Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей
Номер патенту: 34159
Опубліковано: 25.07.2008
Автори: Максимов Сергій Юрійович, Ющенко Костянтин Андрійович, Супрун Сергій Олександрович, Каховський Юрій Миколайович, Фадєєва Галина Вікторівна
Формула / Реферат
1. Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей, що складається зі сталевої оболонки, виготовленої з нержавіючої хромистої сталі з вмістом хрому 24,0...27,0 %, і шихти, що включає електролітичний нікель, металевий марганець, фероніобій, рутил, магнезит, гексафторсилікат натрію, калій-натрієву силікатну брилу, який відрізняється тим, що сталева оболонка виготовлена з нержавіючої хромистої сталі з вмістом хрому 12,0...30,0 %, тобто значення нижнього показника по вмісту хрому зменшено до 12,0 %, а значення верхнього показника по вмісту хрому підвищено до 30,0 %, а шихта додатково містить флюоритовий концентрат, літій фтористий, кріоліт, чотирифтористий цирконій і алюмінієвий порошок при наступному співвідношенні компонентів, мас. %:
електролітичний нікель
15,0...45,0
металевий марганець
1,5...16,0
фероніобій
1,0...6,0
рутил
0,5...3,0
магнезит
0,5...10,0
гексафторсилікат натрію
0,2...1,5
калій-натрієва силікатна брила
0,1…2,0
флюоритовий концентрат
30,0...45,0
літій фтористий
0,5...7,5
кріоліт
1,0...4,0
чотирифтористий цирконій
0,5...1,0
алюмінієвий порошок
0,2...2,5,
при цьому коефіцієнт заповнення порошкового дроту складає 30,0...50,0 %.
2. Порошковий дріт за п. 1, який відрізняється тим, що шихта додатково містить хром металевий в кількості 1,0...18,0 мас. %.
3. Порошковий дріт за п. 1 та за п. 2, який відрізняється тим, що вміст хрому в шихті та вміст хрому в оболонці відповідає співвідношенню:
30>(1-к).Сr в оболонці + k.Сr в шихті >2, де k=0,3...0,5.
4. Порошковий дріт за п. 1, який відрізняється тим, що шихта додатково містить молібден в кількості 5,0...12,0 мас. %.
5. Порошковий дріт за п. 1, який відрізняється тим, що шихта додатково містить хром азотований в кількості 3,0...12,0 мас. %.
6. Порошковий дріт за п. 1, який відрізняється тим, що шихта додатково містить натрій фтористий та калій фтористий в кількості, мас. %:
натрій фтористий
2,0...5,0
калій фтористий
1,0...5,0.
7. Порошковий дріт за пп. 1-6, який відрізняється тим, що загальний вміст фторидів та оксидів в шихті відповідає наступному співвідношенню:
50,0 > загальний вміст фторидів - 2 (загальний вміст оксидів) > 1,0.
8. Порошковий дріт за пп. 1-7, який відрізняється тим, що вміст легуючих елементів в шихті та оболонці вибрано з урахуванням забезпечення хімічного складу наплавленого металу, значення нікелевого та хромового еквівалентів якого обмежені значеннями:
Niекв=6,0...32,0
Сrекв=9,0...34,0.
Текст
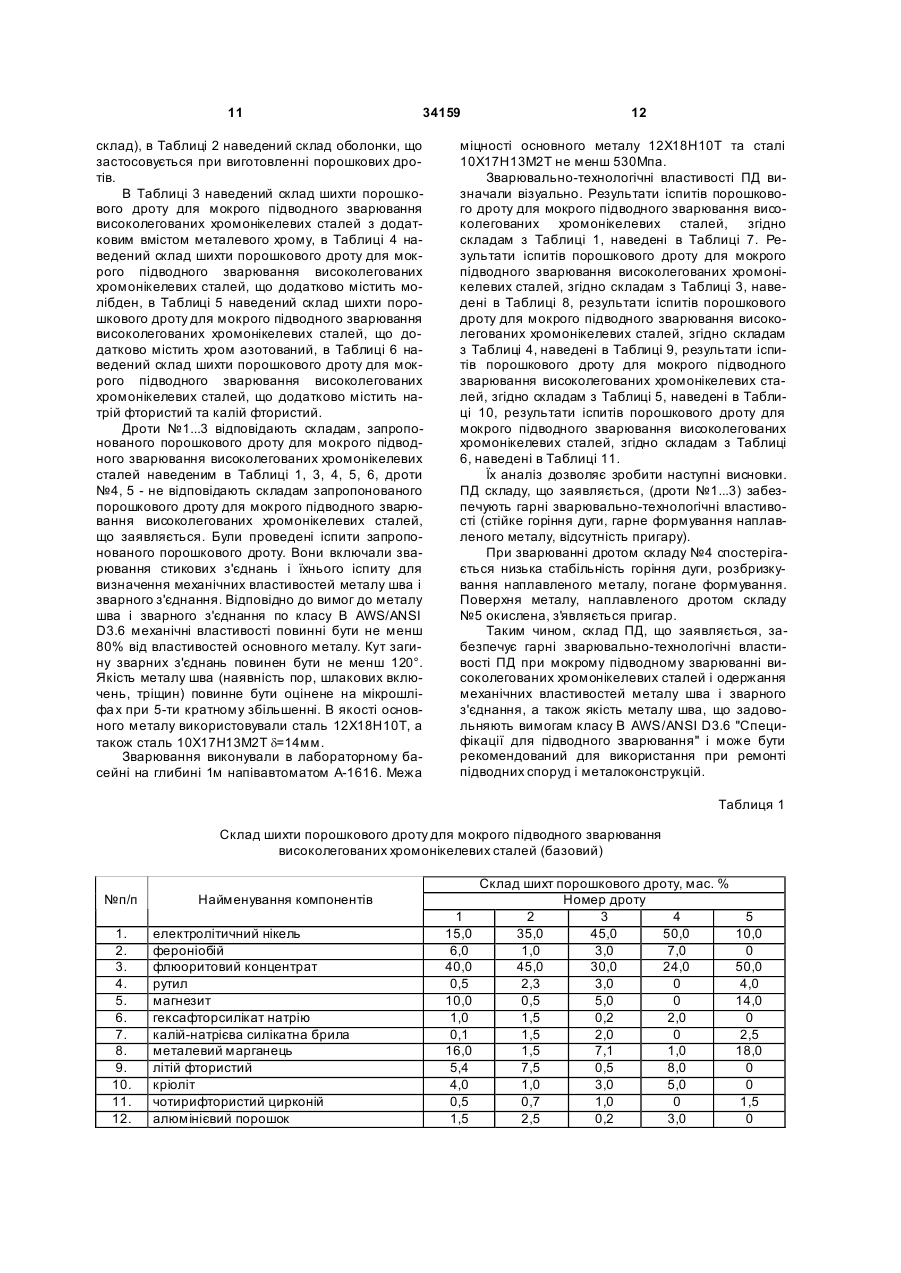
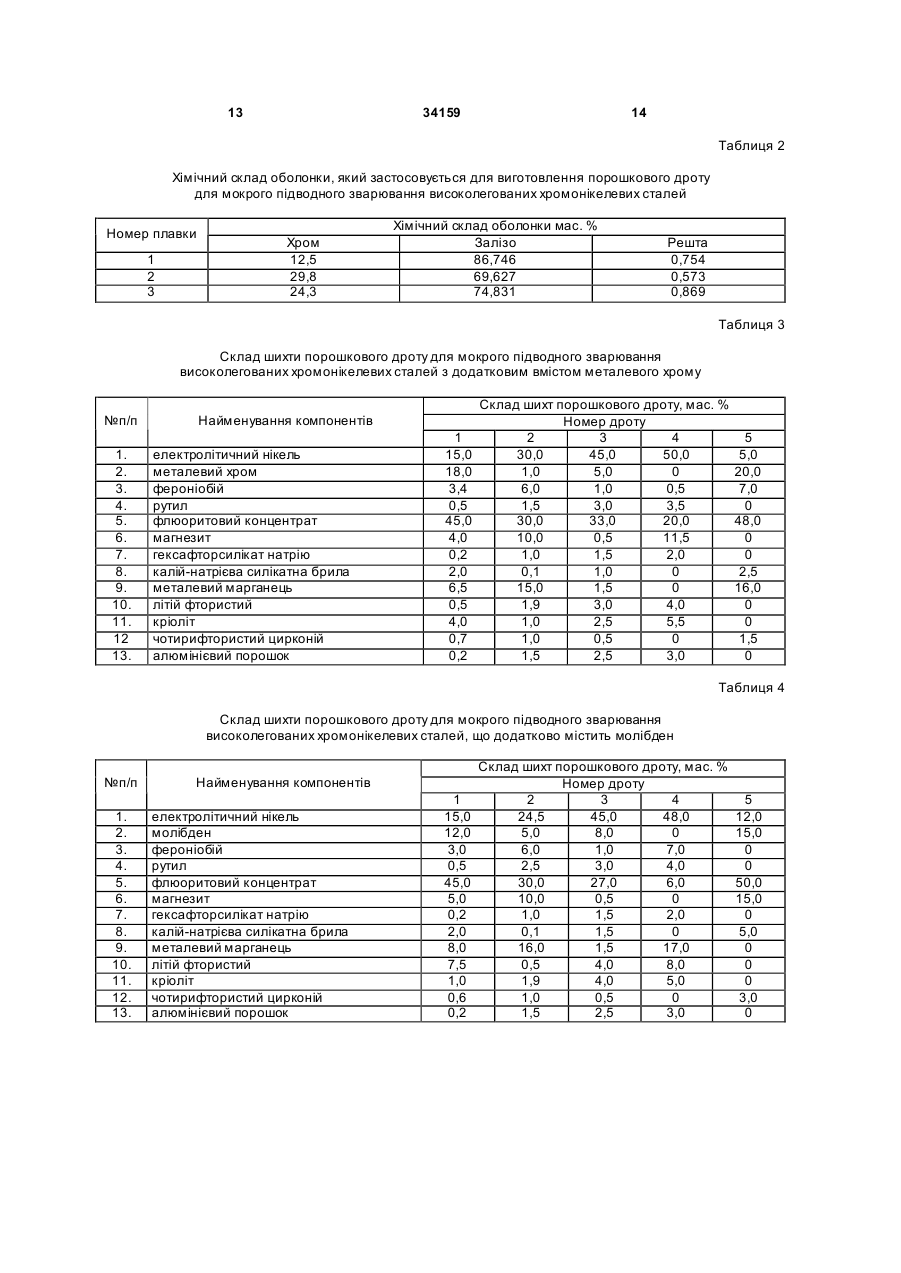
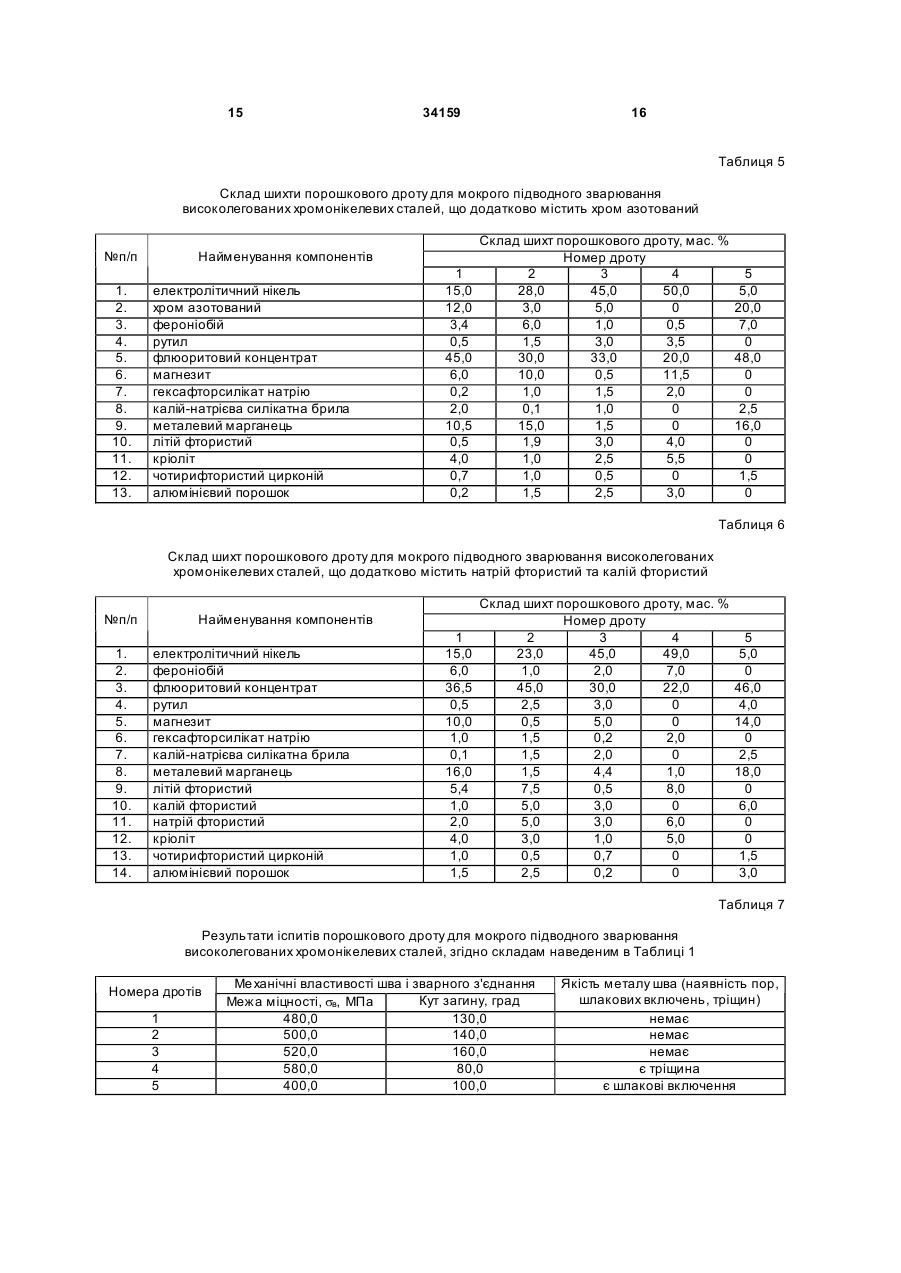
1. Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей, що складається зі сталевої оболонки, виготовленої з нержавіючої хромистої сталі з вмістом хрому 24,0...27,0%, і ши хти, що включає електролітичний нікель, металевий марганець, фероніобій, рутил, магнезит, гексафторсилікат натрію, калій-натрієву силікатну брилу, який відрізняється тим, що сталева оболонка виготовлена з нержавіючої хромистої сталі з вмістом хрому 12,0...30,0%, тобто значення нижнього показника по вмісту хрому зменшено до 12,0%, а значення верхнього показника по вмісту хрому підвищено до 30,0%, а шихта додатково містить флюоритовий концентрат, літій фтористий, кріоліт, чотирифтористий цирконій і алюмінієвий порошок при наступному співвідношенні компонентів, мас. %: електролітичний нікель 15,0...45,0 металевий марганець 1,5...16,0 фероніобій 1,0...6,0 рутил 0,5...3,0 магнезит 0,5...10,0 гексафторсилікат натрію 0,2...1,5 калій-натрієва силікатна брила 0,1…2,0 флюоритовий концентрат 30,0...45,0 U 2 (19) 1 3 34159 Проблема зварювання підводних металоконструкцій з корозійностійких високолегованих хромонікелевих сталей на сьогоднішній день не вирішена. Розроблені порошкові дроти, призначені для мокрого підводного зварювання маловуглецевих та низьколегованих сталей типу Ст.3; 09Г2; 19Г та ін., а також для низьколегованих сталей підвищеної міцності типу 17Г1С. Відомі також порошкові дроти, які призначені для зварювання високолегованих хромонікелевих сталей типу 18-10 на повітрі. Основними труднощами при мокрому підводному зварюванні низьколегованих і низьковуглецевих сталей є велика швидкість охолодження, а також насичення металу шва і ЗТВ воднем, його перерозподіл, у наслідок чого знижується технологічна міцність зварного з'єднання. Особливо несприятливий вплив водню проявляється при зварюванні високоміцних сталей і сталей з підвищеним вуглецевим еквівалентом. Дуга, що горить під водою, знаходиться в постійно змінюючумуся парогазовому об'ємі. Атмосфера парогазового пузиря розбавляється парами металів та газами, що виділяються з компонентів шихти порошкового дроту і продуктами дисоціації водяної пари. У продуктах