Пластикова панель пвх
Формула / Реферат
1. Панель, яка містить несучий шар (12), виконаний з пластичного матеріалу і ґрунтувальної фарби (17), де ґрунтувальна фарба (17) містить надрукований орнамент (18) і затверділий полімерний шар (19), що наноситься зверху ґрунтувальної фарби, яка відрізняється тим, що друкувальна фарба, яка використовується для нанесення орнаменту (18) містить акрилат, здатний до полімеризації, та/або N-вінілкапролактам та тим, що друкувальна фарба і полімерний шар спільно тверднуть.
2. Панель за п. 1, яка відрізняється тим, що несучий шар (12) створений на основі полівінілхлориду.
3. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що полімерний шар (19) має градієнт твердості, завдяки чому твердість полімерного шару по суті безперервно зменшується зі збільшенням глибини, видимою з поверхні полімерного шару.
4. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що друкувальна фарба, яка використовується для нанесення орнаменту (18) містить акрилат, здатний до полімеризації, та N-вінілкапролактам з масовою витратою (%) від 2 до 50 у друкувальній фарбі.
5. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що використовується ґрунтовка (17) на основі водної акрилатної системи.
6. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що ґрунтувальна фарба (17) не є лаком, який твердне під дією УФ-випромінювання.
7. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що у несучому шарі (12) міститься пластифікатор від 5 до 50 % за масою.
8. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що несучий шар (12) має товщину від 3 до 20 мм.
9. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що під ґрунтувальною фарбою (17) на матеріал-носій (12) наноситься шар ґрунтовки (14), де шар ґрунтовки (14) має граматуру від 3 до 20 г/м2.
10. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що ґрунтувальна фарба (17) має граматуру від 15 до 150 г/м2.
11. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що ґрунтувальна фарба (17) має товщину від 5 до 300 мкм.
12. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що полімерний шар має або матиме стійкі до стирання частинки.
13. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що полімерний шар (19) утворений на основі одного або більше з наступних акрилатів: 1,6-гександіолдіакрилат, поліефір акрилат, поліуретан-ефір акрилової кислоти і діпропіленгліколь діакрилат.
14. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що, крім орнаменту, (18) на ґрунтувальну фарбу (17) не наносяться інші додаткові декоративні шари.
15. Спосіб виготовлення панелі, який включає наступні етапи:
(i) забезпечення несучого шару з пластичного матеріалу;
(іі) нанесення ґрунтувальної фарби;
(iii) нанесення орнаменту на ґрунтувальну фарбу, де орнамент видрукуваний друкувальною фарбою, здатною до полімеризації на основі акрилату, здатного до полімеризації, та/або N-вінілкапролактаму;
(iv) нанесення щонайменше першого полімерного шару на ґрунтувальну фарбу;
(v) затвердіння полімерного шару, де щонайменше друкувальна фарба і нанесений полімерний шар спільно тверднуть.
16. Спосіб за п. 15, в якому між етапами (iv) і (v) наносять щонайменше другий шар рідкого полімеру на ще вологий перший полімерний шар, таким чином, що відбувається часткове змішування полімерних шарів.
17. Спосіб за п. 16. який відрізняється тим, що етапи (iv) і (v) здійснюються таким чином, що затверділий полімерний шар забезпечує градієнт твердості, при цьому твердість покриття зменшується зі збільшенням глибини, видимої з поверхні отриманого покриття.
18. Спосіб за будь-яким із пунктів 15-17, який відрізняється тим, що орнамент видрукуваний друкувальною фарбою, здатною до полімеризації, включаючи друкувальну фарбу: а) на основі акрилату, здатного до полімеризації; а також b) N-вінілкапролактаму з масовою витратою (%) у друкувальній фарбі від 2 до 50 %.
19. Спосіб за будь-яким із пунктів 15-18, який відрізняється тим, що ґрунтовка на етапі (ii) наноситься методом наливу.
20. Спосіб за будь-яким із пунктів 15-19; який відрізняється тим, що після етапу (іі) ґрунтовка сушиться перед етапом (iii).
Текст
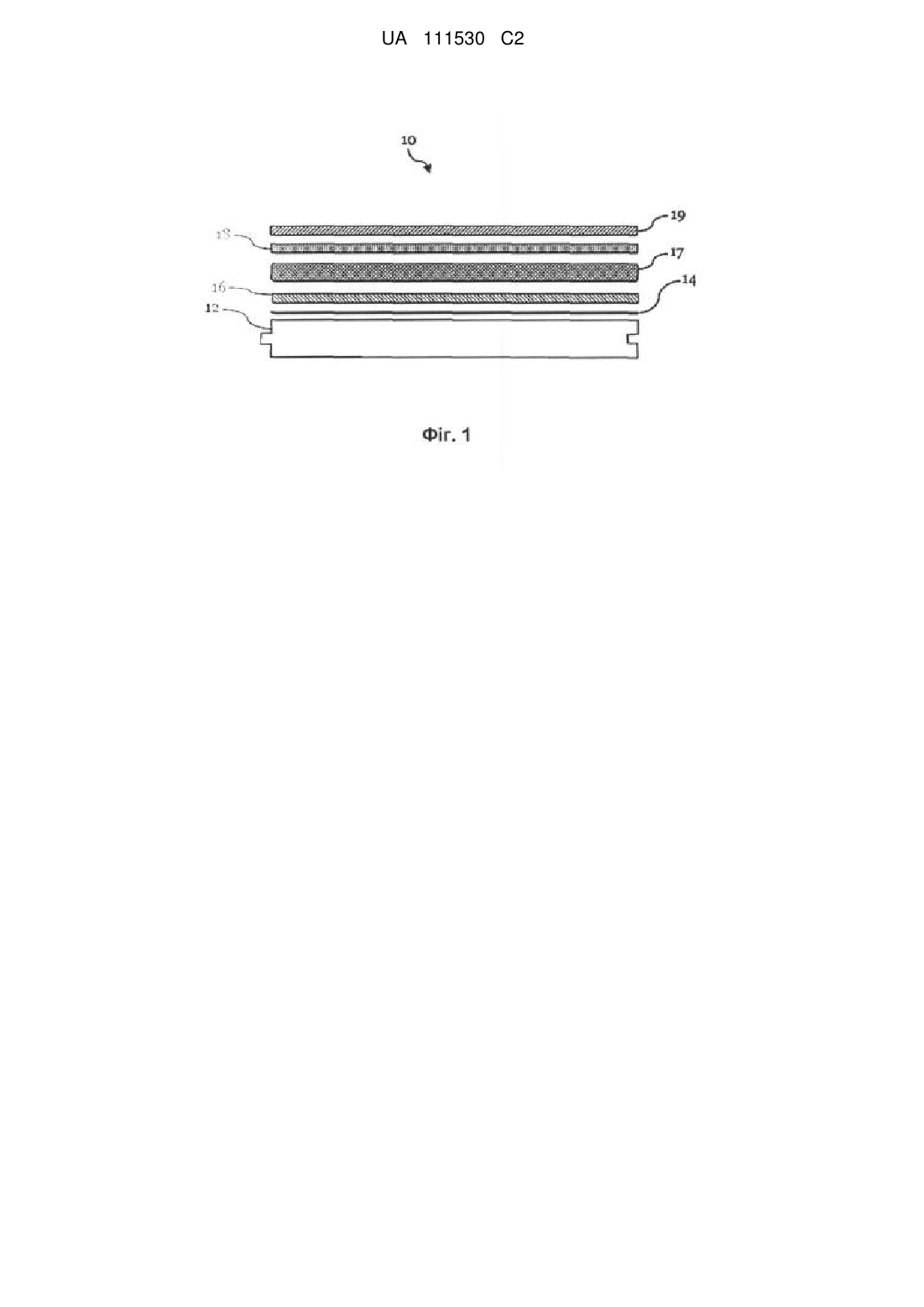
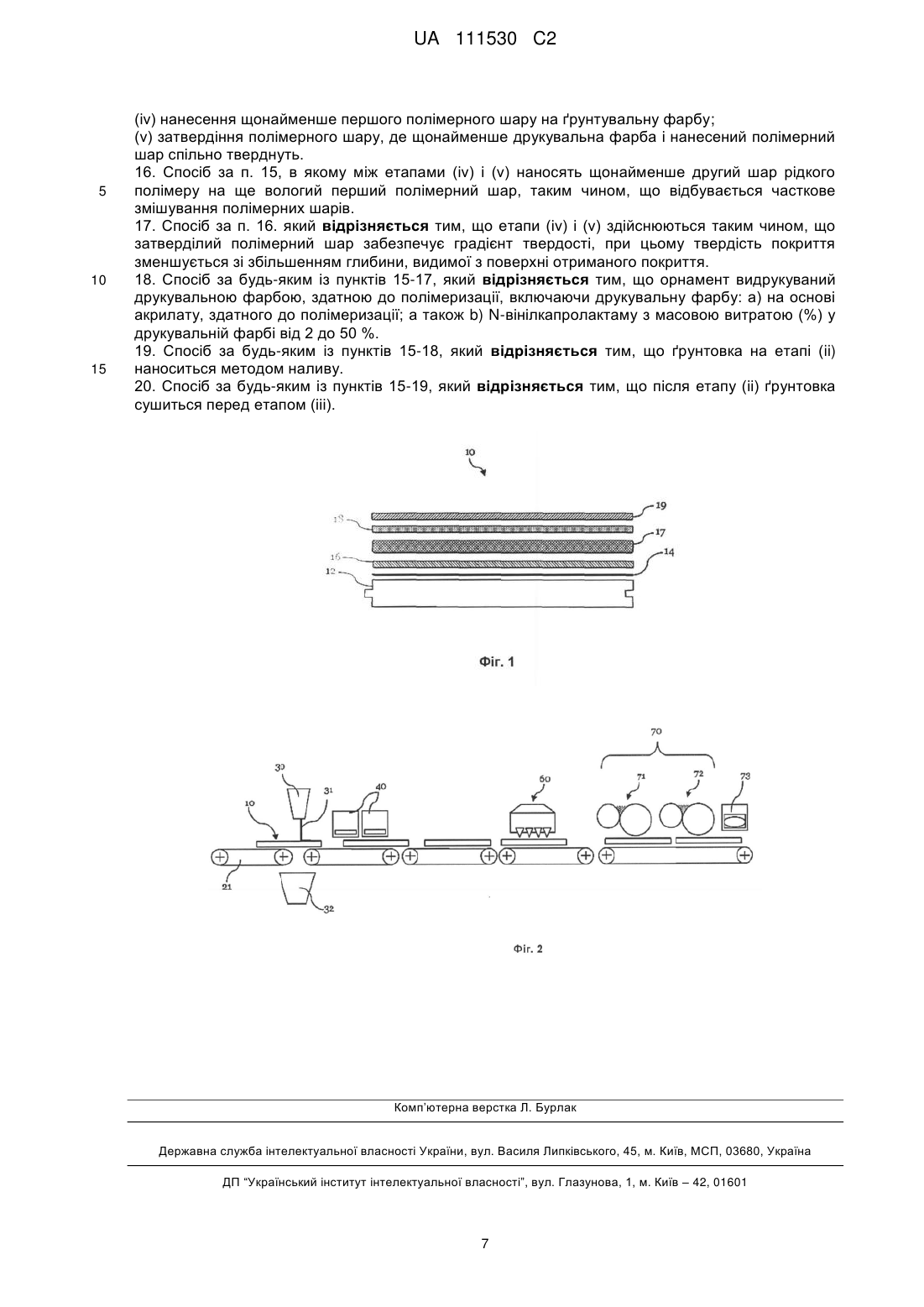
Реферат: Даний винахід стосується панелі, зокрема стінової, стельової або підлогової панелі, яка містить несучий шар, виконаний з пластичного матеріалу і ґрунтувальної фарби, в якому ґрунтувальна фарба містить видрукований на ній орнамент. Крім того, даний винахід стосується способу виготовлення такої панелі і використання спеціальної ґрунтовки у такій панелі. UA 111530 C2 (12) UA 111530 C2 UA 111530 C2 5 10 15 20 25 30 35 40 45 50 55 ГАЛУЗЬ техніки Даний винахід стосується удосконаленої пластикової панелі, зокрема панелі на основі несучого шару з ПВХ, а також способу її виготовлення. РІВЕНЬ ТЕХНІКИ Полівінілхлорид використовується протягом тривалого часу для виготовлення підлогових покриттів. Полівінілхлорид (ПВХ) – це термопластичний матеріал, який є твердим без додавання допоміжних матеріалів. Тим не менш, механічні властивості ПВХ можна регулювати у широкому діапазоні шляхом додавання придатних допоміжних