Спосіб виробництва спірально-шовних труб з замковим сполученням шва (варіанти), пристрій для його здійснення (варіанти) та спірально-шовна труба з замковим сполученням шва (варіанти)
Формула / Реферат
1. Спосіб виробництва спірально-шовних труб з замковим сполученням шва з металевої смуги з поздовжніми крайніми частинами, що включає подання смуги у формуючу головку, в якій смузі надають спіральну форму та забезпечують зчеплення між собою крайніх частин, скріплення зчеплених крайніх частин смуги з утворенням спірального шва з замковим сполученням і відведення спірально-шовної труби з формуючої головки, який відрізняється тим, що для забезпечення фіксації зчеплених крайніх частин смуги у шві з замковим сполученням виконують фіксуючі деформації у вигляді виступних частин, розташованих з інтервалом по довжині шва.
2. Спосіб за п.1, який відрізняється тим, що для виконання фіксуючих деформацій використовують формуючу головку.
3. Спосіб за .п.1 або 2, який відрізняється тим, що виконують, принаймні, одну фіксуючу деформацію на кожному спіральному витку шва з замковим сполученням.
4. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що фіксуючі деформації виконують поперек шва з замковим сполученням.
5. Пристрій для виробництва спірально-шовних труб з замковим сполученням шва з металевої смуги з поздовжніми крайніми частинами, який містить засіб для подання смуги у формуючу головку, засіб для надання смузі спіральної форми у формуючій головці і для введення крайніх частин спіральне формованої смуги у зчеплення одна з одною, засіб для скріплення зчеплених кромок смуги для утворення спірального шва з замковим сполученням на трубі, формованій у формуючій головці, та засіб для відводу спірально-шовної труби з замковим сполученням шва з формуючої головки, який відрізняється тим, що він забезпечений засобом для утворення розташованих з інтервалом по довжині шва фіксуючих деформацій у вигляді виступних частин для забезпечення фіксації зчеплених крайніх частин смуги.
6. Пристрій за п. 5, який відрізняється тим, що засіб для утворення фіксуючих деформацій виконано у вигляді скріплюючого ролика з зовнішньою поверхнею і протилежно розміщеного ролика з зовнішньою поверхнею, встановлених з можливістю обертання і скріплення шва замковим сполученням між зовнішніми циліндричними поверхнями роликів у точці скріплення, при цьому один зі згаданих роликів на своїй зовнішній поверхні має засіб для утворення фіксуючих деформацій.
7. Пристрій за п. 6, який відрізняється тим, що на зовнішній поверхні скріплюючого ролика виконано круговий паз з, принаймні, одним поглибленням для утворення фіксуючих деформацій на шві з замковим сполученням.
8. Пристрій за п. 7, який відрізняється тим, що згадане поглиблення розташовано поперек кругового паза скріплюючого ролика.
9. Пристрій за будь-яким з пп. 6-8, який відрізняється тим, що скріплюючий ролик розташований зовні формівної труби, а протилежно розміщений - всередині формівної труби.
10. Пристрій за будь-яким з пп. 6-9, який відрізняється тим, що скріплюючий та протилежно розміщений ролики забезпечені валами, з'єднаними з формуючою головкою з можливістю обертання від неї.
11. Пристрій за будь-яким з пп. 5-10, який відрізняється тим, що він додатково забезпечений засобом для регулювання зусилля скріплення між роликами.
12. Пристрій за будь-яким з пп. 5-11, який відрізняється тим, що засіб для утворення фіксуючих деформацій поєднано з формуючою головкою.
13. Спосіб виробництва спірально-шовних труб з замковим сполученням шва з металевої смуги з поздовжніми крайніми частинами, який включає подання смуги у формуючу головку, в якій смузі надають спіральну форму та забезпечуючи зчеплення між собою крайніх частин смуги, скріплення зчеплених крайніх частин смуги з утворенням спірального шва з замковим сполученням і відведення спірально-шовної труби з формуючої головки, який відрізняється тим, що у шов з замковим сполученням вставляють гнучкий шнур, потім його стискують у шві з замковим сполученням для забезпечення фрикційної фіксації крайніх частин смуги у шві з замковим сполученням.
14. Спосіб за п. 13, який відрізняється тим, що гнучкий шнур вставляють по всьому спіральному шву з замковим сполученням.
15. Спосіб за п. 13 або 14, який відрізняється тим, що стискання гнучкого шнура здійснюють у процесі скріплення зчеплених крайніх частин смуги.
16. Пристрій для виробництва спірально-шовних труб з замковим сполученням шва з металевої смуги з поздовжніми крайніми частинами, що містить засіб для подачі смуги у формуючу головку, засіб для надання смузі спіральної форми у формуючій головці та для введення крайніх частин спіральної формованої смуги у зчеплення одна з одною, засіб для скріплення зчеплених кромок смуги для утворення спірального шва з замковим сполученням на трубі, що формована у формуючій головці, та засіб для відводу спірально-шовної труби з замковим сполученням шва з формуючої головки, який відрізняється тим, що він забезпечений засобом для вставлення гнучкого шнура у шов з замковим сполученням та засобом для стиску гнучкого шнура у шві з замковим сполученням для фрикційної фіксації крайніх частин смуги у шві з замковим сполученням.
17. Пристрій за п. 16, який відрізняється тим, що він забезпечений скріплюючим засобом для здійснення стискання гнучкого шнура.
18. Пристрій за пп. 16 або 17, який відрізняється тим, що для вставлення у шов використано гнучкий шнур з гумового матеріалу круглого поперечного перерізу.
19. Спірально-шовна труба з замковим сполученням, виготовлена з металевої смуги з поздовжніми крайніми частинами, зафіксованими в спіральному шві з замковим сполученням, яка відрізняється тим, що спіральний шов з замковим сполученням виконаний з фіксуючими деформаціями у вигляді розташованих з інтервалом виступних частин для фіксації зачеплених крайових частин смуги в замковому сполученні.
20. Труба за п. 19, яка відрізняється тим, що на кожному спіральному витку шва з замковим сполученням виконана, принаймні, одно фіксуюча частина.
21. Труба за п. 19 або 20, яка відрізняється тим, що виступні фіксуючі частини виконані поперек шва с замковим сполученням.
22. Спірально-шовна труба з замковим сполученням, виготовлена з металевої смуги з поздовжніми крайніми частинами, зафіксованими в спіральному шві з замковим сполученням, яка відрізняється тим, що вона забезпечена гнучким шнуром, вставленим і стиснутим у шві з замковим сполученням для фрикційної фіксації крайніх частин смуги у шві з замковим сполученням.
