Спосіб отримання нетканого фільтрувального матеріалу з розплаву полімеру
Номер патенту: 119638
Опубліковано: 25.09.2017
Автори: Наумов Микола Іванович, Савченко Костянтин Кирилович, Заярнюк Віталій Андрійович, Дядюшко Віктор Романович, Кірєєв Юрій Миколайович, Васильченко Марія Миколаївна
Формула / Реферат
Спосіб отримання нетканого фільтрувального матеріалу з розплаву полімеру, що включає
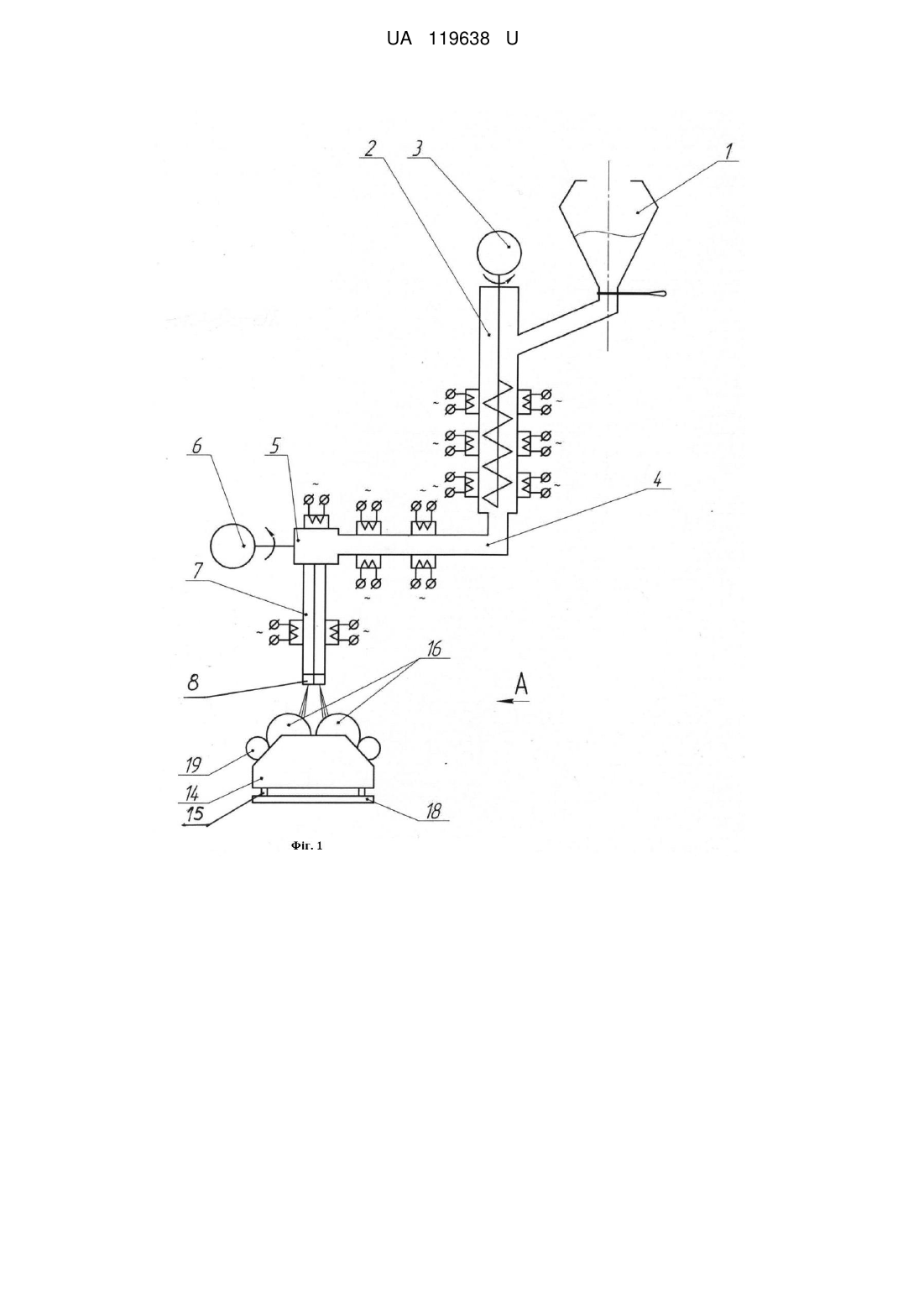
- плавлення і транспортування полімеру в екструдері (2),
- подачу розплаву полімеру з екструдера (2) через відвід (4) і вертикальний розплавопровід (7) до двох філь’єр (8),
- продавлювання розплаву через отвори двох філь’єр (8) у вигляді двох потоків синтетичних волокон,
- аеродинамічне формування двох потоків синтетичних волокон, що виходять з отворів двох філь’єр (8), шляхом їх одночасного нагріву і витягування потоками стиснутого повітря до необхідного діаметра волокон,
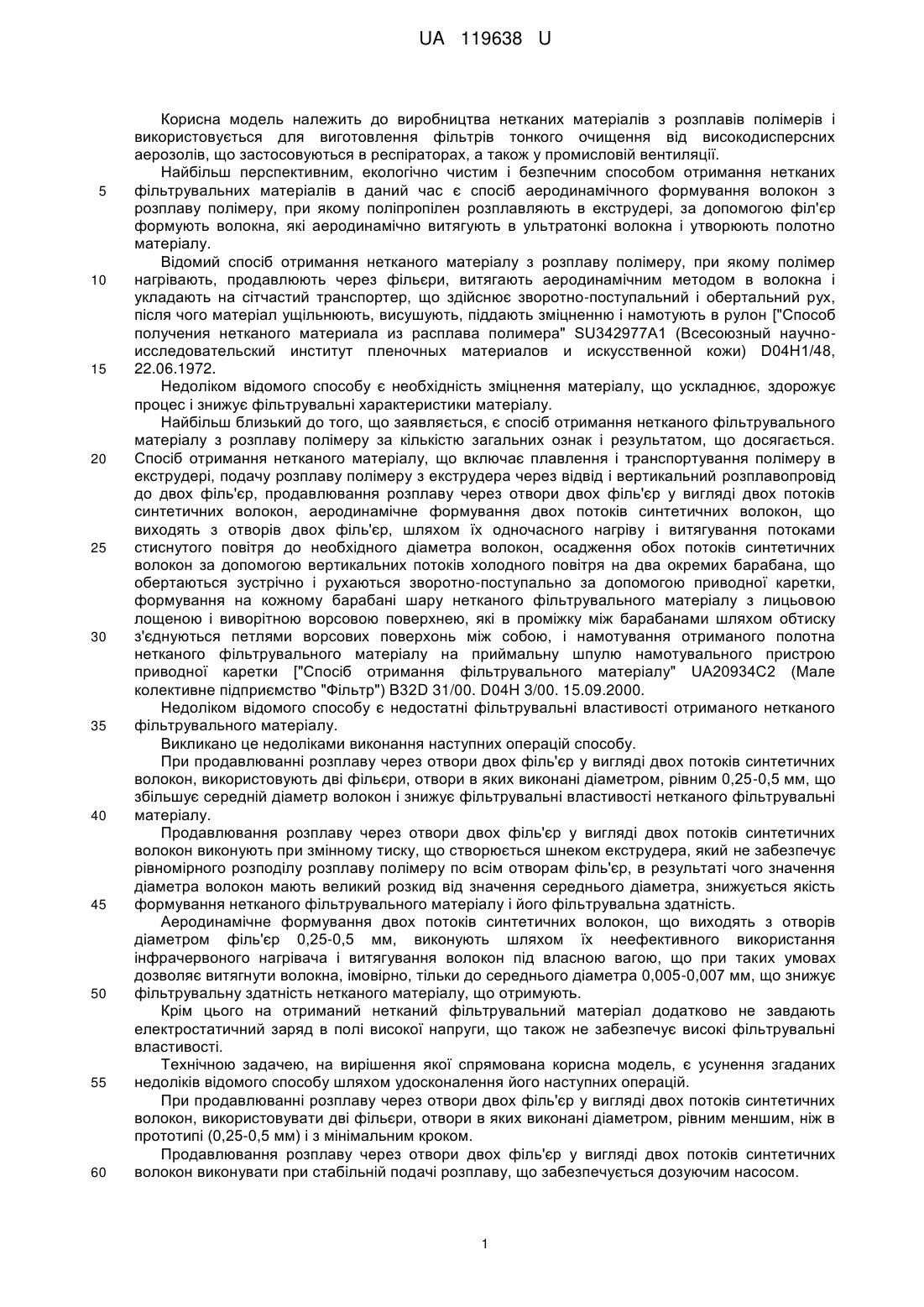
- осадження обох потоків синтетичних волокон за допомогою вертикальних потоків холодного повітря на два окремих барабана (16), що обертаються зустрічно і рухаються зворотно-поступально за допомогою приводної каретки (14),