матеріалів, таких як пластифікатор, наповнювачі, барвники, стабілізатори тощо. З цієї причини термін "ПВХ" в даному описі не слід розглядати як чистий полівінілхлорид, а навпаки, як ПВХ з додаванням допоміжних матеріалів, необхідних для практичного використання. Типовий приклад з уже відомого рівня техніки описаний у документі DE 10 2006 058 655 A1. У цьому документі описано підлогову панель у вигляді багатошарового прямокутного ламінату з несучим шаром з м'якого полівінілхлориду та декоративного паперового шару, розташованого на шарі полівінілхлориду. Нанесення декоративного паперового полотна є технічно складним і пов'язане з величезними витратами. З документа DE 10 2006 029 963 A1 відомо підлогове покриття з полівінілхлориду, яке покрите стійким лаковим шаром з метою підвищення зносостійкості підлогового покриття з ПВХ. Лаковий шар створюється на основі акрилової смоли і твердне за допомогою випромінювання. Зміст цього документа полягає у додаванні до акрилової смоли електропровідних речовин, щоб надати підлоговому покриттю антистатичних та/або електропровідних властивостей. У документі WO 2008/061791 A1 того самого заявника описано подальше удосконалювання лакового покриття. Його зміст включено у даний документ шляхом посилання. Суть удосконалення за цим документом полягає у нанесенні мокрого матеріалу на мокрий матеріал двох різних шарів рідкого полімера на поверхню панелі таким чином, що відбувається часткове змішування середніх частин покриття. Обидва нанесені таким чином шари потім разом тверднуть і затверділе покриття забезпечує градієнт твердості на основі часткового змішування, де твердість покриття зменшується зі збільшенням глибини, видної з поверхні отриманого покриття. У світлі відомих покриттів з ПВХ, ціль даного винаходу полягає у створенні панелі, зокрема, стінової, стельової або підлогової панелі, яка міститиме несучий шар з пластичного матеріалу, а її виготовлення має бути дешевшим і простішим, ніж ті, що відомі з документа DE 10 200 6058 655 A1. Ще одна ціль полягає у створенні такої панелі, яка б забезпечувала поліпшену міцність і якісний особливо цінний декоративний малюнок. Ці та подальші проблеми, які згадуються у даному описі, або які будуть визнані фахівцем у цій галузі техніки, вирішуються за допомогою панелі за пунктом 1 і способом її виготовлення за пунктом 19. Докладний опис винаходу У відповідності до даного винаходу пропонується панель, яка містить несучий шар з пластичного матеріалу і ґрунтувальну фарбу, де ґрунтувальна фарба містить віддрукований на ній орнамент (тобто декоративний шар) і полімерний шар над ґрунтувальною фарбою. Зазвичай перевага надається полімерному шару на основі смоли, здатної до полімеризації, зокрема акрилатної смоли. Як правило, затверділий полімерний шар забезпечує градієнт твердості, як описано вище у відповідності до документу WO 2008/061791 того самого заявника. На відміну від раніше згаданого рівня техніки DE 10 2000 6058 655 A1, в даному винаході пропонується панель, яка не потребує окремого декоративного паперу, оскільки орнамент наноситься безпосередньо на ґрунтувальну фарбу, нанесену на несучий шар. Крім того, у відповідності до даного винаходу пропонується спосіб виготовлення панелі, зокрема, стінової, стельової або підлогової. На першому етапі цього способу пропонується несучий шар з пластичного матеріалу. Після цього, на несучий шар наноситься ґрунтувальна фарба, а на неї наноситься орнамент. Після нанесення орнамента на ґрунтувальну фарбу, на неї наноситься перший шар рідкого полімера. На наступному етапі ґрунтувальна фарба і полімерний шартверднуть. Необов'язково, як мінімум другий полімерний шар може бути нанесений рідким способом на перший все ще вологий полімерний шар, таким чином, щоб відбулося часткове змішування середніх частин покриття. Затвердіння ґрунтувальної фарби і полімерного шару (шарів) може бути здійснено в один етап способу, і також послідовно окремими етапами способу. Зміцнення або затвердіння полімерного шару розглядається як хімічна реакція, яка відбувається під час полімеризації. Слід відрізняти від сушіння таких шарів, в яких зменшується або видаляється лише вміст води. 1 UA 111530 C2 5 10 15 20 25 30 35 40 45 50 55 60 У кращому варіанті здійснення винаходу пластичний матеріал несучого шару містить полівінілхлорид, або несучий шар в основному складається з полівінілхлориду (та необхідних допоміжних матеріалів, як вже згадувалося раніше). Полівінілхлорид проявив себе особливо кращим матеріалом для формування несучого шару, оскільки цей матеріал не лише міцний, а й також має особливо вигідні властивості поглинання ударного шуму. Як альтернатива до полівінілхлориду, також можуть бути використані інші пластичні матеріали, такі як поліпропілен або поліетилен, і так звані ДПК (деревно-полімерні композиційні матеріали), залежно від властивостей, які будуть забезпечуватись панеллю. В іншому варіанті здійснення винаходу несучий шар формується пластичним матеріалом, до якого був доданий пластифікатор, в якому використовуються відповідні пластифікатори, такі як діетілгексілфталат та/або діізононілфталат. Відповідний пластифікатор, таким