23. Труба за п.22, яка відрізняється тим, що гнучкий шнур вставлений по всьому спіральному шву з замковим сполученням.
24. Труба за .п. 22 або 23, яка відрізняється тим, що гнучкий шнур виконаний з гумового матеріалу круглого поперечного перерізу.
Текст
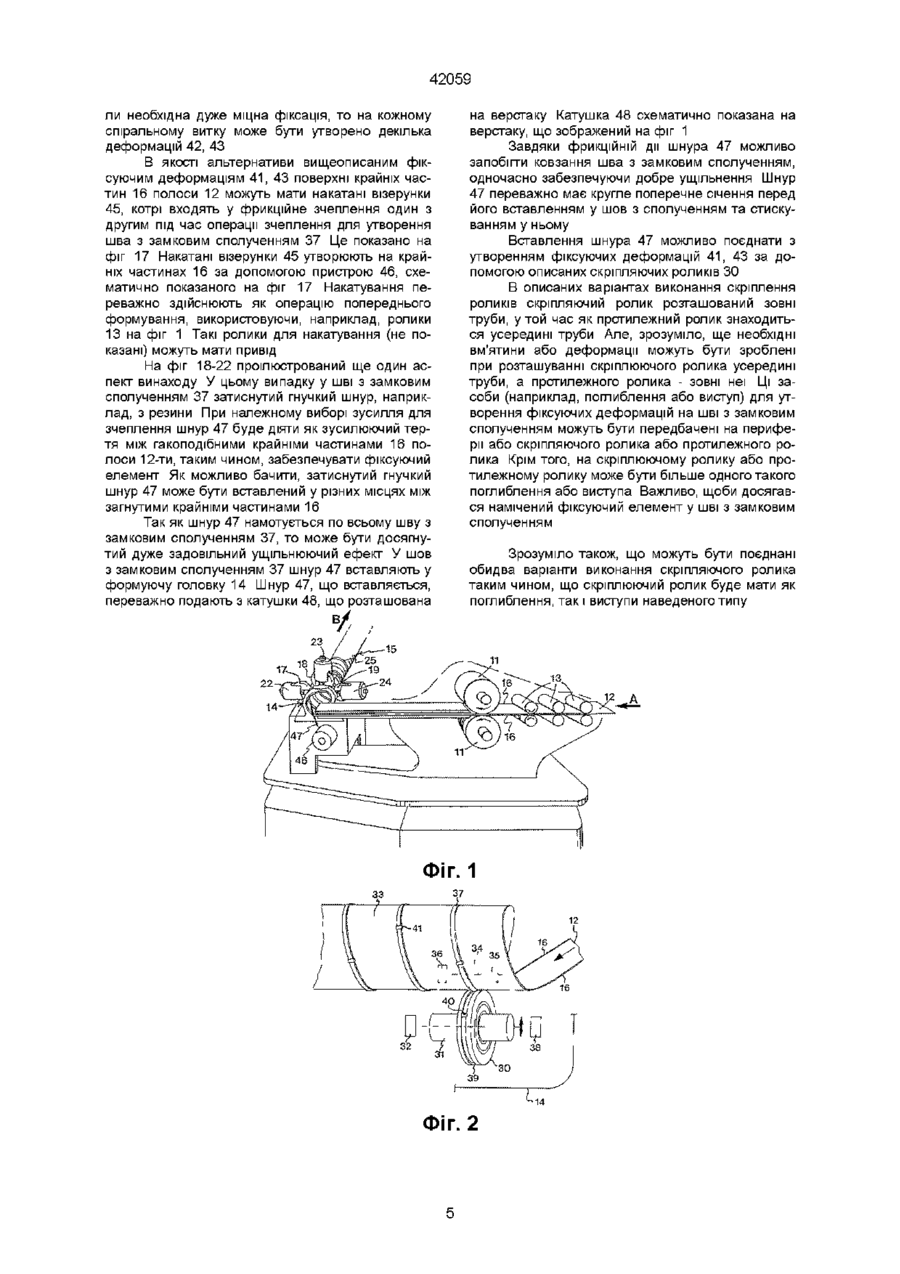
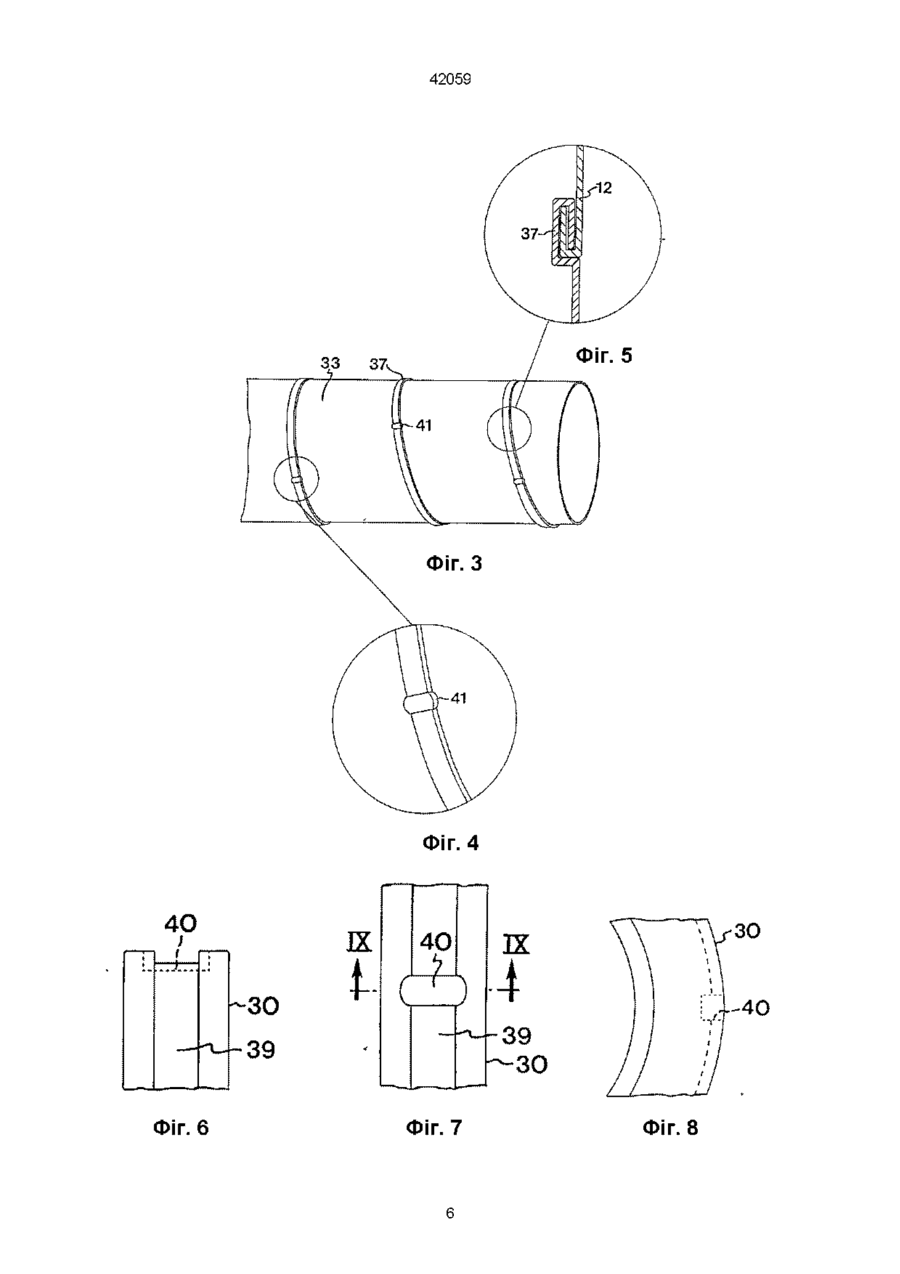
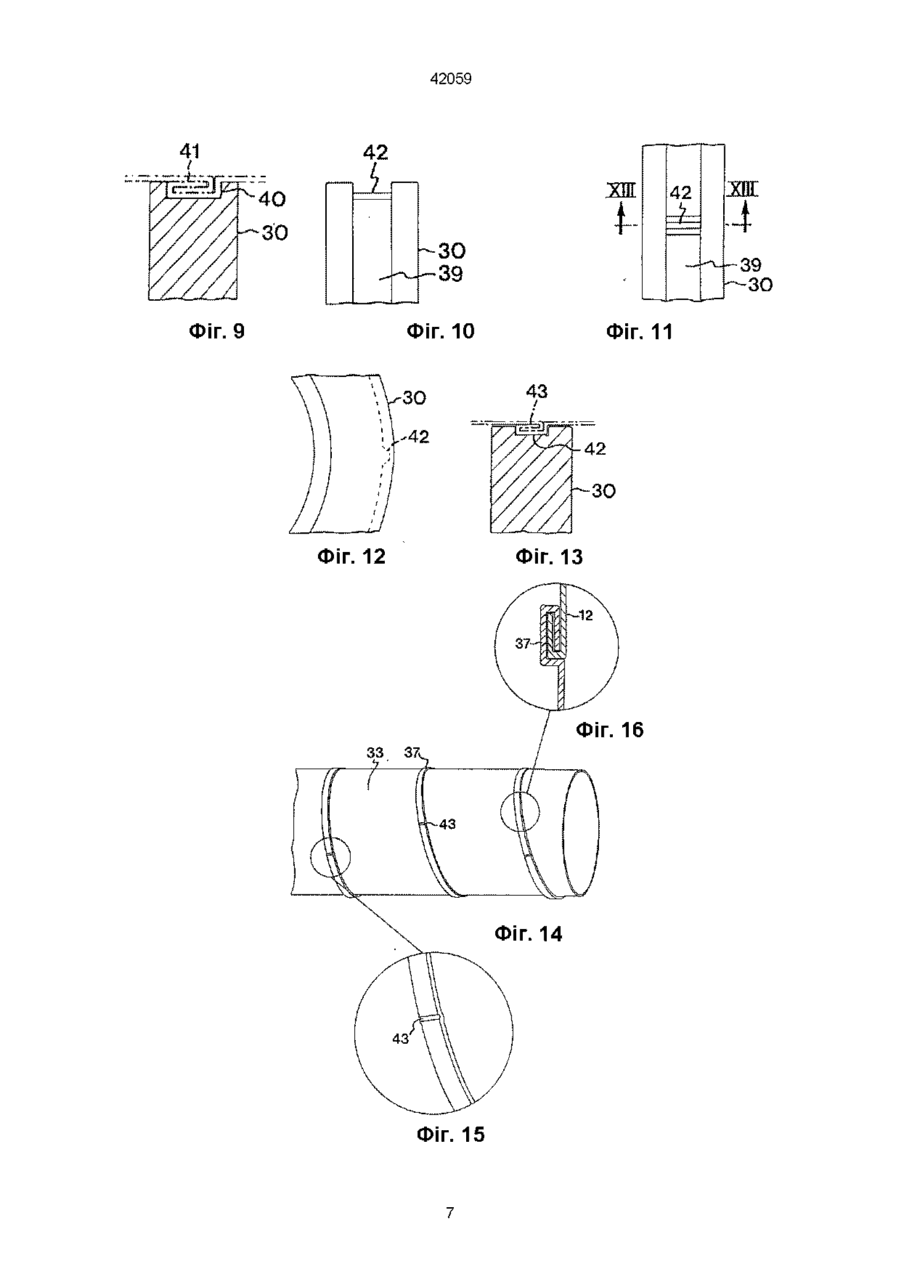
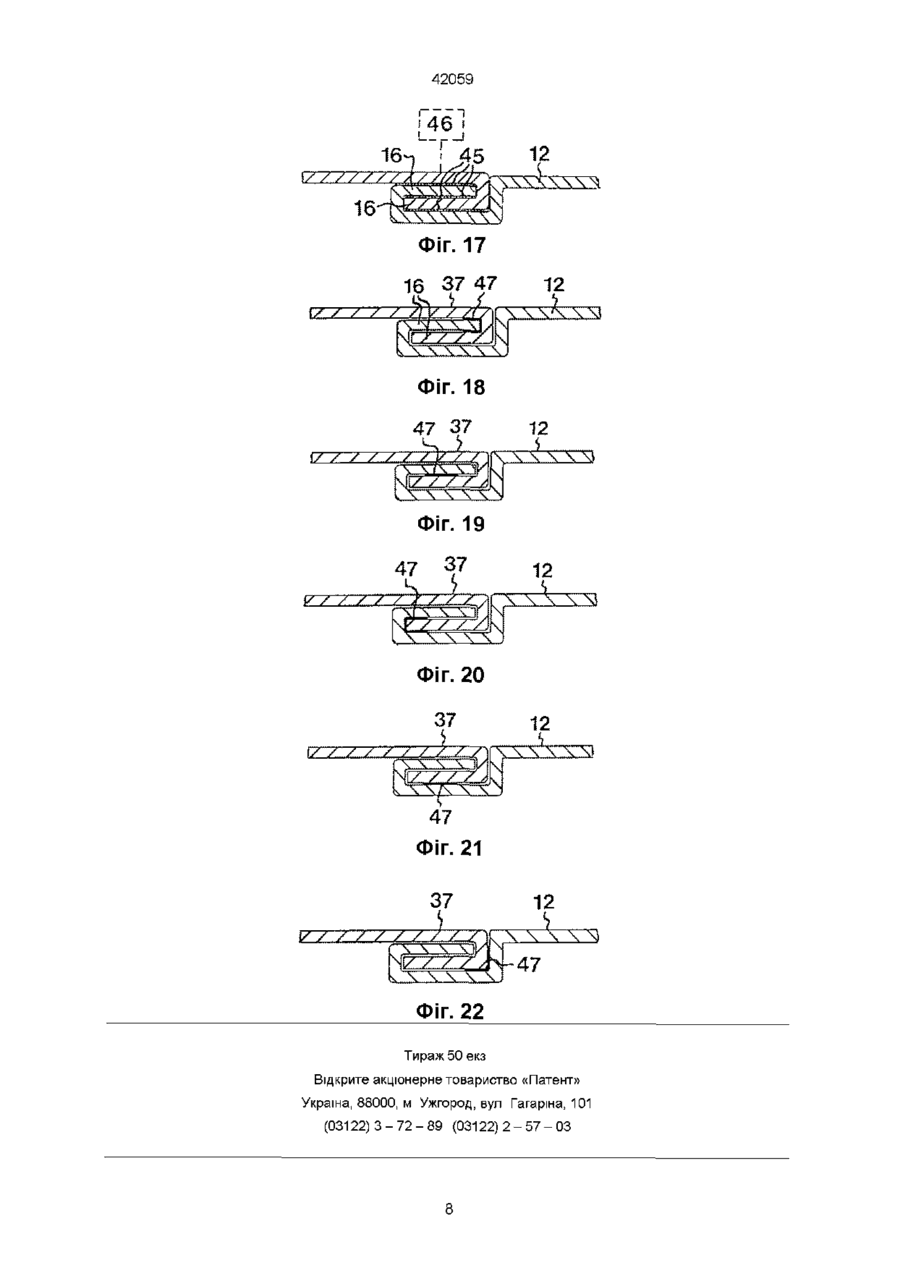
1 Спосіб виробництва спірально-шовних труб з замковим сполученням шва з металевої смуги з поздовжніми крайніми частинами, що включає подання смуги у формуючу головку, в якій смузі надають спіральну форму та забезпечують зчеплення між собою крайніх частин, скріплення зчеплених крайніх частин смуги з утворенням спірального шва з замковим сполученням і відведення спірально-шовної труби з формуючої головки, який відрізняється тим, що для забезпечення фіксації зчеплених крайніх частин смуги у шві з замковим сполученням виконують фіксуючі деформації у вигляді виступних частин, розташованих з інтервалом по довжині шва 2 Спосіб за п 1, який відрізняється тим, що для виконання фіксуючих деформацій використовують формуючу головку 3 Спосіб за п 1 або 2, який відрізняється тим, що виконують, принаймні, одну фіксуючу деформацію на кожному спіральному витку шва з замковим сполученням 4 Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що фіксуючі деформації виконують поперек шва з замковим сполученням 5 Пристрій для виробництва спірально-шовних труб з замковим сполученням шва з металевої смуги з поздовжніми крайніми частинами, який містить засіб для подання смуги у формуючу головку, засіб для надання смузі спіральної форми у формуючій головці і для введення крайніх частин спірально формованої смуги у зчеплення одна з одною, засіб для скріплення зчеплених кромок Зоя смуги для утворення спірального шва з замковим сполученням на трубі, формованій у формуючій головці, та засіб для відводу спірально-шовної труби з замковим сполученням шва з формуючої головки, який відрізняється тим, що він забезпечений засобом для утворення розташованих з інтервалом по довжині шва фіксуючих деформацій у вигляді виступних частин для забезпечення фіксації зчеплених крайніх частин смуги 6 Пристрій за п 5, який відрізняється тим, що засіб для утворення фіксуючих деформацій виконано у вигляді скріплюючого ролика з зовнішньою поверхнею і протилежно розміщеного ролика з зовнішньою поверхнею, встановлених з можливістю обертання і скріплення шва замковим сполученням між ЗОВНІШНІМИ циліндричними поверхнями роликів у точці скріплення, при цьому один зі згаданих роликів на своїй ЗОВНІШНІЙ поверхні має засіб для утворення фіксуючих деформацій 7 Пристрій за п 6, який відрізняється тим, що на ЗОВНІШНІЙ поверхні скріплюючого ролика виконано круговий паз з, принаймні, одним поглибленням для утворення фіксуючих деформацій на шві з замковим сполученням 8 Пристрій за п 7, який відрізняється тим, що згадане поглиблення розташовано поперек кругового паза скріплюючого ролика 9 Пристрій за будь-яким з пп 6-8, який відрізняється тим, що скріплюючий ролик розташований зовні формівної труби, а протилежно розміщений всередині формівної труби 10 Пристрій за будь-яким з пп 6-9, який відрізняється тим, що скріплюючий та протилежно розміщений ролики забезпечені валами, з'єднаними з формуючою головкою з можливістю обертання від неї 11 Пристрій за будь-яким з пп 5-10, який відрізняється тим, що він додатково забезпечений засобом для регулювання зусилля скріплення між роликами 12 Пристрій за будь-яким з пп 5-11, який відрізняється тим, що засіб для утворення фіксуючих деформацій поєднано з формуючою головкою 13 Спосіб виробництва спірально-шовних труб з замковим сполученням шва з металевої смуги з поздовжніми крайніми частинами, який включає подання смуги у формуючу головку, в якій смузі надають спіральну форму та забезпечуючи зчеп О ю о 42059 лення між собою крайніх частин смуги, скріплення зчеплених крайніх частин смуги з утворенням спірального шва з замковим сполученням і відведення спірально-шовної труби з формуючої головки, який