пластини, а відношення діаметра кожного отвору перфорації до товщини стрічки більше одиниці, укладальник пластин розміщений під кінцевою ділянкою стрічки вакуумтранспортера і виконаний у вигляді ліфтового вузла, що містить рухому підставку, а також вібраційні коректори положення, причому зазор між пластиною, що надходить, та попередньо укладеною в стопку дорівнює товщині пластини, верхня ж площина вакуум-транспортера закрита суцільним екраном, , що утворює з площиною зазор, товщина якого не перевищує діаметра перфораційних отворів. Проведемо аналіз технічного рішення по основнихознаках. Основною відмітною ознакою пристрою, що патентується, є те, що воно оснащено додатковим вакуум-транспортером, який поділено на дві камери. Як правило, після розрізання пластини потрапляють по стрічці транспортера в сушило, де влаговміст пасти знижується до 10%, але обезводнення розподіляється нерівномірно. В основному падає вологість зовнішнього шару. Після проходження сушила електроди залишаються ще сирими всередені, але із зміцненим зовнішнім шаром. Це необхідно для транспортування і завантаження в сушильну камеру, де пройдуть процеси дозрівання в умовах дозованої парообробки. Оскільки намазування проводиться з високою точністю по товщині, а площини пластини мають паперове покриття, то переміщення від блоку намазування до сушильної камери і подальше завантаження в неї не повинне супроводжуватися утворенням механічних ушкоджень. І саме малий ступінь шорсткості площин електродів дозволяє скористатися вакуумним способом захвату виробів. Вакуумний спосіб має ту перевагу перед опорним типом, що фрикційні сили не в змозі надійно фіксувати вільно лежачу пластину. При опорному транспортуванні пластини разорієнтовуються, оскільки вібрації і випадкові поштовхи можуть змінити її координати по всіх площинних осях. Для корекції положення на стрічці необхідно застосовувати додаткові засоби у вигляді направляючих, спрямовуючих обрамлень і т.і. В прототипі пластини спираються на нижню кромку пластини. Такий тип фіксації не гарантує захисту від випадкових ушкоджень, тим більше, при великій швидкості руху стрічки транспортера. Крім того, саме укладання проводиться динаміч 5 ним способом, при якому траєкторія падіння пластини залежить від великого числа випадковостей. Фіксація за допомогою затисків надійна, але сили, діючі на активний шар, пропорційні ступеню стиснення і можуть деформувати сиру пластину, а також пошкодити її поверхню. Механічні затиски унаслідок обмеженої площі прикладання зусилля можуть ушкоджувати пластини, навіть в тому випадку, якщо поверхневий шар має достатню міцність після обробки в сушилі, оскільки внутрішні шари пасти ще дуже пластичні. Таким чином, найчастішим дефектом такого транспортування є утворення вм'ятин. При вакуумному способі транспортування виробів пневматичне тяжіння долає вагу пластини і підвішує її. Стабілізована первинною тепловою обробкою поверхня