чином, додається до несучого шару від 5 до 50 % за масою, краще від 10 до 20 % за масою, ще краще від 12 до 17 % за масою. В іншому варіанті здійснення винаходу несучий шар являє собою шар товщиною від 3 до 20 мм, краще від 4 до 15 мм, ще краще від 3 до 12 мм, а найкраще від 4 до 10 мм. Було доведено, що ці ділянки товщини несучого шару забезпечують достатню стабільність у процесі виробництва і, крім того, забезпечують досить високе поглинання ударного шуму і стабільність форми панелі. В іншому кращому варіанті здійснення винаходу шар ґрунтовки наноситься під ґрунтувальною фарбою на несучий шар. Шар ґрунтовки або сполучний клейовий шар, таким чином, покращує приклеювання ґрунтувальної фарби до несучого шару. Фахівцю у даній галузі техніки відомо безліч придатних ґрунтовок, які можна придбати у відповідних компаній, які займаються торгівлею хімічною продукцією. У кращому варіанті здійснення винаходу пропонується панель з шаром ґрунтовки, яка має 2 2 2 граматуру від 3 до 20 г/м , краще від 5 до 15 г/м , ще краще від 7 до 12 г/м , а найкраще від 8 до 2 10 г/м . У кращому варіанті для друку орнамента використовується друкарська фарба (чорнила), здатна до полімеризації, зокрема, на основі акрилатні смоли, здатної до полімеризації та/або Nвінілкапролактама (рідкого реактивного розріджувача), які пропонуються BASF. Як правило, у попередньому рівні техніки як друкарська фарба використовується дисперсійна фарба, яка складається з ґрунтувальних пігментних сумішей та зв'язувальних речовин (зазвичай позначаються як суміш) на основі казеїну або акрилатних зв'язувальних речовин, відомих фахівцеві у цій галузі техніки. Ці дисперсійні фарби активно використовується під час глибокого друку, який широко застосовується. Дисперсійні фарби це друкувальні фарби, які зазвичай складаються з трьох основних компонентів, а саме (а) розчинників (зазвичай вода), (b) зв'язувальних речовин у вигляді пластикових полімерів (акрилатних), які об'єднуються, коли зволожується розчинник, і утворюють твердий шар, а також (c) кольорових пігментів для створення бажаного покриття і бажаного колірного тону. Сушіння цих дисперсійних фарб відбувається не шляхом полімеризації, а шляхом випаровування розчинника, оскільки зв'язувальні речовини вже доступні як полімери. Полімери, включені у дисперсію, з'єднуються між собою чисто фізичним способом під час зрідження зв'язувальної речовини і утворюють міцний замкнутий шар. Заявники несподівано помітили, що поліпшення адгезійних властивостей систем шарів можна досягти, при використанні не звичайних дисперсійних фарб, а друкувальних фарб, здатних до полімеризації. Це особливо вірно для кращого використання полімерного шару, зокрема з градієнтом твердості. Позитивний ефект особливо помітний, коли друкувальна фарба декоративного шару (тобто орнамента) і полімерного шару тверднуть або полімеризуються разом (якщо декоративний шар нанесений безпосередньо, як, наприклад, у процесі цифрового друку, де декоративний шар складається з друкувальної фарби). Як згадувалося вище, затвердіння полімерного шару або друкувальної фарби, здатної до полімеризації (наприклад, акрилат, здатний до полімеризації, або ультрафіолетові фарби в цілому), вважається хімічною реакцією, яка відбувається під час полімеризації. Це слід відрізняти від сушіння таких шарів, у яких лише розчинник, як, наприклад, вміст води у друкувальній фарбі або полімерному шарі, зволожується або зменшується фізичним способом. У зв'язку зі спільним твердінням (полімеризацією) компонентів друкарської фарби і полімерного шару, здатних до полімеризації (та систем та/або N-вінілкапролактаму), відбувається хімічне затвердіння на межах обох шарів, які, як припускається, відповідатимуть за поліпшену адгезію шарів. Широко використовувані дисперсійні друкувальні фарби не містять жодних компонентів, здатних до полімеризації, тому хімічне затвердіння між друкувальною фарбою, яка є декоративним шаром, і шаром полімеру не відбувається. 2 UA 111530 C2 5 10 15 20 25 30 35 40 45 50 55 60 Компоненти, здатні до полімеризації, використання яких є кращим варіантом у цьому винаході, включають як основні компоненти акрилат, зокрема акрилатні мономери, олігомери і, необов'язково, фотоініціатори, а також N-вінілкапролактам у вигляді рідкого реактивного розріджувача. N-вінілкапролактам може додаватись до друкувальної фарби разом з акрилатами як розріджувач і він полімеризується разом з ними. Альтернативно, також можна обійтися без акрилатів, а додати відповідно більшу кількість N-вінілкапролактаму, оскільки Nвінілкапролактам може полімеризуватися самостійно. Подібні відомості, як приклад, відомі фахівцеві з німецької публікації DE 197 02467 A1. Таким чином, у кращих варіантах здійснення винаходу компоненти, здатні до полімеризації, по суті складаються з N-вінілкапролактаму. Під впливом випромінювання фотоініціатори спричинюють полімеризацію мономерів або олігомерів, у результаті чого друкувальна фарба твердіє швидше. Використання друкувальної фарби на основі акрилата, здатного до полімеризації, разом з нанесенням на нього полімерного шару (як захисного шару зношування) дає змогу