дисоціації водяної пари при Т=2000...3000°К (температура крапель електродного металу) поряд з існуванням кисню і водню у вигляді молекул, кисень і водень може знаходитися в атомарному стані, а також можуть бути присутні молекули, наприклад, ОН. При підвищенні температури Т=5000...6000°К (температура плазми дуги) ступінь дисоціації молекул води збільшується, отже, збільшується вплив водню і окисний потенціал середовища. Отже, при розробці порошкових дротів для мокрого підводного зварювання необхідно передбачити міри, що сприяють зменшенню або усуненню цих несприятливих факторів. Одним із діючих способів, що застосовується в практиці розробки зварювальних матеріалів є введення до складу шихти порошкових дротів фтористи х з'єднань, що утворюють з воднем нерозчинні в рідкому металі хімічні сполуки. Такий підхід був реалізований при розробці "Порошкового дроту для зварювання під водою" [Патент України №19627 А від 25.12.1997р.; В23К35/36; Бюл. №6, 1997р.], взятий нами в якості аналога. Порошковий дріт складається з сталевої оболонки і шихти при наступному співвідношенні компонентів, мас. %: рутил 18,0…22,0 гематит 4,0...8,0 марганець 28,0...32,0 нікель 4,0...8,0 фторид літію 2,0...4,0 фторид кобальту 0,4...0,6 польовий шпат 1,6...2,4 залізний порошок 31,0...34,0 При цьому коефіцієнт заповнення порошкового дроту складає 30...35%. Зазначений порошковий дріт не може бути застосований для зварювання високолегованих хромонікелевих сталей, тому що призначений для зварювання маловуглецевих сталей, тобто він 4 забезпечує склад наплавленого металу відповідний маловуглецевим сталям. У порошковому дроті для підводного зварювання низьколегованих сталей підвищеної міцності типу 17Г1С [Патент України №75174 від 15.03.2006p.; В23К35/368], взятий нами також в якості аналога, використаний інший спосіб забезпечення можливості зварювання сталі підвищеної міцності - одержання аустенітної структури металу шва. Порошковий дріт по зазначеному патенту складається з металевої оболонки, виготовленої з чистого нікелю і шихти при наступному співвідношенні компонентів, мас. %: фторцирконат калію 8,0...10,0 польовий шпат 4,0...10,0 фтористий кальцій 4,0...6,0 алюміній решта Причому, коефіцієнт заповнення порошкового дроту складає 22-25%. Використання в якості оболонки порошкового дроту стрічки з чистого нікелю забезпечує одержання металу шва з вмістом нікелю в діапазоні 70...80% (у результаті перемішування з основним металом), інше - залізо. В зв'язку з відсутністю в наплавленому металі хрому, такий склад металу шва не забезпечує корозійної стійкості і, отже, не може бути використаний для зварювання високолегованих корозійностійких сталей. Найбільш близьким до корисної моделі, що заявляється, є склад порошкового дроту [Патент RU №1605451 від 27.01.1995p., В23К35/368 Бюл. №3], обраний нами в якості прототипу. Порошковий дріт (ПД) складається з оболонки, виготовленої з нержавіючої хромистої сталі з вмістом хрому 24,0...27.0% і ши хти при наступному співвідношенні компонентів, мас. %: електролітичний нікель 30,0...54,0 металевий марганець 1,5...15,0 фероніобій 2,0...2,7 рутил 5,0...25,0 плавиковий шпат 5,0...25,0 магнезит 5,0...20,0 гексафторсилікат натрію 0,6...3,0 калій-натрієва силікатна брила 0,5...0,4 ферованадій 0,6...5,0 оксид хрому 0,6...5,0 металевий хром 1,0...16,0 Коефіцієнт заповнення порошкового дроту складає 20...30%. Даний порошковий дріт (ПД) призначений і застосовується для зварювання на повітрі хромонікелевих сталей. Однак, використання його для мокрого підводного зварювання високолегованих сталей неможливо. Як вказувалося вище, в зв'язку з сильним окислювальним впливом навколишнього середовища (води) при підводному зварюванні, відбувається окислювання легуючи х елементів: марганцю, хрому та інш. В результаті поверхня наплавленого металу сильно окислена, метал перепалений, складається практично з "грату", формування його погане. Отже, не забезпечуються зварювально-технологічні властивості порошкового дроту при мокрому підводному зварюванні, що 5 34159 робить порошковий дріт непридатним для цих цілей. Крім того, вказаний порошковий дріт забезпечує наплавлений метал типу 18-10 і не може бути застосований для зварювання сталей інших класів, наприклад, сталей типу 17-13-3. Сталі, які застосовуються в підводних металоконструкціях, відносяться до сталей різного типу легування, а саме: високолегованих корозійностійких сталей аустенітно-феритного класу типу 18-10 (08Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т та їм подібних), сталей феритно-аустенітного класу типу 22-5 (03Х22Н5АМ3, 08Х22Н6Т, 08Х21Н5Т, 08Х21Н6М2Т та їм подібних). Крім того, є сталь типу 18-10, що містить молібден -08Х19Н11М3. В той же час, найбільшу корозійну стійкість в морській воді мають чисто аустенітні хромонікелеві сталі з вмістом молібдену в кількості до 3,5мас. %, тобто сталі типу 17-13-3, а саме: (08Х17Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М2Т, 08Х17Н16М3Т, 