Шнековий прес для віджимання олії
Номер патенту: 75962
Опубліковано: 15.06.2006
Автори: Петік Павло Федорович, Антоненко Віра Іллівна, Гірман Валерій Васильович, Ступа Володимир Іванович, Тенн Олександр Іванович, Яретік Ніна Афанасіївна, Іл'їн Вадим Григорович


Формула / Реферат
Шнековий прес для віджимання олії, який включає зеєрний циліндр і встановлений в ньому привідний шнек, оснащений гвинтовим гребенем, що виконані у вигляді послідовних секцій, у яких кожна секція циліндра охоплює хоча б одну секцію шнека, при цьому хоча б в одній парі сусідніх секцій внутрішній діаметр наступної по ходу матеріалу секції циліндра і внутрішній діаметр охопленої нею секції шнека виконані більшими відповідних діаметрів у попередньої секції, який відрізняється тим, що ширина робочого зазору в наступній секції преса виконана меншою ширини робочого зазору в попередній його секції і визначається із співвідношення:
![]() ,
,
при цьому:
![]() - ширина робочого зазору в попередній секції преса, що визначається як
- ширина робочого зазору в попередній секції преса, що визначається як
![]()
де![]() - внутрішній діаметр гільзи в попередній секції;
- внутрішній діаметр гільзи в попередній секції;
![]() - внутрішній діаметр шнека в попередній секції;
- внутрішній діаметр шнека в попередній секції;
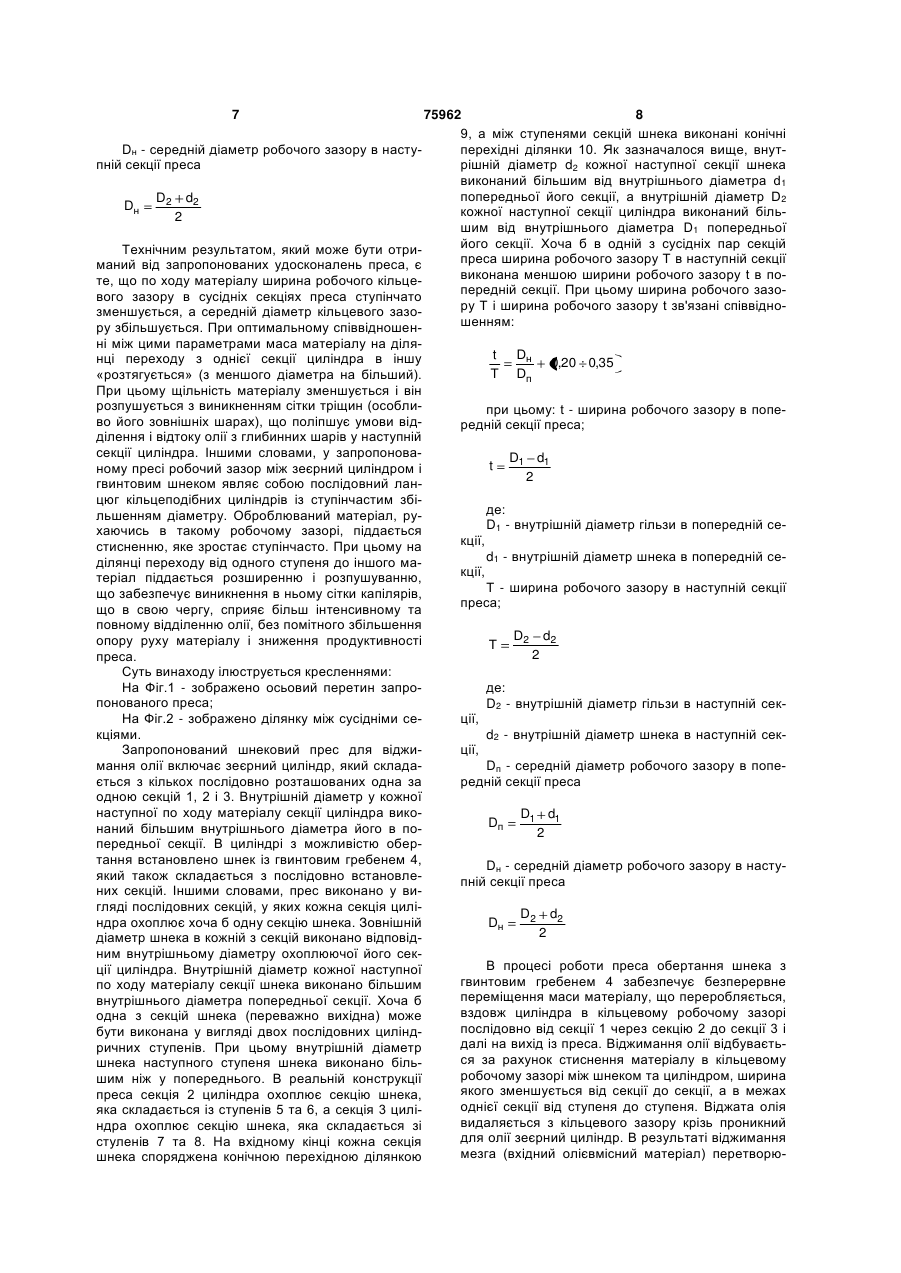
![]() - ширина робочого зазору в наступній секції преса, що визначається як
- ширина робочого зазору в наступній секції преса, що визначається як
![]()
де ![]() - внутрішній діаметр гільзи в наступній секції;
- внутрішній діаметр гільзи в наступній секції;
![]() - внутрішній діаметр шнека в наступній секції;
- внутрішній діаметр шнека в наступній секції;
![]() - середній діаметр робочого зазору в попередній секції преса, що визначається як
- середній діаметр робочого зазору в попередній секції преса, що визначається як
![]()
![]() - середній діаметр робочого зазору в наступній секції преса, що визначається як
- середній діаметр робочого зазору в наступній секції преса, що визначається як
![]()
Текст
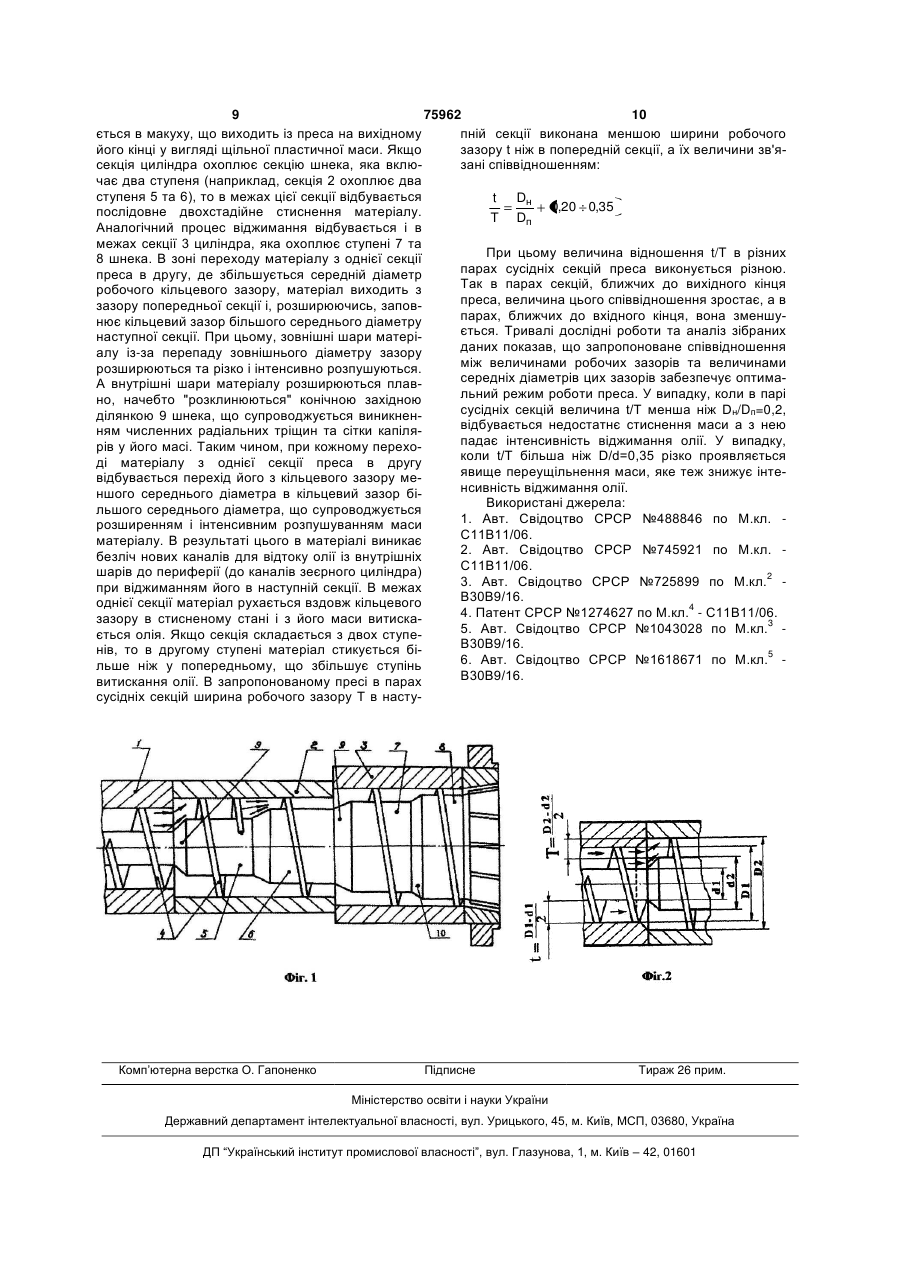
Шнековий прес для віджимання олії, який включає зеєрний циліндр і встановлений в ньому привідний шнек, оснащений гвинтовим гребенем, що виконані у вигляді послідовних секцій, у яких кожна секція циліндра охоплює хоча б одну секцію шнека, при цьому хоча б в одній парі сусідніх секцій внутрішній діаметр наступної по ходу матеріалу секції циліндра і внутрішній діаметр охопленої нею секції шнека виконані більшими відповідних діаметрів у попередньої секції, який відрізняється тим, що ширина робочого зазору в наступній секції преса виконана меншою ширини робочого зазору в попередній його секції і визначається із співвідношення: 3 75962 4 вальної зони через робочу до вихідної зони, піддадо якого примикає циліндрична поверхня, а на ється стисненню. При цьому олія через поздовжні вихідному кінці поверхня різко обривається. При щілини зеєрного циліндра витікає назовні та збицьому передбачено два варіанти