Шнековий набір преса для віджимання олії

Формула / Реферат
1. Шнековий набір преса для віджимання олії, що виконаний у вигляді змонтованого на валу набору втулок з витками шнека і проміжних втулок, який відрізняється тим, що проміжні втулки, а також втулки з шнековими витками мають наплавлений шар зі зносостійкого матеріалу та встановлені знімно на валу з можливістю сприйняття обертального моменту.
2. Шнековий набір за п. 1, який відрізняється тим, що наплавлений шар зі зносостійкого матеріалу виконаний по зовнішньому діаметру шнекових витків або по зовнішньому діаметру витків та напірній поверхні шнекових витків.
3. Шнековий набір за п. 1, який відрізняється тим, що наплавлений шар зі зносостійкого матеріалу на останній втулці зі шнековими витками виконаний по всій поверхні витків та зовнішній поверхні маточини.
4. Шнековий набір за п. 1, який відрізняється тим, що не менш ніж за одною втулкою з шнековими витками, в напрямку подачі сировини, встановлені проміжні компресійні втулки, з можливістю місцевої зміни прохідного перерізу, які мають конусну поверхню з боку надходження сировини із збільшенням її діаметра в напрямку подачі сировини, та наплавленим шаром зносостійкого матеріалу на поверхні.
5. Шнековий набір за п. 4, який відрізняється тим, що не менш ніж за одною компресійною втулкою встановлені проміжні втулки-розпушувачі з наплавленим шаром зносостійкого матеріалу на зубцях.
6. Шнековий набір за п. 1, який відрізняється тим, що основний матеріал втулок з шнековими витками та проміжних втулок конструкційна сталь або низьколегована конструкційна сталь.
7. Шнековий набір за п. 1, який відрізняється тим, що як наплавлений шар зі зносостійкого матеріалу використовується високолегована мартенситна сталь або високолегована мартенситно-феритна сталь, або високолегована феритна сталь, або високолегована аустенітно-мартенситна сталь, або високолегована аустенітно-феритна сталь, або високолегована аустенітна сталь, або легована перлітна сталь, або матеріал, який має мартенситну структуру та містить борид заліза та карбід заліза, або підшипникова сталь, або карбідовмісний сплав.
Текст
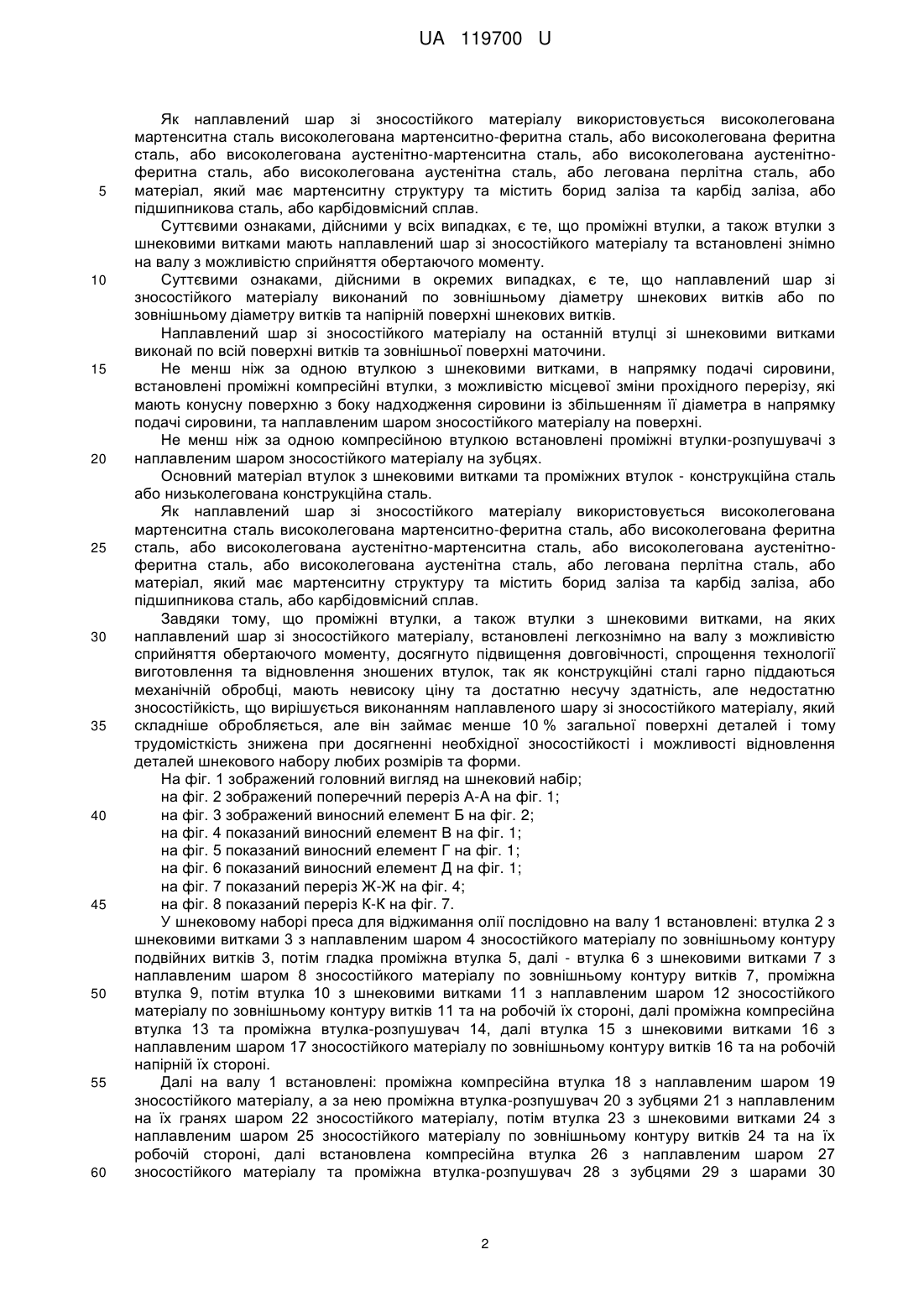
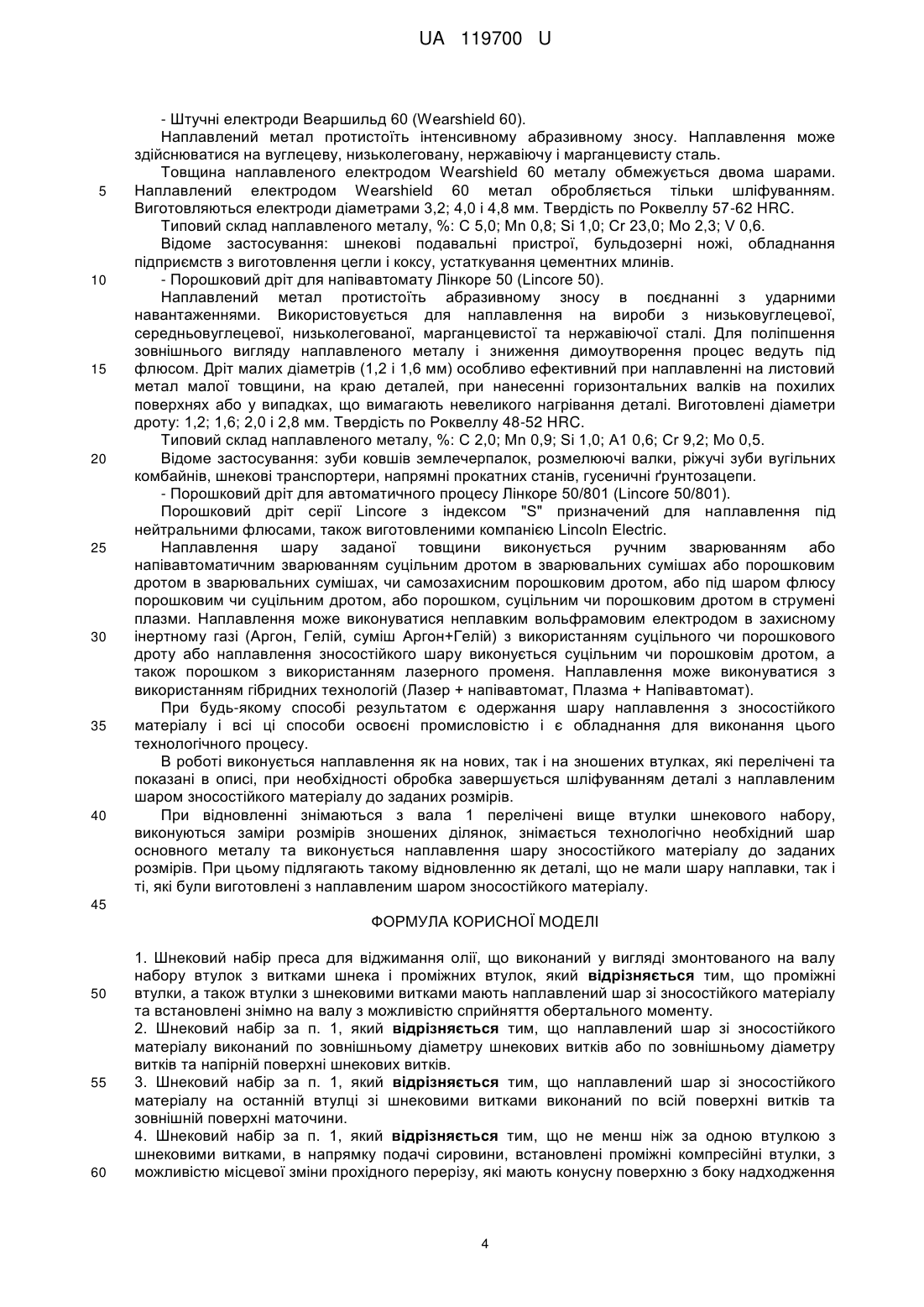
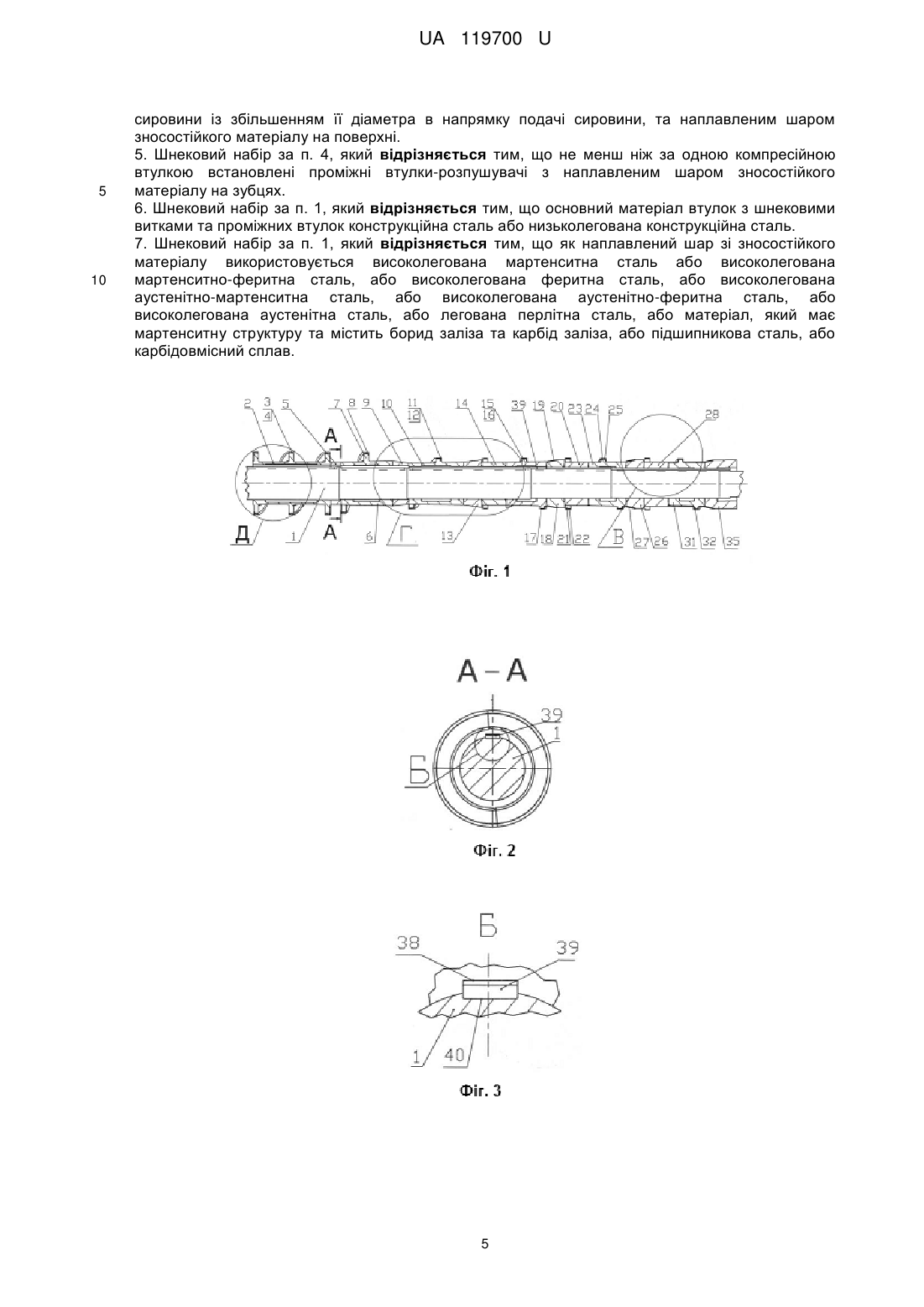
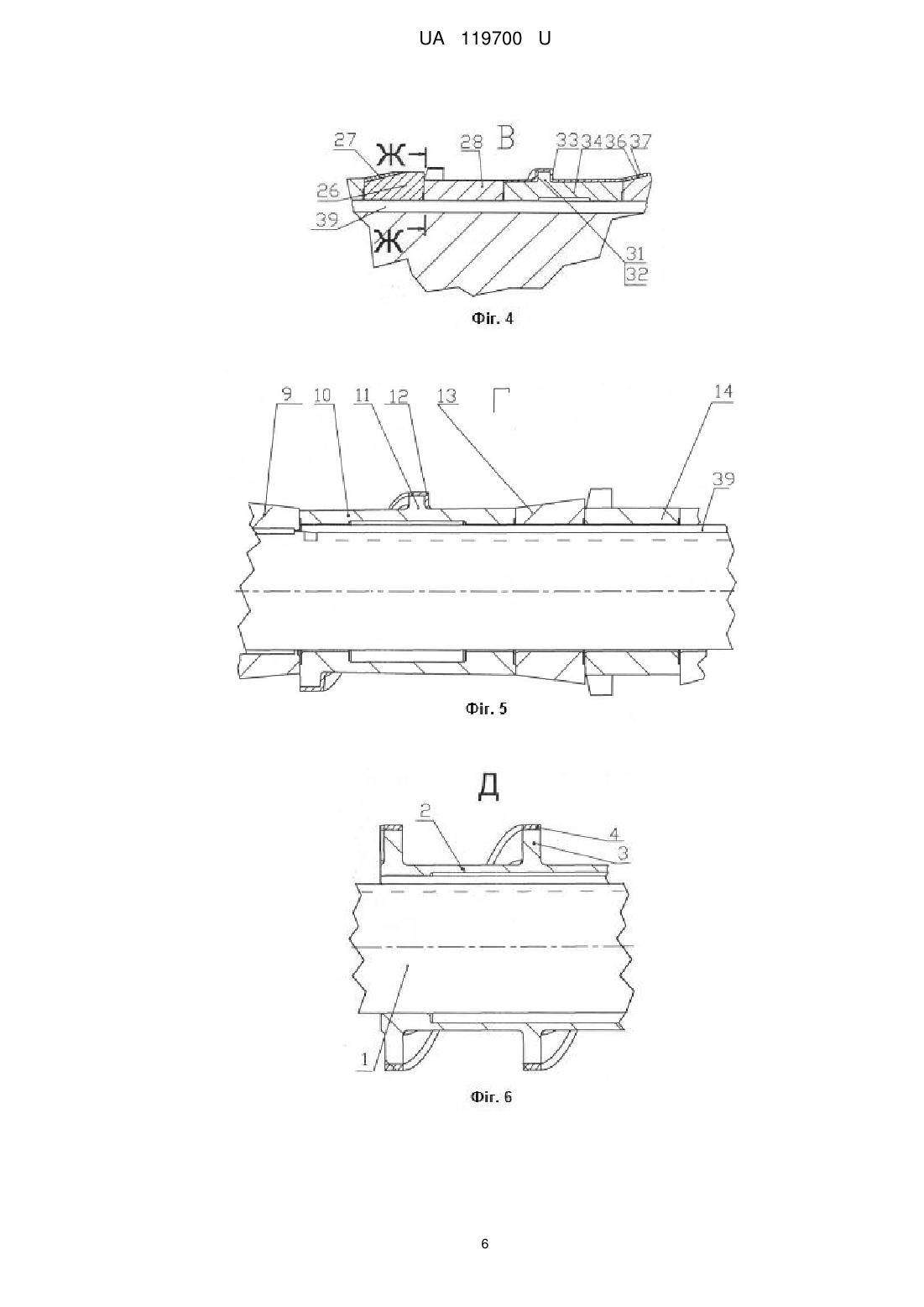
Реферат: UA 119700 U UA 119700 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до харчової промисловості і може бути застосована у конструкціях олієвіджимальних пресів, призначених для одержання рослинної олії. Відомий прес для віджимання рослинної олії, описаний у патенті України № 1325, опублікованому 15.07.2002 року у бюл. № 7, індекс МПК С11В1/06, по якому прес для віджимання рослинної олії включає приймальну і розвантажувальну камери, зеєрний циліндр з шнековим валом, який містить циліндричні ділянки з витками, що чергуються з конічними ділянками, ножі, розташовані в порожнині зеєрного циліндра і закріплені на його внутрішній поверхні напроти конічних ділянок шнекового вала, причому зеєрний циліндр виконаний з постійним внутрішнім діаметром, шнековий вал виконаний східчастим з збільшенням діаметра циліндричних ділянок вала в напрямку розвантажувальної камери, а ножі виконані у вигляді прямокутних трапецій. Зеєрний циліндр виконаний у вигляді двох рознімно з'єднаних півциліндрів з закріпленими в них зеєрними пластинами, кожна з зеєрних пластин виконана з прямокутним поперечним перерізом і з одним