03Х21Н21М4Б та їм подібні). Розробка порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей представляється ще більш складною задачею. Необхідно передбачити міри, що усувають несприятливий вплив водневого середовища. Поряд із забезпеченням мір, що сприяють зменшенню впливу водню, необхідно задіяти фактори, що сприяють зменшенню, чи усуненню шкідливого впливу окисного потенціалу середовища. Задачею корисної моделі є створення порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, що забезпечує високі зварювально-технологiчні властивості порошкового дроту і одержання механічних властивостей металу і звареного з'єднання, а також якості металу шва, що задовольняють вимогам класу В "Специфікації для підвідного зварювання" AWS/ANSI D3.6. Поставлена задача вирішується тим, що порошковий дріт (ПД), який складається з металевої оболонки, виготовленої з нержавіючої хромистої сталі з вмістом хрому 24,0...27,0% і шихти, що містить електролітичний нікель, металевий марганець, фероніобій, рутил, магнезит, гексафторсилікат натрію, калій-натрієву силікатну брилу, згідно корисної моделі, що сталева оболонка виготовлена з нержавіючої хромистої сталі з вмістом хрому 12,0...30,0%, тобто значення нижнього показника по вмісту хрому зменшено до 12,0%, а значення верхнього показника по вмісту хрому підвищено до 30,0%, а що ши хта додатково містить флюоритовий концентрат, літій фтористий, кріоліт, чотирифтористий цирконій і алюмінієвий порошок при наступному співвідношенні компонентів, мас. %: електролітичний нікель 15,0...45,0 металевий марганець 1,5...16,0 фероніобій 1,0...6,0 рутил 0,5...3,0 магнезит 0,5...10,0 гексафторсилікат натрію 0,2...1,5 калій-натрієва силікатна брила 0,1…2,0 флюоритовий концентрат 30,0...45,0 літій фтористий 0,5...7,5 6 кріоліт 1,0...4,0 чотирифтористий цирконій 0,5...1,0 алюмінієвий порошок 0,2...2,5 При цьому коефіцієнт заповнення порошкового дроту складає 30,0...50,0%. При використанні в якості оболонки стрічки з нержавіючої хромистої сталі з вмістом хрому 12,0...30,0%, в залежності від дійсного вмісту хрому в стрічці та від необхідного коефіцієнту заповнення дроту, легування наплавленого металу хромом здійснюється або цілком оболонкою, тобто хром в шихті зовсім відсутній, або додатково знаходиться в шихті в кількості 1,0...18,0мас. %. Слід зазначити, що вміст хрому в оболонці в кількості 12,0...30,0мас. % передбачає застосування стрічки с зазначеним вмістом хрому в оболонці дроту, який був отриманий при виготовлені стрічки. Таким чином, зменшення значення нижнього показника по вмісту хрому до 12,0% і підвищення значення верхнього показника по вмісту хрому до 30,0%, поряд з заявленим коефіцієнтом заповнення дроту в кількості 30,0...50,%, тобто з тими показниками, що наведені в заявлених складах дротів, дозволяє отримати порошкові дроти широкої номеклатури, як по диаметрам (від 1,6мм до 2,4мм), так і по вмісту хрому в наплавленому металі, нарівні (12,0...26,0) мас. %. Отже в залежності від типу легування сталей, які потрібно зварювати, зміст хрому в наплавленому металі повинен знаходиться в діапазоні 12,0...26,0мас.%, вміст нікелю 5,0...24,0мас. %, а вміст молібдену - 1,5...3,5мас. %. Залежність вмісту хрому в направленому металі від дійсного вмісту хрому в оболонці, та обраного коефіцієнту заповнення дроту, так само від вмісту хрому, який додатково додається в шихту відображається співвідношенням: 30>(1-k)×Сr в оболонці + k×Сr в ши хті >2, де k=0,3...0,5. Найбільше числове значення наведеного співвідношення отримується при найбільшому вмісту хрому в оболонці (Сr в оболонці = 30,0%), найбільшому вмісту хрому в ши хті (Сr в ши хті = 18,0%), та найменшому значенню коефіцієнта заповнення (30%), k=0,3. Тоді одержуємо числове значення рівне 26,4 (без урахування ступеню окислення хрому). Найменше числове значення наведеного співвідношення отримували при найменшому вмісту хрому в оболонці (Сr в оболонці = 12,0%), а також при повній відсутності хрому в ши хті, та найбільшому коефіцієнту заповнення (50%), k=0,5. Тоді одержуємо числове значення рівне 6,0 (без урахування ступеню окислення хрому). Тобто виконується заявлене співвідношення, як в частині, що знаходиться ліворуч (26,42,0). Заявлене співвідношення виконується при всіх граничних заявлюваних показниках. Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей, згідно корисної моделі, склад шихти якого додатково містить молібден в кількості 5,0...12,0мас.%. Введення молібдену в шихту в кількості 5,0...12,0мас. % забезпечує отримання в наплав 7 34159 леному металі молібдену в кількості 1,5...3,5мас. %. Тобто заявлений порошковий дріт може бути застосований для зварювання класу сталей, які містять молібден. Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей, згідно корисної моделі склад шихти якого додатково містить хром азотований в кількості 3,0... 