відрізняється тим, що у шов з замковим сполученням вставляють гнучкий шнур, потім його стискують у шві з замковим сполученням для забезпечення фрикційної фіксації крайніх частин смуги у шві з замковим сполученням 14 Спосіб за п 13, який відрізняється тим, що гнучкий шнур вставляють по всьому спіральному шву з замковим сполученням 15 Спосіб за п 13 або 14, який відрізняється тим, що стискання гнучкого шнура здійснюють у процесі скріплення зчеплених крайніх частин смуги 16 Пристрій для виробництва спірально-шовних труб з замковим сполученням шва з металевої смуги з поздовжніми крайніми частинами, що містить засіб для подачі смуги у формуючу головку, засіб для надання смузі спіральної форми у формуючій головці та для введення крайніх частин спіральної формованої смуги у зчеплення одна з одною, засіб для скріплення зчеплених кромок смуги для утворення спірального шва з замковим сполученням на трубі, що формована у формуючій головці, та засіб для відводу спірально-шовної труби з замковим сполученням шва з формуючої головки, який відрізняється тим, що він забезпечений засобом для вставлення гнучкого шнура у шов з замковим сполученням та засобом для стиску гнучкого шнура у шві з замковим сполученням для фрикційної фіксації крайніх частин смуги у шві з замковим сполученням 18 Пристрій за п 16 або 17, який відрізняється тим, що для вставлення у шов використано гнучкий шнур з гумового матеріалу круглого поперечного перерізу 19 Спірально-шовна труба з замковим сполученням, виготовлена з металевої смуги з поздовжніми крайніми частинами, зафіксованими в спіральному шві з замковим сполученням, яка відрізняється тим, що спіральний шов з замковим сполученням виконаний з фіксуючими деформаціями у вигляді розташованих з інтервалом виступних частин для фіксації зачеплених крайових частин смуги в замковому сполученні 20 Труба за п 19, яка відрізняється тим, що на кожному спіральному витку шва з замковим сполученням виконана, принаймні, одна фіксуюча частина 21 Труба за п 19 або 20, яка відрізняється тим, що виступні фіксуючі частини виконані поперек шва с замковим сполученням 22 Спірально-шовна труба з замковим сполученням, виготовлена з металевої смуги з поздовжніми крайніми частинами, зафіксованими в спіральному шві з замковим сполученням, яка відрізняється тим, що вона забезпечена гнучким шнуром, вставленим і стиснутим у шві з замковим сполученням для фрикційної фіксації крайніх частин смуги у шві з замковим сполученням 17 Пристрій за п 16, який відрізняється тим, що він забезпечений скріплюючим засобом для здійснення стискання гнучкого шнура 24 Труба за п 22 або 23, яка відрізняється тим, що гнучкий шнур виконаний з гумового матеріалу круглого поперечного перерізу Даний винахід стосується виробництва спірально-шовних труб, є конкретніше - до способу та устаткування для виробництва спірально-шовних труб з замковим сполученням шва, виробляємих з полоси тонколистового заліза Ці труби можуть бути застосовані, наприклад, у вентиляційних трубопровідних системах Відомий пристрій для виробництва спірально-шовних труб з замковим сполучення шва описано в англійській патентній публікації GB 2 213 448, котра врахована у даному документі у якості посилання У цьому пристрою залізна полоса приводними роликами подається у формуючу головку, при цьому спірально-шовну трубу з замковим сполученням шва утворюють за допомогою скріплюючих роликів, що зв'язані з формуючою головкою Інший відомий пристрій для виробництва спірально-шовних труб описано в англійському патенті GB 1 168 178, де на фіг 3 та 4 наведені різноманітні шви Спеціалістам у даній області добре відома технологія, що стосується таких пристроїв У даний час на ринку є декілька інших удосконалених конструкцій подібного типу Але ці пристрої мають ряд суттєвих недоліків При виробництві даного типу спірально-шовних труб з замковим сполучення шва, шов з таким сполученням має тенденцію до ковзання, результатом чого є небажана зміна діаметру труби Звичайним рішенням цієї проблеми є збільшення зусилля скріпляючих роликів, що впливає у формуючій головці на шов