Спосіб обробки кульок та пристрій для його реалізації
Номер патенту: 32313
Опубліковано: 15.12.2000
Автори: Пасічний Олег Олегович, Шепелєв Анатолій Олександрович

Текст
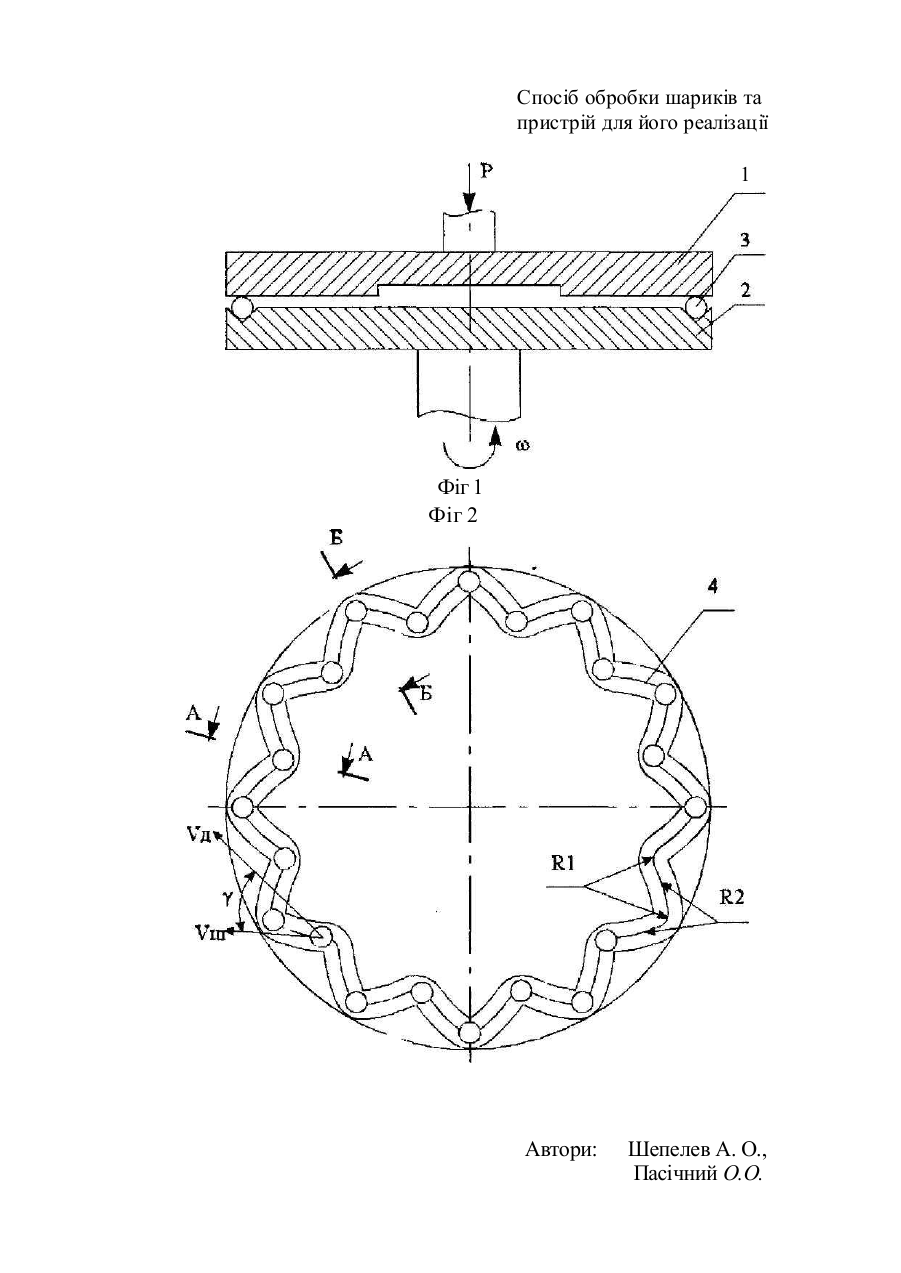
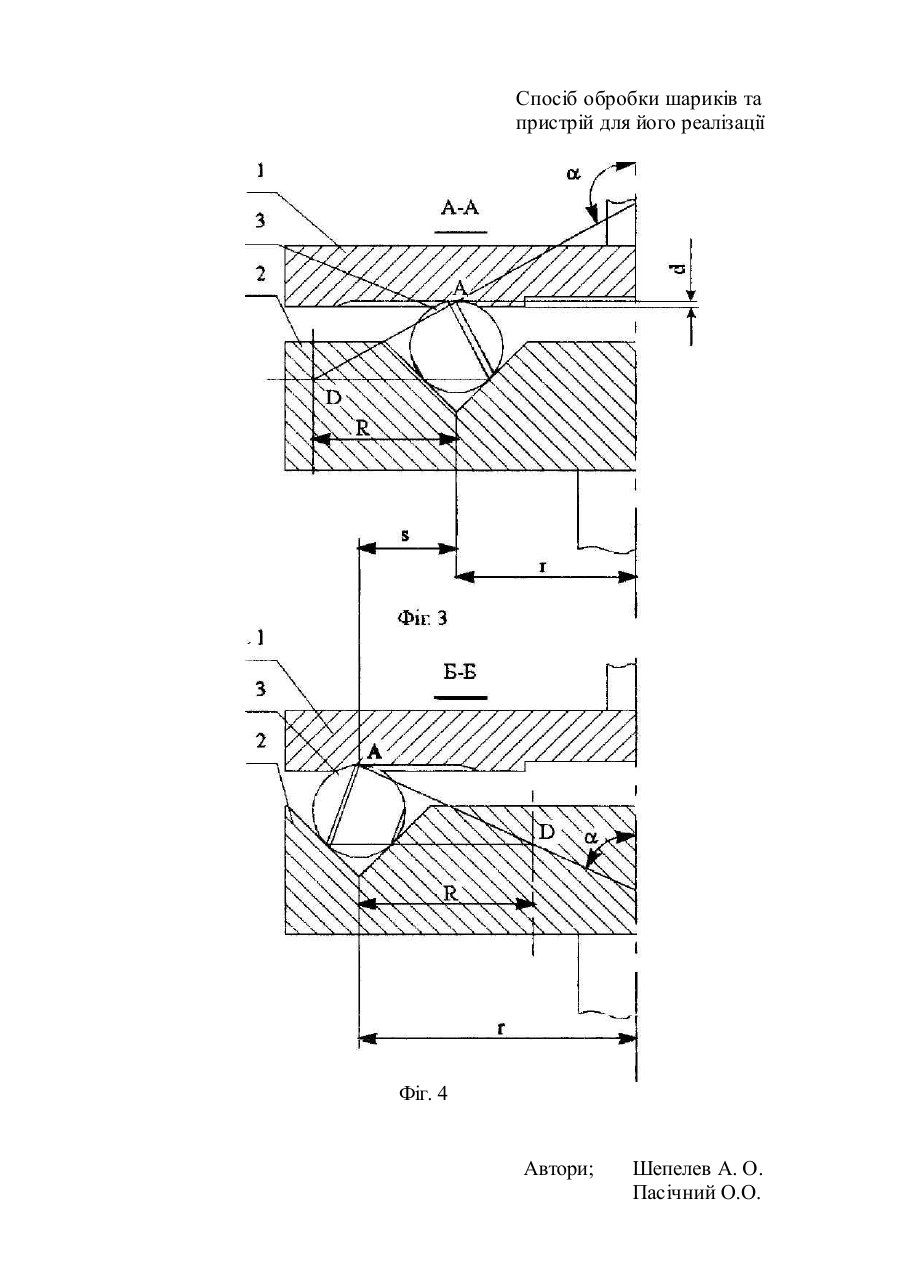
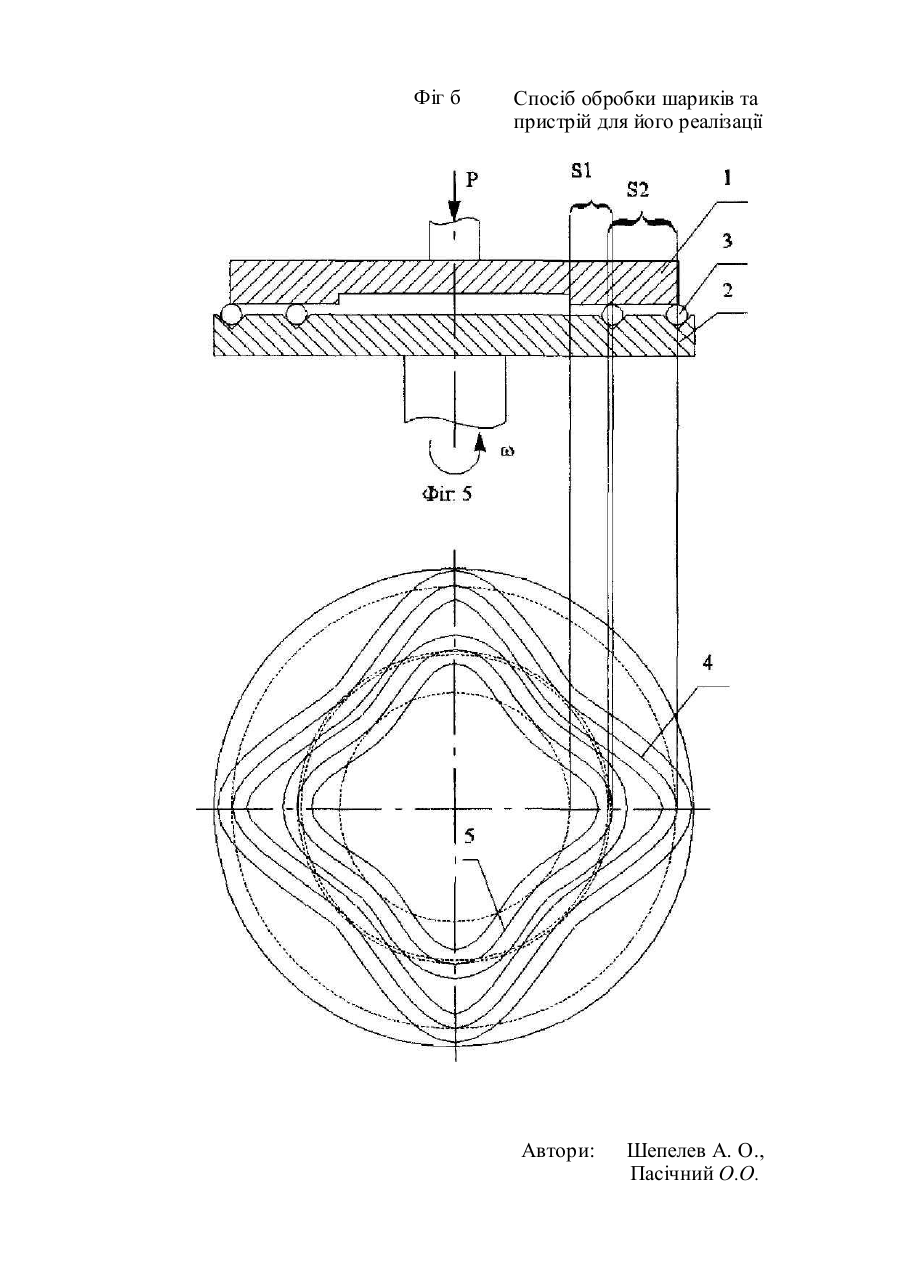
Опис ьиняходу позыву* и М.кл.6 В24В11/02 Спосіб обробки шариків та пристрій для його реалізації Винахід відноситься до механічної обробки шариків, в тому числі з композиційних матеріалів і може використовуватись в підшипниковій, нафтовій, автотракторній, авіаційній та ін. галузях промисловості. Відомий спосіб обробки шариків, що включає розміщення їх між двома площинними елементами, що обертаються, в кільцевих канавках, причому один з елементів обертають з постійною кутовою швидкістю, а другому надають осцилюючого руху (див. авт. св. СРСР №233476, М.кл. В 24 В 11/02 опубл. 16.04.1969р., Бюл. №2). Відомий також найбільш близький за технічною суттю до способу, що заявляється, спосіб обробки шариків, що включає розміщення їх між двома площинними елементами з наданням їм руху за допомогою переміщення принаймі одного з площинних елементів, через опорні точки, які є на одному з дисків, причому розташування опорних точок протягом обробки безперервно змінюють (див. авт. св. СРСР №359135, М.кл. В 24 В 11/02 опубл. 25.12.1972р. Бюл. №35). Недоліком обох описаних способів є низька продуктивність обробки внаслідок незначної швидкості просковзування між поверхнями шариків та дисків у зонах контакту. Відомій також пристрій для обробки шариків розміщених в сепараторі, що обертається, між двома співвісно змонтованими площинними елементами, один з яких обертається, даний пристрій оснащено також притискним кільцем (див. авт. св. СРСР №1791100, М.кл. В 24 В 11/02 опубл. 25.12.1993р. Бюл. №35). Недоліком цього пристрою є неможливість керування положенням миттєвої осі обертання шариків і процесом формування сітки слідів обробки на їх поверхні. Відомий також найбільш близький за технічною суттю до пристрою, що заявляється, пристрій для обробки шариків, що містить два площинних елемента, принаймі один з яких обертається навколо своєї осі, при цьому один з площинних елементів має напрямну канавку, на поверхні звернутій до