чи декількома вирізами на бічних поверхнях симетрично її подовжній осі, зеєрні пластини в півциліндрах закріплені фіксуючими планками, а ножі виконані у вигляді радіальних виступів фіксуючих планок. Шнековий вал виконаний суцільним. Недоліками відомого преса для віджимання рослинної олії є те, що шнековий вал виконаний суцільним, тому, якщо він не зі зносостійкої сталі, швидко і нерівномірно буде зношуватись, а переробка сировини буде неякісна і потребує заміни всього шнекового вала. А при виготовленні шнекового вала по всьому перерізу з зносостійкої сталі - не технологічно, тому що такі сталі не піддаються більшості видів механічної обробки. Найбільш близьким по суті є відомий шнек преса для вилучення олії з олієвмісної сировини, описаний у патенті Російської Федерації № 2112655, опублікованому 10.06.1998 року, індекс МПК В30В9/12, згідно з яким шнек преса для вилучення олії з олієвмісної сировини виконаний у вигляді змонтованого на валу набору втулок з витками шнека і гладких проміжних втулок, при цьому втулки з витками шнека і гладкі проміжні втулки виконані у вигляді пакетів з окремих розрізних гвинтових шайб різного зовнішнього діаметра з кроком, рівним кроку витків шнека. Загальними суттєвими ознаками є те, що шнековий набір преса для віджимання олії виконаний у вигляді змонтованого на валу набору втулок з витками шнека і проміжних втулок. Недоліками є те, що витки та інші елементи та деталі шнекового набору зношуються нерівномірно, а по довжині шнекового вала крок витків та інші розміри елементів шнекового набору змінюються, тому для кожної ділянки потрібні деталі з різним кроком та іншими розмірами, і при виконанні штамповкою, як в прототипі, для більшої зносостійкості потрібно виготовляти деталі зі зносостійкої сталі або сплаву, що підвищує трудомісткість та собівартість, так як механічна обробка всієї деталі з такої сталі складна, а при виготовленні з звичайної конструктивної сталі буде підвищений знос і швидке пошкодження, та для вигідності процесу штампування деталей потрібна масовість і при цьому заздалегідь не можливо вгадати, яка кількість і яких деталей потрібна, а процес підготовки до штампування довгий і цей час прес повинен працювати зі зношеними шнеками або простоювати, адже коли втулки зношені, причому нерівномірно, переробка сировини неякісна і треба терміново замінювати на нові, до того ж конструкція кріплення елементів на валу прототипа ненадійна. В основу корисної моделі поставлена задача підвищення довговічності, спрощення технології виготовлення та відновлення зношених деталей шнекового набору. Суттєвими ознаками є те, що шнековий набір преса для віджимання олії виконаний у вигляді змонтованого на валу набору втулок з витками шнека і проміжних втулок, причому проміжні втулки, а також втулки з шнековими витками мають наплавлений шар зі зносостійкого матеріал, та встановлені знімно на валу з можливістю сприйняття обертального моменту. Наплавлений шар зі зносостійкого матеріалу виконаний по зовнішньому діаметру шнекових витків або по зовнішньому діаметру витків та напірній поверхні шнекових витків. Наплавлений шар зі зносостійкого матеріалу на останній втулці зі шнековими витками виконаний по всій поверхні витків та зовнішній поверхні маточини. Не менш ніж за одною втулкою з шнековими витками, в напрямку подачі сировини, встановлені проміжні компресійні втулки, з можливістю місцевої зміни прохідного перерізу, які мають конусну поверхню з боку надходження сировини із збільшенням її діаметра в напрямку подачі сировини та наплавленим шаром зносостійкого матеріалу на поверхні. Не менш ніж за одною компресійною втулкою встановлені проміжні втулки-розпушувачі з наплавленим шаром зносостійкого матеріалу на зубцях. Основний матеріал втулок з шнековими витками та проміжних втулок - конструкційна сталь або низьколегована конструкційна сталь. 