виконання засорається в збірнику, а на вихідному кінці з преса бу звуження кільцевого каналу, тобто у вигляді виходить так звана макуха. Від якості роботи пренасадки на шнеку, або манжети, вставленої в циса багато в чому залежить якість олії, ступінь відліндрі. Наявність засобу звуження кільцевого каділення її від макухи та енерговитрати. Не випадналу інтенсифікує процес відділення олії за рахуково в науково-технічній і патентній літературі нок додаткового віджимання в зоні звуження і описана велика кількість олієвіджимних пресів, а створення протитиску. Крім цього, різке розширенудосконалення їх продовжується і дотепер. ня каналу після зазначеного засобу (насадки чи Відомий, наприклад, прес для віджимання олії манжети) викликає різке падіння тиску в матеріалі, [1], що містить зеєрний циліндр і встановлений в що супроводжується "розпушуванням" маси матеньому з можливістю обертання шнек із гвинтовим ріалу, з появою сітки тріщин, що інтенсифікує відгребенем. Для інтенсифікації процесу відділення ділення олії в наступній секції преса. Недоліком олії, шнек споряджено хоча б однією місильною описаного пристрою є те, що засоби звуження кінасадкою у вигляді тригранної призми. Ефективльцевого каналу створюють значний опір прохоність такої насадки невисока, тому для досягнення дженню матеріалу, що підвищує питомі витрати помітного результату на шнеку встановлюють посенергії, а вузькі кільцеві зазори в засобах звуження лідовно кілька насадок, що подовжує як шнек так і суттєво знижують пропускну спроможність, а знавесь прес, а також створює додатковий опір руху чить продуктивність пристрою. Занадто вузькі кіматеріалу, а значить приpводить до невиправдальцеві зазори можуть привести до надмірного пених втрат енергії. реущільнення матеріалу, коли навіть різке падіння Більш досконалим є олієвіджимний преc [2], у тиску не дає бажаного розпушення, що негативно якому місильна насадка на шнеку виконана у випозначається на величині виходу олії із сировини. гляді тіла складної форми, обидва торці якого маБільш досконалим є прес [5] для віджимання ють форму рівносторонніх трикутників з дугоподіброслинної олії, що включає зеєрний циліндр та но округленими вершинами. При цьому зазначені шнек, виконаний з кількох послідовних циліндричтрикутники повернені навколо осі шнека. Такі наних секцій, у яких внутрішній діаметр шнека в кожсадки, навіть якщо їх на шнеку кілька, не створюної наступній по ходу матеріалу секції виконаний ють значного опору руху матеріалу, але ефективбільшим, ніж у попередньої секції, а у проміжках ність їх теж недостатня. між сусідніми секціями встановлені місильні насаВідомий шнековий npeс [3], у якого робочий дки. Насадки виконані у вигляді багатогранних зазор по ходу матеріалу звужується, за рахунок призм, у яких в кожній парі сусідніх (примикаючих виконання шнеку конічним, чим збільшується тиск одна до одної) граней одна грань має опуклу поу матеріалі який переробляється, а це в свою черверхню, а друга - увігнуту форму. Такі насадки гу, підвищує