відмовитися від полімерного шару, як це було зазвичай необхідно у відомому рівні техніки, щоб поліпшити адгезію полімерного та декоративний шарів. Було показано, що широко використовувані дисперсійні фарби з попереднього рівня техніки забезпечують лише незадовільну адгезію з нанесеним на них полімерним шаром з градієнтом твердості. Використання ґрунтовки між декоративним шаром і полімерним шаром (захисного шару зношування) усуває цей недолік вже відомого рівня техніки. Зазвичай кращим варіантом для дисперсійних фарб у відповідності до даного винаходу є друкувальні фарби, здатні до полімеризації і, зокрема, акрилатні системи, здатні до полімеризації. Друкувальні фарби, здатні до полімеризації, містять зв'язувальні речовини як основні компоненти, а саме смоли, які включають реактивні подвійні зв'язки; елементи, здатні до полімеризації, у вигляді мономерів або олігомерів, такі як, наприклад, акрилатні мономери та акрилатні олігомери; необов'язково фотоініціатори для друкувальних фарб, затвердіння яких здійснюється випромінюванням; добавки, такі як вищезгаданий N-вінілкапролактам, піногасники, добавки, що підвищують текучість, загусники та інші; кольорові пігменти, такі як фталоціанінові пігменти, азобарвники, пігменти індиго, аніліновий чорний барвник та/або пігментна сажа; також наповнювачі для досягнення конкретних фізико-технічних властивостей. Загалом, для цього винаходу використовуються такі друкувальні фарби: друкувальні фарби з подальшим затвердінням випромінюванням, зокрема друкувальні фарби, які тверднуть під дією УФвипромінювання. Кращим варіантом для друкувальної фарби є акрилатна система, здатна до полімеризації, і які тверднуть під дією ультрафіолетового випромінювання. У кращому варіанті здійснення винаходу ґрунтовка має бути на основі водної дисперсії (бажано водної акрилатної системи), яка має відповідний склад, таким чином, щоб її нанесення можна було виконати за допомогою методу нанесення покриття наливом. Неочікувано було показано, що використання водних дисперсій дає змогу досягти задовільних адгезійних властивостей також на пластикових поверхнях, зокрема, на поверхнях з ПВХ. У вже відомому рівні техніки, ґрунтовка зазвичай наносилась методом рулонного покриття на поверхню несучого шару. За такого методу рулонного покриття матеріал для формування покриття (ґрунтовка) безпосередньо розподіляється з котушки на поверхню, яка підлягає покриттю, або опосередковано через смугу, яка притискається до компонентів, які підлягають покриттю, за допомогою прес-котушки. Автори цієї заявки помітили, що поверхні, виготовлені таким чином, не досягають очікуваного ступеня деталізації або чіткості, зокрема під час друку зображень з дрібними деталями, що зазвичай необхідно при імітації натурального дерева. Зокрема, використання друкувальних фарб, здатних до полімеризації, часто призводить до утворення порушуючих смуг на зображенні. Автори винаходу несподівано помітили, що цих проблем можна уникнути, якщо замість методу рулонного покриття використовувати метод покриття наливом. Припускається, що витки рулону у процесі нанесення покриття, у зв'язку з їхнім закругленням у перенесеному покритті, незалежно від того, чи матеріал покриття наноситься безпосередньо з котушки на поверхню, яка підлягає покриттю, або опосередковано через смугу покриття, створюють мінімальну хвилястість поверхні. Тим не менш, гребені і западини хвилястої поверхні настільки малі, що нанесення зображення на виготовлені таким чином поверхні може виконуватись також звичайними дисперсійними фарбами. Тим не менш, припускається, що ця дуже незначна опуклість поверхні з нанесеним таким чином покриттям є причиною вищезазначених проблем при використанні друкувальних фарб, здатних до полімеризації. У всякому разі, небажаному формуванню смуг можна ефективно запобігти шляхом заливки покриття під час використання друкувальних фарб, здатних до полімеризації (бажано акрилатних систем, здатних до полімеризації). Способи нанесення покриття наливом і відповідні засоби є відомими фахівцю у даній галузі з попереднього рівня техніки (наприклад, з EP 1 252 937 A1), тому їхній докладний опис тут 3 UA 111530 C2 5 10 15 20 25 30 35 40 45 50 55 60 можна пропустити. Важливо, щоб рідка завіса матеріалу покриття була виготовлена з використанням методів нанесення покриття наливом, за допомогою яких направляються компоненти, які підлягають покриттю. Нанесення покриття котушками не застосовується. У ще одному кращому варіанті здійснення винаходу ґрунтувальна фарба має граматуру від 2 2 2 15 до 150 г/м , краще від 30 до 100 г/м , ще краще від 40 до 70 г/м , а найкраще від 50 до 75 2 г/м . Ці граматури у кращому варіанті здійснення винаходу дозволяють досягти товщини від 5 до 300 мкм, краще від 15 до 200 мкм, ще краще від 20 до 180 мкм, і найкраще від 25 до 100 мкм. Було доведено, що ці граматури або товщини ґрунтувальної фарби забезпечують оптимальне покриття для нанесеного на нього орнаменту. У кращому варіанті здійснення винаходу у полімерний шар вводяться стійкі до стирання частинки, зокрема частинки корунду, які мають середній діаметр від 10 до 100 мкм, краще від 