- формування на кожному барабані (16) шару нетканого фільтруючого матеріалу з лицьовою лощеною і виворітною ворсовою поверхнею, які в проміжку між барабанами (16) шляхом обтиску з'єднуються петлями ворсових поверхонь між собою,
- і намотування отриманого полотна нетканого фільтрувального матеріалу на приймальну шпулю намотувального пристрою (19) приводної каретки (14),
який відрізняється тим, що
- при продавлюванні розплаву через отвори двох філь’єр (8) у вигляді двох потоків синтетичних волокон, використовують дві фільєри (8), отвори в яких виконують діаметром, рівним 0,20-0,35 мм, і розташовують в ряд з кроком, рівним 3 мм,
- продавлювання розплаву через отвори двох філь’єр (8) у вигляді двох потоків синтетичних волокон виконують при стабільній подачі полімеру, яку додатково створюють у вертикальному розплавопроводі (7) за допомогою дозуючого насоса (5),
- а аеродинамічне формування двох потоків синтетичних волокон, що виходять з отворів двох філь’єр (8), виконують шляхом їх одночасного нагріву і витягування до необхідного діаметра волокон, рівного 0,002-0,004 мм горизонтальними потоками гарячого повітря, що нагрівається за допомогою електронагрівачів,
- при цьому отриманий нетканий фільтрувальний матеріал додатково обробляють пульсуючим електростатичним полем з частотою, рівною 10-50 Гц, і напруженістю, яка дорівнює 5-15 кВ / см, з постійним відводом озону та іонів кисню.