ступінь віджимання олії. Однак, вигозабезпечують перемішування матеріалу, створютовлення преса з конічними шнеком і зеєрний циючи невеликий опір переміщенню матеріалу, та ліндром пов'язане із серйозними технічними суттєво не знижують продуктивність преса. Однак труднощами і значним підвищенням ціни, хоча при насадки, хоча і перемішують матеріал, не можуть цьому істотного збільшення ступеня віджимання повністю ліквідувати переущільнення матеріалу, олії не досягається. Це обумовлено тим, що збіяке обумовлене зменшенням ширини робочого льшення тиску в масі, яка переробляється, привозазору, особливо у вихідній секції. дить до її переущільнення. При переущільненні в Найбільш близьким до запропонованого преса перероблюваній масі зникають капіляри, через які по технічній суті є прес [6] для віджимання росолія з глибинних шарів виходить до периферії, линної олії, що включає зеєрний циліндр, в якому тобто до каналів у циліндрі. встановлений шнек з гвинтовою нарізкою, споряДля зниження впливу ефекту переущільнення джений приводом обертання. При цьому циліндр і маси на роботу преса знайдено більш простий шнек виконаний із трьох послідовних циліндричних технічний прийом, що полягає у виконанні шнека з секцій. Внутрішній діаметр циліндра і шнека в кожкількох послідовних циліндричних секцій, між якиній наступній по ходу матеріалу секції виконано ми встановлені місильні насадки. В результаті вибільшим від внутрішніх діаметрів циліндра і шнека готовлення спрощується, а наростання величини попередньої секції. Між першою і другою по ходу тиску в масі відбувається ступенями послідовно матеріалу секціями шнека встановлена місильна від секції до секції. насадка у вигляді призми, а між другою і третьою До таких пресів відноситься, наприклад присекціями виконаний конічний перехід. Між сусідністрій для віджимання олії з очищених олієвміщуюми секціями циліндра виконані конічні переходи. чих плодів і насіння [4]. Цей пристрій включає зеєТретя (вихідна) секція шнека виконана з двох цирний циліндр, в якому встановлений шнек із ліндричних ступенів. При цьому внутрішній діагвинтовою нарізкою, споряджений приводом оберметр шнека в другому по ходу матеріалу ступені тання. Шнек преса виконаний з кількох послідоввиконано більшим, ніж у першому ступені. Іншими них секцій. При цьому внутрішній діаметр шнека в словами, в третій секції преса внутрішній діаметр кожної наступній по ходу матеріалу секції виконашнека збільшується двома ступенями, а внутрішний більшим діаметра шнека попередньої секції. ній діаметр циліндра залишається постійним. Перед кожною секцією шнека розташований засіб Описаний прес має суттєвий недолік, який подля звуження кільцевого каналу. Зазначений засіб лягає в тому, що його конструкція забезпечує змез боку входу матеріалу виконано у вигляді конуса, ншення переущільнення маси, але при цьому од 5 75962 6 ночасно створює умови для зниження тиску в масі матеріалу. Це пояснюється тим, що одночасне D1 d1 Dп збільшення внутрішнього діаметра шнека і цилінд2 ра