з замковим сполученням Але таке збільшення зусилля скріплення може пошкодити шов та викликати у ньому дефекти, а також у сусідніх частинах залізної полоси, що утворює трубу Таким чином, регулювання зусилля при скріпленні має вирішальне значення для якості шва з замковим сполученням та одержуємої у результаті труби Крім зусилля скріплення, працівник, якій обслуговує верстак, повинен враховувати декілька інших параметрів, таких, як товщина залізної полоси, її мастило та можливий знос різних частин пристрою, наприклад, роликів Таким чином, до кваліфікації та досвіду працюючого мають бути подані значні вимоги Недивлячись на кваліфікацію працюючого, важко уникнути ковзання або просковзування у шві з замковим сполученням Небажане збільшення діаметру труб може відбуватись або під час їх виробництва відразу ж після формуючої головки, або 23 Труба за п 22, яка відрізняється тим, що гнучкий шнур вставлений по всьому спіральному шву з замковим сполученням 42059 під час зберігання, вантажо-розвантажувальних операцій та транспортування труб Треба наголосити, що небажане зменшення діаметру труб може також відбуватись через ковзання з замковим сполученням, наприклад, коли труби зовні стискуються Зміна діаметру труб весь час є проблемою, так як поставляємі труби не відповідають специфікаціям та вимогам замовника Особливі проблеми виникають при використанні труб у вентиляційних трубопроводних системах, встановлених у різних приміщеннях Наприклад, вібрації, викликаємі вентиляторами та подібним устаткуванням, можуть призвести до ковзання шва з замковим сполученням, котре, у свою чергу, призводить до небажаного витоку повітря та зменшення тиску У важких випадках ковзання з замковим сполученням у вентиляційних трубопроводах може поставити під загрозу безпечну роботу всієї вентиляційної системи У вентиляційній трубопроводній системі до спірально-шовних труб з замковим сполучення швів, що утворюють головну частину системи, підз'єднують різні фггінп Такими фітінгами є коліна, тройники, зсовки, глушники та т д Фітінп звичайно вставляються у кінець труби При цьому добре ущільнення забезпечується ущільнювальним кільцем на вставній частині фггінгу Але, коли труба має небажано збільшений діаметр, то існує ризик того, що неможливо буде забезпечити достатнє ущільнення між фгпнгом та трубкою Це може викликати утіки та падіння тиску та в результаті ВІДПОВІДНО енергетичні пошкодження та підвищені експлуатаційні витрати В інших випадках фітінг не має попередньо встановленого ущільнення, а сполука між зовнішньою поверхнею фгтінгута внутрішньою поверхнею труби в ущільнених цілях заповнена мастикою Коли з-за небажаного збільшення діаметру труби цей зазор є дуже значним, то за допомогою мастики неможливо забезпечити достатньо добре ущільнення Також у випадках якісного кріплення мастики у подальшому можуть виникнути проблеми з-за збільшення діаметру труби, який викликається вібраціями, шпилями тиску повітря та т п Крім того, зміни у діаметрі труби ШКІДЛИВІ та у той час, коли зовні труби необхідно застосувати попередньо виготовлені кільцеві устаткування для кріплення та т п При ЗМІНІ діаметру труби такі пристрої не надіваються на неї Одною з задач винаходу є ліквідування вищезгаданих недоліків за рахунок способу та пристрою для виробництва спірально-шовних труб з замковим сполученням шва у відсутності або дуже незначному ризику ковзання у любому напрямку шва з замковим сполученням Другою задачею даного винаходу є створення способу та пристрою для виробництва спірально-шовних труб з замковим сполученням шва, котрі зберігають свій діаметр під час зберігання, вантажо-розвантажувальних операцій, транспортування, доставки та монтажу у МІСЦІ призначення Особливою задачею є створення способу та пристрою, котрі можуть бути легко пристосовані до існуючих пристроїв Згідно першого аспекту винаходу, ці задачі досягаються за допомогою способу та пристрою, що наведені у незалежних пунктах 1 та 9, при цьому їх переважні варіанти здійснення визначені у залежних пунктах ВІДПОВІДНО 2-8 та 10-19 Винахід дає можливість ліквідувати ковзання