12,0мас. %. Порошковий дріт, в ши хті якого додатково міститься хром азотований в кількості 3,0...12,0мас. % дозволяє отримати в наплавленому металі вміст азоту в кількості 0,1...0,21мас. %, Азот має коефіцієнт аустенітності 30,0, тобто вміст азоту в кількості 0,1...0,21мас. % забезпечує підвищений запас аустенітності наплавленого металу. Азот так само є модифікатором, який сприяє подрібненню структури наплавленого металу, тобто підвищенню пластичних властивостей металу. Нижня межа по вмісту хрому азотованому в кількості 3,0мас. % обрана з урахуванням його впливу на механічні властивості металу шва. Значення верхнього показника по вмісту хрому азотованого обмежено з урахуванням його впливу на якість металу шва (наявність пор). Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей, згідно корисної моделі, склад шихти якого додатково містить натрій фтористий та калій фтористий в кількості, мас. %: натрій фтористий 2,0...5,0 калій фтористий 1,0...5,0 Порошковий дріт, який відрізняється тим, що шихта додатково містить натрій фтористий в кількості 2,0...5,0мас.%, та калій фтористий в кількості 1,0...5,0мас.% дозволяє підвищити стабільність горіння дуги, тобто покращити зварювальнотехнологічні властивості порошкового дроту. Введення натрію фтористого в кількості менш ніж 2,0мас.% та калію фтористого в кількості менш ніж 1,0мас.% не впливає на підвищення стабільності горіння дуги, тобто на покращення зварювальнотехнологічних властивостей порошкового дроту. Введення натрію фтористого в кількості більш ніж 5,0мас.% та калію фтористого більш ніж 5,0мас.% зменшує поверхневий натяк шлаку, тобто погіршується покривна здатність шлаку, і як наслідок погіршуються зварювально-технологічні властивості порошкового дроту. Розглянемо базовий склад порошкового дроту. Введення великої кількості фторидів, а саме, флюоритового концентрату (CaF2) в кількості 30,0...45,0мас.%, літію фтористого (LiF) у кількості 0,5...7,5мас.%, кріоліту (Na3 AlF6) в кількості 1,0...4,0мас.%, а також чотирифтористого цирконію (ZrF4) в кількості 0,5...1,0мас.% поряд з присутнім у дроті гексафторсилікатом натрію (Na2SiF6) в кількості 0,2...1,5мас.% сприяє збагаченню реакційної зони фтором. Фтор в зв'язку з винятково високої спорідненості до водню з'єднується з останнім і утворює нерозчинний у металі фтористий водень (HF). При цьому зміст водню в металі шва зменшується, що істотно підвищує якість металу шва. Термічна стійкість, фторидів, які вво 8 дяться, різна, а також, і ступінь їхньої дисоціації. Гексафторсилікат натрію (Na2SiF6) розкладається з утворенням SiF4, що найбільше легко реагує з воднем в температурному діапазоні 450...720°С. Випаровування (AlF3) із кріоліту (Na3AlF 6) відбувається при температурі Т=1000°С. Розкладання фтористого кальцію (CaF2), фтористого літію (LiF) і чотирифтористого цирконію (ZrF4) відбувається при більш високих температурах, більш 1000°С, практично в температурному діапазоні Т=1300...2000°С, тобто на стадії краплі. Крім того, лужні метали натрій, літій і луго-земельні, кальцій утворюють з воднем гідриди, нерозчинні в металі. Таким чином, вирішується проблема зв'язування водню в широкому температурному діапазоні, як у газовому середовищі, так і в шлаковій системі. Нижні межі додатково введених фторидів обрані з урахуванням їх впливу на здатність до зв'язування водню, а отже, підвищенню якості металу шва і зниженню схильності до пористості. Причому, при змісті їх у кількостях менш зазначених нижніх межах, а саме: флюоритового концентрату менш 30,0мас.%, літію фтористого менш 0,5мас.%, кріоліту менш 1,0мас.%, чотирифтористого цирконію менш 0,5мас.%, при змісті гексафторсилікату натрію в кількості менш 0,2мас.% вплив перерахованих фторидів не виявляється. Введення їх в кількостях, що перевищують верхні межі по змісту, а саме: флюоритового концентрату більш 45,0мас.%, літію фтористого більш 7,5мас.%, кріоліту більш 4,0мас.%, чотирифтористого цирконію більш 1,0мас.%, гексафторсилікату натрію більш 1,5мас.% приводить до погіршення зварювальнотехнологiчних властивостей порошкового дроту. Комплексне введення фторидів є більш ефективним, ніж введення кожного з фторидів окремо, навіть в кількостях, що перевищують зазначений зміст. Магнезит, рутил і флюоритовий концентрат є основними шлакоутворюючими компонентами шихти порошкового дроту. Зміст магнезиту в складі шихти в кількості 0,5...10,0мас.% разом з рутилом в кількості 0,5...3,0мас.% і, додатково введеними в склад шихти флюоритовим концентратом в кількості 30,0...45,0мас.% і фторидами в зазначених межах, а саме: літію фтористого 0,5...7,5мас.%, кріоліту - 1,0...4,0мас.%, чотирифтористого цирконію - 0,5...1,0мас.%, а також при наявності гексафторсилікату натрію в кількості 0,2...1,5мас.% сприяє одержанню комплексу фізико-хімічних властивостей шлаку, що забезпечує оптимальне поєднання зварювальнотехнологiчних властивостей порошкового дроту для мокрого підводного зварювання високолегованих сталей. Лужні і лужноземельні елементи (натрій, калій, літій, кальцій), що входять до складу з'єднань шихти порошкового дроту (силікатна брила, флюоритовий концентрат, літій фтористий, кріоліт) мають низькі значення роботи виходу електронів (j), унаслідок чого є ефективними стабілізаторами дуги, що є особливо важливим при мокрому підводному зварюванні. 