приводить до збільшення площі поперечного перетину кільцевого робочого зазору преса, а знаDн - середній діаметр робочого зазору в настучить і його робочого об'єму, що при постійному пній секції преса об'ємі матеріалу викликає зменшення тиску в ньому. Не випадково остання секція шнека виконана з D2 d2 двох ступенів, і діаметр вихідного ступеня виконаDн 2 ний більшим ніж у попереднього. Задачею запропонованого винаходу є удоскоСуттєвими ознаками запропонованого преса налення шнекового преса для віджимання олій, в для віджимання олії, спільними з прототипом є якому за рахунок виконання ширини робочого затакі: зору в наступній секції преса меншою ширини ро- шнековий прес для віджимання олії, бочого зазору в попередній його секції та підбору - включає зеєрний циліндр і встановлений в співвідношення між цими параметрами і середніми ньому приводний шнек, діаметрами робочих зазорів, забезпечено нарощу- шнек споряджено гвинтовим гребенем, вання тиску в оброблюваній масі при ступінчатому - шнек виконано у вигляді послідовних секцій, розширенні кільцевого робочого зазору преса, що - кожна секція циліндра охоплює хоча б одну дозволить збільшити вихід олії з сировини, підвисекцію шнека, щить продуктивність преса і знизить енерговитра- хоча б в одній парі сусідніх секцій внутрішній ти на виробництво олії. діаметр наступної по ходу матеріалу секції циліндПоставлена задача досягається тим, що в ра і внутрішній діаметр охопленої нею секції шнека шнековому пресі для віджимання олії, який вклювиконано більшими відповідних діаметрів у попечає зеєрний циліндр і встановлений в ньому приредньої секції. водний шнек, споряджений гвинтовим гребенем, До нових суттєвих ознак винаходу слід віднесщо виконані у вигляді послідовних секцій, у яких ти: кожна секція циліндра охоплює хоча б одну секцію - ширина робочого зазору в наступній секції шнека, при цьому хоча б в одній парі сусідніх секпреса виконано меншою ширини робочого зазору цій внутрішній діаметр наступної по ходу матеріав попередній секцій, лу секції циліндра і внутрішній діаметр охопленої - ширина робочого зазору в наступній секції нею секції шнека виконані більшими відповідних преса визначається із співвідношення: діаметрів у попередньої секції, запропоновано ширину робочого зазору в наступній секції преса t Dн виконати меншою ширини робочого зазору в по0,20 0,35 передній його секції і визначати із співвідношення: T Dп t T Dн Dп 0,20 0,35 при цьому: t - ширина робочого зазору в попередній секції преса; при цьому: t - ширина робочого зазору в попередній секції преса; t кції, кції, D1 d1 2 де: D1 - внутрішній діаметр гільзи в попередній се t кції, кції, d1 - внутрішній діаметр шнека в попередній се d1 - внутрішній діаметр шнека в попередній се Т ції, де: D1 - внутрішній діаметр гільзи в попередній се Τ - ширина робочого зазору в наступній секції преса; Т Τ - ширина робочого зазору в наступній секції преса; ції, D1 d1 2 D2 d2 2 де: D2 - внутрішній діаметр гільзи в наступній сек ції, ції, D2 d2 2 де: D2 - внутрішній