шва з замковим сполученням та досягнути інших переваг Важливою перевагою згідно першого аспекту є те, що розташовані з інтервалом деформації на шві з замковим сполученням безпосередньо говорить про те, що дана труба має міцно фіксований шов з замковим сполученням, що, у свою чергу, є результатом постійного діаметру труби Інша перевага полягає утому, що засіб для утворення фіксуючих деформацій може бути або вбудовано у нові пристрої або легко улаштовано на існуючих пристроях у якості додаткового улаштування Коли згідно переважного варіанту здійснення винаходу фіксуючі деформації у шві труби з замковим сполученням утворені у вигляді виступаючих частин, то можливо забезпечити дуже низький знос засобу для утворення фіксуючих деформацій Найбільш краще коли скріплюючий ролик скріплюючого пристрою має периферійну ямку, котра має, мінімум, одне заглиблення для формування виступаючих частин шва з замковим сполученням Щоби зменшити ризик проковзування шва з замковим сполученням, кожний спіральний виток його переважно має, мінімум, одну фіксуючу деформацію У ВІДПОВІДНОСТІ з другим аспектом винаходу задачі досягаються за допомогою способа та пристрою, викладених у незалежних пунктах 20 та 23, при цьому їх переважні варіанти визначені у залежних пунктах ВІДПОВІДНО 21-22 та 24-25 Даний винахід буде описано з посиланням на докладаючі схематичні креслення, що наводять у якості прикладу переважні варіанти здійснення винаходу фіг 1 схематично малює пристрій для виробництва спірально-шовних труб з замковим сполученням шва, фіг 2 схематично малює скріплюючий пристрій, що вбудований у верстак згідно даного винаходу, фіг 3 показує спірально-шовну трубу з замковим сполученням шва, вироблену до способа та за допомогою пристрою згідно даного винаходу, фіг 4 наводить у значному маштабі шов з замковим сполученням у трубі, що наведена на фіг З, фіг 5 наводить у значному маштабі поперечний переріз шва з замковим сполученням, як наведено на фіг З, фіг 5 - частковий вид варіанту виконання скріплюючого ролика, фіг 7 наводить поглиблення у скріпляючому ролику на фіг 6, фіг 8 наводить збоку частину скріпляючого ролика на фіг 6, фіг 9 - вид у розрізі скріпляючого ролика, на фіг 6, що ілюструє шов з замковим сполученням, наведений штрихпунктирними ЛІНІЯМИ, фіг 10 - частковий вид другого варіанту виконання скріпляючого ролика, фіг 11 наводить виступ на скріпляючому ролику на фіг 10, 42059 фіг 12 наводить при вигляді збоку частину скріпляючого ролика на фіг 10, фіг 13 - вид у розрізі скріпляючого ролика на фіг 10, що наводить шов з замковим сполученням, який наведений штрихпунктирними ЛІНІЯМИ, фіг 14 наводить трубу, що вироблена з застосуванням скріплюючого ролика на фіг 10, фіг 15 наводить у значному масштабі шов з замковим сполученням у трубі, що наведена на фіг 14, фіг 16 наводить у значному маштабі поперечне січення шва з замковим сполученням, що показане на фіг 14, фіг 17 наводить поперечне січення шва з замковим сполученням у ще одному варіанті здійснення винаходу, фіг 18-22 - види у поперечному січенні інших швів з замковим сполученням згідно винахоДУ Спосіб та пристрій згідно винаходу у принципі можуть бути застосовані у пристрої, у загальному наведеному на фіг 1 Цей пристрій, у загальному, відповідає пристрою, що описаний у публікації GB-A-2 213 748, що згадана у введенні вступної частини До пристрою на фіг 2 додані частини 47, 48, що стосуються нищеописаних варіантів здійснення винаходу Приводними роликами 11 у формуючу головку 14 подають залізну полосу 12 (по стрілці А) За допомогою роликів 13 може бути відомим способом проведено попереднє формування уздовжених межових частин 16 полоси 12 У формуючій головці 14 полосі 12 надають спіральну форму, завдяки чому крайні частини 16 входять у зчеплення одна з другою Скріпляючий пристрій 22, 23, 24 поєднано з формуючою головкою 14 та містить скріпляючі ролики 17, 18, 19 для зчеплення крайніх частин 16 полоси 12 та утворення спірального шва з замковим сполученням 25 у трубі, у цілому позначеною позицією 15 При виробництві труби 15 вона під дією зусилля подачі