Текст
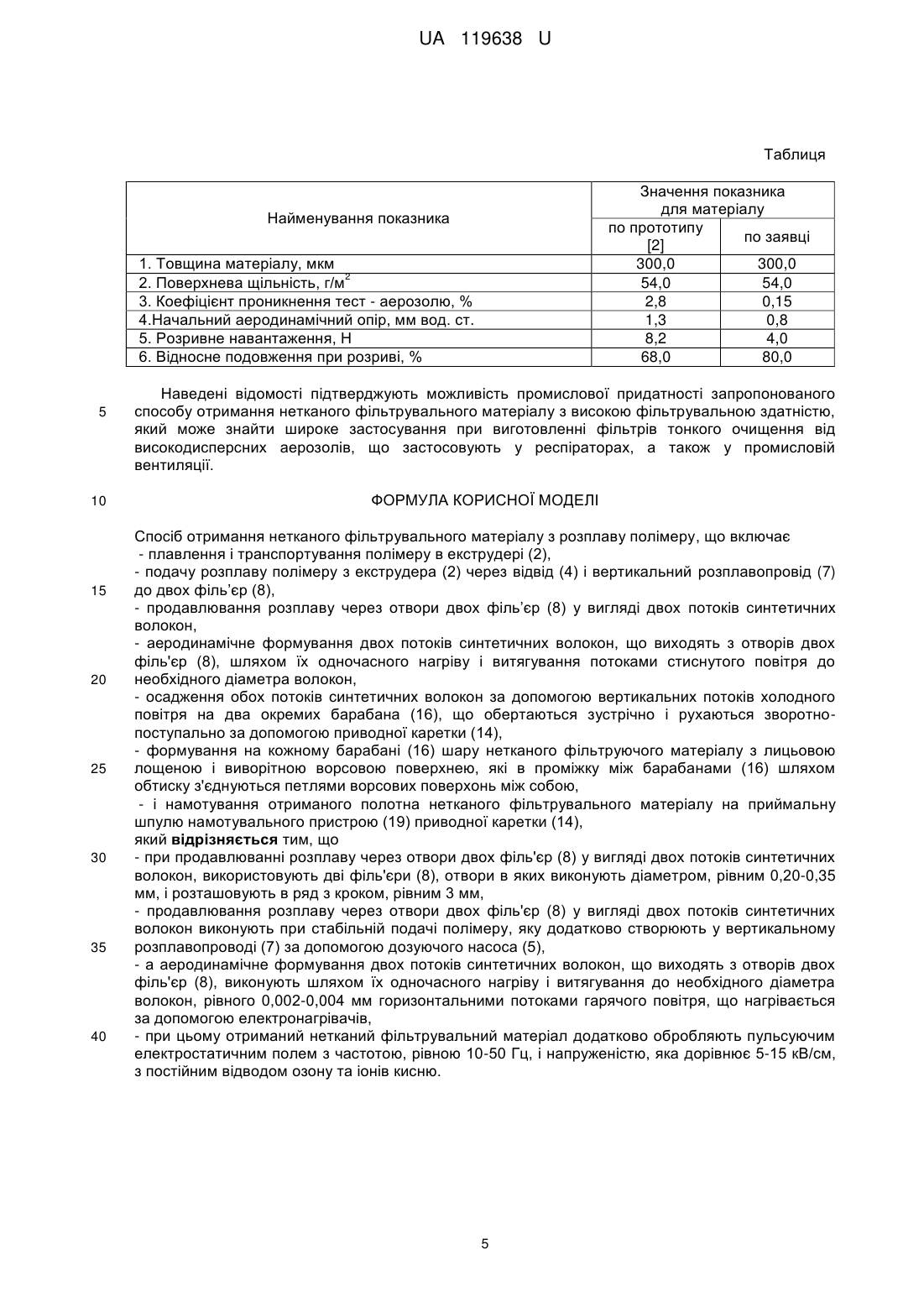
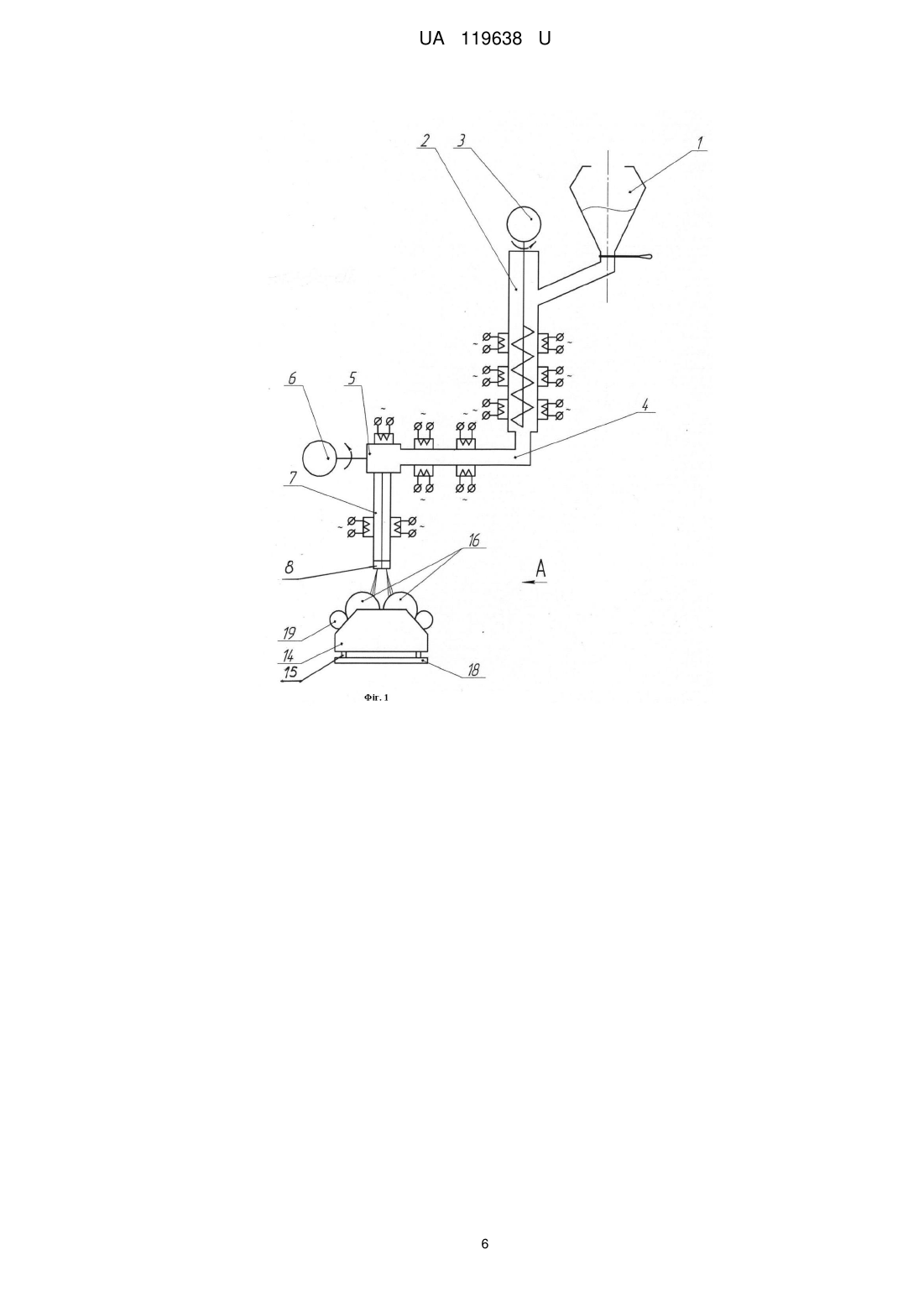
Реферат: Спосіб отримання нетканого фільтрувального матеріалу з розплаву полімеру включає плавлення і транспортування полімеру в екструдері, подачу розплаву полімеру з екструдера через відвід і вертикальний розплавопровід до двох філь’єр, продавлювання розплаву, аеродинамічне формування двох потоків синтетичних волокон, осадження обох потоків синтетичних волокон, формування на кожному барабані шару нетканого фільтруючого матеріалу, і намотування отриманого полотна нетканого фільтрувального матеріалу на приймальну шпулю намотувального пристрою приводної каретки. При цьому при продавлюванні розплаву через отвори двох філь’єр у вигляді двох потоків синтетичних волокон, використовують дві філь’єри, отвори в яких виконують діаметром, рівним 0,20-0,35 мм, і розташовують в ряд з кроком, рівним 3 мм, продавлювання розплаву виконують при стабільній подачі полімеру, яку додатково створюють у вертикальному розплавопроводі за допомогою дозуючого насосу, а аеродинамічне формування двох потоків синтетичних волокон виконують шляхом їх одночасного нагріву і витягування до необхідного діаметра волокон, рівного 0,0020,004 мм горизонтальними потоками гарячого повітря, при цьому отриманий нетканий фільтрувальний матеріал додатково обробляють пульсуючим електростатичним полем з частотою, рівною 10-50 Гц, і напруженістю, яка дорівнює 5-15 кВ / см, з постійним відводом озону та іонів кисню. UA 119638 U (12) UA 119638 U UA 119638 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до виробництва нетканих матеріалів з розплавів полімерів і використовується для виготовлення фільтрів тонкого очищення від високодисперсних аерозолів, що застосовуються в респіраторах, а також у промисловій вентиляції. Найбільш перспективним, екологічно чистим і безпечним способом отримання нетканих фільтрувальних матеріалів в даний час є спосіб аеродинамічного формування волокон з розплаву полімеру, при якому поліпропілен розплавляють в екструдері, за допомогою філ'єр формують волокна, які аеродинамічно витягують в ультратонкі волокна і утворюють полотно матеріалу. Відомий спосіб отримання нетканого матеріалу з розплаву полімеру, при якому полімер нагрівають, продавлюють через фільєри, витягають аеродинамічним методом в волокна і укладають на сітчастий транспортер, що здійснює зворотно-поступальний і обертальний рух, після чого матеріал ущільнюють, висушують, піддають зміцненню і намотують в рулон ["Способ получения нетканого материала из расплава полимера" SU342977A1 (Всесоюзный научноисследовательский институт пленочных материалов и искусственной кожи) D04H1/48, 22.06.1972. Недоліком відомого способу є необхідність зміцнення матеріалу, що ускладнює, здорожує процес і знижує фільтрувальні характеристики матеріалу. Найбільш близький до того, що заявляється, є спосіб отримання нетканого фільтрувального матеріалу з розплаву полімеру за кількістю загальних ознак і результатом, що досягається. Спосіб отримання нетканого матеріалу, що включає плавлення і транспортування полімеру в екструдері, подачу розплаву полімеру з екструдера через відвід і вертикальний розплавопровід до двох філь'єр, продавлювання розплаву через отвори двох філь'єр у вигляді двох потоків синтетичних волокон, аеродинамічне формування двох потоків синтетичних волокон, що виходять з отворів двох філь'єр, шляхом їх одночасного нагріву і витягування потоками стиснутого повітря до необхідного діаметра волокон, осадження обох потоків синтетичних волокон за допомогою вертикальних потоків холодного повітря на два окремих барабана, що обертаються зустрічно і рухаються зворотно-поступально за допомогою приводної каретки, формування на кожному барабані шару нетканого фільтрувального матеріалу з лицьовою лощеною і виворітною ворсовою поверхнею, які в проміжку між барабанами шляхом обтиску з'єднуються петлями ворсових поверхонь між собою, і намотування отриманого полотна нетканого фільтрувального матеріалу на приймальну шпулю намотувального пристрою приводної каретки ["Спосіб отримання фільтрувального матеріалу" UA20934C2 (Мале колективне підприємство "Фільтр") B32D 31/00. D04H 3/00. 