1 UA 119700 U 5 10 15 20 25 30 35 40 45 50 55 60 Як наплавлений шар зі зносостійкого матеріалу використовується високолегована мартенситна сталь високолегована мартенситно-феритна сталь, або високолегована феритна сталь, або високолегована аустенітно-мартенситна сталь, або високолегована аустенітноферитна сталь, або високолегована аустенітна сталь, або легована перлітна сталь, або матеріал, який має мартенситну структуру та містить борид заліза та карбід заліза, або підшипникова сталь, або карбідовмісний сплав. Суттєвими ознаками, дійсними у всіх випадках, є те, що проміжні втулки, а також втулки з шнековими витками мають наплавлений шар зі зносостійкого матеріалу та встановлені знімно на валу з можливістю сприйняття обертаючого моменту. Суттєвими ознаками, дійсними в окремих випадках, є те, що наплавлений шар зі зносостійкого матеріалу виконаний по зовнішньому діаметру шнекових витків або по зовнішньому діаметру витків та напірній поверхні шнекових витків. Наплавлений шар зі зносостійкого матеріалу на останній втулці зі шнековими витками виконай по всій поверхні витків та зовнішньої поверхні маточини. Не менш ніж за одною втулкою з шнековими витками, в напрямку подачі сировини, встановлені проміжні компресійні втулки, з можливістю місцевої зміни прохідного перерізу, які мають конусну поверхню з боку надходження сировини із збільшенням її діаметра в напрямку подачі сировини, та наплавленим шаром зносостійкого матеріалу на поверхні. Не менш ніж за одною компресійною втулкою встановлені проміжні втулки-розпушувачі з наплавленим шаром зносостійкого матеріалу на зубцях. Основний матеріал втулок з шнековими витками та проміжних втулок - конструкційна сталь або низьколегована конструкційна сталь. Як наплавлений шар зі зносостійкого матеріалу використовується високолегована мартенситна сталь високолегована мартенситно-феритна сталь, або високолегована феритна сталь, або високолегована аустенітно-мартенситна сталь, або високолегована аустенітноферитна сталь, або високолегована аустенітна сталь, або легована перлітна сталь, або матеріал, який має мартенситну структуру та містить борид заліза та карбід заліза, або підшипникова сталь, або карбідовмісний сплав. Завдяки тому, що проміжні втулки, а також втулки з шнековими витками, на яких наплавлений шар зі зносостійкого матеріалу, встановлені легкознімно на валу з можливістю сприйняття обертаючого моменту, досягнуто підвищення довговічності, спрощення технології виготовлення та відновлення зношених втулок, так як конструкційні сталі гарно піддаються механічній обробці, мають невисоку ціну та достатню несучу здатність, але недостатню зносостійкість, що вирішується виконанням наплавленого шару зі зносостійкого матеріалу, який складніше обробляється, але він займає менше 10 % загальної поверхні деталей і тому трудомісткість знижена при досягненні необхідної зносостійкості і можливості відновлення деталей шнекового набору любих розмірів та форми. На фіг. 1 зображений головний вигляд на шнековий