діаметр гільзи в наступній секd2 - внутрішній діаметр шнека в наступній сек Dп - середній діаметр робочого зазору в попередній секції преса d2 - внутрішній діаметр шнека в наступній сек Dп - середній діаметр робочого зазору в попередній секції преса Dп D1 d1 2 7 75962 8 9, а між ступенями секцій шнека виконані конічні Dн - середній діаметр робочого зазору в наступерехідні ділянки 10. Як зазначалося вище, внутпній секції преса рішній діаметр d2 кожної наступної секції шнека виконаний більшим від внутрішнього діаметра d1 попередньої його секції, а внутрішній діаметр D2 D2 d2 Dн кожної наступної секції циліндра виконаний біль2 шим від внутрішнього діаметра D1 попередньої його секції. Хоча б в одній з сусідніх пар секцій Технічним результатом, який може бути отрипреса ширина робочого зазору Τ в наступній секції маний від запропонованих удосконалень преса, є виконана меншою ширини робочого зазору t в поте, що по ходу матеріалу ширина робочого кільцепередній секції. При цьому ширина робочого зазового зазору в сусідніх секціях преса ступінчато ру Τ і ширина робочого зазору t зв'язані співвіднозменшується, а середній діаметр кільцевого зазошенням: ру збільшується. При оптимальному співвідношенні між цими параметрами маса матеріалу на ділянці переходу з однієї секції циліндра в іншу «розтягується» (з меншого діаметра на більший). При цьому щільність матеріалу зменшується і він розпушується з виникненням сітки тріщин (особливо його зовнішніх шарах), що поліпшує умови відділення і відтоку олії з глибинних шарів у наступній секції циліндра. Іншими словами, у запропонованому пресі робочий зазор між зеєрний циліндром і гвинтовим шнеком являє собою послідовний ланцюг кільцеподібних циліндрів із ступінчастим збільшенням діаметру. Оброблюваний матеріал, рухаючись в такому робочому зазорі, піддається стисненню, яке зростає ступінчасто. При цьому на ділянці переходу від одного ступеня до іншого матеріал піддається розширенню і розпушуванню, що забезпечує виникнення в ньому сітки капілярів, що в свою чергу, сприяє більш інтенсивному та повному відділенню олії, без помітного збільшення опору руху матеріалу і зниження продуктивності преса. Суть винаходу ілюструється кресленнями: На Фіг.1 - зображено осьовий перетин запропонованого преса; На Фіг.2 - зображено ділянку між сусідніми секціями. Запропонований шнековий прес для віджимання олії включає зеєрний циліндр, який складається з кількох послідовно розташованих одна за одною секцій 1, 2 і 3. Внутрішній діаметр у кожної наступної по ходу матеріалу секції циліндра виконаний більшим внутрішнього діаметра його в попередньої секції. В циліндрі з можливістю обертання встановлено шнек із гвинтовим гребенем 4, який також складається з послідовно встановлених секцій. Іншими словами, прес виконано у вигляді послідовних секцій, у яких кожна секція циліндра охоплює хоча б одну секцію шнека. Зовнішній діаметр шнека в кожній з секцій виконано відповідним внутрішньому діаметру охоплюючої його секції циліндра. Внутрішній