9 34159 Крім того, пари перерахованих ви ще елементів, здатні зв'язувати кисень у газовій фазі в зв'язку їхньої сильної спорідненості до кисню. Алюміній і цирконій є найбільш активними розкислювачами, здатність яких до розкислювання виявляється у всьому температурному діапазоні, починаючи від температури Т=2300°С (температура краплі), так і при більш низьких температурах Т=1700°С (температура рідкого металу вани) і навіть при температурі кристалізації металу шва Т=1500°С. Межі по введенню чотирифтористого цирконію в кількості 0,5...1,0мас.% і алюмінієвого порошку в кількості 0,2...2,5мас.% обрані з урахуванням забезпечення необхідного і достатнього розкислення наплавленого металу. При вмісті чотирифтористого цирконію в кількості менш 0,5мас.% і алюмінієвого порошку в кількості менш 0,2мас.% не забезпечується достатній ступінь розкислення наплавленого металу, а отже, одержання якісного наплавленого металу. Введення алюмінієвого порошку в кількості більш 2,5мас.% погіршує зварювально-технологічні властивості порошкового дроту, відбувається дестабілізація процесу зварювання, підвищується розбризкування. При вмісті чотирифтористого цирконію в шихті порошкового дроту більш 1,0мас.% збільшується кількість неметалічних включень у металі шва, знижується пластичність металу. Наявність у порошковому дроті нікелю злектролітичного в кількості 15,0...45,0мас.% обумовлено забезпеченням хромонікелевого наплавленого металу нікелем в кількості 5,0...24,0мас.%. Металевий марганець вводиться в якості розкислювача і як легуючий елемент. Межі по легуванню наплавленого металу ніобієм обрані з розрахунку виконання наступного співвідношення: Nb£8×С, тобто зміст ніобію повинен в вісім разів перевершува ти зміст вуглецю в наплавленому металі. При змісті фероніобія в дроті менш 1,0мас.%, що відповідає вмісту фероніобія в наплавленому металі 0,3мас.% співвідношення Nb£8×C виконуватися не буде, тобто ефект стабілізації реалізується не цілком. Введення в порошковий дріт фероніобія більш 6,0мас.% приводить до зниження пластичних властивостей металу шва. Межі легування по марганцю (1,5...16,0мас.%) обрані, виходячи з умови забезпечення необхідних значень Сr экв. і Ni экв., тобто при обраних межах легування наплавленого металу хромом, нікелем, марганцем, ніобієм, молібденом, в останньому забезпечується необхідне легування вказаними елементами. Таким чином, наявність рутилового концентрату, магнезиту, гексафторсиліката натрію, калійнатрієвої силікатної брили, флюоритового концентрату, літію фтористого, кріоліту, чо тирифтористого цирконію забезпечує гарні зварювальнотехнологiчні властивості при мокрому підводному зварюванні високолегованих сталей, а саме: гарне формування металу шва, високу стійкість проти пористості, стабільне горіння дуги. Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей, згідно корисної моделі має загальний вміст фто 10 ридів в шихті, та загальний вміст оксидів в шихті, який відповідає співвідношенню: 50,0 > загальний вміст фторидів - 2 (загальний вміст оксидів) > 1,0 Вказане співвідношення отримано експериментальним шляхом. При таких умовах забезпечуються найкращі зварювально-технологічні властивості порошкового дроту, так само, найкращі умови по зменшенню кількості водню та кисню в наплавленому металі, тобто покращуються механічні властивості наплавленого металу, та його якість. Вказане співвідношення виконується в усіх порошкових дротах. Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей, за корисною моделлю, склад шихти якого має вміст легуючи х елементів в ши хті, та оболонці обраний з урахуванням забезпечення хімічного складу наплавленого металу, значення нікелевого та хромового еквівалентів якого обмежені значеннями: Nieкв=6,0...32,0 Сrекв=9,0...34,0 Еквіваленту дію легуючих елементів на структуру зварних швів по відношенню до нікелю та хрому орієнтовно відображають наступними коефіцієнтами: Niекв=% Ni+30%С+30%N+0,5%Mn, Сrекв=%Cr+2%Mo+1,5%Si+5%Ti+2%Nb+2%Al+ +1,5%W+V. А саме структуру наплавленого металу стосовно змісту легуючих елементів визначають діаграмою Шеффлера [Сварка высоколегированных сталей. Каховский Н.И. “Техніка”, 1975, 376с.]. Таким чином порошковий дріт, що заявляється, забезпечує одержання необхідних значень нікелевого та хромового еквівалентів, а саме: Niекв=6,0...32,0; Сrекв=9,0...34,0, тобто забезпечується необхідний рівень легування наплавленого металу хромом, нікелем, молібденом, марганцем, ніобієм, тощо. Для класу хромонікелевих сталей типу 18-10, а також сталей хромонікель-молібденових типу 1713-3, так само сталей феритно-аустенiтного класу типу 22-5 хромовий та нікелевий еквіваленти знаходяться в наступних межах: Niекв=6,0...32,0; Сrекв=9,0...34,0, Введення легуючи х елементів у зазначених межах забезпечує одержання необхідного хімічного складу наплавленого металу, якості металу шва і механічних властивостей металу шва та зварного з'єднання, що відповідають вимогам класу В AWS/ANSI D3.6 "Специфікації по підвідному зварюванню". Для оцінки зварювально-технологiчних властивостей запропонованого (ПД), механічних властивостей металу шва і зварного з'єднання, а також якості отриманого металу шва, були виготовлені порошкові дроти. Коефіцієнт заповнення складав 30,0...50,0мас.