20 до 80 мкм, ще краще від 25 до 70 мкм і найкраще від 30 до 60 мкм. Стійкі до стирання частинки дають можливість істотно збільшити термін служби панелей згідно з винаходом. Після затвердіння загальна товщина полімерного шару (захисного шару зношення) повинна мати товщину від 20 до 300 мкм, краще від 40 до 250 мкм, ще краще від 50 до 220 мкм і найкраще від 60 до 180 мкм. Було доведено, що товщина шару з одного боку забезпечує гарне покриття або інтеграцію частинок корунду. Кращими матеріалами для полімерного шару є такі: 1,6-гександіолдіакрілат, поліефір акрилат, поліуретан-ефір акрилової кислоти і діпропілен дігліколь діакрілат. У кращому варіанті здійснення винаходу орнамент, який був нанесений на ґрунтувальну фарбу методом цифрового друку, є єдиним декоративним шаром панелі згідно з винаходом, тобто не передбачається жодних інших декоративних паперів або декоративних плівок. Таким чином, немає жодної необхідності в окремому декоративному папері або чомусь подібному, що дає змогу істотно зменшити витрати і спростити спосіб виготовлення панелі згідно з винаходом. Як вже зазначалося вище, відповідно до кращого варіанту здійснення цього винаходу, друкувальна фарба декоративного шару (орнамента) твердне (полімеризується) разом з нанесеним на неї полімерним шаром, бажано під дією опромінювання обох цих шарів. Таким чином, частково відбувається хімічне затвердіння використовуваних полімерів на граничному шарі між друкувальною фарбою і нанесеним на неї полімерним шаром (шарами). Було доведено, що таким чином може бути досягнута задовільна адгезія між полімерним та несучим шаром. У вже відомому рівні техніки завжди було необхідно додатково використовувати ґрунтовку між декоративним шаром і нанесеним полімерним шаром, щоб поліпшити адгезію полімерного шару. Кращий варіант здійснення винаходу не лише дозволяє уникнути використання ґрунтовки, а й було доведено, що досягається краща адгезія полімерного шару у порівнянні зі звичайними системами на основі ґрунтовки. Надалі винахід буде описано на двох прикладах, які не мають обмежувального характеру: Приклад 1: "панель із загальним непрямим глибоким друком" Спочатку створюється несучий шар з ПВХ завтовшки 4 мм з ґрунтовкою на основі комерційно доступної водної дисперсії акрилату за допомогою засобу для рулонного нанесення покриття. На наступному етапі несучий шар з ПВХ згладжується за допомогою засобу для рулонного нанесення покриття з використанням шпаклівки на основі високонаповненої водної дисперсії акрилату. Після цього методом заливки наноситься друкувальна ґрунтовка на основі водної дисперсії акрилату, збагачена наповнювачами і колірними пігментами. Після кожного етапу нанесення покриття проводиться проміжне сушіння при температурі від 80 до 200 °C. Носії ПВХ, оброблені таким чином, подаються у друкарську машину, яка в основному складається з формної котушки і гумової котушки для передачі зображення з формного циліндра на плитку. Зображення формується 3-ма друкарськими машинами, в яких власна друкувальна фарба, яка складається з колірних пігментів і водної дисперсії акрилату, наноситься кожною цих машин. Наприклад, для імітації темного горіхового дерева наноситься 5 2 г/м друкувальної фарби. На подальшому етапі на шар друкувальної фарби наноситься комерційно доступна УФ-ґрунтовка за допомогою засобу для рулонного нанесення покриття. І на останньому етапі наноситься полімерний шар, як описано у документі WO 2008/061791, для отримання полімерного шару з градієнтом твердості. З цією метою на першому етапі застосовується олігомер, який затвердіває під дією випромінювання, і який містить подвійні зв'язки та фотоініціатори. Зверху цього шару на спеціальну фольгу наноситься додатковий шар, який складається з олігомера, який затвердіває під дією випромінювання, і який містить подвійні зв'язки та фотоініціатори, і полімеризується за допомогою УФ-випромінювання. Після знімання фольги отримується готова декоративна плита, яку можна розділити на панелі у подальшому технологічному процесі, в якому до цих панелей застосовуються відомі з'єднувальні елементи. Плита, покрита таким чином, проходить лабораторні випробування. В цьому випадку, 4 UA 111530 C2 5 10 15 20 25 30 35 40 45 50 55 60 випробування методом ґратчастих надрізів дозволяє отримати показник 3. Загалом, чим товстіший шар друкувальної фарби застосовується для відтворення орнамента, тим гіршим є результат випробування методом ґратчастих надрізів. Погані результати випробування методом ґратчастих надрізів ускладнюють фрезерування профілів для з'єднувальних елементів, оскільки у полімерному шарі легко виникатимуть крайові розриви. Приклад 2: "Панелі з візерунками, які були отримані з використанням друкувальних фарб радіаційного затвердіння" Ґрунтовка на водяній основі, шпаклівка і друкувальний ґрунт наносяться на використовуваний несучий шар з ПВХ завтовшки 4 мм, як описано у прикладі 1. На плиті, обробленій таким чином, за допомогою цифрового принтера створюється такий самий візерунок, що й у прикладі 1. Разом з тим, використовуються фарби для цифрового друку з затвердінням під дією УФ-випромінювання. Для створення