набір; на фіг. 2 зображений поперечний переріз А-А на фіг. 1; на фіг. 3 зображений виносний елемент Б на фіг. 2; на фіг. 4 показаний виносний елемент В на фіг. 1; на фіг. 5 показаний виносний елемент Г на фіг. 1; на фіг. 6 показаний виносний елемент Д на фіг. 1; на фіг. 7 показаний переріз Ж-Ж на фіг. 4; на фіг. 8 показаний переріз К-К на фіг. 7. У шнековому наборі преса для віджимання олії послідовно на валу 1 встановлені: втулка 2 з шнековими витками 3 з наплавленим шаром 4 зносостійкого матеріалу по зовнішньому контуру подвійних витків 3, потім гладка проміжна втулка 5, далі - втулка 6 з шнековими витками 7 з наплавленим шаром 8 зносостійкого матеріалу по зовнішньому контуру витків 7, проміжна втулка 9, потім втулка 10 з шнековими витками 11 з наплавленим шаром 12 зносостійкого матеріалу по зовнішньому контуру витків 11 та на робочій їх стороні, далі проміжна компресійна втулка 13 та проміжна втулка-розпушувач 14, далі втулка 15 з шнековими витками 16 з наплавленим шаром 17 зносостійкого матеріалу по зовнішньому контуру витків 16 та на робочій напірній їх стороні. Далі на валу 1 встановлені: проміжна компресійна втулка 18 з наплавленим шаром 19 зносостійкого матеріалу, а за нею проміжна втулка-розпушувач 20 з зубцями 21 з наплавленим на їх гранях шаром 22 зносостійкого матеріалу, потім втулка 23 з шнековими витками 24 з наплавленим шаром 25 зносостійкого матеріалу по зовнішньому контуру витків 24 та на їх робочій стороні, далі встановлена компресійна втулка 26 з наплавленим шаром 27 зносостійкого матеріалу та проміжна втулка-розпушувач 28 з зубцями 29 з шарами 30 2 UA 119700 U 5 10 15 20 25 30 35 40 45 50 55 60 зносостійкого матеріалу на гранях (див. фіг. 7 та фіг. 8), потім встановлена найбільш навантажена втулка 31 (див. фіг. 4) з шнековими витками 32 з наплавленим шаром 33 зносостійкого матеріалу, причому наплавлений шар 33 зносостійкого матеріалу виконаний на всій робочій поверхні, в тому числі і на зовнішній поверхні маточини 34. На обмежувальній втулці 35 шар 36 зносостійкого матеріалу виконаний на західній конічній частині 37. Компресійні проміжні втулки 13, 18, 26 мають конусну поверхню з боку надходження сировини із збільшенням її діаметра в напрямку подачі сировини, а закінчуються прямим торцем. Всі втулки, без виключення, мають проточку 38 під шпонку 39, яка встановлена в проточці 40 вала 1 (див. фіг. 3), що забезпечує як надійне кріплення, так і простий демонтаж та складання шнекового набору, хоча не виключене використання і інших відомих конструкцій кріплення на валу. Заявник розробляє креслення шнекових наборів для своїх пресових шнеків та для модернізації і ремонту існуючих шнекових пресів віджимання олії. Всі втулки виготовляються з вуглецевої конструкційної сталі, наприклад сталі 20 згідно з державним стандартом бувшого СРСР (ГОСТ 1050-74) або з низьколегованої конструкційної сталі, наприклад 1 ОХСНД або 09Г2 згідно з державним стандартом бувшого СРСР (ГОСТ 19281-73), ці сталі гарно піддаються механічній обробці, мають невисоку ціну та достатню несучу здатність, але недостатню зносостійкість. Зносостійким матеріалом для наплавлення шару, який надає необхідних властивостей, для виконання задачі корисної моделі - підвищення довговічності, спрощення технології виготовлення та відновлення, є: високолегована мартенситна сталь, наприклад, згідно з державним стандартом бувшого СРСР - 09Х16Н4Б ГОСТ 5632-72 або аналогічна по зарубіжних