15.09.2000. Недоліком відомого способу є недостатні фільтрувальні властивості отриманого нетканого фільтрувального матеріалу. Викликано це недоліками виконання наступних операцій способу. При продавлюванні розплаву через отвори двох філь'єр у вигляді двох потоків синтетичних волокон, використовують дві фільєри, отвори в яких виконані діаметром, рівним 0,25-0,5 мм, що збільшує середній діаметр волокон і знижує фільтрувальні властивості нетканого фільтрувальні матеріалу. Продавлювання розплаву через отвори двох філь'єр у вигляді двох потоків синтетичних волокон виконують при змінному тиску, що створюється шнеком екструдера, який не забезпечує рівномірного розподілу розплаву полімеру по всім отворам філь'єр, в результаті чого значення діаметра волокон мають великий розкид від значення середнього діаметра, знижується якість формування нетканого фільтрувального матеріалу і його фільтрувальна здатність. Аеродинамічне формування двох потоків синтетичних волокон, що виходять з отворів діаметром філь'єр 0,25-0,5 мм, виконують шляхом їх неефективного використання інфрачервоного нагрівача і витягування волокон під власною вагою, що при таких умовах дозволяє витягнути волокна, імовірно, тільки до середнього діаметра 0,005-0,007 мм, що знижує фільтрувальну здатність нетканого матеріалу, що отримують. Крім цього на отриманий нетканий фільтрувальний матеріал додатково не завдають електростатичний заряд в полі високої напруги, що також не забезпечує високі фільтрувальні властивості. Технічною задачею, на вирішення якої спрямована корисна модель, є усунення згаданих недоліків відомого способу шляхом удосконалення його наступних операцій. При продавлюванні розплаву через отвори двох філь'єр у вигляді двох потоків синтетичних волокон, використовувати дві фільєри, отвори в яких виконані діаметром, рівним меншим, ніж в прототипі (0,25-0,5 мм) і з мінімальним кроком. Продавлювання розплаву через отвори двох філь'єр у вигляді двох потоків синтетичних волокон виконувати при стабільній подачі розплаву, що забезпечується дозуючим насосом. 1 UA 119638 U 5 10 15 20 25 30 35 40 45 50 55 60 Аеродинамічне формування двох потоків синтетичних волокон, що виходять з отворів двох філь'єр, виконують шляхом їх одночасного нагріву і витягування горизонтальними потоками гарячого повітря, що нагріваються за допомогою електронагрівачів, до діаметра волокон, меншого, ніж у прототипі (імовірно 0,005-0,007 мм). Крім цього отриманий нетканий фільтрувальний матеріал доцільно додатково обробити пульсуючим електростатичним полем, що також підвищує його фільтрувальну здатність. Технічний результат, який досягається при використанні удосконаленого способу, полягає в отриманні нетканого фільтрувального матеріалу з розплаву полімеру, в підвищенні його фільтрувальних властивостей. Поставлена технічна задача вирішується, а технічний результат досягається в способі отримання нетканого фільтрувального матеріалу з розплаву полімеру, що включає: - плавлення і транспортування полімеру в екструдері, - подачу розплаву полімеру з екструдера через відвід і вертикальний розплавопровід до двох філь'єр, - продавлювання розплаву через отвори двох філь'єр у вигляді двох потоків синтетичних волокон, - аеродинамічне формування двох потоків синтетичних волокон, що виходять з отворів двох філь'єр, шляхом їх одночасного нагріву і витягування потоками стиснутого повітря до необхідного діаметра волокон, - осадження обох потоків синтетичних волокон за допомогою вертикальних потоків холодного повітря на два окремих барабана, що обертаються зустрічно і рухаються зворотнопоступально за допомогою приводної каретки, - формування на кожному барабані шару нетканого фільтрувального матеріалу з лицьовою лощеною і виворітною ворсовою поверхнею, які в проміжку між барабанами шляхом обтиску з'єднуються петлями ворсових поверхонь між собою, - і намотування отриманого полотна нетканого фільтрувального матеріалу на приймальну шпулю намотувального пристрою приводної каретки, Згідно з корисною моделлю, - при продавлюванні розплаву через отвори двох філь'єр у вигляді двох потоків синтетичних волокон, використовують дві фільєри, отвори в яких виконують діаметром, рівним 0,20-0,35 мм, і розташовують в ряд з кроком, рівним 3 мм, - продавлювання розплаву через отвори двох філь'єр у вигляді двох потоків синтетичних волокон виконують при стабільній подачі