другого в межах ширини якої виконано криволінійний паз, положення повздовжньої осі якого періодично змінюється, наближаючись то до одного, то до іншого краю паза, краї якого призначені для опори під шарик, при цьому криволінійний паз являє собою періодичну замкнену криву, періоди якої співвідносяться один до одного як прості числа (див. авт. св. СРСР №347178, М.кл. В 24 В 11/02 опубл. 10.08.1972р. Бюл. №24). Недоліками цього пристрою є слідуюче: вузький діапазон зміни положення миттєвої осі обертання шариків, незначні швидкості просковзування між поверхнями шариків та дисків у зонах контакту, жорсткі вимоги до профілю канавки — дуга окружності з радіусом що дорівнює радіусу шариків, що також призведе до зниження продуктивності і якості обробки. В основу винаходу поставлено задачу такого удосконалення способу обробки шариків та пристрою для його здійснення, при якому за рахунок зміни траєкторії переміщення шариків і у відповідності з цим — конструкції пристрою, забезпечується значне збільшення швидкостей просковзування між поверхнями шариків та інструмента в точках контакту, а також зміну у широкому діапазоні положення миттєвої осі обертання шариків в процесі обробки, внаслідок чого підвищиться продуктивність обробки і поліпшиться якість обробки. Для рішення цієї задачі в способі обробки шариків, що включає розміщення їх між двома площинними елементами і надання їм руху за допомогою переміщення, принаймі, одного з площинних елементів, згідно винаходу шарики переміщують по траєкторії, радіус кривизни якої змінюють в процесі обробки; у пристрої для обробки шариків, що містить два площинних елементи, принаймі один з яких обертається навколо своєї осі, при цьому один з площинних елементів має напрямну канавку на поверхні звернутій до другого, згідно винаходу напрямна канавка має перемінний вздовж її радіус кривизни, при цьому напрямна канавка може складатися із спряжених між собою ділянок у вигляді дуги кола або у вигляді спіралі Архімеду або у вигляді експоненти, а на площинному елементі, який має напрямну канавку, виконано, принаймні одну додаткову канавку, зміщену відносно неї в радіальному напрямку, при цьому найбільш віддалена від осі обертання точка вершини напрямної канавки, розташованої