Спосіб приготування епоксидної композиції для одержання виробів, що термоусаджуються
Формула / Реферат
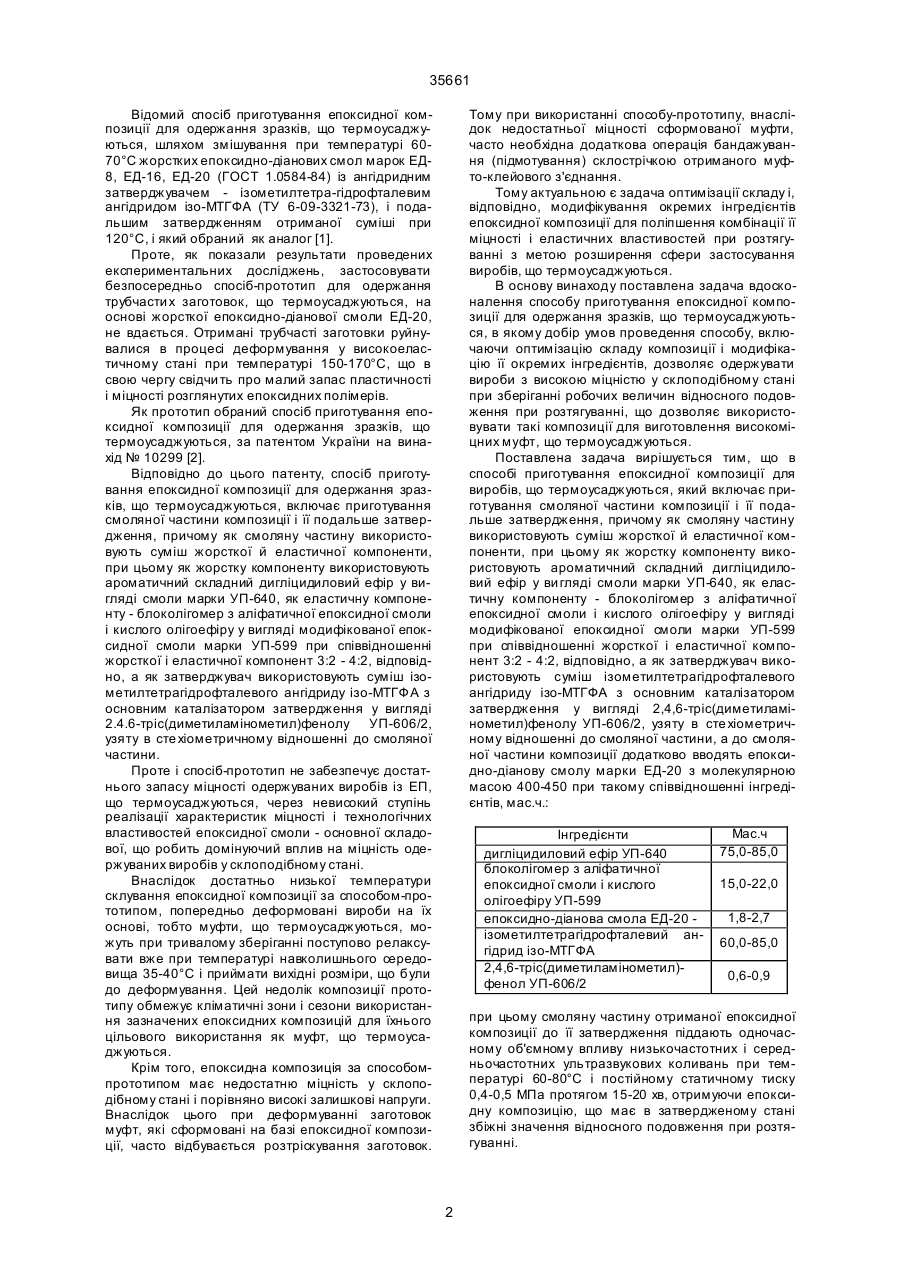
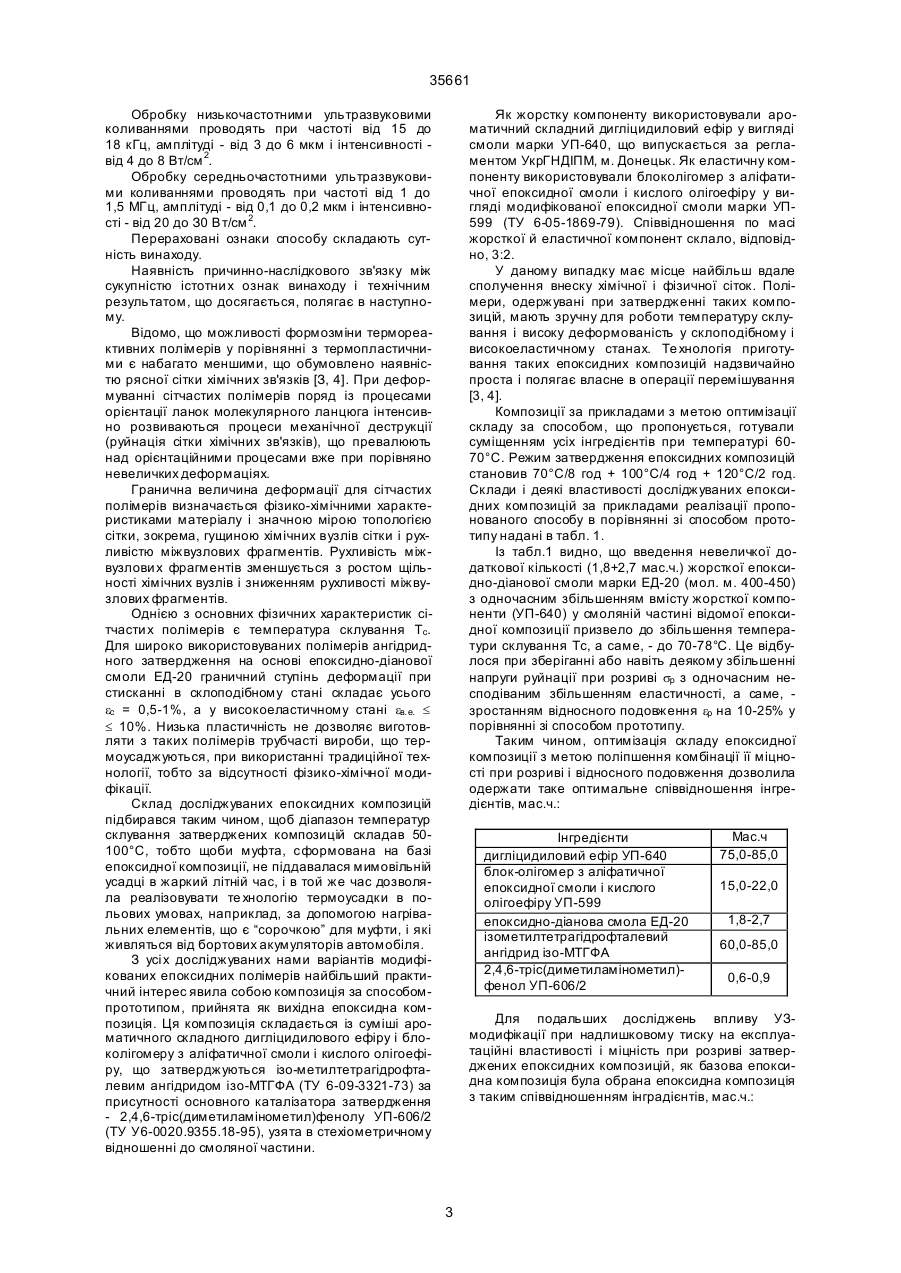
1. Спосіб приготування епоксидної композиції для одержання виробів, що термоусаджуються, який полягає в тому, що готують смоляну частину композиції, яка містить суміш жорсткої й еластичної компонент, при їх співвідношенні 3:2 - 2:1 відповідно, далі здійснюють її затвердіння, при цьому як жорстку компоненту використовують ароматичний складний дигліцидиловий ефір у вигляді смоли марки УП-640, як еластичну компоненту - блок-олігомер з аліфатичної епоксидної смоли і кислого олігоефіру у вигляді модифікованої епоксидної смоли марки УП-599, а як отверджувач використовують суміш ізометилтетрагідрофталевого ангідриду ізо-МТГФА з основним каталізатором затвердіння у вигляді 2,4,6-тріс(диметиламінометил)фенолу УП-606/2, узяту в стехіометричному відношенні до смоляної частини, який відрізняється тим, що до смоляної частини композиції додатково вводять епоксидно-діанову смолу марки ЕД-20 з молекулярною масою 400 - 450 при такому співвідношенні інгредієнтів, мас.ч.:
ароматичний складний дигліцидиловий ефір у вигляді смоли марки УП-640