%. В Таблиці 1 наведений склад шихти порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей (базовий 11 34159 склад), в Таблиці 2 наведений склад оболонки, що застосовується при виготовленні порошкових дротів. В Таблиці 3 наведений склад шихти порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей з додатковим вмістом металевого хрому, в Таблиці 4 наведений склад шихти порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, що додатково містить молібден, в Таблиці 5 наведений склад шихти порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, що додатково містить хром азотований, в Таблиці 6 наведений склад шихти порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, що додатково містить натрій фтористий та калій фтористий. Дроти №1...3 відповідають складам, запропонованого порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей наведеним в Таблиці 1, 3, 4, 5, 6, дроти №4, 5 - не відповідають складам запропонованого порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, що заявляється. Були проведені іспити запропонованого порошкового дроту. Вони включали зварювання стикових з'єднань і їхнього іспиту для визначення механічних властивостей металу шва і зварного з'єднання. Відповідно до вимог до металу шва і зварного з'єднання по класу В AWS/ANSI D3.6 механічні властивості повинні бути не менш 80% від властивостей основного металу. Кут загину зварних з'єднань повинен бути не менш 120°. Якість металу шва (наявність пор, шлакових включень, тріщин) повинне бути оцінене на мікрошліфа х при 5-ти кратному збільшенні. В якості основного металу використовували сталь 12Х18Н10Т, а також сталь 10Х17Н13М2Т d=14мм. Зварювання виконували в лабораторному басейні на глибині 1м напівавтоматом А-1616. Межа 12 міцності основного металу 12Х18Н10Т та сталі 10Х17Н13М2Т не менш 530Мпа. Зварювально-технологiчні властивості ПД визначали візуально. Результати іспитів порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, згідно складам з Таблиці 1, наведені в Таблиці 7. Результати іспитів порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, згідно складам з Таблиці 3, наведені в Таблиці 8, результати іспитів порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, згідно складам з Таблиці 4, наведені в Таблиці 9, результати іспитів порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, згідно складам з Таблиці 5, наведені в Таблиці 10, результати іспитів порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, згідно складам з Таблиці 6, наведені в Таблиці 11. Їх аналіз дозволяє зробити наступні висновки. ПД складу, що заявляється, (дроти №1...3) забезпечують гарні зварювально-технологічні властивості (стійке горіння дуги, гарне формування наплавленого металу, відсутність пригару). При зварюванні дротом складу №4 спостерігається низька стабільність горіння дуги, розбризкування наплавленого металу, погане формування. Поверхня металу, наплавленого дротом складу №5 окислена, з'являється пригар. Таким чином, склад ПД, що заявляється, забезпечує гарні зварювально-технологічні властивості ПД при мокрому підводному зварюванні високолегованих хромонікелевих сталей і одержання механічних властивостей металу шва і зварного з'єднання, а також якість металу шва, що задовольняють вимогам класу В AWS/ANSI D3.6 "Специфікації для підводного зварювання" і може бути рекомендований для використання при ремонті підводних споруд і металоконструкцій. Таблиця 1 Склад шихти порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей (базовий) №п/п 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. Найменування компонентів електролітичний нікель фероніобій флюоритовий концентрат рутил магнезит гексафторсилікат натрію калій-натрієва силікатна брила металевий марганець літій фтористий кріоліт чотирифтористий цирконій алюмінієвий порошок 1 15,0 6,0 40,0 0,5 10,0 1,0 0,1 16,0 5,4 4,0 0,5 1,5 Склад шихт порошкового дроту, мас. % Hoмeр дроту 2 3 4 35,0 45,0 50,0 1,0 3,0 7,0 45,0 30,0 24,0 2,3 3,0 0 0,5 5,0 0 1,5 0,2 2,0 1,5 2,0 0 1,5 7,1 1,0 7,5 0,5 8,0 1,0 3,0 5,0 0,7 1,0 0 2,5 0,2 3,0 5 10,0 0 50,0 4,0 14,0 0 2,5 18,0 0 0 1,5 0 13 34159 14 Таблиця 2 Хімічний склад оболонки, який застосовується для виготовлення порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей Номер плавки 1 2 3 Хром 12,5 29,8 24,3 Хімічний склад оболонки мас. % Залізо 86,746 69,627 74,831 Решта 0,754 0,573 0,869 Таблиця 3 Склад шихти порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей з додатковим вмістом