ближче до осі обертання, знаходиться на більшій відстані від осі обертання ніж найбільш близька від осі обертання точка вершини суміжної з нею напрямної канавки, розташованої далі від осі обертання. Причинно-наслідковий зв'язок між сукупностями ознак, що заявляються і технічними результатами, які досягаються при їх реалізації, полягає у наступному. Завдяки зміні радіусу кривизни траєкторії, по якій переміщують шарики в процесі обробки, що можливо здійснити на дату подачі заявки лише за умови реалізації запропонованого нами пристрою (в цьому і полягає єдність винахідницького задуму), досягається можливість змінювати в процесі обробки кут нахилу миттєвої осі обертання шариків та значно підвищити швидкість просковзування поверхонь шариків відносно поверхні площинного елементу, це забезпечіть поліпшення якості обробки та більш високу продуктивність обробки. Ці явища відбуваються тому, що величина радіусу кривизни напрямної канавки, яка змінюється вздовж її, визначає положення миттєвої осі обертання шариків — кут її нахилу, тому під час обробки шарики здійснюють багатовісне обертання, \цо дозволяє покрити поверхню шариків рівномірною сіткою слідів обробки за короткий проміжок часу. Неспівпадання векторів швидкості руху шарика і ведучого площинного елемента, що забезпечується криволінійною траєкторією їх переміщення, призводить до збільшення швидкостей просковзування між поверхнями шариків та площинного елементу, внаслідок чого продуктивність обробки значно зростає. Напрямна канавка, яка складена із: спряжених ділянок у вигляді дуг кола — дозволяє під час роботи отримати на поверхні шариків найбільш раціональну сітку слідів обробки, це забезпечить отримання найбільш високої якості оброблених шариків; спряжених ділянок у вигляді спіралі Архімеду — дозволяє оброблювати шарики з максимальною продуктивністю обробки і достатньо високій якості; спряжених ділянок у вигляді експоненти — забезпечує шарикам під час обробки постійну лінійну швидкість руху вздовж канавки, це забезпечує отримання високої якості обробки шариків з крихких матеріалів. Закономірність зміни радіусу кривизни напрямної канавки вздовж ЇЇ може бути розрахована і задана в кожному конкретному випадку окремо з урахуванням режимів обробки, матеріалу і розміру шариків і т.