візерунка потрібен барвник в обсязі 2 2 близько 2 г/м . Спочатку, барвник фіксується за допомогою тиску 150 мДж/см (ртуть). Після цього наноситься перший шар, затверділий під дією УФ-випромінювання, який в основному складається з діпропіленгліколю діакрілату. На цей неопромінений шар наноситься олігомер, що містить подвійні зв'язки і збагачений фотоініціаторами, як описано у прикладі 1. На цей шар наноситься другий шар олігомера, як описано у прикладі 1, за допомогою фольги, що забезпечує структуру. Пакет подається у джерело УФ-випромінювання, і, таким чином, цей шар полімеризується. Отриманий таким способом полімерний шар містить друкувальну фарбу і всі розташовані над ним шари. Панелі, виготовлені таким чином, проходять лабораторні випробування. Під час випробування методом ґратчастих надрізів відшаровування різних шарів покриття не відбувається. Опис кращих варіантів здійснення винаходу Надалі пояснення винаходу здійснюється за допомогою креслень, де: На Фіг. 1 показано схематичне зображення панелі 10 відповідно до винаходу з несучим шаром 12, який складається з полівінілхлориду; і На Фіг. 2 показано схематичний вигляд установки для нанесення покриття. На Фіг. 1 показано несучий шар 12, який забезпечує шпунтові з'єднання на своїх відповідних краях, які дозволяють з'єднувати окремі панелі 10 одна з одною. На несучий шар 12 наноситься ґрунтувальне покриття 14. У показаному зразковому варіанті здійснення винаходу на ґрунтувальне покриття 14 наноситься компенсаційний шар 16. Компенсаційний шар 16, таким чином, складається з шпаклівки, яка складається з високонаповненої акрилатної дисперсії. На компенсаційний шар 16 наноситься ґрунтувальна фарба 17. Зверху ґрунтувальної фарби 17 наноситься орнамент (декоративний шар) 18, бажано методом цифрового друку. Цей орнамент, залежно від використання, може бути довільним шаблоном. Над ґрунтовкою і над декоративним шаром наноситься шар полімеру 19, який твердне під дією УФ-випромінювання. Далі з посиланням на Фіг. 2 описано приклад виготовлення панелі згідно з винаходом, або згідно з методом, що стосується винаходу. На Фіг. 2 схематично показана установка для нанесення покриття плит або панелей 10. Панелі 10 для прикладу наведені у вигляді великих плит з ПВХ завтовшки 4-8 мм, які нарізані до потрібного розміру і форми у процесі надання остаточної форми. Етапи процесу не показані, оскільки вони відомі з попереднього рівня техніки. Плити 10 направляються системою роликового конвеєра 21 через різні станції установки для нанесення покриття. Зображені станції для нанесення покриття не слід розуміти однозначним чином. Вони показані лише як приклад для пояснення способу, що стосується винаходу. Перед, позаду і між показаними станціями можуть бути вставлені додаткові технологічні станції, наприклад, станції для сушіння, станції для нанесення ґрунтовки, станції для нанесення шпаклівки тощо. У першій показаній станції 30, ґрунтовка наноситься на основну поверхню плити 10 за допомогою рідкої завіси 31, яка складається з матеріалу для формування покриття. Рідка завіса 31 охоплює всю ширину плити, а плити транспортуються через цю завісу і таким чином на них наноситься покриття. Під установкою 30, з якої виходить завіса, розташований колектор 32, у якому збирається рідка завіса, коли через неї не проходить плита, наприклад, під час проміжку між двома послідовними плитами. Для матеріалу покриття ґрунтовки використовується водна дисперсія акрилату. На наступній станції сушіння 40 нанесена ґрунтовка сушиться гарячим повітрям, тобто з водної дисперсії акрилату видаляється вода. На станції 60 на ґрунтовку методом цифрового друку наноситься декоративний візерунок, зокрема, декор у вигляді натурального дерева. Після друку, на станції 70 наноситься полімерний шар. Полімерний шар наноситься з градієнтом твердості, таким чином, що твердість полімерного шару безперервно зменшується зі збільшенням глибини, видимої з поверхні 5 UA 111530 C2 5 10 15 полімерного шару. Таким чином, на станції 71 наноситься перший полімерний шар на основі акрилатної системи, здатної до полімеризації. На станції 72 на перший полімерний шар наноситься другий полімерний шар методом мокре по мокрому. Другий полімерний шар містить, наприклад, більшу кількість подвійних зв'язків, як описано стосовно вищезгаданого застосування щодо градієнта твердості. Обидва полімерні шари наносяться методом мокре по мокрому на станціях 71 і 72 таким чином, що на межі двох шарів відбувається часткове змішування. На станції 73 обидва полімерні шари разом тверднуть під дією УФвипромінювання. У кращому варіанті, станція 60 - це цифровий друкувальний пристрій з використанням друкувальної фарби на основі акрилату, здатного до полімеризації. В цьому випадку бажано, щоб між станціями 60 і 70 не відбувалось затвердіння друкувальної фарби, а в кращому варіанті використовувалась проміжна стадія сушіння, на якій з акрилата друкувальної фарби виводиться незначна кількість вологи. Після цього, на станції для затвердіння 73, друкувальна фарба і перший та другий полімерні шари спільно тверднуть, завдяки чому утворюється особливо міцна поверхня. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 60 1. Панель, яка містить несучий шар (12), виконаний з пластичного матеріалу і ґрунтувальної фарби (17), де ґрунтувальна фарба (17) містить надрукований орнамент (18) і затверділий полімерний шар (19), що наноситься зверху ґрунтувальної фарби, яка відрізняється тим, що друкувальна фарба, яка використовується для нанесення орнаменту (18) містить акрилат, здатний до полімеризації, та/або N-вінілкапролактам та тим, що друкувальна фарба і полімерний шар спільно тверднуть. 2. Панель за п. 1, яка відрізняється тим, що несучий шар (12) створений на основі полівінілхлориду. 3. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що полімерний шар (19) має градієнт твердості, завдяки чому твердість полімерного шару по суті безперервно зменшується зі збільшенням глибини, видимою з поверхні полімерного шару. 4. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що друкувальна фарба, яка використовується для нанесення орнаменту (18) містить акрилат, здатний до полімеризації, та N-вінілкапролактам з масовою витратою (%) від 2 до 50 у друкувальній фарбі. 5. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що використовується ґрунтовка (17) на основі водної акрилатної системи. 6. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що ґрунтувальна фарба (17) не є лаком, який твердне під дією УФ-випромінювання. 7. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що у несучому шарі (12) міститься пластифікатор від 5 до 50 % за масою. 8. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що несучий шар (12) має товщину від 3 до 20 мм. 9. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що під ґрунтувальною фарбою (17) на матеріал-носій (12) наноситься шар ґрунтовки (14), де шар ґрунтовки (14) має 2 граматуру від 3 до 20 г/м . 10. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що ґрунтувальна фарба 2 (17) має граматуру від 15 до 150 г/м . 11. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що ґрунтувальна фарба (17) має товщину від 5 до 300 мкм. 12. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що полімерний шар має або матиме стійкі до стирання частинки. 13. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що полімерний шар (19) утворений на основі одного або більше з наступних акрилатів: 1,6-гександіолдіакрилат, поліефір акрилат, поліуретан-ефір акрилової кислоти і діпропіленгліколь діакрилат. 14. Панель, за будь-яким із попередніх пунктів, яка відрізняється тим, що, крім орнаменту, (18) на ґрунтувальну фарбу (17) не наносяться інші додаткові декоративні шари. 15. Спосіб виготовлення панелі, який включає наступні етапи: (i) забезпечення несучого шару з пластичного матеріалу; (іі) нанесення ґрунтувальної фарби; (iii) нанесення орнаменту на ґрунтувальну фарбу, де орнамент видрукуваний друкувальною фарбою, здатною до полімеризації на основі акрилату, здатного до полімеризації, та/або Nвінілкапролактаму; 6 UA 111530 C2 5 10 15 (iv) нанесення щонайменше першого полімерного шару на ґрунтувальну фарбу; (v) затвердіння полімерного шару, де щонайменше друкувальна фарба і нанесений полімерний шар спільно тверднуть. 16. Спосіб за п. 15, в якому між етапами (iv) і (v) наносять щонайменше другий шар рідкого полімеру на ще вологий перший полімерний шар, таким чином, що відбувається часткове змішування полімерних шарів. 17. Спосіб за п. 16. який відрізняється тим, що етапи (iv) і (v) здійснюються таким чином, що затверділий полімерний шар забезпечує градієнт твердості, при цьому твердість покриття зменшується зі збільшенням глибини, видимої з поверхні отриманого покриття. 18. Спосіб за будь-яким із пунктів 15-17, який відрізняється тим, що орнамент видрукуваний друкувальною фарбою, здатною до полімеризації, включаючи друкувальну фарбу: а) на основі акрилату, здатного до полімеризації; а також b) N-вінілкапролактаму з масовою витратою (%) у друкувальній фарбі від 2 до 50 %. 19. Спосіб за будь-яким із пунктів 15-18, який відрізняється тим, що ґрунтовка на етапі (ii) наноситься методом наливу. 20. Спосіб за будь-яким із пунктів 15-19, який відрізняється тим, що після етапу (іі) ґрунтовка сушиться перед етапом (iii). Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюPlastic pvc panel
Автори англійськоюDohring, Dieter
Назва патенту російськоюПластиковая панель пвх
Автори російськоюДйоринг Дитэр
МПК / Мітки
МПК: B44C 5/04
Мітки: панель, пвх, пластикова
Код посилання
<a href="https://ua.patents.su/9-111530-plastikova-panel-pvkh.html" target="_blank" rel="follow" title="База патентів України">Пластикова панель пвх</a>
Багатошарова панель

Номер патенту: 29037
Опубліковано: 25.12.2007
Автор: Чайківський Остап Петрович
МПК: E04C 2/00
Мітки: багатошарова, панель
Формула / Реферат:
Багатошарова панель, яка складається з внутрішнього та зовнішніх шарів, склеєних між собою клеєм, один зовнішній шар виконаний у вигляді гіпсокартонної плити і має внутрішній шар утеплюючий з пінополістиролу або пінополіуретану, на торцях панель містить жолоб для встановлення несучих конструктивних елементів, яка відрізняється тим, що другий зовнішній шар виконаний у вигляді магнезитної плити.