пластини працює як жорсткий зовнішній каркас, що утримує сирий пастоподібний «наповнювач» від небезпечних деформацій. Початкова пористість пастованого шару не послабляє сили підсосу, оскільки рух повітря уздовж шару пасти утруднений через її велику протяжність і переважно поперечну орієнтацію пір. Крім того, паперове покриття пластини знижує ступінь шорсткості шару, що фактично усуває можливість підсосу повітря в районі контактних отворів. Сили тяжіння розподілені по всій контактній площині електроду у вигляді системі локальних площадок. Фіксація при такому утриманні надійна, оскільки сили тиску зосереджені на невеликій площі пластини і фрикційні сили істотно більше. І до вузла укладання виробу приходять практично без суттєвої зміни положення. Важливим є також відношення діаметра кожного отвору перфорації до товщини стрічки. Отвори в стрічці не мають клапанної системи. Дія вакуум-транспортера заснована на різниці між інтенсивністю відкачування об'єму і темпом натікання в нього повітря. В даному випадку важливим є діаметр отворів, оскільки згідно закону ДарсіВейсбаха аеродинамічний опір щілистих каналів між об'ємами, що мають різницю статичного тиску, визначається відношенням діаметра каналу до його довжини. Збільшуючи товщину стрічки і зменшуючи діаметр перфорації можна набути велике значення опору натіканню. Геометричні параметри, що зв'язують габарити стрічки і отворів, відображуються співвідношенням D/d 0» депресія тиску в зазорі не викликає великих сил присоса екрану, але приток повітря в зазор буде істотно утруднений з причин великого (щілистого) аеродинамічного опору. В схемі «товщина зазора = 0» екран, що має ідеально гладку поверхню, не створить великих сил тертя. Дана зміна конструкції дасть можливість зменшити товщину стрічки, і обчислювати її параметри лише по міцностним і пластичним детермінантам. При виконанні всіх цих умов можна одержати простий по конструкції вакуумний транспортер, з високою пропускною спроможністю, а також укладчик, який формує стопки пластин з великою точністю. 90575 8 По наявним в авторів відомостям запропоновані істотні ознаки, що характеризують суть винаходу, не відомі в даному розділі техніки. Запропоноване технічне рішення може бути використане для розробки конвеєрних ліній по виробництву намазних акумуляторних пластин із застосуванням сушільних камер. На фіг. 1 приведена схема пристрою для укладання в пакети акумуляторних пластин, а на фіг.2 - схема вакуум-транспортера. Пристрій для укладання в пакети акумуляторних пластин (фіг. 1) складається з трьох синхронізованих транспортних ділянок - одного конвеєрного і двох транспортерних (механічного і вакуумного). Механічний конвеєр 1 служить для переміщення виробів всередині сушила 2. Транспортер 3 сполучає сушило з вакуумною транспортною ділянкою. Вакуумний транспортер 4 служить для переміщення пластин 5 до вузла укладання. Конвеєри 1 і транспортер 3 розміщені на спільному