ін. У пристрої, який містить додаткову напрямну канавку області контакту шариків суміжних канавок з верхнім диском перехрещуються таким чином, що у процесі обробки використовується уся робоча площа площинного елемента, це дає змогу у більшості випадків зовсім відмовитись від періодичної правки його робочої поверхні. Винахід проілюстровано кресленнями, де на фіг. 1 представлено загальний вигляд пристрою для обробки шариків, повздовжній розріз; на фіг. 2 — вид зверху без верхнього притискного елементу; на фіг. 3,4— перерізи, відповідно А—А і Б—Б на фіг. 2; на фіг. 5, 6 — варіант пристрою для обробки шариків за п. 4 формули винаходу, проекції аналогічні фіг. 1,2; на фіг. 7, 8 варіант пристрою для обробки шариків з використанням сепаратора. Пристрій для обробки шариків (фіг. 1—4) містить два площинних елементи 1 та 2 виконані у вигляді відповідно верхнього та нижнього дисків, між якими розміщені шарики 3. На площинному елементі 2 виконано напрямну канавку 4 для розміщення шариків 3, які обробляються. Площинний елемент 1 притискують з силою Р до шариків 3, при цьому площинний елемент 2 обертають зі швидкістю со. Напрямна канавка 4 має перемінний вздовж її радіус кривизни, величина цього радіусу кривизни R визначає положення миттєвої осі обертання шарику AD — кут її нахилу ос (фіг. З, 4). На операції доводки шариків 3 обробка ведеться з використанням доводочної пасти, на операції шліфування в якості площинного елементу 1 використовують шліфувальний круг. Напрямна канавка 4 може складатися із спряжених між собою ділянок у вигляді дуг кола, наприклад радіусом R1 та R2 (фіг. 2), або ділянок у вигляді спіралі Архімеду або ділянок у вигляді експоненти (на кресленнях не показано) і т.д. На площинному елементі 2, який має напрямну канавку 4 може бути виконано, принаймі ще одну додаткову канавку 5 (фіг. 6), при цьому найбільш віддалена від осі обертання точка вершини напрямної канавки 5, розташованої ближче до осі обертання, знаходиться на більшій відстані від осі обертання ніж найбільш близька від осі обертання точка вершини суміжної з нею напрямної канавки 4, розташованої далі від осі обертання. Робота пристрою за наявністю додаткової напрямної канавки 5 не має