полімеру, яку додатково створюють у вертикальному розплавопроводі за допомогою дозуючого насоса, - аеродинамічне формування двох потоків синтетичних волокон, що виходять з отворів двох філь'єр, виконують шляхом їх одночасного нагріву і витягування до необхідного діаметра волокон, рівного 0,002-0,004 мм горизонтальними потоками гарячого повітря, що нагрівається за допомогою електронагрівачів, - при цьому отриманий нетканий фільтрувальний матеріал додатково обробляють пульсуючим електростатичним полем з частотою, рівною 10-50 Гц, і напруженістю, яка дорівнює 5-15 кВ / см, з постійним відводом озону та іонів кисню. У зв'язку з тим, що при продавлюванні розплаву через отвори двох філь'єр у вигляді двох потоків синтетичних волокон використовують дві філь'єри, отвори в яких виконують діаметром, рівним 0,20-0,35 мм, і розташовують в ряд з кроком, рівним 3 мм, забезпечується формування більшої кількості волокон меншого ніж в прототипі діаметра, що при подальшому формуванні з них нетканого фільтрувального матеріалу забезпечує останньому підвищення фільтрувальних властивостей. Завдяки тому, що продавлювання розплаву через отвори двох філь'єр у вигляді двох потоків синтетичних волокон виконують при стабільній подачі полімеру, яку додатково створюють у вертикальному розплавопроводі за допомогою дозуючого насоса, забезпечується розподіл розплаву полімеру рівномірно по всім отворам філь'єр, в результаті чого досягається стабільність отримання середнього діаметра волокон, що підвищує якість нетканого фільтрувального матеріалу і його фільтрувальну здатність. А аеродинамічне формування двох потоків синтетичних волокон, що виходять з отворів двох філь'єр, виконують шляхом їх одночасного нагріву і витягування до необхідного діаметра волокон, рівного 0,002-0,004 мм горизонтальними потоками гарячого повітря, що нагрівається за допомогою електронагрівачів, а також подальше їх осадження на барабани вертикальними швидкісними потоками холодного повітря, забезпечує формування ультратонкого волокна на барабанах шарів нетканого фільтрувального матеріалу, їх з'єднання і намотування отриманого нетканого фільтрувального матеріалу на намотувальний пристрій приводної каретки, в 2 UA 119638 U 5 10 15 20 25 30 35 40 45 50 55 60 результаті чого отримують якісний нетканий фільтрувальний матеріал з високою фільтрувальною здатністю. При цьому, у зв'язку з цим, отриманий нетканий фільтрувальний матеріал додатково обробляють пульсуючим електростатичним полем з частотою, рівною 10-50 Гц, і напруженістю, яка дорівнює 5-15 кВ / см, з постійним відводом озону та іонів кисню забезпечується додаткове підвищення його фільтруючої здатності за рахунок електростатичного заряду, що притягує частинки аерозолю з потоку повітря, що очищається. Надалі корисна модель пояснюється прикладом її здійснення з посиланнями на прикладені креслення установки для отримання нетканого фільтрувального матеріалу з розплаву полімеру. На фіг. 1 зображена схема установки для отримання нетканого фільтрувального матеріалу з розплаву полімеру, за допомогою якої здійснено пропонований спосіб, загальний вид. На фіг. 2 зображений вид А на фіг. 1. Пропонований спосіб отримання нетканого фільтрувального матеріалу з розплаву полімеру здійснений за допомогою установки пристрою, який схематично наведений на фіг. 1,2. Установка для отримання нетканого фільтрувального матеріалу з розплаву полімеру включає (фіг. 1,2): 1. Бункер-живильник 2. Екструдер 3. Привід екструдера 4. Відвід 5. Дозуючий насос 6. Привід дозуючого насоса 7. Розплавопровід 8. Дві фільєри 9. Нагрівач 10. Сопла 11. Повітровід 12. Вентилятор високого тиску 13. Фільтр очищення повітря 14. Приводна каретка 15. Роликові опори 16. Барабани 17. Привід каретки 18. Платформа 19. Намотувальний пристрій. У загальному випадку пропонований спосіб отримання нетканого фільтрувального матеріалу з розплаву полімеру здійснюють наступним чином (фіг. 1,2). Гранульований полімер, зокрема поліпропілен відповідної марки, завантажують в бункерживильник 1, звідки він через відкритий шибер надходить у завантажувальну верхню зону вертикально розташованого екструдера 2. Обертання вертикального шнека екструдера 2 здійснюють за допомогою приводу 3, який включає асинхронний електродвигун і редуктор. У екструдері 2 