75,0 - 85,0
блок-олігомер з аліфатичної епоксидної смоли і кислого олігоефіру у вигляді модифікованої епоксидної смоли маркиУП-599
15,0 - 22,0
епоксидно-діанова смола марки ЕД-20 з молекулярною масою 400 - 450
1,8-2,7
ізометилтетрагідрофталевий ангідрид ізо-МТГФА
60,0 - 85,0
2,4,6-тріс(диметиламінометил)фенол УП-606/2
0,6 - 0,9 ;
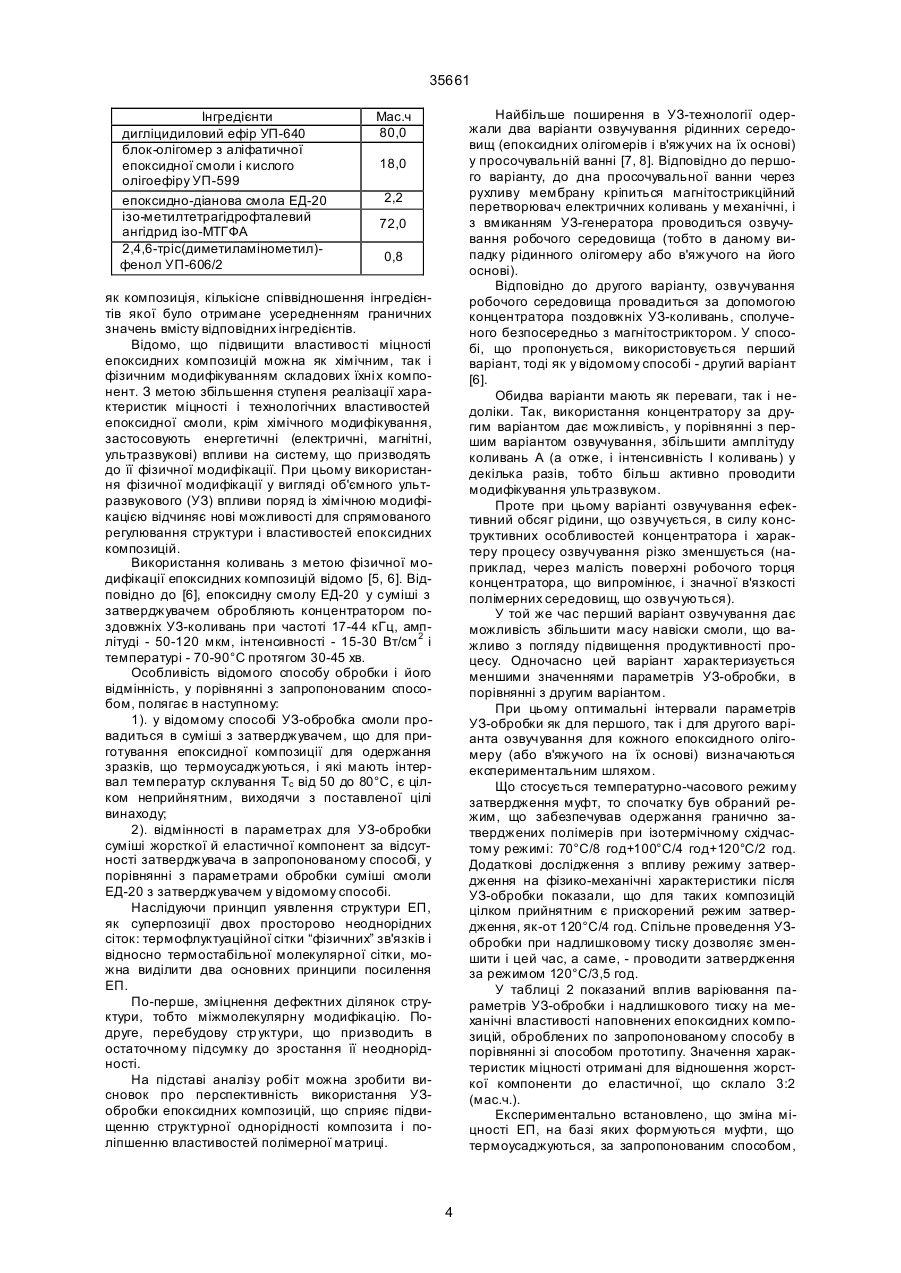
при цьому смоляну частину отриманої епоксидної композиції до її затвердіння піддають одночасному об’ємному впливу низькочастотних і середньочастотних ультразвукових коливань при температурі 60 - 80°С і постійному статичному тиску 0,4 - 0,5 МПа протягом 15-20 хв., отримують епоксидну композицію, що має в затверділому стані збіжні значення відносного подовження при розтягуванні.
2. Спосіб по пункту 1, який відрізняється тим, що обробку низькочастотними ультразвуковими коливаннями проводять при частоті від 15 до 18 кГц, амплітуді від 3 до 6 мкм і інтенсивності від 4 до 8 Вт/см2.
3. Спосіб по пункту 1, який відрізняється тим, що обробку середньочастотними ультразвуковими коливаннями проводять при частоті від 1 до 1,5 МГц, амплітуді від 0,1 до 0,2 мкм і інтенсивності від 20 до 30 Вт/см2.