принципових особливостей у порівнянні з вищеописаною. Між площинними елементами 1 та 2 може бути розташований сепаратор 6, у гніздах якого розміщують шарики 3, які підлягають обробці (фіг. 8). Внаслідок форми напрямної канавки 4 (згідно винаходу), під час руху по ній шариків 3 постійно змінюється кут у (фіг. 2) між векторами швидкості шарика 3 — Vm та ведучого площинного елемента 2 — Уд і відстань шарика 3 від осі обертання г (фіг. 4). Це призводить до зміни як радіальної, відносно осі обертання, так і лінійної швидкості шариків 3 під час їх руху вздовж напрямної канавки 4. Таким чином під час обробки шарики 3 мають різні швидкості руху. Швидкість обертання сепаратора 6 визначається швидкістю руху шариків 3, які мають найменшу радіальну, відносно осі обертання, швидкість. Внаслідок цього сепаратор 6 пригальмовує ті шарики 3, що намагаються рухатись зі швидкістю більшою ніж у сепаратора 6 таким чином що, середня швидкість руху шариків З вздовж напрямної канавки 4 зменшується. Це призводить до додаткового збільшення швидкості просковзування між шариками 3 та верхнім площинним елементом 1, внаслідок цього продуктивність обробки також збільшується. Крім того, завдяки тому, що сепаратор 6 відділяє шарики З один від одного підвищується якість обробки шариків 3 переважно з крихких та неміцних матеріалів. Спосіб обробки, що заявляється може бути проілюстрований за допомогою пристрою для обробки шариків 3, запропонованого в даній заявці. Шарики 3, які потрібно обробити, розміщують між двома площинними елементами 1, 2 в напрямній канавці 4 (фіг. 1—4) або і в додатковій напрямній канавці 5 (фіг. 6) і переміщують по траєкторії, радіус кривизни якої змінюють в процесі обробки за допомогою, в даному випадку, напрямної канавки 4 з перемінним вздовж її радіусом кривизни, що дасть змогу забезпечити шарикам 3 під час обробки багатовісне обертання, при цьому величина радіуса кривизни R (фіг 1, 2) визначить положення миттєвої осі обертання шарика AD — кут її нахилу а. Неспівпадання векторів швидкості руху шарика 3 — Уш і ведучого площинного елемента 2 — Уд значно підвищує швидкість просковзування між їх поверхнями, що призведе до підвищення продуктивності обробки. Зміна положення шариків 3 в радіальному напрямку