класифікаціях; високолегована мартенситно-феритна сталь, наприклад, згідно з державним стандартом бувшого СРСР 20Х13 ГОСТ 5632-72 або аналогічна по зарубіжних класифікаціях; високолегована феритна сталь, наприклад, згідно з державним стандартом бувшого СРСР 15Х25Т ГОСТ 5632-72 або аналогічна по зарубіжних класифікаціях; високолегована аустенітно-мартенситна сталь, наприклад, згідно з державним стандартом бувшого СРСР - 09Х17Н7Ю ГОСТ 5632-72 або аналогічна по зарубіжних класифікаціях; високолегована аустенітно-феритна сталь, наприклад, згідно з державним стандартом бувшого СРСР - 12Х21Н5Т ГОСТ 5632-72 або аналогічна по зарубіжних класифікаціях; високолегована аустенітна сталь наприклад, згідно з державним стандартом бувшого СРСР 08Х18Н10Т ГОСТ 5632-72 або аналогічна по зарубіжних класифікаціях; легована перлітна сталь, наприклад, згідно з державним стандартом бувшого СРСР 20ХЗМВФ ГОСТ 5632-72 або аналогічна по зарубіжних класифікаціях; матеріал, який має мартенситну структуру та містить борид заліза та карбід заліза, одержаний з порошкового дроту при наплавленні в захисному газі аргоні, наприклад з порошкового дроту Ен ДОтек ДО*30 фірми Кастолін Еутектік (EnDOtec DO*30 Castolin Eutectic); підшипникова сталь, наприклад, згідно з державним стандартом бувшого СРСР - ШХ20СГ ГОСТ 801-78 або аналогічна по зарубіжних класифікаціях. карбідовмістний сплав, наприклад, згідно з державним стандартом бувшого СРСР 45Х14Н14В2М або аналогічна по зарубіжних класифікаціях. В прикладах наведені конкретні марки сталі але це може бути і інша сталь, яка підпадає під вказану у формулі технічну загальну класифікацію сталі або сплаву, в тому числі аналогічні по Європейській класифікації - EN, або американській - ASTM, або Великобританії - BS, або Швеції - SS, або Німеччини - DIN, або Франції - AFNOR, або Італії - UNI, або Іспанії - UNE, або Японії JIS. Також зносостійким матеріалом для наплавлення шару, який надає необхідних властивостей, є, наприклад, матеріали для наплавлення транснаціональної компанії Лінкольн Електрик (Lincoln Electric), які є високолегованими сплавами, охопленими формулою: - Штучні електроди Веаршильд АВР (Wearshield ABR). Типовий склад наплавленого металу, %: С 2,1; Мn 1,1; Si 0,75; Сr 6,5; Мо 0,40. Наплавлений метал протистоїть ударним навантаженням і помірному абразивному зносу. Електрод Wearshield ABR застосовується також для підвищення надійності деталей, що працюють в умовах зносу "метал по металу". Наплавлення може виконуватись на вуглецеві, низьколеговані, нержавіючі і марганцевисті сталі. Виготовляються електроди діаметрами 3,2; 4,0; 4,8 і 6,4 мм. Твердість по Роквеллу 28-53 HRC. Відоме застосування: ударні деталі молоткових дробарок, ріжучі кромки бульдозерних відвалів, ковшів екскаваторів. 3 UA 119700 U 5 10 15 20 25 30 35 40 - Штучні електроди Веаршильд 60 (Wearshield 60). Наплавлений метал протистоїть інтенсивному абразивному зносу. Наплавлення може здійснюватися на вуглецеву, низьколеговану, нержавіючу і марганцевисту сталь. Товщина наплавленого електродом Wearshield 60 металу обмежується двома шарами. Наплавлений електродом Wearshield 60 метал обробляється тільки шліфуванням. Виготовляються електроди діаметрами 3,2; 4,0 і 4,8 мм. Твердість по Роквеллу 57-62 HRC. Типовий склад наплавленого металу, %: С 5,0; Мn 0,8; Si 1,0; Сr 23,0; Мо 2,3; V 0,6. Відоме застосування: шнекові подавальні пристрої, бульдозерні ножі, обладнання