Текст
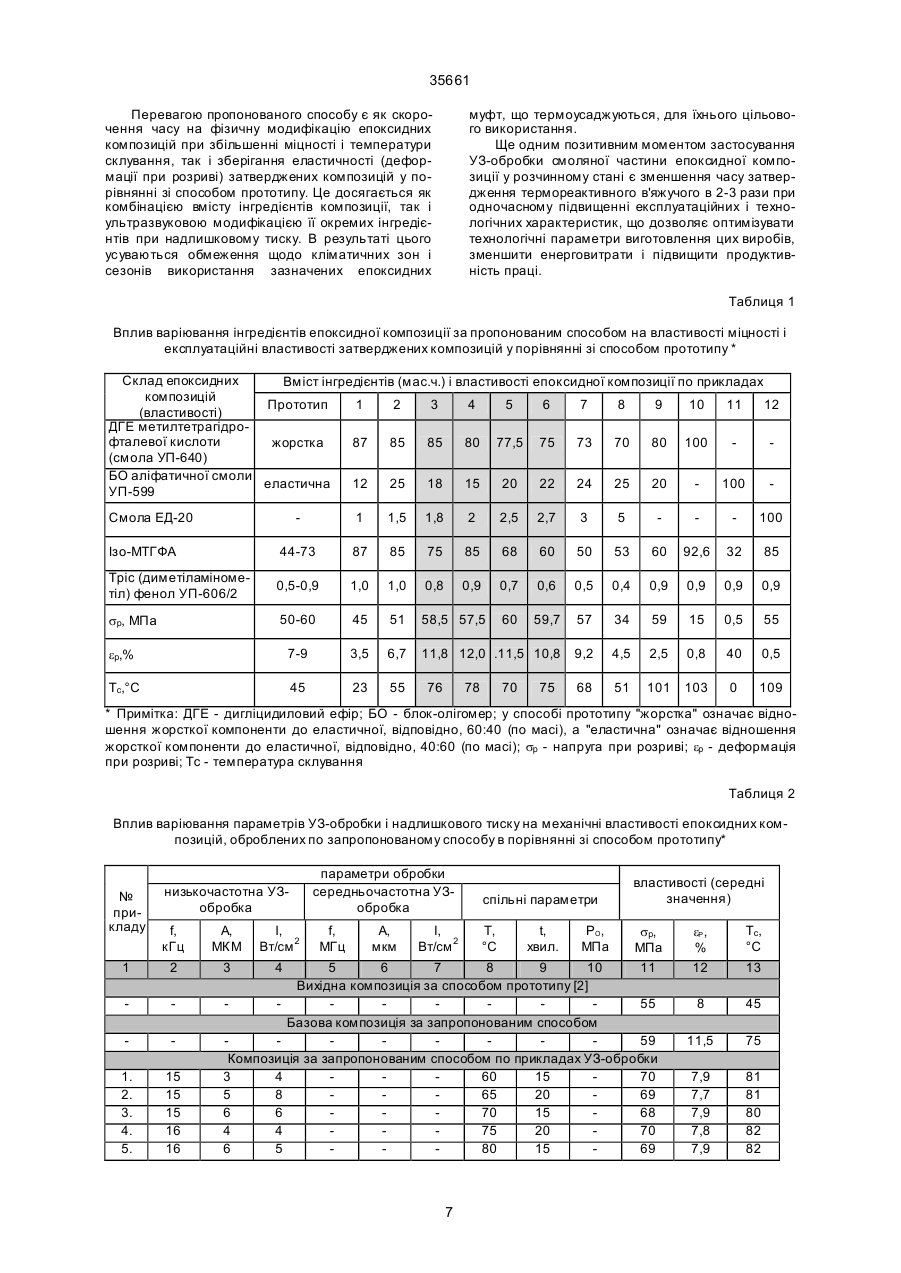
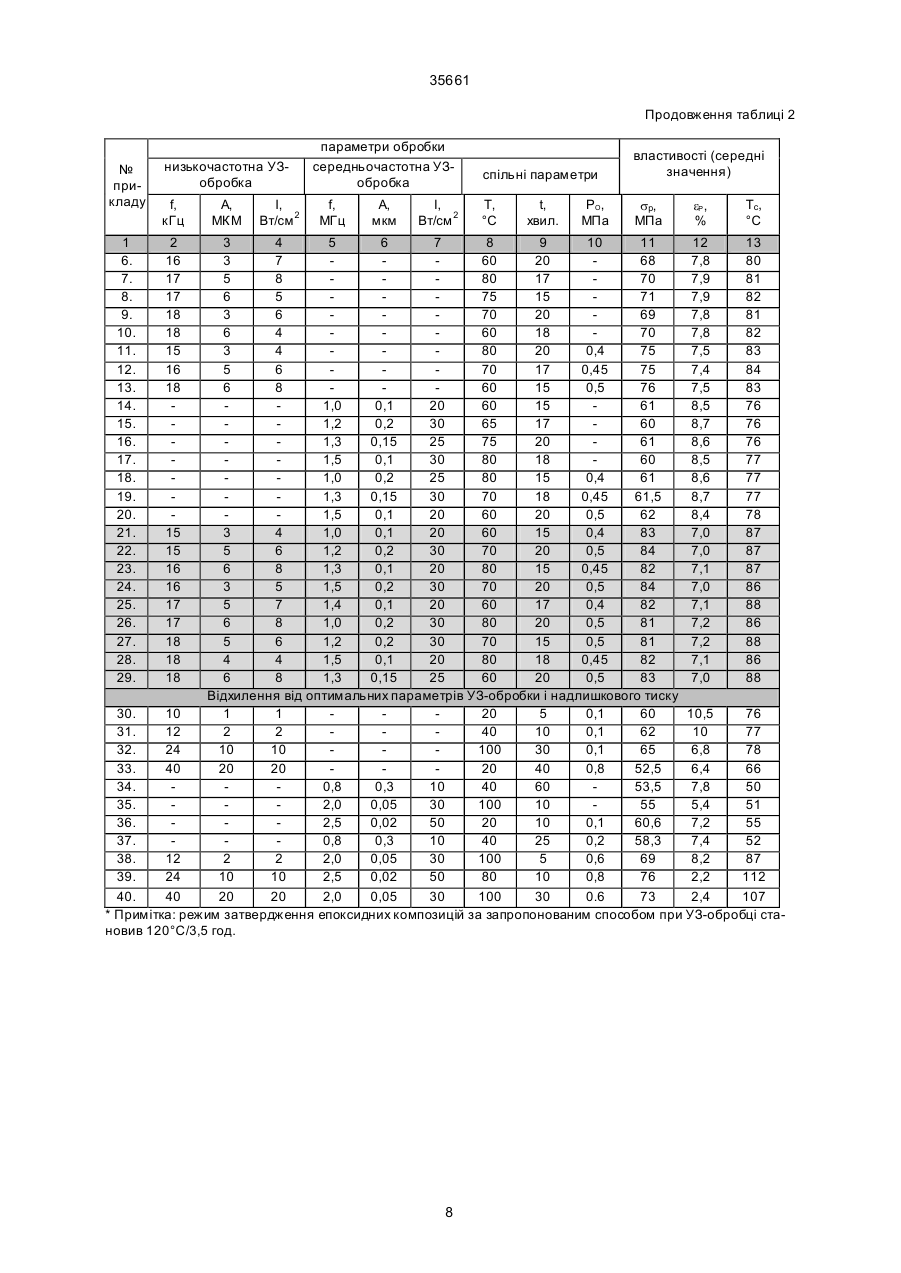
1. Спосіб приготування епоксидної композиції для одержання виробів, що термоусаджуються, який полягає в тому, що готують смоляну частину композиції, яка містить суміш жорсткої й еластичної компонент, при їх співвідношенні 3:2-2:1, відповідно, далі здійснюють її затвердіння, при цьому як жорстку компоненту використовують ароматичний складний дигліцидиловий ефір у вигляді смоли марки УП-640, як еластичну компоненту - блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру у вигляді модифікованої епоксидної смоли марки УП-599, а як отверджувач використовують суміш ізо-метилтетрагідрофталевого ангідриду ізо-МТГФА з основним каталізатором затвердіння у вигляді 2,4,6-тріс(диметиламінометил)фенолу УП-606/2, узяту в сте хіометричному відношенні до смоляної частини, який відрізняється тим, що до смоляної частини композиції додатково вводять епоксидно-діанову смолу марки ЕД-20 з молекулярною масою 400 - 450 при такому співвідношенні інгредієнтів, мас.ч.: ВИРОБІВ, 35661 ЕПОКСИД НОЇ КОМПОЗИЦІЇ ДЛЯ ОД ЕРЖАННЯ (11) (54) СПОСІБ ПРИГОТУВАННЯ ТЕРМОУСАДЖУЮТЬСЯ (11) UA ДЕРЖАВНИЙ Д ЕПАРТАМЕНТ ІНТЕЛ ЕКТУАЛЬНОЇ ВЛАСНОСТІ UA Винахід відноситься до галузі переробки високомолекулярних з'єднань, переважно сітчастих (термореактивних) епоксидних полімерів (ЕП), зокрема, до способів приготування епоксидних композицій для одержання трубчасти х виробів, які володіють ефектом пам'яті форми, тобто відновлюють свою початкову форму в результаті нагрівання виробу, і може бути використаний в різно манітних галузя х те хніки, включаючи одержання муфт, що термоусаджуються, і які знаходять застосування в технології з'єднання поліетиленових труб (ПЕТ) при виконанні ремонту газо-, водопроводів та інших трубопровідних систем, як у стаціонарних, так і в польових умовах, а також у машинобудуванні, енергетиці, авіаційній і суднобудівній промисловості й інших галузях. 35661 Відомий спосіб приготування епоксидної композиції для одержання зразків, що термоусаджуються, шляхом змішування при температурі 6070°С жорстких епоксидно-діанових смол марок ЕД8, ЕД-16, ЕД-20 (ГОСТ 1.0584-84) із ангідридним затверджувачем - ізометилтетра-гідрофталевим ангідридом ізо-МТГФА (ТУ 6-09-3321-73), і подальшим затвердженням отриманої суміші при 120°С, і який обраний як аналог [1]. Проте, як показали результати проведених експериментальних досліджень, застосовувати безпосередньо спосіб-прототип для одержання трубчасти х заготовок, що термоусаджуються, на основі жорсткої епоксидно-діанової смоли ЕД-20, не вдається. Отримані трубчасті заготовки руйнувалися в процесі деформування у високоеластичному стані при температурі 150-170°С, що в свою чергу свідчи ть про малий запас пластичності і міцності розглянутих епоксидних полімерів. Як прототип обраний спосіб приготування епоксидної композиції для одержання зразків, що термоусаджуються, за патентом України на винахід № 10299 [2]. Відповідно до цього патенту, спосіб приготування епоксидної композиції для одержання зразків, що термоусаджуються, включає приготування смоляної частини композиції і її подальше затвердження, причому як смоляну частину використовують суміш жорсткої й еластичної компоненти, при цьому як жорстку компоненту використовують ароматичний складний дигліцидиловий ефір у вигляді смоли марки УП-640, як еластичну компоненту - блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру у вигляді модифікованої епоксидної смоли марки УП-599 при співвідношенні жорсткої і еластичної компонент 3:2 - 4:2, відповідно, а як затверджувач використовують суміш ізометилтетрагідрофталевого ангідриду ізо-МТГФА з основним каталізатором затвердження у вигляді 2.4.6-тріс(диметиламінометил)фенолу УП-606/2, узяту в сте хіометричному відношенні до смоляної частини. Проте і спосіб-прототип не забезпечує достатнього запасу міцності одержуваних виробів із ЕП, що термоусаджуються, через невисокий ступінь реалізації характеристик міцності і технологічних властивостей епоксидної смоли - основної складової, що робить домінуючий вплив на міцність одержуваних виробів у склоподібному стані. Внаслідок достатньо низької температури склування епоксидної композиції за способом-прототипом, попередньо деформовані вироби на їх основі, тобто муфти, що термоусаджуються, можуть при тривалому зберіганні поступово релаксувати вже при температурі навколишнього середовища 35-40°С і приймати вихідні розміри, що були до деформування. Цей недолік композиції прототипу обмежує кліматичні зони і сезони використання зазначених епоксидних композицій для їхнього цільового використання як муфт, що термоусаджуються. Крім того, епоксидна композиція за способомпрототипом має недостатню міцність у склоподібному стані і порівняно високі залишкові напруги. Внаслідок цього при деформуванні заготовок муфт, які сформовані на базі епоксидної композиції, часто відбувається розтріскування заготовок. Тому при використанні способу-прототипу, внаслідок недостатньої міцності сформованої муфти, часто необхідна додаткова операція бандажування (підмотування) склострічкою отриманого муфто-клейового з'єднання. Тому актуальною є задача оптимізації складу і, відповідно, модифікування окремих інгредієнтів епоксидної композиції для поліпшення комбінації її міцності і еластичних властивостей при розтягуванні з метою розширення сфери застосування виробів, що термоусаджуються. В основу винаходу поставлена задача вдосконалення способу приготування епоксидної композиції для одержання зразків, що термоусаджуються, в якому добір умов проведення способу, включаючи оптимізацію складу композиції і модифікацію її окремих інгредієнтів, дозволяє одержувати вироби з високою міцністю у склоподібному стані при зберіганні робочих величин відносного подовження при розтягуванні, що дозволяє використовувати такі композиції для виготовлення високоміцних муфт, що термоусаджуються. Поставлена задача вирішується тим, що в способі приготування епоксидної композиції для виробів, що термоусаджуються, який включає приготування смоляної частини композиції і її подальше затвердження, причому як смоляну частину використовують суміш жорсткої й еластичної компоненти, при цьому як жорстку компоненту використовують ароматичний складний дигліцидиловий ефір у ви гляді смоли марки УП-640, як еластичну компоненту - блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру у вигляді модифікованої епоксидної смоли марки УП-599 при співвідношенні жорсткої і еластичної компонент 3:2 - 4:2, відповідно, а як затверджувач використовують суміш ізометилтетрагідрофталевого ангідриду ізо-МТГФА з основним каталізатором затвердження у вигляді 2,4,6-тріс(диметиламінометил)фенолу УП-606/2, узяту в сте хіометричному відношенні до смоляної частини, а до смоляної частини композиції додатково вводять епоксидно-діанову смолу марки ЕД-20 з молекулярною масою 400-450 при такому співвідношенні інгредієнтів, мас.