рівні. Розрив між торцями, що сполучаються, перекривається площадкою 6. Транспортери 3 і 4 різнорівневі, з перекриттям кінцевої та початкової ділянок, причому верхня площина стрічки транспортера 4 відстоїть від нижньої площини стрічки транспортера 3 на товщину пластини з невеликим технологічним люфтом. Транспортер 4 має дві камери 7 і 8. Стрічка 9 перфорована, причому отвори невеликого діаметра виконані по всій площині стрічки. Геометричні параметри, що зв'язують товщину стрічки і отворів, відображаються співвідношенням D/d < 1 (D - діаметр отвору; d товщина стрічки). Вузол прецизійного укладання розміщений під кінцевою ділянкою стрічки транспортера 4. Він містить рухому підставку 10 (елеватор), а також колодки вібраційного укладальника 11. Докладна схема конструкції вакуумтранспортера 4 (бічна та фронтальна проекції) приведена на фіг.2. Вакуумний транспортер є пустотілим агрегатом, однією із стінок якого є безкінечна перфорована стрічка 9. Він містить два барабани 12, що обертаються приводом (не показаний), пружну стрічку 9, щільно прилеглу до спрямовуючих ребордів 13 торцевих щічок 14. Внутрішній простір, обрамований щічками і стрічкою, ізольований від цехової атмосфери і складається з двох камер, розділених перегородкою 15: основну 7 (вакуумовану) і хвостову 8 (не відкачувану). Хвостова камера розташована в кінці транспортера і має подовжній розмір, дорівнюючий довжині електродної пластини. Камера 7 має великий об'єм, а камера 8 - малий. Перфораційні отвори 16 розміщені по полю стрічки 9 з кроком, кратним площинним габаритам пластин. Відкачування внутрішнього об'єму транспортера проводиться пристроєм 17, створюючим компресію, як правило, витяжним вентилятором. Кожух вентилятора 18 сполучений з камерою 7 каналом 19. Згідно додатковому варіанту блокування натікання повітря в камеру 7 транспортер оснащується суцільним плоским екраном 20, розміщеним над верхньою площиною транспортера, причому за 9 90575 зор, що утворився, має товщину не більше одного діаметра перфораційного отвору. Пристрій працює наступним чином. Після проводки виробів по закритому об'єму сушила 2 подальше переміщення до укладальника проводиться по двох відкритих транспортерних ділянках З та 4. На першій ділянці пластини переміщаються по стрічці (з підтримкою), а на другій під стрічкою (з підвісом). На першій проводиться попереднє (грубе) позиційне вирівнювання, з тим, щоб до наступної ділянки пластини підходили одноманітно в позиційному відношенні. Поступаючи в зону сполучення верхньої площини механічного транспортера 3 і нижньої площини вакуумного транспортера 4, пластини зазнають присмоктуючої дії струменів повітря, відкачуваного з його пустотної частини потужною вентиляційною установкою 17. В зазорі між площинами двох транспортерів їх перехоплює компресійний потік і притискує до верхньої площини. Пневматичне тяжіння до верхньої площини транспортера фіксує пластини, і вони без зміни положення переміщаються в зону укладання. Для утримання на вазі електроду масою 100г. не потребується великих перепадів тиску. Укладання здійснюється шляхом синхронізації роботи двох вузлів: транспортер 4 підводить плас Комп’ютерна верстка І.