Декоративна облицювальна панель
Номер патенту: 54604
Опубліковано: 10.11.2010
Автор: Мхітарян Артур Нверович
МПК: E04F 13/14
Мітки: декоративна, облицювальна, панель
Формула / Реферат:
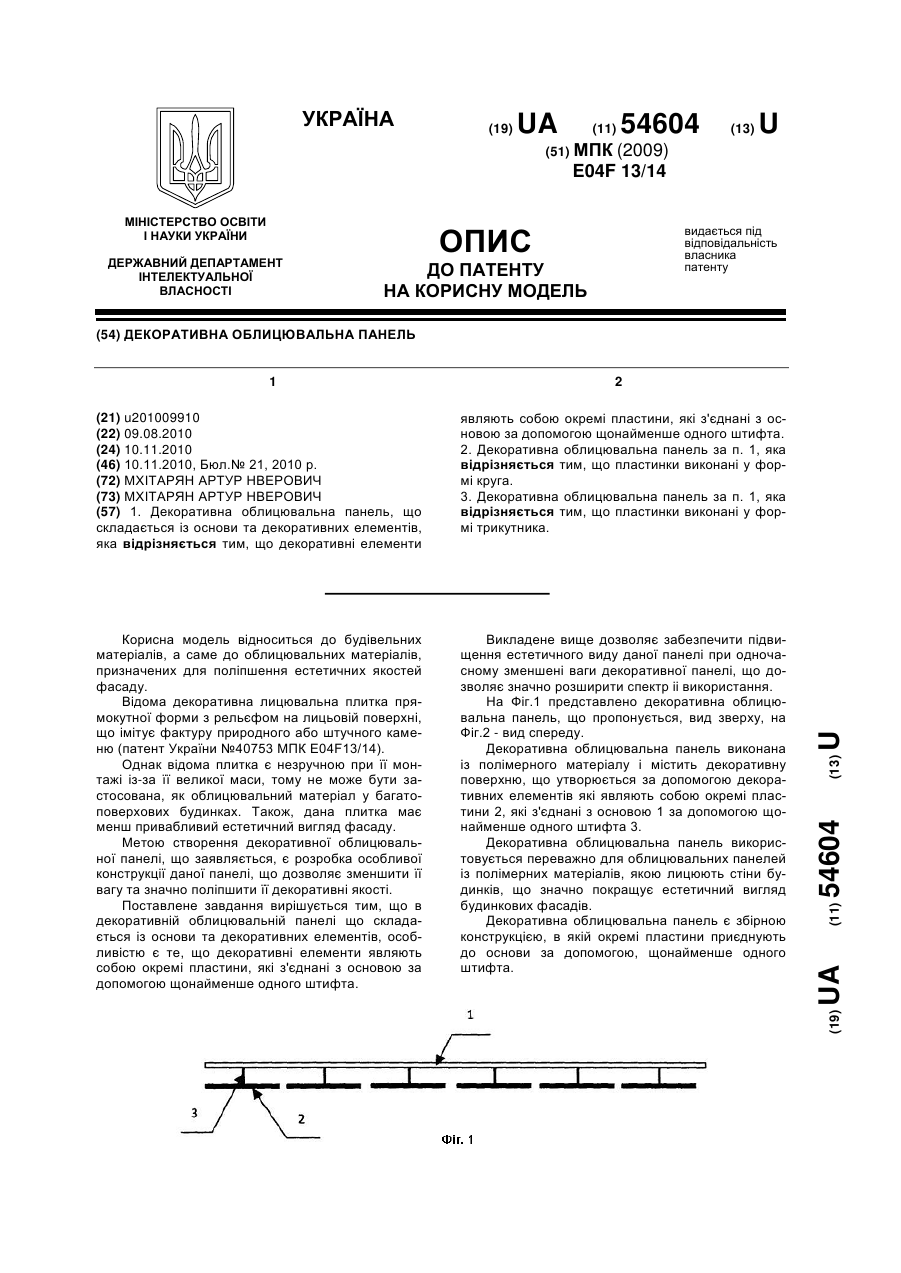
1. Декоративна облицювальна панель, що складається із основи та декоративних елементів, яка відрізняється тим, що декоративні елементи являють собою окремі пластини, які з'єднані з основою за допомогою щонайменше одного штифта.2. Декоративна облицювальна панель за п. 1, яка відрізняється тим, що пластинки виконані у формі круга.3. Декоративна облицювальна панель за п. 1, яка відрізняється тим, що пластинки виконані у формі...
Модульна будівельна панель
Номер патенту: 14748
Опубліковано: 15.05.2006
Автори: Новіков Василь Миколайович, Головін Олександр Вікторович
МПК: E04F 15/00
Мітки: модульна, панель, будівельна
Формула / Реферат:
1. Модульна будівельна панель, що містить пласку плиту, на подовжених кінцях якої розташовані закінцівки, яка відрізняється тим, що закінцівки виконані профільованими, одна з них виконана у вигляді замкненого профілю, а інша - у вигляді відкритого профілю, зовнішня конфігурація поверхні замкненої профільної закінцівки виконана такою, що відповідає внутрішній конфігурації поверхні відкритої профільної закінцівки, при цьому ці поверхні виконані...
Пластикова картка

Номер патенту: 2535
Опубліковано: 15.06.2004
Автор: Куницький Михайло Петрович
МПК: G11C 17/00
Мітки: картка, пластикова
Формула / Реферат:
Пластикова картка, що містить інформаційний блок рекламно-презентативного характеру, інформаційний блок технічного характеру, а також інформаційний блок для ініціалізації картки у вигляді скретч-панелі з ідентифікаційним кодом доступу, яка відрізняється тим, що скретч-панель введена в інформаційний блок рекламно-презентативного характеру та розташована на аверсі картки.
Будівельна панель мізероти
Номер патенту: 30079
Опубліковано: 11.02.2008
Автор: Мізерота Ігор Степанович
МПК: E04C 2/00
Мітки: будівельна, панель, мізероти
Формула / Реферат:
1. Будівельна панель, що має серцевину з газонаповненої пластмаси - пінопласту та внутрішній і зовнішній захисні шари, розташовані з обох сторін серцевини, яка відрізняється тим, що принаймні зовнішній захисний шар виконаний з будівельного крафт-паперу або склотканини, або тканини, або шкірозамінника, або пластику, або фанери, або алюмінієвої фольги.2. Панель за п. 1, яка відрізняється тим, що вона оснащена принаймні одним армувальним...
Попередній патент: Лопатка компресора з рециркуляцією примежового шару для керування відривом потоку
Наступний патент: Вузол з’єднання полімерних труб
Випадковий патент: Пляшка з соскою "валюша"