діаметр кожної наступної по ходу матеріалу секції шнека виконано більшим внутрішнього діаметра попередньої секції. Хоча б одна з секцій шнека (переважно вихідна) може бути виконана у вигляді двох послідовних циліндричних ступенів. При цьому внутрішній діаметр шнека наступного ступеня шнека виконано більшим ніж у попереднього. В реальній конструкції преса секція 2 циліндра охоплює секцію шнека, яка складається із ступенів 5 та 6, а секція 3 циліндра охоплює секцію шнека, яка складається зі стуленів 7 та 8. На вхідному кінці кожна секція шнека споряджена конічною перехідною ділянкою t T Dн Dп 0,20 0,35 при цьому: t - ширина робочого зазору в попередній секції преса; t кції, кції, D1 d1 2 де: D1 - внутрішній діаметр гільзи в попередній сеd1 - внутрішній діаметр шнека в попередній се Τ - ширина робочого зазору в наступній секції преса; Т ції, ції, D2 d2 2 де: D2 - внутрішній діаметр гільзи в наступній секd2 - внутрішній діаметр шнека в наступній сек Dп - середній діаметр робочого зазору в попередній секції преса Dп D1 d1 2 Dн - середній діаметр робочого зазору в наступній секції преса Dн D2 d2 2 В процесі роботи преса обертання шнека з гвинтовим гребенем 4 забезпечує безперервне переміщення маси матеріалу, що переробляється, вздовж циліндра в кільцевому робочому зазорі послідовно від секції 1 через секцію 2 до секції 3 і далі на вихід із преса. Віджимання олії відбувається за рахунок стиснення матеріалу в кільцевому робочому зазорі між шнеком та циліндром, ширина якого зменшується від секції до секції, а в межах однієї секції від ступеня до ступеня. Віджата олія видаляється з кільцевого зазору крізь проникний для олії зеєрний циліндр. В результаті віджимання мезга (вхідний олієвмісний матеріал) перетворю 9 75962 10 ється в макуху, що виходить із преса на вихідному пній секції виконана меншою ширини робочого його кінці у вигляді щільної пластичної маси. Якщо зазору t ніж в попередній секції, а їх величини зв'ясекція циліндра охоплює секцію шнека, яка вклюзані співвідношенням: чає два ступеня (наприклад, секція 2 охоплює два ступеня 5 та 6), то в межах цієї секції відбувається t Dн 0,20 0,35 послідовне двохстадійне стиснення матеріалу. T Dп Аналогічний процес віджимання відбувається і в межах секції 3 циліндра, яка охоплює ступені 7 та При цьому величина відношення t/T в різних 8 шнека. В зоні переходу матеріалу з однієї секції парах сусідніх секцій преса виконується різною. преса в другу, де збільшується середній діаметр Так в парах секцій, ближчих до вихідного кінця робочого кільцевого зазору, матеріал виходить з преса, величина цього співвідношення зростає, а в зазору попередньої секції і, розширюючись, заповпарах, ближчих до вхідного кінця, вона зменшунює кільцевий зазор більшого середнього діаметру ється. Тривалі дослідні роботи та аналіз зібраних наступної секції. При цьому, зовнішні шари матеріданих показав, що запропоноване співвідношення алу із-за перепаду зовнішнього діаметру зазору між величинами робочих зазорів та величинами розширюються