з амплітудою s дозволить більш раціонально використати площу площинного елементу 1 і зменшити його лінійний знос d. Змінюючи закон зміни радіуса кривизни траєкторії, по якій переміщують шарики 3 можливо керувати процесом формування рівномірної сітки слідів обробки на їх поверхні і швидкістю зняття припуску на обробку, а значить — якістю і продуктивністю обробки. Ці показники будуть досягнуті ще в більшій мірі у разі виконання кількох напрямних канавок 4, 5 згідно винаходу, тому, що відпадає необхідність у періодичній правці площинного елементу 1. Спосіб обробки шариків та пристрій для його реалізації 1 Фіг 1 Фіг 2 Автори: Шепелев А. О., Пасічний О.О. Спосіб обробки шариків та пристрій для його реалізації Фіг. 4 Автори; Шепелев А. О. Пасічний О.О. Фіг б Спосіб обробки шариків та пристрій для його реалізації Автори: Шепелев А. О., Пасічний О.О. Фіг 8 Спосіб обробки шариків та пристрій для його реалізації Автори: Шепелев А. О.п Пасічний О.О.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for working of balls
Автори англійськоюShepeliev Anatolii Oleksandrovych, Pasichnyi Oleh Olehovych
Назва патенту російськоюСпособ обработки шариков и устройство для его реализации
Автори російськоюШепелев Анатолий Александрович, Пасичный Олег Олегович
МПК / Мітки
МПК: B24B 11/00
Мітки: обробки, спосіб, реалізації, пристрій, кульок
Код посилання
<a href="https://ua.patents.su/9-32313-sposib-obrobki-kulok-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки кульок та пристрій для його реалізації</a>
Спосіб обробки мовного сигналу та пристрій для його реалізації
Номер патенту: 23830
Опубліковано: 16.06.1998
Автори: Прошутя Андрій Григорович, Приходько Володимир Мусійович
МПК: G10L 21/00
Мітки: мовного, пристрій, сигналу, обробки, реалізації, спосіб
Формула / Реферат:
1. Способ обработки речевого сигнала, включающий формирование сегментов речевого сигнала, функциональное преобразование сегментов, вычисление спектральных коэффициентов сегмента в различных системах базисных функций, определение минимальной величины среднеквадратичной погрешности его аппроксимации и синтез речевого сигнала с учетом вычисленных оптимальных спектральных коэффициентов сегмента, отличающийся тем, что входной речевой сигнал...