металевого хрому №п/п 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12 13. Найменування компонентів електролітичний нікель металевий хром фероніобій рутил флюоритовий концентрат магнезит гексафторсилікат натрію калій-натрієва силікатна брила металевий марганець літій фтористий кріоліт чотирифтористий цирконій алюмінієвий порошок 1 15,0 18,0 3,4 0,5 45,0 4,0 0,2 2,0 6,5 0,5 4,0 0,7 0,2 Склад шихт порошкового дроту, мас. % Номер дроту 2 3 4 30,0 45,0 50,0 1,0 5,0 0 6,0 1,0 0,5 1,5 3,0 3,5 30,0 33,0 20,0 10,0 0,5 11,5 1,0 1,5 2,0 0,1 1,0 0 15,0 1,5 0 1,9 3,0 4,0 1,0 2,5 5,5 1,0 0,5 0 1,5 2,5 3,0 5 5,0 20,0 7,0 0 48,0 0 0 2,5 16,0 0 0 1,5 0 Таблиця 4 Склад шихти порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, що додатково містить молібден №п/п 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. Найменування компонентів електролітичний нікель молібден фероніобій рутил флюоритовий концентрат магнезит гексафторсилікат натрію калій-натрієва силікатна брила металевий марганець літій фтористий кріоліт чотирифтористий цирконій алюмінієвий порошок 1 15,0 12,0 3,0 0,5 45,0 5,0 0,2 2,0 8,0 7,5 1,0 0,6 0,2 Склад шихт порошкового дроту, мас. % Номер дроту 2 3 4 24,5 45,0 48,0 5,0 8,0 0 6,0 1,0 7,0 2,5 3,0 4,0 30,0 27,0 6,0 10,0 0,5 0 1,0 1,5 2,0 0,1 1,5 0 16,0 1,5 17,0 0,5 4,0 8,0 1,9 4,0 5,0 1,0 0,5 0 1,5 2,5 3,0 5 12,0 15,0 0 0 50,0 15,0 0 5,0 0 0 0 3,0 0 15 34159 16 Таблиця 5 Склад шихти порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, що додатково містить хром азотований №п/п 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. Найменування компонентів електролітичний нікель хром азотований фероніобій рутил флюоритовий концентрат магнезит гексафторсилікат натрію калій-натрієва силікатна брила металевий марганець літій фтористий кріоліт чотирифтористий цирконій алюмінієвий порошок 1 15,0 12,0 3,4 0,5 45,0 6,0 0,2 2,0 10,5 0,5 4,0 0,7 0,2 Склад шихт порошкового дроту, мас. % Номер дроту 2 3 4 28,0 45,0 50,0 3,0 5,0 0 6,0 1,0 0,5 1,5 3,0 3,5 30,0 33,0 20,0 10,0 0,5 11,5 1,0 1,5 2,0 0,1 1,0 0 15,0 1,5 0 1,9 3,0 4,0 1,0 2,5 5,5 1,0 0,5 0 1,5 2,5 3,0 5 5,0 20,0 7,0 0 48,0 0 0 2,5 16,0 0 0 1,5 0 Таблиця 6 Склад шихт порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, що додатково містить натрій фтористий та калій фтористий №п/п 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. Найменування компонентів електролітичний нікель фероніобій флюоритовий концентрат рутил магнезит гексафторсилікат натрію калій-натрієва силікатна брила металевий марганець літій фтористий калій фтористий натрій фтористий кріоліт чотирифтористий цирконій алюмінієвий порошок 1 15,0 6,0 36,5 0,5 10,0 1,0 0,1 16,0 5,4 1,0 2,0 4,0 1,0 1,5 Склад шихт порошкового дроту, мас. % Номер дроту 2 3 4 23,0 45,0 49,0 1,0 2,0 7,0 45,0 30,0 22,0 2,5 3,0 0 0,5 5,0 0 1,5 0,2 2,0 1,5 2,0 0 1,5 4,4 1,0 7,5 0,5 8,0 5,0 3,0 0 5,0 3,0 6,0 3,0 1,0 5,0 0,5 0,7 0 2,5 0,2 0 5 5,0 0 46,0 4,0 14,0 0 2,5 18,0 0 6,0 0 0 1,5 3,0 Таблиця 7 Результати іспитів порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, згідно складам наведеним в Таблиці 1 Номера дротів 1 2 3 4 5 Ме ханічні властивості шва і зварного з'єднання Кут загину, град Межа міцності, sв, МПа 480,0 130,0 500,0 140,0 520,0 160,0 580,0 80,0 400,0 100,0 Якість металу шва (наявність пор, шлакових включень, тріщин) немає немає немає є тріщина є шлакові включення 17 34159 18 Таблиця 8 Результати испитів порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, згідно складам наведеним в Таблиці 3 Номера дротів 1 2 3 4 5 Ме ханічні властивості шва і зварного з'єднання Кут загину, град Межа міцності, sв, МПа 500,0 140,0 530,0 130,0 525,0 150,0 510,0 90,0 620,0 75,0 Якість металу шва (наявність пор, шлакових включень, тріщин) немає немає немає є тріщина є шлакові включення Таблиця 9 Результати испитів порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, згідно складам наведеним в Таблиці 4 Номера дротів 1 2 3 4 5 Ме ханічні властивості шва і зварного з'єднання Кут загину, град Межа міцності, sв, МПа 520,0 150,0 500,0 160,0 510,0 140,0 600,0 120,0 620,0 100,0 Якість металу шва (наявність пор, шлакових включень, тріщин) немає немає немає є тріщина є шлакові включення Таблиця 10 Результати испитів порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, згідно складам наведеним в Таблиці 5 Номера дротів 1 2 3 4 5 Ме ханічні властивості шва і зварного з'єднання Кут загину, град Межа міцності, sв, МПа 520,0 130,0 530,0 150,0 500,0 140,0 610,0 100,0 630,0 80,0 Якість металу шва (наявність пор, шлакових включень, тріщин) немає немає немає є тріщина є шлакові включення, пори Таблиця 11 Результати випробувань порошкового дроту для мокрого підводного зварювання високолегованих хромонікелевих сталей, згідно складам наведеним в Таблиці 6 Номера дротів 1 2 3 4 5 Ме ханічні властивості шва і зварного з'єднання Кут загину, град Межа міцності, sв, МПа 500,0 130,0 510,0 150,0 480,0 160,0 510,0 90,0 580,0 70,0 Комп’ютерна в ерстка М. Ломалова Підписне Якість металу шва (наявність пор, шлакових включень, тріщин) немає немає немає є тріщина є шлакові включення, пори Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPowder wire for wet underwater welding of high-alloy chrome-nickel steels