ч.: Інгредієнти дигліцидиловий ефір УП-640 блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру УП-599 епоксидно-діанова смола ЕД-20 ізометилтетрагідрофталевий ангідрид ізо-МТГФА 2,4,6-тріс(диметиламінометил)фенол УП-606/2 Мас.ч 75,0-85,0 15,0-22,0 1,8-2,7 60,0-85,0 0,6-0,9 при цьому смоляну частину отриманої епоксидної композиції до її затвердження піддають одночасному об'ємному впливу низькочастотних і середньочастотних ультразвукових коливань при температурі 60-80°С і постійному статичному тиску 0,4-0,5 МПа протягом 15-20 хв, отримуючи епоксидну композицію, що має в затвердженому стані збіжні значення відносного подовження при розтягуванні. 2 35661 Обробку низькочастотними ультразвуковими коливаннями проводять при частоті від 15 до 18 кГц, амплітуді - від 3 до 6 мкм і інтенсивності від 4 до 8 Вт/см 2. Обробку середньочастотними ультразвуковими коливаннями проводять при частоті від 1 до 1,5 МГц, амплітуді - від 0,1 до 0,2 мкм і інтенсивності - від 20 до З0 Вт/см 2. Перераховані ознаки способу складають сутність винаходу. Наявність причинно-наслідкового зв'язку між сукупністю істотни х ознак винаходу і технічним результатом, що досягається, полягає в наступному. Відомо, що можливості формозміни термореактивних полімерів у порівнянні з термопластичними є набагато меншими, що обумовлено наявністю рясної сітки хімічних зв'язків [З, 4]. При деформуванні сітчастих полімерів поряд із процесами орієнтації ланок молекулярного ланцюга інтенсивно розвиваються процеси механічної деструкції (руйнація сітки хімічних зв'язків), що превалюють над орієнтаційними процесами вже при порівняно невеличких деформаціях. Гранична величина деформації для сітчастих полімерів визначається фізико-хімічними характеристиками матеріалу і значною мірою топологією сітки, зокрема, гущиною хімічних вузлів сітки і рухливістю міжвузлових фрагментів. Рухливість міжвузлови х фрагментів зменшується з ростом щільності хімічних вузлів і зниженням рухливості міжвузлових фрагментів. Однією з основних фізичних характеристик сітчасти х полімерів є температура склування Тс. Для широко використовуваних полімерів ангідридного затвердження на основі епоксидно-діанової смоли ЕД-20 граничний ступінь деформації при стисканні в склоподібному стані складає усього eс = 0,5-1%, а у високоеластичному стані eв.е. £ £ 10%. Низька пластичність не дозволяє виготовляти з таких полімерів трубчасті вироби, що термоусаджуються, при використанні традиційної технології, тобто за відсутності фізико-хімічної модифікації. Склад досліджуваних епоксидних композицій підбирався таким чином, щоб діапазон температур склування затверджених композицій складав 50100°С, тобто щоби муфта, сформована на базі епоксидної композиції, не піддавалася мимовільній усадці в жаркий літній час, і в той же час дозволяла реалізовувати те хнологію термоусадки в польових умовах, наприклад, за допомогою нагрівальних елементів, що є “сорочкою” для муфти, і які живляться від бортових акумуляторів автомобіля. З усі х досліджуваних нами варіантів модифікованих епоксидних полімерів найбільший практичний інтерес явила собою композиція за способомпрототипом, прийнята як вихідна епоксидна композиція. Ця композиція складається із суміші ароматичного складного дигліцидилового ефіру і блоколігомеру з аліфатичної смоли і кислого олігоефіру, що затверджуються ізо-метилтетрагідрофталевим ангідридом ізо-МТГФА (ТУ 6-09-3321-73) за присутності основного каталізатора затвердження - 2,4,6-тріс(диметиламінометил)фенолу УП-606/2 (ТУ У6-0020.9355.18-95), узята в стехіометричному відношенні до смоляної частини. Як жорстку компоненту використовували ароматичний складний дигліцидиловий ефір у вигляді смоли марки УП-640, що випускається за регламентом УкрГНДІПМ, м. Донецьк. Як еластичну компоненту використовували блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру у вигляді модифікованої епоксидної смоли марки УП599 (ТУ 6-05-1869-79). Співвідношення по масі жорсткої й еластичної компонент склало, відповідно, 3:2. У даному випадку має місце найбільш вдале сполучення внеску хімічної і фізичної сіток. Полімери, одержувані при затвердженні таких композицій, мають зручну для роботи температуру склування і високу деформованість у склоподібному і високоеластичному станах. Те хнологія приготування таких епоксидних композицій надзвичайно проста і полягає власне в операції перемішування [3, 4]. Композиції за прикладами з метою оптимізації складу за способом, що пропонується, готували суміщенням усіх інгредієнтів при температурі 6070°С. Режим затвердження епоксидних композицій становив 70°С/8 год + 100°С/4 год + 120°С/2 год. Склади і деякі властивості досліджуваних епоксидних композицій за прикладами реалізації пропонованого способу в порівнянні зі способом прототипу надані в табл. 1. Із табл.1 видно, що введення невеличкої додаткової кількості (1,8+2,7 мас.ч.) жорсткої епоксидно-діанової смоли марки ЕД-20 (мол. м. 400-450) з одночасним збільшенням вмісту жорсткої компоненти (УП-640) у смоляній частині відомої епоксидної композиції призвело до збільшення температури склування Тс, а саме, - до 70-78°С. Це відбулося при зберіганні або навіть деякому збільшенні напруги руйнації при розриві sр з одночасним несподіваним збільшенням еластичності, а саме, зростанням відносного подовження eр на 10-25% у порівнянні зі способом прототипу. Таким чином, оптимізація складу епоксидної композиції з метою поліпшення комбінації її міцності при розриві і відносного подовження дозволила одержати таке оптимальне співвідношення інгредієнтів, мас.ч.: Інгредієнти дигліцидиловий ефір УП-640 блок-олігомер з аліфатичної епоксидної смоли і кислого олігоефіру УП-599 епоксидно-діанова смола ЕД-20 ізометилтетрагідрофталевий ангідрид ізо-МТГФА 2,4,6-тріс(диметиламінометил)фенол УП-606/2 Мас.ч 75,0-85,0 15,0-22,0 1,8-2,7 60,0-85,0 0,6-0,9 Для подальших досліджень впливу УЗмодифікації при надлишковому тиску на експлуатаційні властивості і міцність при розриві затверджених епоксидних композицій, як базова епоксидна композиція була обрана епоксидна композиція з таким співвідношенням інградієнтів, мас.