здійснюють плавлення і гомогенізацію, а за допомогою вертикального шнека екструдера 2 і приводу 3 транспортування полімеру. У екструдері 2 забезпечують постійний зонний нагрів розплаву полімеру, за допомогою електронагрівачів з можливістю автоматичного регулювання температури по зонах. Потім виконують подачу розплаву полімеру з екструдера 2 через відвід 4, дозуючий насос 5, забезпечений приводом 6, і вертикальний розплавопровід 7 до двох філь'єр 8, встановленим в нижній частині розплавопроводу 7. У відводі 4 і вертикальному розплавопроводі 7 забезпечують постійний зонний нагрів розплаву полімеру, за допомогою електронагрівачів з можливістю автоматичного регулювання температури по зонах. Продуктивність подачі розплаву до двох філь'єр 8 регулюють приводом 6 дозуючого насоса 5 в межах 0,5-15,0 кг/год. за допомогою тиристорного перетворювача. Потім виконують продавлювання розплаву через отвори двох філь'єр 8 у вигляді двох потоків синтетичних волокон, для чого використовують дві фільєри 8, отвори в яких виконують діаметром, рівним 0,20-0,35 мм, і розташовують в ряд з кроком, рівним 3 мм, що забезпечує формування більшої кількості волокон меншого ніж в прототипі діаметра, що при подальшому формуванні з них нетканого фільтрувального матеріалу забезпечує останньому підвищення фільтрувальних властивостей. 3 UA 119638 U 5 10 15 20 25 30 35 40 45 50 Продавлювання розплаву через отвори двох філь'єр 8, яке здійснюють у вигляді двох потоків синтетичних волокон при стабільній подачі полімеру, створюваної в вертикальному розплавопроводі 7 за допомогою дозуючого насоса 5, забезпеченого приводом 6. Це забезпечує розподіл розплаву полімеру рівномірно по всім отворам філь'єр 8, в результаті чого досягається стабільність отримання середнього діаметра волокон, що підвищує якість нетканого фільтрувального матеріалу і його фільтрувальну здатність. Потім виконують аеродинамічне формування двох потоків синтетичних волокон, що виходять з отворів двох філь'єр 8 шляхом їх одночасного нагріву і витягування до необхідного діаметра волокон, рівного 0,002-0,004 мм горизонтальними потоками гарячого повітря, що нагрівається за допомогою електронагрівачів 9. Це забезпечує формування ультратонкого волокна, необхідного для отримання в подальшому якісного нетканого фільтрувального матеріалу з високою фільтрувальною здатністю. Після чого на нагріті два потоки синтетичних волокон впливають вертикальними швидкісними потоками холодного повітря, що виходять через сопла 10. Повітря в сопла 10 подають через повітропровід 11 вентилятором 12 високого тиску, який попередньо пропускають через фільтр 13 очистки повітря. Знизу філь'єр 8 розташовують приводну каретку 14, забезпечену опорними роликами 15, двома барабанами 16, приводом 17 каретки, платформою 18 і намотувальними пристроями 19 (приймальними шпулями). Після аеродинамічного формування двох потоків синтетичних волокон виходять з отворів двох філь'єр 8 шляхом їх одночасного нагріву і витягування до необхідного діаметра волокон, рівного 0,002-0,004 мм горизонтальними потоками гарячого повітря, що нагрівається за допомогою електронагрівачів 9, згадані потоки ультратонкого волокна осаджують за допомогою вертикальних потоків холодного повітря, що виходять через сопла 10, на два окремих барабана 16, що обертаються зустрічно і рухаються зворотно-поступально за допомогою приводної каретки 14. При цьому відбувається послідовне рівномірне напилення елементарних волокон на барабани 16 по всій їх довжині і формування на кожному барабані 16 шару нетканого фільтрувального матеріалу шириною до 800 мм з лицьовою лощеною і виворітною ворсовою поверхнею, які в проміжку між барабанами 16 шляхом обтиску з'єднуються петлями ворсових поверхонь між собою. Після цього здійснюють намотування отриманого полотна нетканого фільтрувального матеріалу на приймальну шпулю намотувального пристрою 19 приводної каретки 14. Приймальна шпуля намотувального пристрою 19 щільно притискається до барабана 16 і за рахунок сил тертя обертається синхронно з барабаном 16 з тією ж лінійною швидкістю. Отриманий нетканий фільтрувальний матеріал додатково обробляють пульсуючим електростатичним полем з частотою, рівною 10-50 Гц, і напруженістю, яка дорівнює 5-15 кВ/см, з постійним відводом озону та іонів