Скворцова 10 тину до зони скидання, де присмоктуючий ефект припиняється. Пластина відпадає від стрічки, м'яко (з мінімальної висоти) опускаючись на площадку елеватора 10, яка після кожного акту укладання опускається вниз на товщину пластини, звільняючи місце для наступної. При відділенні від транспортера, на пластину, що звільнилася від фіксації, діє центруючий пристрій 11, що складається з колодок вібратора і контр-вібратора, здійснюючи прецизійне вирівнювання пластини щодо осі стопки. Таким чином, в пристрої, що патентується, операція точного укладання пластин забезпечується процедурою приблизного позиційного вирівнювання на транспортері З, фіксованим переміщенням їх до укладальника за допомогою транспортера 4 і прецизійною корекцією положення вібратором 11 у складі стопки. Весь цей комплекс автоматичних операцій має на меті не лише механізацію самого процесу формування стопок, але і забезпечення високої якості обробки в камері дозрівання, куди поступають сформовані стопки безпосередньо після укладання. Ускладнення конструкції пристрою по відношенню до прототипу виправдане отриманням гарантій якості. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for laying storage-battery plates in packs
Автори англійськоюDzenzerskyi Viktor Oleksandrovych, Burylov Serhii Volodymyrovych, Anikeiev Yevhenii Volodymyrovych, Buriak Oleksandr Afanasiiovych
Назва патенту російськоюУстройство укладывания в пакеты аккумуляторных пластин
Автори російськоюДзензерський Виктор Александрович, Бурилов Сергей Владимирович, Аникеев Евгений Владимирович, Буряк Александр Афанасьевич
МПК / Мітки
МПК: H01M 10/00, B65G 57/00
Мітки: укладання, пакети, акумуляторних, пластин, пристрій
Код посилання
<a href="https://ua.patents.su/5-90575-pristrijj-dlya-ukladannya-v-paketi-akumulyatornikh-plastin.html" target="_blank" rel="follow" title="База патентів України">Пристрій для укладання в пакети акумуляторних пластин</a>
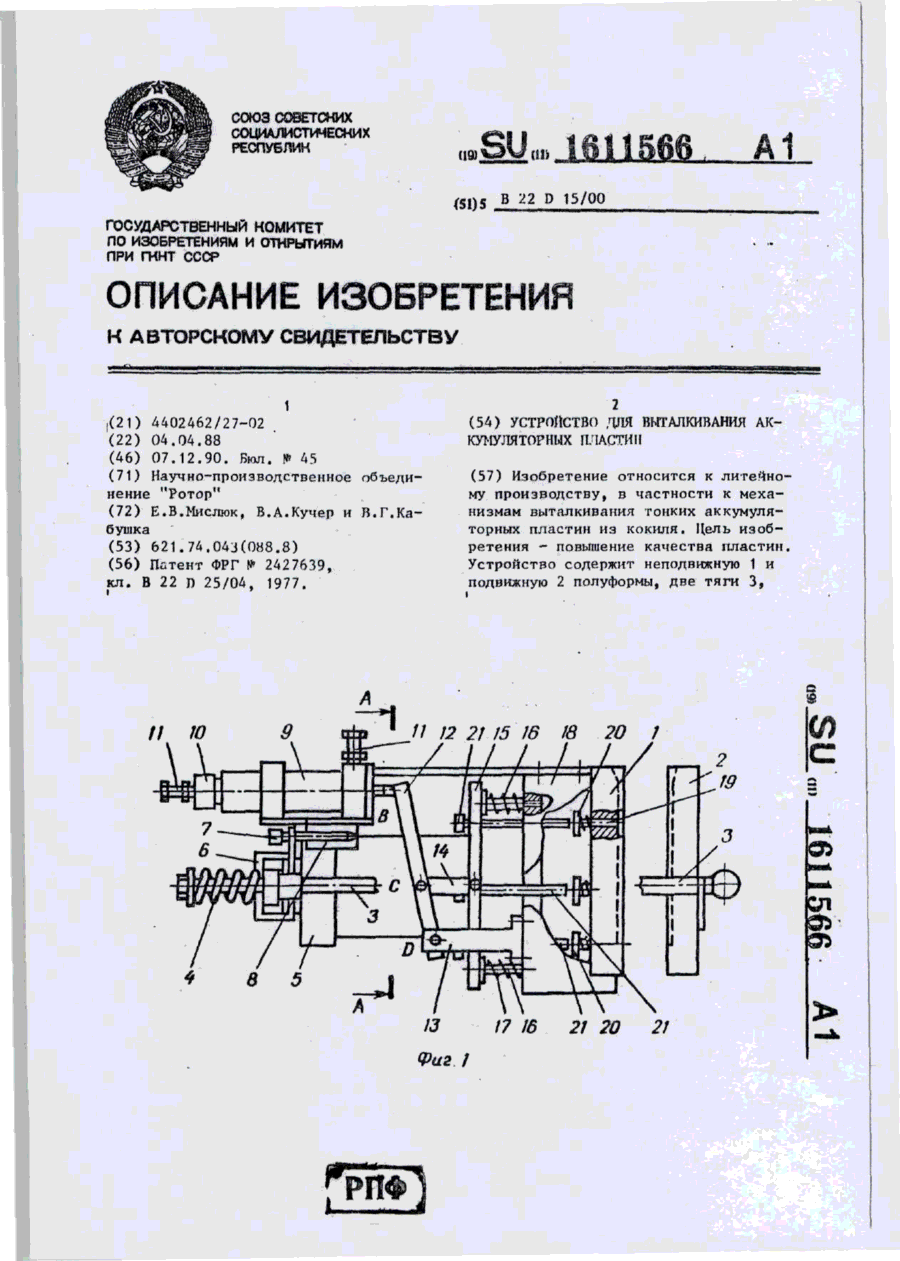
Пристрій для виштовхування акумуляторних пластин
Номер патенту: 1824
Опубліковано: 20.12.1994
Автори: Кабушка Володимир Григорович, Кучер Віктор Анатолійович, Мислюк Євген Васильович
МПК: B22D 11/049
Мітки: пристрій, акумуляторних, пластин, виштовхування
Формула / Реферат:
Устройство для выталкивания аккумуляторных пластин, содержащее корпус, приводной цилиндр, траверсу и тяги, связанные с подвижной полуформой, подпружиненные выталкиватели, размещенные в неподвижной полуформе, и нажимную рамку с регулирующими стержнями, отличающееся тем, что, с целью повышения качества пластин, оно снабжено дополнительным цилиндром, расположенным на корпусе, идвуплечим рычагом, одно плечо которого связано с дополнительным...