підприємств з виготовлення цегли і коксу, устаткування цементних млинів. - Порошковий дріт для напівавтомату Лінкоре 50 (Lincore 50). Наплавлений метал протистоїть абразивному зносу в поєднанні з ударними навантаженнями. Використовується для наплавлення на вироби з низьковуглецевої, середньовуглецевої, низьколегованої, марганцевистої та нержавіючої сталі. Для поліпшення зовнішнього вигляду наплавленого металу і зниження димоутворення процес ведуть під флюсом. Дріт малих діаметрів (1,2 і 1,6 мм) особливо ефективний при наплавленні на листовий метал малої товщини, на краю деталей, при нанесенні горизонтальних валків на похилих поверхнях або у випадках, що вимагають невеликого нагрівання деталі. Виготовлені діаметри дроту: 1,2; 1,6; 2,0 і 2,8 мм. Твердість по Роквеллу 48-52 HRC. Типовий склад наплавленого металу, %: С 2,0; Мn 0,9; Si 1,0; А1 0,6; Сr 9,2; Мо 0,5. Відоме застосування: зуби ковшів землечерпалок, розмелюючі валки, ріжучі зуби вугільних комбайнів, шнекові транспортери, напрямні прокатних станів, гусеничні ґрунтозацепи. - Порошковий дріт для автоматичного процесу Лінкоре 50/801 (Lincore 50/801). Порошковий дріт серії Lincore з індексом "S" призначений для наплавлення під нейтральними флюсами, також виготовленими компанією Lincoln Electric. Наплавлення шару заданої товщини виконується ручним зварюванням або напівавтоматичним зварюванням суцільним дротом в зварювальних сумішах або порошковим дротом в зварювальних сумішах, чи самозахисним порошковим дротом, або під шаром флюсу порошковим чи суцільним дротом, або порошком, суцільним чи порошковим дротом в струмені плазми. Наплавлення може виконуватися неплавким вольфрамовим електродом в захисному інертному газі (Аргон, Гелій, суміш Аргон+Гелій) з використанням суцільного чи порошкового дроту або наплавлення зносостійкого шару виконується суцільним чи порошковім дротом, а також порошком з використанням лазерного променя. Наплавлення може виконуватися з використанням гібридних технологій (Лазер + напівавтомат, Плазма + Напівавтомат). При будь-якому способі результатом є одержання шару наплавлення з зносостійкого матеріалу і всі ці способи освоєні промисловістю і є обладнання для виконання цього технологічного процесу. В роботі виконується наплавлення як на нових, так і на зношених втулках, які перелічені та показані в описі, при необхідності обробка завершується шліфуванням деталі з наплавленим шаром зносостійкого матеріалу до заданих розмірів. При відновленні знімаються з вала 1 перелічені вище втулки шнекового набору, виконуються заміри розмірів зношених ділянок, знімається технологічно необхідний шар основного металу та виконується наплавлення шару зносостійкого матеріалу до заданих розмірів. При цьому підлягають такому відновленню як деталі, що не мали шару наплавки, так і ті, які були виготовлені з наплавленим шаром зносостійкого матеріалу. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 60 1. Шнековий набір преса для віджимання олії, що виконаний у вигляді змонтованого на валу набору втулок з витками шнека і проміжних втулок, який відрізняється тим, що проміжні втулки, а також втулки з шнековими витками мають наплавлений шар зі зносостійкого матеріалу та встановлені знімно на валу з можливістю сприйняття обертального моменту. 2. Шнековий набір за п. 1, який відрізняється тим, що наплавлений шар зі зносостійкого матеріалу виконаний по зовнішньому діаметру шнекових витків або по зовнішньому діаметру витків та напірній поверхні шнекових витків. 