Спосіб обробки сигналів при звірянні шкал часу та пристрій для його реалізації
Номер патенту: 20380
Опубліковано: 15.07.1997
Автори: Нестеренко Георгій Вікторович, Кащеєв Борис Леонідович, Коваль Юрій Олександрович, Макаренко Борис Іванович, Леман Юрій Олександрович, Кундюков Сергій Григорович, Дуднік Борис Савич, Семенов Станіслав Федорович
МПК: G04C 11/00
Мітки: реалізації, пристрій, шкал, обробки, сигналів, звірянні, спосіб, часу
Формула / Реферат:
1. Способ обработки сигналов при сверке шкал времени, основанный на равенстве времени распространения радиосигнала в прямом и обратном направлении, при котором пропускают принимаемый сигнал через тракт приемника, а передаваемый сигнал через тракт передатчика и дополнительно через тракт приемника, отличающийся тем, что излучаемый радиосигнал дополнительно зеркально инвертируют во времени относительно реперной метки времени собственной...
Спосіб обробки тіл обертання електричною дугою і електрод-інструмент для його реалізації
Номер патенту: 24439
Опубліковано: 17.07.1998
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: обертання, електричною, тіл, обробки, дугою, спосіб, реалізації, електрод-інструмент
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, який відрізняється тим, що електричну дугу збуджують у міжелектродному зазорі між електродом-заготовкою, яка обертається, і електродом-інструментом, який має поступальні чи дискретні технологічні рухи осьової та радіальної подачі, під технологічним тиском робочої рідини, що подається у міжелектродний зазор крізь канал у електроді-інструменті.2. Спосіб за п.1, який відрізняється тим, що...
Спосіб класифікації дрібнозернистих матеріалів та пристрій для його реалізації
Номер патенту: 28224
Опубліковано: 16.10.2000
Автори: Афанас'єв Віталій Валентинович, Сергєєв Андрій Михайлович
МПК: B07B 13/10, B07B 15/00
Мітки: дрібнозернистих, спосіб, матеріалів, класифікації, реалізації, пристрій
Формула / Реферат:
1. Спосіб класифікації дрібнозернистих матеріалів, який включає подання матеріалу на роторний метальник у верхню його частину, вплив на матеріал розташованими на роторі ударними пластинами та вивід отриманих фракцій по ходу обертання ротора, який відрізняється тим, що швидкість ротора задають 15-105 рад/с, здійснюють подання шару, матеріала під кутом до горизонталі в...
Спосіб ультразвукової ударної обробки і операційний технологічний комплекс для його реалізації

Номер патенту: 12741
Опубліковано: 28.02.1997
Автори: Вострухін Євгеній Алексєєвіч, RU, Статніков Єфім Шмульєвіч, RU, Труфяков Володимир Іванович, Арановскій Дмітрій Євгеньєвіч, RU, Чірцов Сєргєй Жоржевіч, RU, Міхеєв Павло Петрович, Лобанов Леонід Михайлович, Патон Борис Євгенович
МПК: C21D 1/04
Мітки: операційний, ударної, спосіб, реалізації, технологічний, ультразвукової, комплекс, обробки
Формула / Реферат:
(57) 1 Способ ультразвуковой ударной обработки преимущественно сварных металлоконструкций ударными элементами, соединенными с ультразвуковым преобразователем включающий подачу вынужденных колебаний ультразвуковой частоты через преобразователь на ударные элементы и воздействие на обрабатываемую поверхность материала ударными элементами с заданной по технологии амплитудой смещения их выходных торцев перпендикулярно обрабатываемой поверхности,...
Попередній патент: Світлотехнічна установка
Наступний патент: Спосіб лікування некротичного панкреатиту
Випадковий патент: Спосіб утилізації екскрементів людини