ч.: 3 35661 Інгредієнти дигліцидиловий ефір УП-640 блок-олігомер з аліфатичної епоксидної смоли і кислого олігоефіру УП-599 епоксидно-діанова смола ЕД-20 ізо-метилтетрагідрофталевий ангідрид ізо-МТГФА 2,4,6-тріс(диметиламінометил)фенол УП-606/2 Найбільше поширення в УЗ-технології одержали два варіанти озвучування рідинних середовищ (епоксидних олігомерів і в'яжучих на їх основі) у просочувальній ванні [7, 8]. Відповідно до першого варіанту, до дна просочувальної ванни через рухливу мембрану кріпиться магнітострикційний перетворювач електричних коливань у механічні, і з вмиканням УЗ-генератора проводиться озвучування робочого середовища (тобто в даному випадку рідинного олігомеру або в'яжучого на його основі). Відповідно до другого варіанту, озвучування робочого середовища провадиться за допомогою концентратора поздовжніх УЗ-коливань, сполученого безпосередньо з магнітостриктором. У способі, що пропонується, використовується перший варіант, тоді як у відомому способі - другий варіант [6]. Обидва варіанти мають як переваги, так і недоліки. Так, використання концентратору за другим варіантом дає можливість, у порівнянні з першим варіантом озвучування, збільшити амплітуду коливань А (а отже, і інтенсивність І коливань) у декілька разів, тобто більш активно проводити модифікування ультразвуком. Проте при цьому варіанті озвучування ефективний обсяг рідини, що озвучується, в силу конструктивних особливостей концентратора і характеру процесу озвучування різко зменшується (наприклад, через малість поверхні робочого торця концентратора, що випромінює, і значної в'язкості полімерних середовищ, що озвучуються). У той же час перший варіант озвучування дає можливість збільшити масу навіски смоли, що важливо з погляду підвищення продуктивності процесу. Одночасно цей варіант характеризується меншими значеннями параметрів УЗ-обробки, в порівнянні з другим варіантом. При цьому оптимальні інтервали параметрів УЗ-обробки як для першого, так і для другого варіанта озвучування для кожного епоксидного олігомеру (або в'яжучого на їх основі) визначаються експериментальним шляхом. Що стосується температурно-часового режиму затвердження муфт, то спочатку був обраний режим, що забезпечував одержання гранично затверджених полімерів при ізотермічному східчастому режимі: 70°С/8 год+100°С/4 год+120°С/2 год. Додаткові дослідження з впливу режиму затвердження на фізико-механічні характеристики після УЗ-обробки показали, що для таких композицій цілком прийнятним є прискорений режим затвердження, як-от 120°С/4 год. Спільне проведення УЗобробки при надлишковому тиску дозволяє зменшити і цей час, а саме, - проводити затвердження за режимом 120°С/3,5 год. У таблиці 2 показаний вплив варіювання параметрів УЗ-обробки і надлишкового тиску на механічні властивості наповнених епоксидних композицій, оброблених по запропонованому способу в порівнянні зі способом прототипу. Значення характеристик міцності отримані для відношення жорсткої компоненти до еластичної, що склало 3:2 (мас.ч.). Експериментально встановлено, що зміна міцності ЕП, на базі яких формуються муфти, що термоусаджуються, за запропонованим способом, Мас.ч 80,0 18,0 2,2 72,0 0,8 як композиція, кількісне співвідношення інгредієнтів якої було отримане усередненням граничних значень вмісту відповідних інгредієнтів. Відомо, що підвищити властивості міцності епоксидних композицій можна як хімічним, так і фізичним модифікуванням складових їхні х компонент. З метою збільшення ступеня реалізації характеристик міцності і технологічних властивостей епоксидної смоли, крім хімічного модифікування, застосовують енергетичні (електричні, магнітні, ультразвукові) впливи на систему, що призводять до її фізичної модифікації. При цьому використання фізичної модифікації у вигляді об'ємного ультразвукового (УЗ) впливи поряд із хімічною модифікацією відчиняє нові можливості для спрямованого регулювання структури і властивостей епоксидних композицій. Використання коливань з метою фізичної модифікації епоксидних композицій відомо [5, 6]. Відповідно до [6], епоксидну смолу ЕД-20 у суміші з затверджувачем обробляють концентратором поздовжніх УЗ-коливань при частоті 17-44 кГц, амплітуді - 50-120 мкм, інтенсивності - 15-30 Вт/см 2 і температурі - 70-90°С протягом 30-45 хв. Особливість відомого способу обробки і його відмінність, у порівнянні з запропонованим способом, полягає в наступному: 1). у відомому способі УЗ-обробка смоли провадиться в суміші з затверджувачем, що для приготування епоксидної композиції для одержання зразків, що термоусаджуються, і які мають інтервал температур склування Тс від 50 до 80°С, є цілком неприйнятним, виходячи з поставленої цілі винаходу; 2). відмінності в параметрах для УЗ-обробки суміші жорсткої й еластичної компонент за відсутності затверджувача в запропонованому способі, у порівнянні з параметрами обробки суміші смоли ЕД-20 з затверджувачем у відомому способі. Наслідуючи принцип уявлення структури ЕП, як суперпозиції двох просторово неоднорідних сіток: термофлуктуаційної сітки “фізичних” зв'язків і відносно термостабільної молекулярної сітки, можна виділити два основних принципи посилення ЕП. По-перше, зміцнення дефектних ділянок структури, тобто міжмолекулярну модифікацію. Подруге, перебудову стр уктури, що призводить в остаточному підсумку до зростання її неоднорідності. На підставі аналізу робіт можна зробити висновок про перспективність використання УЗобробки епоксидних композицій, що сприяє підвищенню структурної однорідності композита і поліпшенню властивостей полімерної матриці. 4 35661 в залежності від часу озвучування t, носять екстремальний характер із максимумом в інтервалі значень часу озвучування t = 15-20 хв при температурі Т від 60 до 80°С при надлишковому тиску 0,4-0,5 МПа (див. табл. 2). Найбільше зміцнення ЕП дає одночасне низькочастотне і середньочастотне озвучування. Перше здійснюється на частоті f від 15 до 18 кГц при амплітуді озвучування А від 3 до 6 мкм і інтенсивності І від 4 до 8 Вт/см 2, друге - при частоті від 1 до 1,5 МГц, амплітуді - від 0,1 до 0,2 мкм і інтенсивності - від 20 до 30 Вт/см 2. З таблиці 2 видно, що відхилення від зазначених параметрів обробки (УЗ і надлишкового тиску) призводить до зниження міцності кінцевої епоксидної композиції. Охарактеризуємо вплив варіації частоти, амплітуди, температури озвучування і надлишкового тиску на міцність ЕП. Зниження характеристик міцності ЕП при відхиленні амплітуди УЗ-коливань А від оптимального значення Аорt (див. розділ: “Відхилення від оптимальних параметрів УЗ-обробки” у