полоси 12 примусово видаляється з формуючої головки 14 у напрямку, що показаний стрілкою В Пристроєм, що ріже (не наведено) трубу 15, розрізають на відрізок бажаної довжини Пристрій, що показаний на фіг 1, може бути удосконалено за допомогою скріплюючого пристрою типу, показаного на фіг 2 Цей скріплюючий пристрій може бути вбудовано у формуючу головку 14 або поєднано з нею Скріпляючий пристрій згідно першого варіанту його виконання містить скріплюючий ролик ЗО на валу 31, котрий з можливістю обертання підтримується підшипниками 32 (наведені схематично), встановленими на формуючій головці 14 (див фіг 1) Усередині труби 33 розташований протилежний ролик 34 на валу 35, котрий з можливістю обертання підтримується підшипниками 36 (наведені схематично), встановленими на формуючій головці 14 (див фіг 1) Шов з замковим сполученням 37 на трубі 33 скріпляють периферіями двох роликів ЗО, 34 у точці скріплення Зусилля при скріпленні можливо регулювати пристроєм 38 (показано схематично), діючим на вал 31 у напрямку стрілок Скріпляючий ролик ЗО має периферійний паз 39 з, мінімум, одним поперечним поглибленням 40 (див фіг 6-9) У точці скріплення між двома ро ликами ЗО, 34 це поглиблення 40 утворює фіксуючі деформації 41 на шві з замковим сполученням 37 На спіральному шві з замковим сполученням 37 ці фіксуючі деформації 41 розташовані з інтервалом між собою Пристрій, показаний на фіг 2, діє наступним чином У формуючій головці 14 формують залізну полосу 12 з подовженими крайніми частинами 16, котрі можуть бути попередньо формовані роликами 13 (див фіг 1) Щоби запобігти ковзанню з замковим сполученням, зчеплені крайні частини 16 деформують та фіксують деформаціями 41, що утворені поглибленням 40 на скріпляючому ролику ЗО У першому варіанті здійснення винаходу, що показаний на фіг 2, розташовані з інтервалом деформації 41 мають форму виступаючих частин шва з замковим сполученням 37 Таким чином, у шві з замковим сполученням 37 фіксують разом закріплені крайові частини 16, що, у свою чергу, призводить до одержання труби 33 з постійним діаметром Попереджається ковзання у шві з замковим сполученням 37 Важлива перевага, що пов'язана з тою особливістю, що фіксуючі деформації на шві з замковим сполученням 37 виконані у формі його виступаючих частин, полягає утому, що знос скріпляючого засобу для утворення деформацій можливо утримувати на дуже низькому рівні у порівнянні з відомим устаткуванням для виробництва спірально-шовних труб з замковим сполученням шва Роздута або фіксуюча деформація 41 ретельно наведена на фіг 4, а шов з замковим сполученням 37 - на фіг 5 На фіг 6-9 ретельно показано поглиблення 40 у скріпляючому ролику ЗО першого варіанту його виконання Поглиблення 40 ширше пазу 39 по ширині скріпляючого ролика ЗО На фіг 9 у поперечному січенні показана фіксуюча деформація 41 шва з замковим сполученням у поглибленні 40 Фіксуючі деформації у шві з замковим сполученням 37 можуть бути одержані і іншими способами На фіг 10-12 показаний другий варіант виконання скріпляючого ролика ЗО У цьому варіанті відсутнє поглиблення, але у пазу 39 є поперечний виступ 42 У крапці скріплення між роликами ЗО, 34 (див фіг 2) виступ втискується у шов з замковим сполученням 37, утворюючи, таким чином, вм'ятину у ньому Виступ 42 може мати таку ж ширину, як і паз 39 На січенні на фіг 13 показано, що у пазу 39 скріплюючого ролика ЗО утворюється вм'ятина або деформація 43 у шві з замковим сполученням Виступ 42 утворює вм'ятину з замковим сполученням На фіг 14 показана труба 33 з швом з замковим сполученням 37, у якому з інтервалом розташовані вм'ятини або деформації 43, що утворені скріпляючим роликом згідно другого варіанту його виконання На фіг 15 ретельно показано така деформація Вм'ятина 43 повинна бути такою глибокою, щоби забезпечити достатню обопільну фіксацію між крайніми частинами у шві з замковим сполученням 37 У двох описаних варіантах скріплюючого ролика передбачено, щоби на кожному спіральному виткі шва з замковим сполученням 37 була, мінімум, одна фіксуюча деформація 42, 43 Але, ко 42059 ли необхідна дуже