кисню. Це забезпечує додаткове підвищення фільтрувальної здатності нетканого фільтрувального матеріалу за рахунок електростатичного активного притягання їм пилу з потоку повітря, що очищається. Згідно з корисною моделлю, намотування ведуть в одну сторону одночасно з двох барабанів 16 і отримують двошаровий нетканий фільтруючий матеріал лицьовою лощеною і виворітною ворсовою поверхнею. При необхідності намотування ведуть на окремі шпулі намотувального пристрою 19 приводної каретки 14, розташовані біля кожного барабана 16 з зовнішнього боку, в цьому випадку отримують одношаровий нетканий фільтруючий матеріал з лицьовою лощеною і виворітною ворсовою поверхнею. Таким чином, пропонований удосконалений спосіб дозволяє отримати з розплаву полімеру нетканий фільтрувальний матеріал з високими фільтрувальними властивостями. У порівнянні з прототипом [2], отриманий заявлений нетканий фільтрувальний матеріал має показники, наведені в таблиці. 4 UA 119638 U Таблиця Значення показника для матеріалу по прототипу по заявці [2] 300,0 300,0 54,0 54,0 2,8 0,15 1,3 0,8 8,2 4,0 68,0 80,0 Найменування показника 1. Товщина матеріалу, мкм 2 2. Поверхнева щільність, г/м 3. Коефіцієнт проникнення тест - аерозолю, % 4.Начальний аеродинамічний опір, мм вод. ст. 5. Розривне навантаження, Н 6. Відносне подовження при розриві, % 5 10 15 20 25 30 35 40 Наведені відомості підтверджують можливість промислової придатності запропонованого способу отримання нетканого фільтрувального матеріалу з високою фільтрувальною здатністю, який може знайти широке застосування при виготовленні фільтрів тонкого очищення від високодисперсних аерозолів, що застосовують у респіраторах, а також у промисловій вентиляції. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб отримання нетканого фільтрувального матеріалу з розплаву полімеру, що включає - плавлення і транспортування полімеру в екструдері (2), - подачу розплаву полімеру з екструдера (2) через відвід (4) і вертикальний розплавопровід (7) до двох філь’єр (8), - продавлювання розплаву через отвори двох філь’єр (8) у вигляді двох потоків синтетичних волокон, - аеродинамічне формування двох потоків синтетичних волокон, що виходять з отворів двох філь'єр (8), шляхом їх одночасного нагріву і витягування потоками стиснутого повітря до необхідного діаметра волокон, - осадження обох потоків синтетичних волокон за допомогою вертикальних потоків холодного повітря на два окремих барабана (16), що обертаються зустрічно і рухаються зворотнопоступально за допомогою приводної каретки (14), - формування на кожному барабані (16) шару нетканого фільтруючого матеріалу з лицьовою лощеною і виворітною ворсовою поверхнею, які в проміжку між барабанами (16) шляхом обтиску з'єднуються петлями ворсових поверхонь між собою, - і намотування отриманого полотна нетканого фільтрувального матеріалу на приймальну шпулю намотувального пристрою (19) приводної каретки (14), який відрізняється тим, що - при продавлюванні розплаву через отвори двох філь'єр (8) у вигляді двох потоків синтетичних волокон, використовують дві філь'єри (8), отвори в яких виконують діаметром, рівним 0,20-0,35 мм, і розташовують в ряд з кроком, рівним 3 мм, - продавлювання розплаву через отвори двох філь'єр (8) у вигляді двох потоків синтетичних волокон виконують при стабільній подачі полімеру, яку додатково створюють у вертикальному розплавопроводі (7) за допомогою дозуючого насоса (5), - а аеродинамічне формування двох потоків синтетичних волокон, що виходять з отворів двох філь'єр (8), виконують шляхом їх одночасного нагріву і витягування до необхідного діаметра волокон, рівного 0,002-0,004 мм горизонтальними потоками гарячого повітря, що нагрівається за допомогою електронагрівачів, - при цьому отриманий нетканий фільтрувальний матеріал додатково обробляють пульсуючим електростатичним полем з частотою, рівною 10-50 Гц, і напруженістю, яка дорівнює 5-15 кВ/см, з постійним відводом озону та іонів кисню. 5 UA 119638 U 6 UA 119638 U Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B01D 39/16, D04H 1/52, B01D 39/00, D04H 3/00
Мітки: розплаву, спосіб, отримання, нетканого, фільтрувального, полімеру, матеріалу
Код посилання