табл. 2) можна пояснити таким чином. Із збільшенням Аорt У смолі різко посилюються кавітаційні явища. При поширенні в смолі УЗ хвилі великої інтенсивності під впливом кавітаційного поля каверн у місцях розрядження (негативний парціальний тиск) виникають розриви суцільності середовища з утворенням кавітаційних порожнин, що заповнюються парами навколишнього середовища. Виникаючий в об'ємі розрядження газовий пухирець досить швидко захлопується під впливом наступаючого періоду стиснення з утворенням ударних хвиль. Локальні тиски при зачиненні кавітаційних каверн можуть досягати значень 10-100 МПа, що супроводжується підвищенням рухливості молекул середовища й інтенсифікацією структурних перетворень. У свою чергу, малі величини амплітуди (і інтенсивності) недостатні для досягнення порога кавітації. Підвищення температури озвучування розчинної епоксидної композиції, внаслідок зменшення в'язкості середовища, призводить до збільшення інтенсивності удару УЗ-хвиль. У той же час мала температура озвучування недостатня для ефективного кавітаційного впливу, внаслідок високої в'язкості системи. Таким чином, із ростом амплітуди УЗ-коливань і температури епоксидної композиції, що озвучується, у цьому середовищі можуть відбуватися процеси, що сприяють виникненню (або збільшенню) у ній числа повітряних включень, що призводить в остаточному підсумку до збільшення дефектності, а також до зниження міцності затверджених епоксидних композицій. Експериментально досліджено (у табл. 2 не показано), що залежність щільності затверджених епоксидних композицій, отриманих із використанням УЗ-обробки по даному варіанту, носить екстремальний характер із максимумом в області 1520 хв. (при нормальному тиску). Подібна зміна щільності характеризує зростання щільності молекулярного упаковування затвердженого полімеру, сумарної енергії міжмолекулярної взаємодії, і тим самим когезійної міцності полімерної композиції. Такий же характер мають залежності параме трів асоціативної структури вихідних олігомерів від часу озвучування t. Це дозволяє судити про реалізацію принципу структурної спадкоємності при фізичному модифікуванні епоксидних полімерів. При цьому зміна асоціативної структури як флуктуаційних утворень із великим часом життєздатності має релаксаційну природу і підпорядковується температурно-часовому суперпозиційному принципу, а час структурної релаксації досягає декількох десятків часів при нормальних умовах експозиції. Встановлено, що озвучування епоксидних олігомерів призводить не тільки до підвищення щільності молекулярного упаковування, але і до зростання ефективної густини макромолекулярної сітки. Це, очевидно, пов'язане зі зменшенням її “дефектності” за рахунок “поліпшення” структури вихідного олігомеру, що призводить до відповідного зміцнення затверджених композицій. Наслідком цього є незначне зростання температури склування і деяке зменшення відносного подовження затверджених епоксидних композицій, проте це зменшення знаходиться в прийнятних інтервалах для практичного застосування (значення відносного подовження лежать біля нижньої межи значень способу прототипу, тобто 7%.). Таким чином, УЗ-кавітаційна модифікація визначається в основному мікроударним впливом при зачиненні кавітаційних пухирців і виникаючими при їхніх пульсаціях акустичними мікропотоками. Кавітаційні пухирці концентруються на дрібних газових пухирцях у рідині. Багатократні гідравлічні удари, що виникають при їхньому захлопуванні, викликають локальні руйнації зв'язків у молекулах рідини. Ефективність УЗ-кавітаційної модифікації залежить від параметрів звукового поля, фізикомеханічних властивостей рідини і надлишкового тиску в обсязі рідини, як-от: від поверхневого натягу, щільності рідини, частоти коливань f, коефіцієнту в'язкості, пругкості насиченої пари, амплітуди звукового тиску пари Ра, надлишкового статичного тиску Ро . Величиною УЗ-кавітаційної модифікації можна управляти шляхом добору визначених співвідношень між звуковим Ра й статичним тиском Ро. Експериментально встановлено, що під дією надлишкового статичного тиску Ро відбувається зсув у часу стадії зачинення кавітаційного пухирця в рідині. При цьому істотно збільшується швидкість зачинення і різко зростає інтенсивність утворення ударної хвилі. При нормальному тиску розширення пухирця не закінчується в напівперіод негативного тиску звукової хвилі внаслідок інерції рідини, а наростаючий звуковий тиск перешкоджає процесу його розширення. У результаті початкова стадія стиску запізнюється і зачинення пухирця припадає на початок такого напівперіоду негативного звукового тиску, що призводить до послаблення ударної хвилі. У свою чергу при надмірному підвищенні статичного тиску Ро, коли Ро = Ра, пухирець чинить складні негармонійні коливання, і кавітаційний вплив незначний. Експериментально встановлено, що при даних параметрах УЗ-обробки суміші жорстких і еластичних компонент із наповнювачами, 5 35661 найбільший кавітаційний вплив має місце при Ро = 0,4-0,5 Ра. У цьому випадку на кавітаційний пухирець у стадії зачинення діє в одному напрямку статичний тиск Pо, поверхневий натяг і звуковий тиск Ра, близький до амплітудного значення. Кавітаційний пухирець стрімко захлопується, і рівень УЗ-кавітаційної модифікації зростає. Тому поліпшуються експлуатаційні і технологічні властивості готових ЕП, о триманих на основі суміші жорстких і еластичних компонент, підданих УЗ-обробці при підвищеному статичному тиску(див. табл. 2). Для одержання підвищеного статичного тиску використовували спеціальну установку. В якості джерела низькочастотних УЗ-коливань використовувався магнітострикційний перетворювач, що працює на частотах 10-24 кГц і 30-44 кГц. Сталість амплітуди УЗ-коливань забезпечувалося використанням схеми оберненого акустичного зв'язку. Для генерації середньо-частотних УЗ-коливань використовувався фокусуючий п¢єзокерамічний перетворювач. Суміш жорстких і еластичних компонент поміщалася в термокамеру, що герметично закривається. Надлишковий статичний тиск у межах 0,20,8 МПа створювався в камері над сумішшю стиснутим газом від балонів або компресора. Зауважимо, що застосування тільки одного надлишкового тиску без УЗ-обробки смоляних складових епоксидної композиції практично не впливає на міцність кінцевої епоксидної композиції, а тільки істотно утр удняє процес змішування усіх компонент через в'язкість одержуваної системи (див. табл.2). Експериментально встановлено, що при спільному озвучуванні на низьких (діапазон 15-18 кГц) і середніх (діапазон 1-1,5 МГц) ультразвукових