та різко і інтенсивно розпушуються. середніх діаметрів цих зазорів забезпечує оптимаА внутрішні шари матеріалу розширюються плавльний режим роботи преса. У випадку, коли в парі но, начебто "розклинюються" конічною західною сусідніх секцій величина t/T менша ніж Dн/Dп=0,2, ділянкою 9 шнека, що супроводжується виникненвідбувається недостатнє стиснення маси а з нею ням численних радіальних тріщин та сітки капіляпадає інтенсивність віджимання олії. У випадку, рів у його масі. Таким чином, при кожному перехоколи t/T більша ніж D/d=0,35 різко проявляється ді матеріалу з однієї секції преса в другу явище переущільнення маси, яке теж знижує інтевідбувається перехід його з кільцевого зазору менсивність віджимання олії. ншого середнього діаметра в кільцевий зазор біВикористані джерела: льшого середнього діаметра, що супроводжується 1. Авт. Свідоцтво СРСР №488846 по М.кл. розширенням і інтенсивним розпушуванням маси С11В11/06. матеріалу. В результаті цього в матеріалі виникає 2. Авт. Свідоцтво СРСР №745921 по М.кл. безліч нових каналів для відтоку олії із внутрішніх С11В11/06. шарів до периферії (до каналів зеєрного циліндра) 3. Авт. Свідоцтво СРСР №725899 по М.кл.2 при віджиманням його в наступній секції. В межах В30В9/16. однієї секції матеріал рухається вздовж кільцевого 4. Патент СРСР №1274627 по М.кл.4 - С11В11/06. зазору в стисненому стані і з його маси витиска5. Авт. Свідоцтво СРСР №1043028 по М.кл.3 ється олія. Якщо секція складається з двох ступеВ30В9/16. нів, то в другому ступені матеріал стикується бі6. Авт. Свідоцтво СРСР №1618671 по М.кл.5 льше ніж у попередньому, що збільшує ступінь В30В9/16. витискання олії. В запропонованому пресі в парах сусідніх секцій ширина робочого зазору Τ в насту Комп’ютерна верстка О. Гапоненко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAn expeller for oil extraction
Автори англійськоюTenn Oleksandr Ivanovych, Stupa Volodymyr Ivanovych, Hirman Valerii Vasyliovych, Petik Pavlo Fedorovych
Назва патенту російськоюШнековый пресс для отжима масла
Автори російськоюТэнн Александр Иванович, Ступа Владимир Иванович, Гирман Валерий Васильевич, Петик Павел Федорович
МПК / Мітки
Мітки: прес, олії, віджимання, шнековий
Код посилання
<a href="https://ua.patents.su/5-75962-shnekovijj-pres-dlya-vidzhimannya-oli.html" target="_blank" rel="follow" title="База патентів України">Шнековий прес для віджимання олії</a>
Прес для віджимання олії з ядра горіха волоського

Номер патенту: 47084
Опубліковано: 17.06.2002
Автори: Луцяк Віталій Васильович, Луцяк Василь Григорович
МПК: C11B 1/06
Мітки: олії, горіха, ядра, прес, віджимання, волоського
Формула / Реферат:
Прес для віджимання олії з горіха волоського, який містить корпус з поршнем, який відрізняється тим, що корпус виконаний у вигляді двох коаксіально встановлених циліндрів, причому внутрішній циліндр зафіксований за допомогою затвора та поршня в наружному циліндрі, додатково пристрій містить мембранний замок, а корпус встановлений під кутом до горизонтальної площини.