Автори англійськоюYuschenko Kostiantyn Andriiovych, Fadieieva Halyna Viktorivna, Kakhovskyi Yurii Mykolaiovych, Maksymov Serhii Yuriiovich, Suprun Serhii Oleksandrovych
Назва патенту російськоюПорошковый провод для мокрой подводной сварки высоколегированных хромоникелевых сталей
Автори російськоюЮщенко Константин Андреевич, Фадеева Галина Викторовна, Каховский Юрий Николаевич, Максимов Сергей Юрьевич, Супрун Сергей Александрович
МПК / Мітки
МПК: B23K 35/368
Мітки: підводного, високолегованих, порошковий, мокрого, хромонікелевих, дріт, зварювання, сталей
Код посилання
<a href="https://ua.patents.su/9-34159-poroshkovijj-drit-dlya-mokrogo-pidvodnogo-zvaryuvannya-visokolegovanikh-khromonikelevikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для мокрого підводного зварювання високолегованих хромонікелевих сталей</a>
Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей
Номер патенту: 7914
Опубліковано: 15.07.2005
Автори: Беккер Михайло Вікторович, Дрогомирецький Михайло Миколайович, Максимов Сергій Юрійович, Педько Борис Іванович, Бут Віктор Степанович, Радзієвська Ала Адонівна
МПК: B23K 35/36
Мітки: маловуглецевих, підводного, порошковий, дріт, зварювання, низьколегованих, сталей
Формула / Реферат:
1. Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей, що включає металеву оболонку і порошкоподібну шихту, яка містить рутиловий концентрат, гематит, феромарганець, нікель, біхромат калію та залізний порошок, який відрізняється тим, що осердя додатково містить феротитан та феробор при наступному співвідношенні компонентів (мас.%): рутиловий концентрат 25-35 ...
Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей на підвищених глибинах
Номер патенту: 10980
Опубліковано: 15.12.2005
Автори: Максимов Сергій Юрійович, Бут Віктор Степанович, Дрогомирецький Михайло Миколайович, Беккер Михайло Вікторович, Педько Борис Іванович, Радзієвська Ала Адонівна
МПК: B23K 35/36
Мітки: маловуглецевих, порошковий, сталей, низьколегованих, підвищених, зварювання, підводного, глибинах, дріт
Формула / Реферат:
Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей на підвищених глибинах, що складається з металевої оболонки і порошкоподібної шихти, що містить рутиловий концентрат, гематит, феромарганець, біхромат калію та залізний порошок, який відрізняється тим, що шихта додатково містить сіль цезію при такому співвідношенні компонентів (мас. %): рутиловий концентрат 25-35 ...
Порошковий дріт для підводного зварювання сталі 17г1с
Номер патенту: 75174
Опубліковано: 15.03.2006
Автори: Пірогов Асегнєй Гєоргієвіч, Максимов Сергій Юрійович, Радзієвська Алла Адольївна
МПК: B23K 35/368
Мітки: зварювання, підводного, порошковий, сталі, дріт, 17г1с
Формула / Реферат:
Порошковий дріт для підводного зварювання сталі 17Г1C, який складається з металевої оболонки і порошкоподібної шихти, що містить фториди лужних і лужноземельних металів і розкиснювач, який відрізняється тим, що оболонка виконана з технічно чистого нікелю, а осердя додатково містить фторид кальцію, фторцирконат калію, польовий шпат і алюміній при наступному співвідношенні компонентів (мас. %): фторцирконат калію ...
Порошковий дріт для зварювання міді
Номер патенту: 32173
Опубліковано: 12.05.2008
Автори: Свиридов Олександр Володимирович, Карпенко Володимир Михайлович, Гринь Олександр Григорович
МПК: B23K 35/40
Мітки: міді, порошковий, дріт, зварювання
Формула / Реферат:
Порошковий дріт для зварювання міді, який складається з мідної оболонки й шихти, складовими якої є плавиковий шпат, кремнефтористий натрій, який відрізняється тим, що шихта порошкового дроту додатково містить алюмінієво-магнієву лігатуру, деревне вугілля, мідний порошок, фтористий магній, бор при наступному співвідношенні компонентів, ваг. % плавиковий шпат 15 кремнефтористий натрій ...
Порошковий дріт для зварювання сталей
Номер патенту: 23931
Опубліковано: 31.08.1998
Автори: Паньков Василь Іванович, Пазірук Ігор Феофілович, Гришанов Аркадій Олександрович, Проскудін Валерій Миколайович, Ігнатушенко Аркадій Анатолійович
МПК: B23K 31/00
Мітки: порошковий, дріт, зварювання, сталей
Формула / Реферат:
1. Порошковая проволока для сварки сталей, состоящая из металлической оболочки и порошкообразной шихты, содержащей фторид кальция, фторид лития, фторид кобальта, углекислый кальций, двуокись кремния, алюминий, молибден, никель, отличающаяся тем, что шихта дополнительно содержит феррохром при следующем соотношении компонентов, мас.%:Фторид кальция 40-49Фторид лития 5-11Фторид...
Попередній патент: Спосіб фасування та пакування родентицидів
Наступний патент: Спосіб вирощування монокристалів кремнію з розплаву
Випадковий патент: Гербіцидна композиція та спосіб її одержання