3. Шнековий набір за п. 1, який відрізняється тим, що наплавлений шар зі зносостійкого матеріалу на останній втулці зі шнековими витками виконаний по всій поверхні витків та зовнішній поверхні маточини. 4. Шнековий набір за п. 1, який відрізняється тим, що не менш ніж за одною втулкою з шнековими витками, в напрямку подачі сировини, встановлені проміжні компресійні втулки, з можливістю місцевої зміни прохідного перерізу, які мають конусну поверхню з боку надходження 4 UA 119700 U 5 10 сировини із збільшенням її діаметра в напрямку подачі сировини, та наплавленим шаром зносостійкого матеріалу на поверхні. 5. Шнековий набір за п. 4, який відрізняється тим, що не менш ніж за одною компресійною втулкою встановлені проміжні втулки-розпушувачі з наплавленим шаром зносостійкого матеріалу на зубцях. 6. Шнековий набір за п. 1, який відрізняється тим, що основний матеріал втулок з шнековими витками та проміжних втулок конструкційна сталь або низьколегована конструкційна сталь. 7. Шнековий набір за п. 1, який відрізняється тим, що як наплавлений шар зі зносостійкого матеріалу використовується високолегована мартенситна сталь або високолегована мартенситно-феритна сталь, або високолегована феритна сталь, або високолегована аустенітно-мартенситна сталь, або високолегована аустенітно-феритна сталь, або високолегована аустенітна сталь, або легована перлітна сталь, або матеріал, який має мартенситну структуру та містить борид заліза та карбід заліза, або підшипникова сталь, або карбідовмісний сплав. 5 UA 119700 U 6 UA 119700 U Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B30B 9/14
Мітки: преса, олії, віджимання, шнековий, набір
Код посилання
<a href="https://ua.patents.su/9-119700-shnekovijj-nabir-presa-dlya-vidzhimannya-oli.html" target="_blank" rel="follow" title="База патентів України">Шнековий набір преса для віджимання олії</a>
Зеєрна планка зеєрного циліндра преса віджимання олії
Номер патенту: 103914
Опубліковано: 12.01.2016
Автор: Стадніченко Денис Олександрович
МПК: B30B 9/14, B30B 15/00
Мітки: преса, планка, зеєрного, зеєрна, віджимання, циліндра, олії
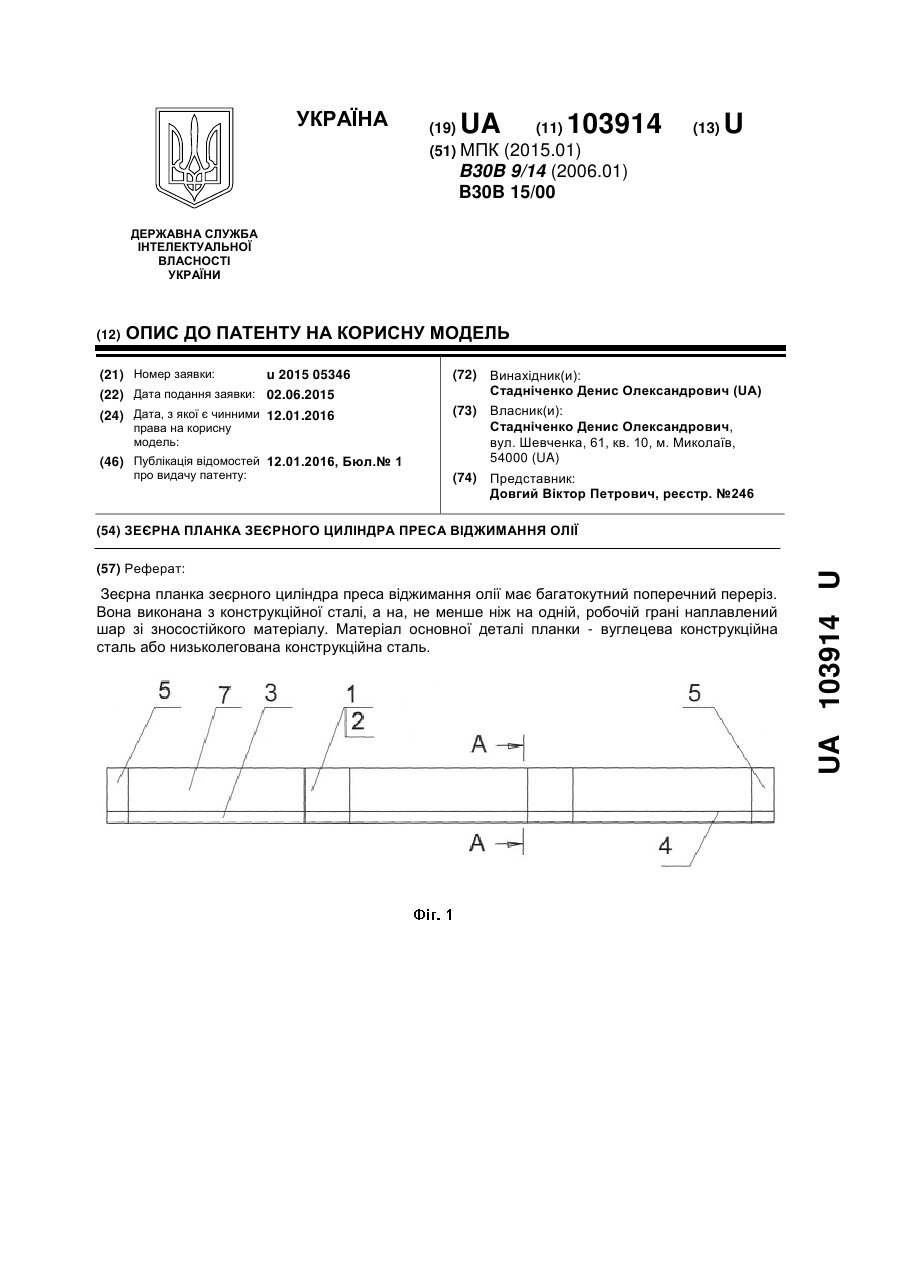
Формула / Реферат:
1. Зеєрна планка зеєрного циліндра преса віджимання олії, яка має багатокутний поперечний переріз, яка відрізняється тим, що виконана з конструкційної сталі, а на, не менше ніж на одній, робочій грані наплавлений шар зі зносостійкого матеріалу.2. Зеєрна планка за п. 1, яка відрізняється тим, що матеріал основної деталі планки - вуглецева конструкційна сталь або низьколегована конструкційна сталь.3. Зеєрна планка за п. 2, яка...
Комплект зеєрних планок зеєрного циліндра преса віджимання олії
Номер патенту: 117481
Опубліковано: 26.06.2017
Автор: Стадніченко Денис Олександрович
МПК: B30B 9/02, B30B 15/00
Мітки: зеєрних, планок, циліндра, віджимання, зеєрного, олії, преса, комплект
Формула / Реферат:
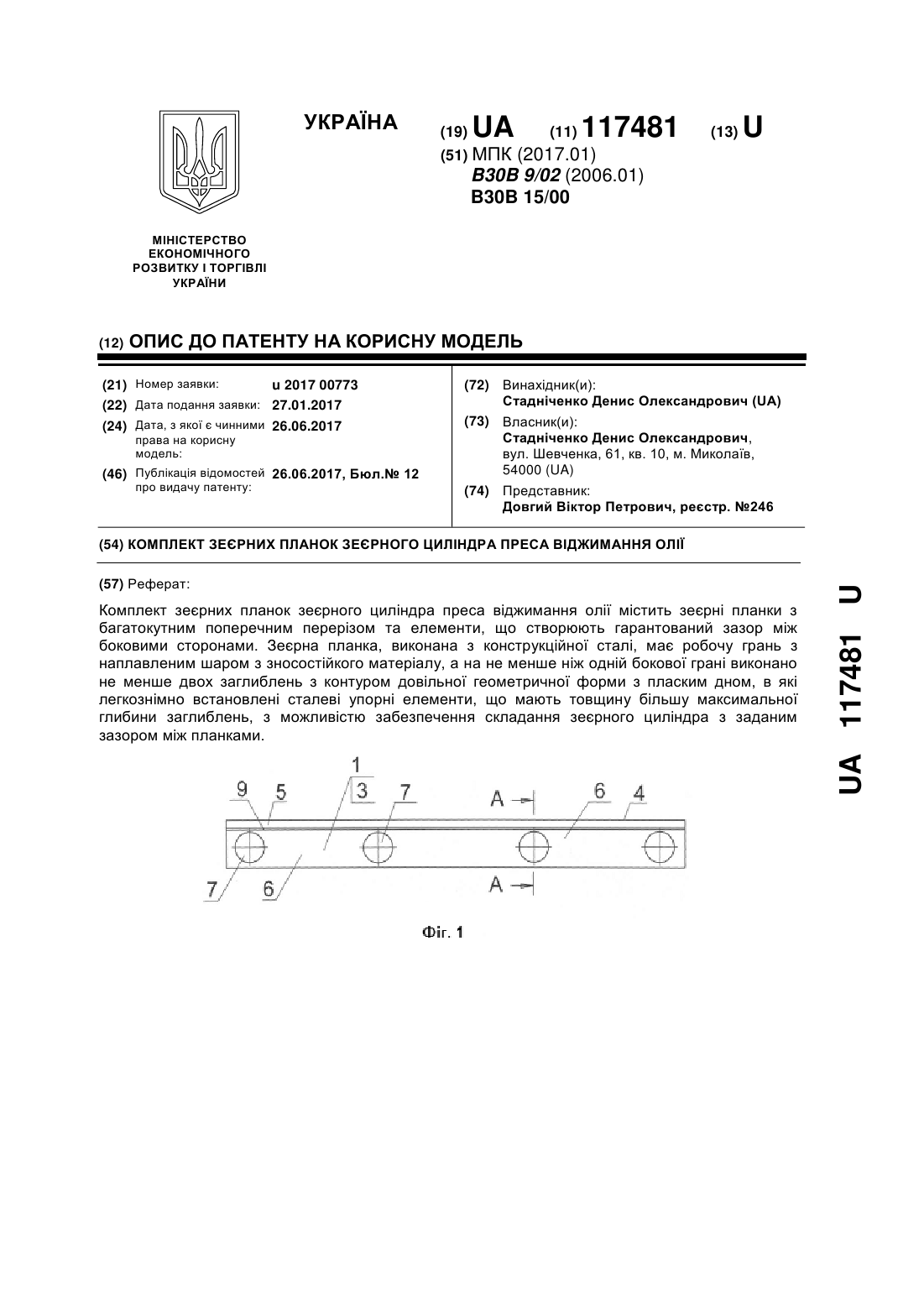
1. Комплект зеєрних планок зеєрного циліндра преса віджимання олії, який містить зеєрні планки з багатокутним поперечним перерізом та елементи, що створюють гарантований зазор між боковими сторонами, який відрізняється тим, що зеєрна планка, виконана з конструкційної сталі, має робочу грань з наплавленим шаром з зносостійкого матеріалу, а на не менше ніж одній бокової грані виконано не менше двох заглиблень з контуром довільної геометричної...