Прес для віджимання олії
Номер патенту: 35405
Опубліковано: 15.03.2001
Автори: Огородницький Валерій Соломонович, Горан Артур Зіновійович, Сазонов Олександр Захарович
МПК: B30B 9/16
Мітки: прес, віджимання, олії
Формула / Реферат:
1. Прес для віджимання олії, який містить робочу камеру з послідовно розташованими завантажувальною секцією, секцією з непроникною стінкою, обладнаною зовнішнім електронагрівним елементом, і зеєрною секцією, два паралельні спряжені шнекові вали з розташованими поперемінне шнеками і групами подрібнювальних насадок, які розміщені всередині робочої камери, який відрізняється тим, що введені два струмопідвідні вузли, розташовані на кінцях робочої...
Шнековий прес для віджимання соку
Номер патенту: 55575
Опубліковано: 15.04.2003
Автори: Кульов Сергій Васильович, Садлаєв Олег Османович, Тихонов Вячеслав Петрович
Мітки: шнековий, віджимання, прес, соку
Формула / Реферат:
1. Шнековий прес для віджимання соку, що містить циліндричний перфорований корпус зі співвісно установленим в ньому на приводному валу пресувальним шнеком, завантажувальний бункер, сокозбирач, запірний орган, установлений на вивантажувальному кінці корпусу, і радіально установлені усередині корпусу пластини, який відрізняється тим, що в корпусі виконаний поздовжній паз, напроти якого зовні закріплені напрямлячі для пластин, які підпружинені і...
Прес для віджимання олії

Номер патенту: 46873
Опубліковано: 17.06.2002
Автори: Кузнєцов Андрій Юрійович, Куковинець Олександр Валентинович
Мітки: олії, прес, віджимання
Формула / Реферат:
1. Прес для віджимання олії, що включає завантажувальну секцію з бункерами, робочу камеру, яка складається із блока нагріву та блока віджимання, пристрій для відводу олії і розташований за робочою камерою пристрій для відводу макухи, при цьому усередині робочої камери розташований привідний вал, який відрізняється тим, що робоча камера та привідний вал розміщені вертикально, блок віджимання споряджений установленою з можливістю знімання на...
Прес для віджимання рослинної олії
Номер патенту: 31311
Опубліковано: 15.12.2000
Автор: Гроза Андрій Дмитрович
МПК: C11B 1/06
Мітки: олії, рослинної, віджимання, прес
Текст:
...зменшення її розмірів , що дозволяє при помірних силах стискання дисків одержати всередині ЇЇ тиск вище 1000 атм . Це дає змогу ефективно використовувати винахід для пресування макухи , що виходить з екструдерів , а також і для прямого віджимання олії з насіння , що містить олію . Сутність запропонованого технічного рішення пояснується кресленням, де на фіг. 1 - вигляд пресу в поперечному розрізі, на фіг. 2 - його вид А-А в...
Попередній патент: Двошвидкісний асинхронний двигун
Наступний патент: Складений валок
Випадковий патент: Спосіб прогнозування клінічного ефекту лікування альфатокоферолом хворих іхс, стабільною стенокардією різного віку