часто тах, що відрізняються між собою більш ніж на два порядки, у розчинній епоксидній композиції (її смоляній частині) створюються сприятливі умови для взаємного впливу ультразвукової кавітації й інтенсивних акустичних потоків. Як нами виявлено експериментально, у зоні дії магнітострикційного перетворювача низької УЗчастоти утворюється область розвиненої кавітації. Проте в цій зоні швидкість акустичних потоків у даному низькочастотному діапазоні (15-18 кГц) відносно невелика. Одночасно в зоні фокусованої дії п¢єзокерамічного випромінювача на епоксидну композицію на середніх УЗ-частотах кавітаційний вплив є незначним, тому що розвиток кавітації відбувається за малий період коливань. Але при цьому швидкість акустичних потоків на декілька порядків вища у порівнянні з низькочастотним впливом. Одночасний же вплив низьких і середніх УЗчастот призводить до наступного. Під впливом акустичних потоків пульсуючі пухирці малих розмірів, що виникають у полі середньої частоти, переміщаються в зони розвиненої кавітації, що виникає в об'ємі при низькочастотному впливі, і резонансні розміри пухирців збільшуються. У результаті такого комбінованого впливу пульсуючі пухирці одержують властивості кавітуючих пухирців з виділенням значної енергії. При цьому сумарна енергія, що виділяється в розчинну епоксидну композицію, збільшується. Застосування надлишкового тиску дозволяє інтенсифікувати цей процес, а також зменшити час озвучування. Встановлено, що зміцнення одержуваної епоксидної композиції в результаті спільного озвучування не підпорядковується принципу суперпозиції. Так, при впливі на розчинну епоксидну композицію тільки полем середньої УЗ-частоти з параметрами, зазначеними у формулі винаходу, досягається зміцнення композиції при розриві не більше, ніж на 1,0-1,5%. Застосування в цьому випадку надлишкового тиску призводить в остаточному підсумку до 1,5-2%-зміцнення. Зміна технологічних характеристик (еластичності) при такому впливі теж несуттєва (див. табл.2). При одній низькочастотній УЗ-дії без надлишкового тиску досягається зміцнення композиції при розриві не більш, ніж на 15-18%. Застосування в цьому випадку надлишкового тиску призводить в остаточному підсумку до зміцнення композиції на 23-25%. Спільна УЗ-дія на розчинну епоксидну композицію в низькочастотному і середньочастотному діапазонах за надлишкового тиску призводить в остаточному підсумку до зміцнення епоксидної композиції на 35-40% при відносному подовженні в межах 7% (див. табл.2). Параметри способу приготування епоксидної композиції для формування виробів, що термоусаджуються, визначаються експериментально для кожної комбінації інгредієнтів композиції, що є взаємозалежними між собою. Відхилення від цих оптимальних параметрів призводить до погіршення міцності і технологічних (еластичності) характеристик композиції. Так, при спільному озвучуванні на низьких (1518 кГц) частотах і частота х, менших за нижню межу середньочастотного діапазону (800 кГц), міцність кінцевої композиції зменшується. Це відбувається, очевидно, через зменшення резонансних розмірів кавітаційних пухирців. При спільному озвучуванні на частоті, більшої за верхню межу середньочастотного діапазону 1,5 мГц (у даному випадку 2 мГц), також спостерігається зменшення зміцнення у порівнянні зі зміцненням композиції при оптимальних параметрах озвучування (див. табл.2). Встановлено, що значення інтенсивності й амплітуди коливань при озвучуванні в середньо частотному діапазоні знаходяться у складній залежності від величини частоти. Так, для значень інтенсивності, що перевищують 30 Вт/см 2, існує велика можливість виникнення механодеструкції в епоксидних композиціях. У той же час значення інтенсивності, менше за 20 Вт/см 2, недостатньо для виникнення кавітаційного акустичного порогу на цих часто тах. При відхиленні від зазначених меж середньочастотного озвучування на 10% спостерігалося відповідне погіршення міцності і технологічних характеристик композицій. При подальшому відхиленні це погіршення прогресувало в більшому ступені. Для амплітуди середньочастотного озвучування А експериментально встановлювали резонансні значення при даних частотах. Встановлено, що зменшення амплітуди, менше за 0,1 мкм, призводить до різкого погіршення властивостей міцності кінцевої композиції, а збільшення амплітуди більше 0,2 мкм потребує різкого збільшення витрат енергії без істотного зміцнення композицій. 6 35661 Перевагою пропонованого способу є як скорочення часу на фізичну модифікацію епоксидних композицій при збільшенні міцності і температури склування, так і зберігання еластичності (деформації при розриві) затверджених композицій у порівнянні зі способом прототипу. Це досягається як комбінацією вмісту інгредієнтів композиції, так і ультразвуковою модифікацією її окремих інгредієнтів при надлишковому тиску. В результаті цього усуваються обмеження щодо кліматичних зон і сезонів використання зазначених епоксидних муфт, що термоусаджуються, для їхнього цільового використання. Ще одним позитивним моментом застосування УЗ-обробки смоляної частини епоксидної композиції у розчинному стані є зменшення часу затвердження термореактивного в'яжучого в 2-3 рази при одночасному підвищенні експлуатаційних і технологічних характеристик, що дозволяє оптимізувати технологічні параметри виготовлення цих виробів, зменшити енерговитрати і підвищити продуктивність праці. Таблиця 1 Вплив варіювання інгредієнтів епоксидної композиції за пропонованим способом на властивості міцності і експлуатаційні властивості затверджених композицій у порівнянні зі способом прототипу * Склад епоксидних Вміст інгредієнтів (мас.ч.) і властивості епоксидної композиції по прикладах композицій Прототип 1 2 3 4 5 6 7 8 9 10 11 12 (властивості) ДГЕ метилтетрагідрофталевої кислоти жорстка 87 85 85 80 77,5 75 73 70 80 100 (смола УП-640) БО аліфатичної смоли еластична 12 25 18 15 20 22 24 25 20 100 УП-599 Смола ЕД-20 1 1,5 1,8 2 2,5 2,7 3 5 100 Ізо-МТГФА 44-73 87 85 75 85 68 60 50 53 60 92,6 32 85 Тріс (диметіламінометіл) фенол УП-606/2 0,5-0,9 1,0 1,0 0,8 0,9 0,7 0,6 0,5 0,4 0,9 0,9 0,9 0,9 sр, МПа 50-60 45 51 58,5 57,5 60 59,7 57 34 59 15 0,5 55 eр,% 7-9 3,5 6,7 11,8 12,0 .11,5 10,8 9,2 4,5 2,5 0,8 40 0,5 Тс,°С 45 23 55 68 51 101 103 0 109 76 78 70 75 * Примітка: ДГЕ - дигліцидиловий ефір; БО - блок-олігомер; у способі прототипу "жорстка" означає відношення жорсткої компоненти до еластичної, відповідно, 60:40 (по масі), а "еластична" означає відношення жорсткої компоненти до еластичної, відповідно, 40:60 (по масі); sр - напруга при розриві; eр - деформація при розриві; Тс - температура склування Таблиця 2 Вплив варіювання параметрів УЗ-обробки і надлишкового тиску на механічні властивості епоксидних композицій, оброблених по запропонованому способу в порівнянні зі способом прототипу* № прикладу низькочастотна УЗобробка f, кГц А, МКМ І, Вт/см 2 1 2 3 4 1. 