Шнековий прес для віджимання олії
Номер патенту: 31622
Опубліковано: 10.04.2008
Автори: Том'юк Василь Васильович, Шевчук Роман Степанович
Мітки: шнековий, прес, олії, віджимання
Формула / Реферат:
Шнековий прес для віджимання олії, що містить корпус із завантажувальним бункером, змонтовану на корпусі циліндричну робочу камеру, на боковій поверхні якої виконані отвори для відведення віджатої олії, встановлений у робочій камері шнековий вал, змонтований в опорах обертання, та розміщену на торці робочої камери насадку для виходу макухи, який відрізняється тим, що носова частина шнекового вала виконана конусною, на торцевій частині...
Шнековий прес для віджимання олії

Номер патенту: 75962
Опубліковано: 15.06.2006
Автори: Гірман Валерій Васильович, Ступа Володимир Іванович, Петік Павло Федорович, Антоненко Віра Іллівна, Тенн Олександр Іванович, Іл'їн Вадим Григорович, Яретік Ніна Афанасіївна
Мітки: прес, олії, шнековий, віджимання
Формула / Реферат:
Шнековий прес для віджимання олії, який включає зеєрний циліндр і встановлений в ньому привідний шнек, оснащений гвинтовим гребенем, що виконані у вигляді послідовних секцій, у яких кожна секція циліндра охоплює хоча б одну секцію шнека, при цьому хоча б в одній парі сусідніх секцій внутрішній діаметр наступної по ходу матеріалу секції циліндра і внутрішній діаметр охопленої нею секції шнека виконані більшими відповідних діаметрів у...
Комплект зеєрних планок зеєрного циліндра преса віджимання олії
Номер патенту: 117482
Опубліковано: 26.06.2017
Автор: Стадніченко Денис Олександрович
МПК: B30B 15/00, B30B 9/02
Мітки: олії, преса, комплект, зеєрного, зеєрних, циліндра, віджимання, планок
Формула / Реферат:
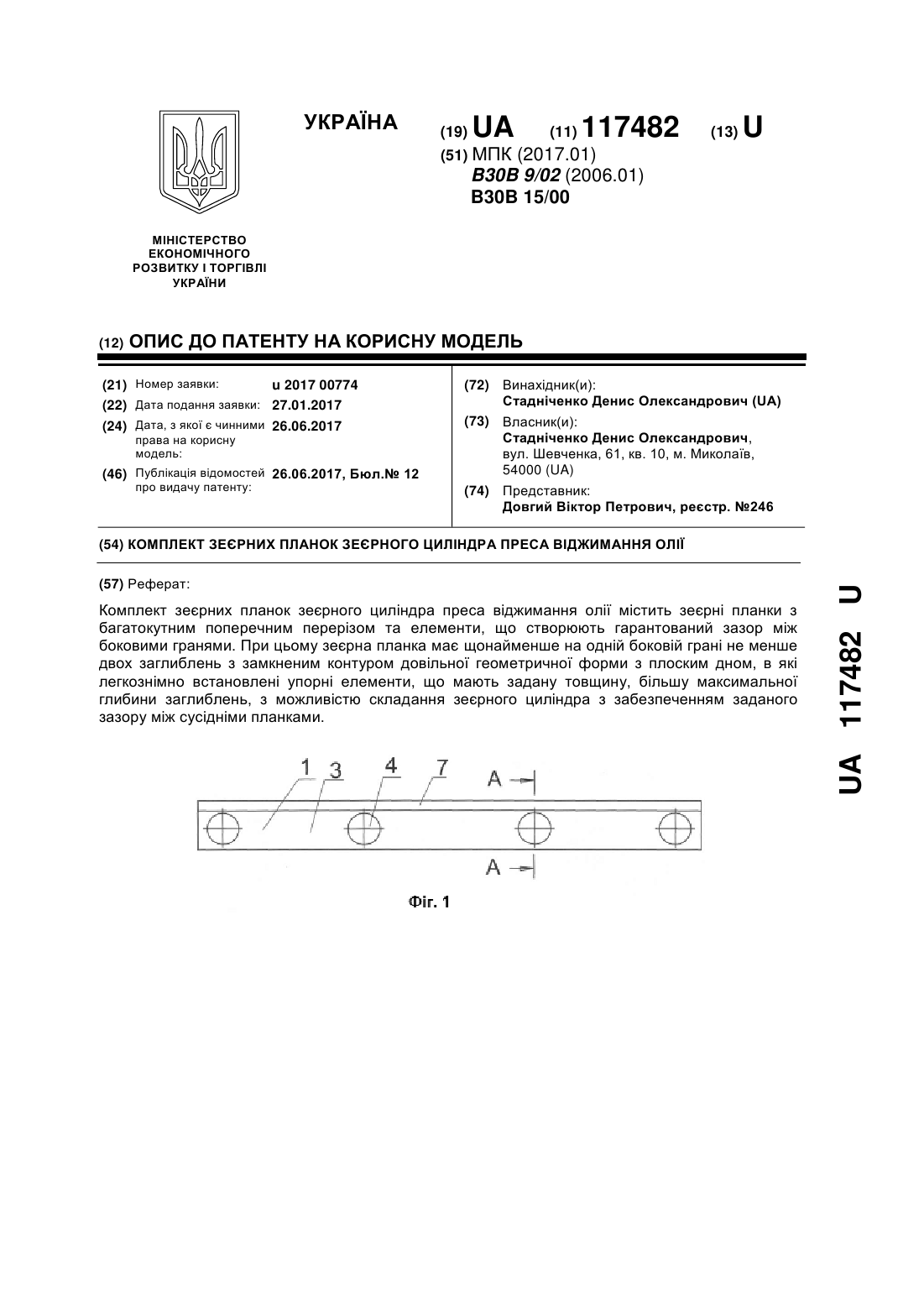
1. Комплект зеєрних планок зеєрного циліндра преса віджимання олії, що містить зеєрні планки з багатокутним поперечним перерізом та елементи, що створюють гарантований зазор між боковими гранями, який відрізняється тим, що зеєрна планка має щонайменше на одній боковій грані не менше двох заглиблень з замкненим контуром довільної геометричної форми з плоским дном, в які легкознімно встановлені упорні елементи, що мають задану товщину, більшу...
Попередній патент: Тренажер для удосконалення техніки боротьби в армрестлінгу
Наступний патент: Пристрій запобігання процесу відкладення парафіну на стінках нафтової свердловини
Випадковий патент: Спосіб витягання елементарної сірки