<a href="https://ua.patents.su/9-119638-sposib-otrimannya-netkanogo-filtruvalnogo-materialu-z-rozplavu-polimeru.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання нетканого фільтрувального матеріалу з розплаву полімеру</a>
Спосіб отримання фільтрувального матеріалу з розплаву полімеру
Номер патенту: 26981
Опубліковано: 10.10.2007
Автори: Поляков Віталій Станіславович, Поляков Микола Васильович, Ємченко Ольга Миколаївна
МПК: B01D 39/00
Мітки: фільтрувального, розплаву, матеріалу, отримання, спосіб, полімеру
Формула / Реферат:
Спосіб отримання фільтрувального матеріалу з розплаву полімеру, що включає аеродинамічне формування синтетичних ниток, напилювання їх на поверхню приймального пристрою, що рухається поступально й обертається, й формування матеріалу на ньому, який відрізняється тим, що після формування матеріал поміщають в електростатичне поле напруженістю 8-15 кВ/см при абсолютній вологості повітря 15-20 мг/л і температурі 18-25 °С.
Спосіб отримання нетканого фільтрувального матеріалу
Номер патенту: 8164
Опубліковано: 15.07.2005
Автори: Добрянський Леонід Анатолійович, Дзюба Сергій Вікторович, Пономарьов Володимир Львович
МПК: B01D 39/00, B01D 39/16
Мітки: нетканого, спосіб, матеріалу, фільтрувального, отримання
Формула / Реферат:
Спосіб отримання нетканого фільтрувального матеріалу з розплаву полімеру в полі високої напруги, що включає екструзію полімерного матеріалу волокноутворювальною головкою, дію на волокна розплаву потоком стисненого повітря у напрямку оправки, пошарове вкладання волокон на оправці у фільтрувальні шари, який відрізняється тим, що електрокінетичного потенціалу однойменного заряду надають волокну полімеру за рахунок впливу електричним полем,...
Спосіб одержання фільтруючого матеріалу з розплаву полімеру
Номер патенту: 32605
Опубліковано: 15.02.2001
Автори: Ємченко Ольга Миколаївна, Поляков Микола Васильович, Щербакова Ольга Анатольєвна, Пєстун Анатолій Фьодоровіч, Теличко Едуард Миколайович, Чебикін Валєнтін Васільєвіч, Бурих Юрій Євгенович, Піскунов Микола Володимирович, Барласов Владлен Павлович, Казаков Ігор Анатольович
МПК: B01D 39/16
Мітки: спосіб, полімеру, фільтруючого, одержання, матеріалу, розплаву
Формула / Реферат:
Спосіб одержання фільтруючого матеріалу з розплаву полімеру, що містить екструдування полімеру через фільєру , витягання нитки потоком стиснутого повітря і формування матеріалу на приймальній поверхні, який відрізняється тим, що після формування матеріал розміщують в електростатичному полі напруженістю 5 – 12 кВ/см при абсолютній вологості повітря 5 – 20 мг/л і температурі 10 – 80оС.
Спосіб отримання тонковолокнистого фільтрувального матеріалу
Номер патенту: 116946
Опубліковано: 12.06.2017
Автори: Сова Надія Володимирівна, Іскандаров Руслан Шоімардонович, Савченко Богдан Михайлович, Будаш Юрій Олександрович, Резанова Наталія Михайлівна, Плаван Вікторія Петрівна
МПК: B01D 39/16, D01F 8/00, B33Y 10/00, D01F 8/04
Мітки: матеріалу, фільтрувального, отримання, спосіб, тонковолокнистого
Формула / Реферат:
1. Спосіб отримання тонковолокнистого фільтрувального матеріалу, що включає змішування волокноутворюючого і матричного полімерів, формування композиційної плівки та екстракцію матричного полімеру, який відрізняється тим, що після змішування полімерів формують композиційну стренгу на одношнековому екструдері, а формування композиційної плівки здійснюють методом адитивного нанесення розплаву суміші полімерів на 3D принтері із композиційної...
Спосіб отримання тонковолокнистого фільтрувального матеріалу

Номер патенту: 117468
Опубліковано: 26.06.2017
Автор: Цебренко Ірина Олександрівна
МПК: D01F 8/04, B01D 39/16
Мітки: спосіб, фільтрувального, тонковолокнистого, отримання, матеріалу
Формула / Реферат:
Спосіб отримання тонковолокнистого фільтрувального матеріалу, що включає змішування волокноутворюючого і матричного полімерів, формування композиційної плівки та екстракцію матричного полімеру, який відрізняється тим, що попередньо змішують два волокноутворюючих полімери, один із яких є основним, а як другий волокноутворюючий полімер вибирають співполімер з низькою температурою плавлення, який має спорідненість до основного...
Попередній патент: Спосіб визначення автентичності товару
Наступний патент: Метод епізоотичної оцінки місцевості щодо іксодових кліщів
Випадковий патент: П'єзоелектричний перетворювач механічних величин