2. 3. 4. 5. 15 15 15 16 16 параметри обробки середньочастотна УЗобробка f, МГц А, мкм I, Вт/см 2 спільні параметри Т, °С t, хвил. РO, МПа властивості (середні значення) sр, МПа 11 5 6 7 8 9 10 Вихідна композиція за способом прототипу [2] 55 Базова композиція за запропонованим способом 59 Композиція за запропонованим способом по прикладах УЗ-обробки 3 4 60 15 70 5 8 65 20 69 6 6 70 15 68 4 4 75 20 70 6 5 80 15 69 7 eР, % 12 Тс, °С 8 45 11,5 75 7,9 7,7 7,9 7,8 7,9 81 81 80 82 82 13 35661 Продовження таблиці 2 № прикладу 1 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. низькочастотна УЗобробка f, кГц А, МКМ І, Вт/см 2 параметри обробки середньочастотна УЗобробка f, МГц А, мкм I, Вт/см 2 2 16 17 17 18 18 15 16 18 15 15 16 16 17 17 18 18 18 спільні параметри властивості (середні значення) Т, °С sр, МПа t, хвил. РO, МПа eР, % Тс, °С 3 4 5 6 7 8 9 10 11 12 13 3 7 60 20 68 7,8 80 5 8 80 17 70 7,9 81 6 5 75 15 71 7,9 82 3 6 70 20 69 7,8 81 6 4 60 18 70 7,8 82 3 4 80 20 0,4 75 7,5 83 5 6 70 17 0,45 75 7,4 84 6 8 60 15 0,5 76 7,5 83 1,0 0,1 20 60 15 61 8,5 76 1,2 0,2 30 65 17 60 8,7 76 1,3 0,15 25 75 20 61 8,6 76 1,5 0,1 30 80 18 60 8,5 77 1,0 0,2 25 80 15 0,4 61 8,6 77 1,3 0,15 30 70 18 0,45 61,5 8,7 77 1,5 0,1 20 60 20 0,5 62 8,4 78 3 4 1,0 0,1 20 60 15 0,4 83 7,0 87 5 6 1,2 0,2 30 70 20 0,5 84 7,0 87 6 8 1,3 0,1 20 80 15 0,45 82 7,1 87 3 5 1,5 0,2 30 70 20 0,5 84 7,0 86 5 7 1,4 0,1 20 60 17 0,4 82 7,1 88 6 8 1,0 0,2 30 80 20 0,5 81 7,2 86 5 6 1,2 0,2 30 70 15 0,5 81 7,2 88 4 4 1,5 0,1 20 80 18 0,45 82 7,1 86 6 8 1,3 0,15 25 60 20 0,5 83 7,0 88 Відхилення від оптимальних параметрів УЗ-обробки і надлишкового тиску 30. 10 1 1 20 5 0,1 60 10,5 76 31. 12 2 2 40 10 0,1 62 10 77 32. 24 10 10 100 30 0,1 65 6,8 78 33. 40 20 20 20 40 0,8 52,5 6,4 66 34. 0,8 0,3 10 40 60 53,5 7,8 50 35. 2,0 0,05 30 100 10 55 5,4 51 36. 2,5 0,02 50 20 10 0,1 60,6 7,2 55 37. 0,8 0,3 10 40 25 0,2 58,3 7,4 52 38. 12 2 2 2,0 0,05 30 100 5 0,6 69 8,2 87 39. 24 10 10 2,5 0,02 50 80 10 0,8 76 2,2 112 40. 40 20 20 2,0 0,05 30 100 30 0.6 73 2,4 107 * Примітка: режим затвердження епоксидних композицій за запропонованим способом при УЗ-обробці становив 120°С/3,5 год. 8 35661 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 9
ДивитисяДодаткова інформація
Автори англійськоюClyavlin Valeriy Volodymyrovich, Kliavlin Valerii Volodymyrovych
Автори російськоюКлявлин Валерий Владимирович
МПК / Мітки
МПК: C08J 5/00, B29C 61/06, C08J 3/28, C08L 63/00, B29C 61/00
Мітки: виробів, спосіб, термоусаджуються, епоксидної, композиції, одержання, приготування
Код посилання
<a href="https://ua.patents.su/9-35661-sposib-prigotuvannya-epoksidno-kompozici-dlya-oderzhannya-virobiv-shho-termousadzhuyutsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб приготування епоксидної композиції для одержання виробів, що термоусаджуються</a>
Спосіб одержання епоксидної клейової композиції
Номер патенту: 32647
Опубліковано: 15.02.2001
Автори: Шелудченко Володимир Ілліч, Клявлін Валерій Володимирович
МПК: C08J 3/28, C08L 63/00
Мітки: композиції, клейової, одержання, епоксидної, спосіб
Текст:
...впливу варіації величин складових компонент І й II на МІЦНІСТЬ кінцевого епоксидного клейового з"єднання подані в табл 1 Експер имен тальн о вс тано влено , що збільшення вм істу ка учук у від 10 до ЗО м ас ч. сприяє збільшенню адгезійної МІЦНОСТІ , проте од-/ н о ча сн о б ул о від зна чен о з на чн е з ро с тання в'язкості ком позиції, що утруднює її застосування при тем пературі 22 ± 2°С (тобто відб увалося погіршення технологічності...
Спосіб одержання клейової композиції
Номер патенту: 32646
Опубліковано: 15.02.2001
Автори: Клявлін Валерій Володимирович, Шелудченко Володимир Ілліч
МПК: C08L 63/00, C08J 3/28
Мітки: спосіб, одержання, клейової, композиції
Текст:
...(значення температур склування повинно бути меншим, ніж верхня межа температури обробки по відомому способу - див. табл. 2); 2). Існують відмінності у параметрах для УЗобробки окремої смоли ЕД-20 у способі, що заявляється , в порі внянні з параметрами обробки суміші смоли ЕД-20 з затверджувачем; 3). Відсутність е фективного діапазону УЗобробки і оптимальної маси навіски смоли, що озвучується, не дозволяє провести ефективне об'ємне озвучування...
Спосіб виготовлення фітингів, що термоусаджуються, з епоксидного полімеру
Номер патенту: 29966
Опубліковано: 15.11.2000
Автори: Шелудченко Володимир Ілліч, Борзенко Олександр Петрович, Строганов Віктор Федорович, Білошенко Віктор Олександрович
МПК: B29C 65/02
Мітки: виготовлення, епоксидного, фітингів, полімеру, спосіб, термоусаджуються
Формула / Реферат:
1. Спосіб виготовлення фітингів, що термоусаджуються, з епоксидного полімеру, який включає формування початкової заготовки за методом заливки та отвердіння епоксидної композиції в формі, нагрів заготовки до її переходу в високоеластичний стан, деформування в високоеластичному стані дорнуванням, охолодження заготовки на дорні до температури на 20-30°С нижче за температуру склування епоксидного полімеру, який відрізняється тим, що отвердіння...
Спосіб приготування в’язкопружної композиції
Номер патенту: 18709
Опубліковано: 25.12.1997
Автор: Шумега Степан Васильович
МПК: E21B 33/138, E21B 33/00, C09K 8/42, C09K 8/40, E21B 33/13
Мітки: композиції, в'язкопружної, спосіб, приготування
Формула / Реферат:
Способ приготовления вязкоупругой композиции, включающий смешение гидролизованного полиакрилнитрила, хлорида кальция, наполнителя и воды, отличающийся тем, что предварительно смешивают гидролизованный полиакрилнитрил с наполнителем, а компоненты композиции используют при следующем их соотношении, мас.%:
Спосіб одержання воднодисперсійної композиції
Номер патенту: 28907
Опубліковано: 16.10.2000
Автори: Бондаренко Ігор Леонідович, Рябіков Альберт Михайлович, Носач Ванадій Олексійович, Чвіров Віктор Андрійович
Мітки: спосіб, композиції, одержання, воднодисперсійної
Формула / Реферат:
Спосіб одержання воднодисперсійної композиції, що включає змішування компонентів, який відрізняється тим, що компоненти змішують послідовно при безперервному диспергуванні і циркулюванні суміші з приймальної ємкості в роторний диспергатор через виносний контур.