Спосіб електрогідроімпульсного очищення свинцевих пластин акумуляторних батарей та установка для його здійснення
Номер патенту: 53769
Опубліковано: 17.02.2003
Автори: Різун Анатолій Романович, Цуркін Володимир Миколайович
МПК: B08B 3/10, B22D 29/00
Мітки: батарей, пластин, свинцевих, електрогідроімпульсного, очищення, акумуляторних, спосіб, здійснення, установка
Формула / Реферат:
1. Спосіб електрогідроімпульсного очищення свинцевих пластин акумуляторних батарей, який включає укладання пластин в контейнер, занурення контейнера в робочу рідину, розміщення робочих електродів над поверхнею пластин і очищення впливом на пластини високовольтними імпульсними розрядами, який відрізняється тим, що вплив здійснюють з енергією в імпульсі 1,75 - 2,5 кДж і частотою прямування імпульсів 4 - 8 Гц при одночасному обертальному...
Спосіб виготовлення блоків електродних пластин для свинцево-кислотних акумуляторних батарей і технологічна лінія для його здійснення
Номер патенту: 40508
Опубліковано: 15.01.2004
Автори: Скосар Вячеслав Юрійович, Сіренко Максим Вікторович, Дзензерський Віктор Олександрович, Бурилов Сергій Володимирович, Лісничий Віктор Миколайович
МПК: H01M 2/26, H01M 10/06
Мітки: спосіб, виготовлення, здійснення, акумуляторних, пластин, свинцево-кислотних, технологічна, лінія, батарей, блоків, електродних
Формула / Реферат:
1. Спосіб виготовлення блоків електродних пластин для свинцево-кислотних акумуляторних батарей, який полягає в тому, що зі свинцевого сплаву одержують стрічку, перфорують стрічку з одночасним розтягуванням перформером утворених жилок здвоєного струмовідводу і виконують просікання вушок, потім на стрічку струмовідводів наносять активну масу шляхом намазування і, фіксуючи шари з пористого матеріалу, розділяють стрічку на окремі електродні...
Пристрій для укладання тістових заготовок

Номер патенту: 48531
Опубліковано: 15.08.2002
Автори: Данчук Андрій Григорович, Трьохбратский Всеволод Михайлович
МПК: A21C 13/00
Мітки: заготовок, укладання, пристрій, тістових
Формула / Реферат:
1. Пристрій для укладання тістових заготовок, який має транспортер у вигляді нескінченної стрічки з кроковим переміщенням робочої поверхні, механізм скидання тістових заготовок у вигляді рухомої платформи, на який установлена нескінченна стрічка, а також механізм приводу транспортера, який відрізняється тим, що транспортер виконаний у вигляді двох кінематично зв'язаних нескінченних стрічок, робочі поверхні яких розташовані під кутом одна до...
Спосіб вставлення пакетів пластин у відділення акумуляторних ящиків, установка для його здійснення і касета для застосування при здійсненні вказаного способу у вказаній установці

Номер патенту: 87343
Опубліковано: 10.07.2009
Автор: Шльогль Маркус
МПК: B22D 25/00, H01M 10/06, H01M 2/26
Мітки: спосіб, акумуляторних, вставлення, установці, здійснення, вказаного, касета, способу, пакетів, ящиків, вказаній, відділення, установка, здійсненні, пластин, застосування
Попередній патент: Електричний двигун постійного струму з комбінованим збудженням
Наступний патент: Спосіб сушіння пластин свинцево-кислотних акумуляторних батарей
Випадковий патент: Бонове загородження