міцна фіксація, то на кожному спіральному витку може бути утворено декілька деформацій 42, 43 В якості альтернативи вищеописаним фіксуючим деформаціям 41, 43 поверхні крайніх частин 16 полоси 12 можуть мати накатані візерунки 45, котрі входять у фрикційне зчеплення один з другим під час операції зчеплення для утворення шва з замковим сполученням 37 Це показано на фіг 17 Накатані візерунки 45 утворюють на крайніх частинах 16 за допомогою пристрою 46, схематично показаного на фіг 17 Накатування переважно здійснюють як операцію попереднього формування, використовуючи, наприклад, ролики 13 на фіг 1 Такі ролики для накатування (не показані) можуть мати привід На фіг 18-22 проілюстрований ще один аспект винаходу У цьому випадку у шві з замковим сполученням 37 затиснутий гнучкий шнур, наприклад, з резини При належному виборі зусилля для зчеплення шнур 47 буде діяти як зусилюючии тертя між гакоподібними крайніми частинами 16 полоси 12-ти, таким чином, забезпечувати фіксуючий елемент Як можливо бачити, затиснутий гнучкий шнур 47 може бути вставлений у різних місцях між загнутими крайніми частинами 16 Так як шнур 47 намотується по всьому шву з замковим сполученням 37, то може бути досягнутий дуже задовільний ущільнюючий ефект У шов з замковим сполученням 37 шнур 47 вставляють у формуючу головку 14 Шнур 47, що вставляється, переважно подають з катушки 48, що розташована на верстаку Катушка 48 схематично показана на верстаку, що зображений на фіг 1 Завдяки фрикційній дії шнура 47 можливо запобігти ковзання шва з замковим сполученням, одночасно забезпечуючи добре ущільнення Шнур 47 переважно має кругле поперечне січення перед його вставленням у шов з сполученням та стискуванням у ньому Вставлення шнура 47 можливо поєднати з утворенням фіксуючих деформацій 41, 43 за допомогою описаних скріпляючих роликів ЗО В описаних варіантах виконання скріплення роликів скріпляючий ролик розташований зовні труби, у той час як протилежний ролик знаходиться усередині труби Але, зрозуміло, ще необхідні вм'ятини або деформації можуть бути зроблені при розташуванні скріплюючого ролика усередині труби, а протилежного ролика - зовні неї Ці засоби (наприклад, поглиблення або виступ) для утворення фіксуючих деформацій на шві з замковим сполученням можуть бути передбачені на периферії або скріпляючого ролика або протилежного ролика Крім того, на скріплюючому ролику або протилежному ролику може бути більше одного такого поглиблення або виступа Важливо, щоби досягався намічений фіксуючий елемент у шві з замковим сполученням Зрозуміло також, що можуть бути поєднані обидва варіанти виконання скріпляючого ролика таким чином, що скріплюючий ролик буде мати як поглиблення, так і виступи наведеного типу І2 ФІГ. 1 Фіг. 2 42059 Фіг. 4 40 IX 30 і 40 -40 39 39 Фіг. 6 4 Фіг. 7 Фіг. 8 42059 42 Е_>шІЕ,ІиІІш і ЗО 39 Фіг. 9 ФІГ. 11 Фіг. 13 Фіг. 16 Фіг. 15 4 л_тЛдД*. 39 -ЗО Фіг. 10 Фіг. 12 42 42059 Фіг. 17 16 37 47 12 Фіг. 18 Фіг. 19 Фіг. 20 37 і// / / / СN \ \ 12 41 \TT\N v-47 Фіг. 22 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3 42059
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for production of helically wound lock-seam tubing (variants) and helically wound lock-seam tubing (variants)
Автори англійськоюLennartsson Kenneth
Назва патенту російськоюСпособ производства спирально-шовных труб с замковым соединением шва (варианты), устройство для его осуществления (варианты) и спирально-шовная труба с замковым соединением шва (варианты)
Автори російськоюЛеннартссон Кеннет
МПК / Мітки
МПК: B21C 37/06
Мітки: сполученням, шва, труба, труб, спірально-шовна, здійснення, спосіб, пристрій, спірально-шовних, виробництва, варіанти, замковим
Код посилання
<a href="https://ua.patents.su/9-42059-sposib-virobnictva-spiralno-shovnikh-trub-z-zamkovim-spoluchennyam-shva-varianti-pristrijj-dlya-jjogo-zdijjsnennya-varianti-ta-spiralno-shovna-truba-z-zamkovim-spoluchennyam-shva-v.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва спірально-шовних труб з замковим сполученням шва (варіанти), пристрій для його здійснення (варіанти) та спірально-шовна труба з замковим сполученням шва (варіанти)</a>
Спосіб виробництва мінеральних волокон ( варіанти ) та пристрій для його здійснення
Номер патенту: 40669
Опубліковано: 15.08.2001
Автори: Тамм Дірк, Медведєв Алєксандр, Кравченко Іріна, Зойреф Далік, Горобінська Валентина
МПК: C03B 37/08, C03B 5/00
Мітки: виробництва, варіанти, спосіб, здійснення, пристрій, волокон, мінеральних
Формула / Реферат:
1. Спосіб виробництва мінеральних волокон з гірських порід, промислових або технічних відходів, що містять скло, згідно з яким після механічного відокремлення матеріалів, що не містять скла, від тих, що містять скло, матеріали, що містять скло, з розміром часток не більше 80 мм розплавляють у плавильній печі при температурах від 1050 до 1480°С, причому плавильна піч сполучається з фідером таким чином, що у зоні поверхневого шару розплаву між...
Спосіб виготовлення труб і пристрій для його здійснення
Номер патенту: 38499
Опубліковано: 15.05.2001
Автори: Алексєєв Володимир Павлович, Акімов Генадій Якович
МПК: B21B 23/00, B21D 31/00
Мітки: пристрій, виготовлення, труб, спосіб, здійснення
Формула / Реферат:
Дата прийняття рішення 02.02.2001р.(21) 2000074182(54) (57)1.Спосіб виготовлення труб, при котрому послідовно гнуть штрипс, згортають його, зварюють, формоутворюють трубу, калібрують її і правлять, відрізняється тим, що перед правкою трубу продавлюють через фільєру зі ступенем деформації рівної 4-7%.2. Пристрій для виготовлення труб, що містить послідовно розташовані вигинальну кліть, формувальну,...
Спосіб безтраншейної прокладки труб та пристрій для його здійснення
Номер патенту: 36217
Опубліковано: 16.04.2001
Автори: Маслов Олександр Гаврилович, Савєлов Дмитро Володимирович
МПК: H02G 9/00
Мітки: спосіб, пристрій, труб, здійснення, прокладки, безтраншейної
Формула / Реферат:
1. Спосіб безтраншейної прокладки труб, що полягає у діянні на грунт коливань, який відрізняється тим, що коливання направляють по кругу у плойку, перпендикулярній осі труби.2. Пристрій для безтраншейної прокладки труб, що включає станину з приводом для переміщення труби, і вібраційну головку, яка складається з корпусу, з'єднаного з конусним наконечником, і збудника коливань, що містить дебаланс, розміщений у корпусі на валу, і...
Спосіб виготовлення гнучких труб із круглотканих трубчатих каркасів та пристрій для його здійснення
Номер патенту: 32736
Опубліковано: 15.02.2001
Автори: Панченко Юрій Микитович, Панченко Євген Юрійович
МПК: B29C 65/02
Мітки: здійснення, гнучких, трубчатих, круглотканих, спосіб, пристрій, виготовлення, труб, каркасів
Формула / Реферат:
1. Спосіб виготовлення гнучких труб із круглотканих трубчатих каркасів шляхом двостороннього просочування полімерними сполуками з наступним формуванням труб і термообробкою, який відрізняється тим, що трубчаті каркаси просочують при розтягуванні та неодноразовому віджиманні, додатково просочують у розгорнутому вигляді, а формування труби суміщають з термообробкою.2. Пристрій для виготовлення гнучких труб із круглотканих каркасів, що...
Спосіб видалення відкладень з внутрішніх та зовнішніх поверхонь підвідних сопел або підвідних труб топкових установок (варіанти) та пристрій для здійснення способу
Номер патенту: 41463
Опубліковано: 17.09.2001
Автори: Мартін Йоханес Йозеф Едмунд, Шпіхаль Петер
МПК: F23J 3/00
Мітки: пристрій, відкладень, видалення, установок, топкових, здійснення, підвідних, поверхонь, сопел, способу, варіанти, внутрішніх, зовнішніх, труб, спосіб
Формула / Реферат:
1. Спосіб видалення відкладень з внутрішніх та зовнішніх поверхонь підвідних сопел або підвідних труб топкових установок, в яких з рециркульованого газу, що відходить, який знову підводять до топкової камери, осідають відкладення, що містить операцію нанесення на відкладення рідкого середовища, який відрізняється тим, що операцію нанесення на відкладення рідкого середовища виконують, розпилюючи на відкладення середовище у вигляді крапель, яке...
Попередній патент: Термоусадочний пакувальний матеріал
Наступний патент: Горілка особлива
Випадковий патент: Поворотний унітаз