Спосіб виготовлення труб і пристрій для його здійснення
Номер патенту: 38499
Опубліковано: 15.05.2001
Формула / Реферат
Дата прийняття
рішення
02.02.2001р.
(21) 2000074182
(54) (57)
1.Спосіб виготовлення труб, при котрому послідовно гнуть штрипс, згортають його, зварюють, формоутворюють трубу, калібрують її і правлять, відрізняється тим, що перед правкою трубу продавлюють через фільєру зі ступенем деформації рівної 4-7%.
2. Пристрій для виготовлення труб, що містить послідовно розташовані вигинальну кліть, формувальну, зварювальну, калібровальну, правільну, що відрізняється тим, що перед правільною кліттю встановлена додаткова кліть, постачена фільєрой, яка виконана з високомицної технічної кераміки з кутом заходного конуса рівним 5-10° і встановленої в обоймі з відносним натягом, рівним 0,2-0,4% діаметра фільєри.
Текст
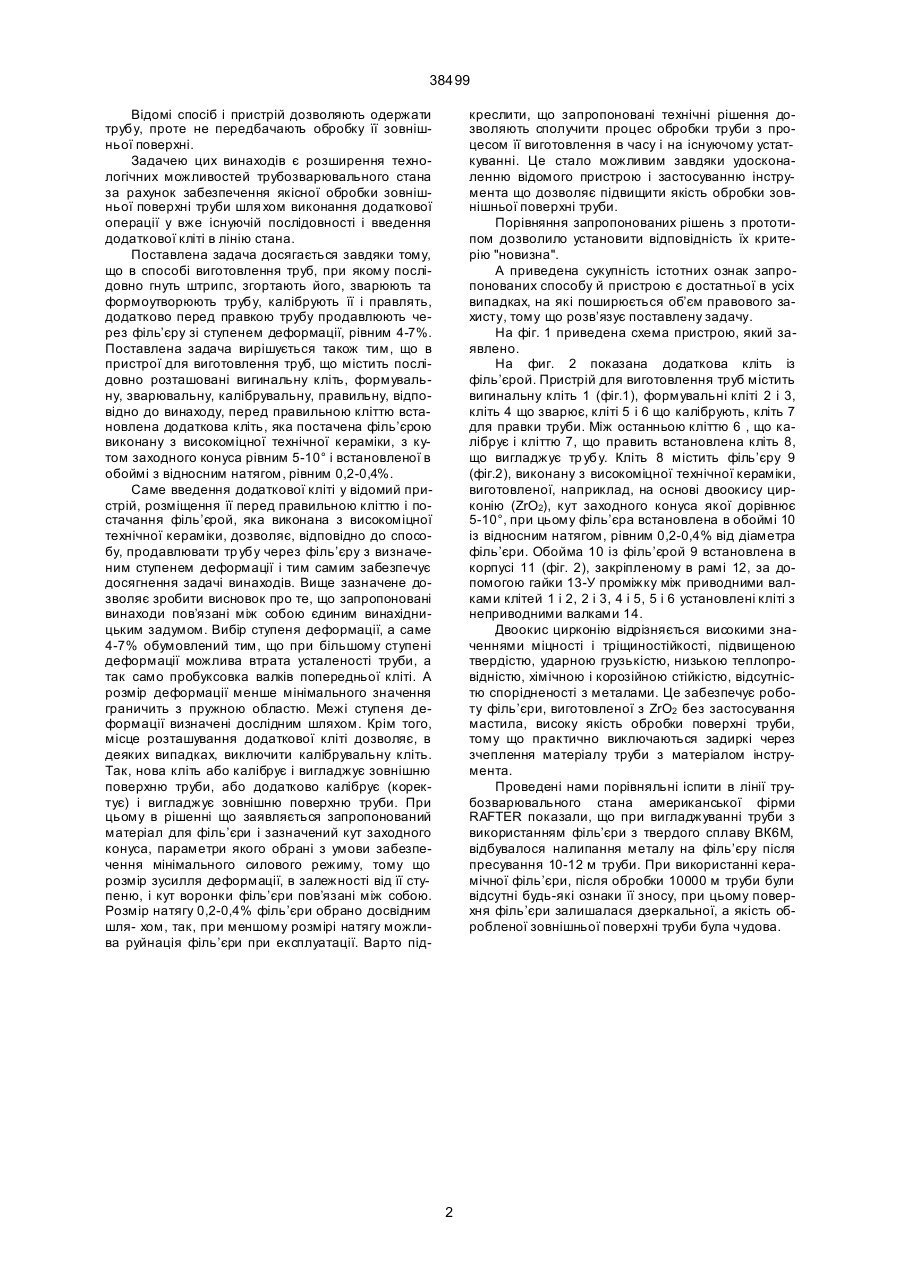
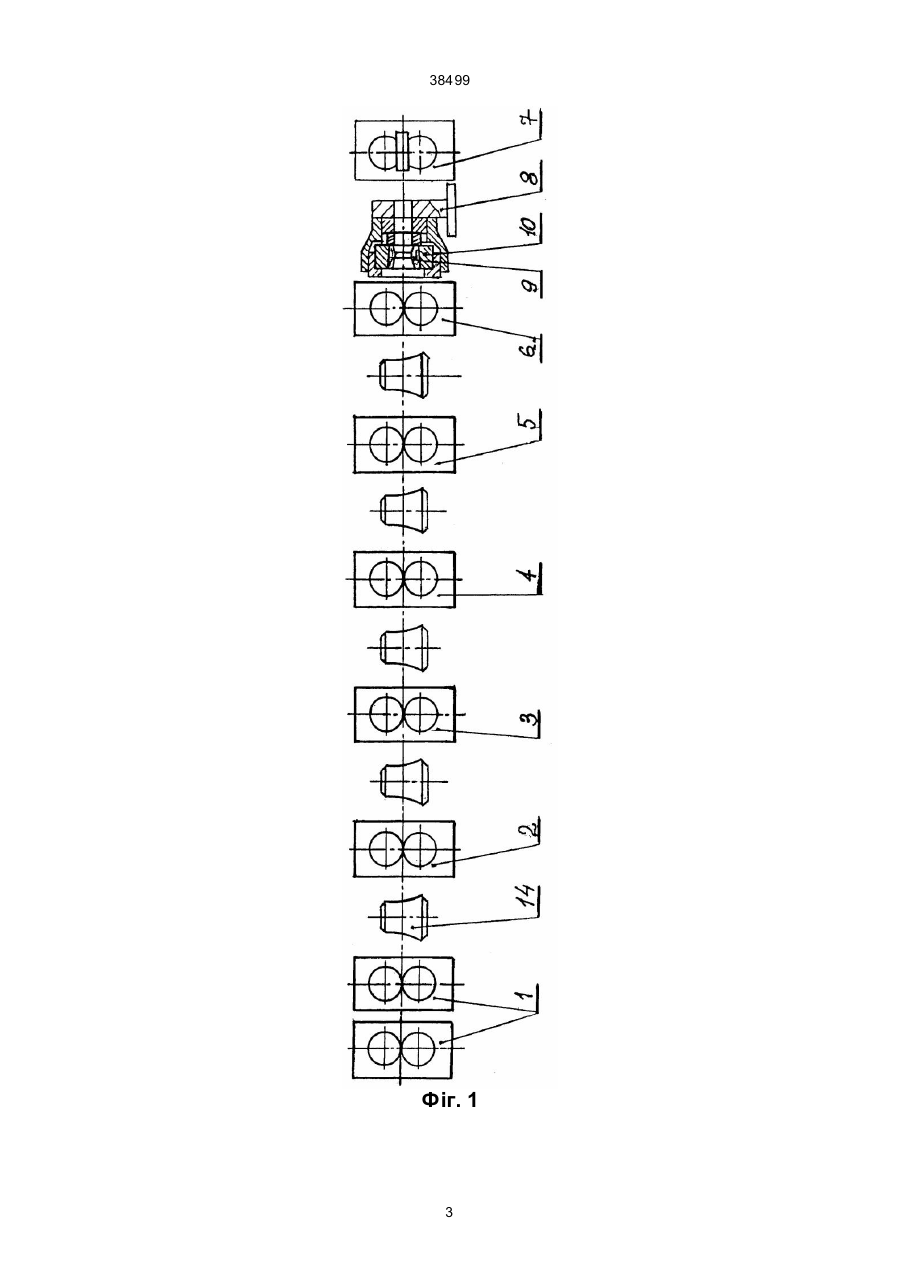
1. Спосіб виготовлення труб, при котрому послідовно гнуть штрипс, згортають його, зварюють, формоутворюють трубу, калібрують її і правлять, 38499 Відомі спосіб і пристрій дозволяють одержати трубу, проте не передбачають обробку її зовнішньої поверхні. Задачею цих винаходів є розширення технологічних можливостей трубозварювального стана за рахунок забезпечення якісної обробки зовнішньої поверхні труби шля хом виконання додаткової операції у вже існуючій послідовності і введення додаткової кліті в лінію стана. Поставлена задача досягається завдяки тому, що в способі виготовлення труб, при якому послідовно гнуть штрипс, згортають його, зварюють та формоутворюють трубу, калібрують її і правлять, додатково перед правкою трубу продавлюють через філь’єру зі ступенем деформації, рівним 4-7%. Поставлена задача вирішується також тим, що в пристрої для виготовлення труб, що містить послідовно розташовані вигинальну кліть, формувальну, зварювальну, калібрувальну, правильну, відповідно до винаходу, перед правильною кліттю встановлена додаткова кліть, яка постачена філь’єрою виконану з високоміцної технічної кераміки, з кутом заходного конуса рівним 5-10° і встановленої в обоймі з відносним натягом, рівним 0,2-0,4%. Саме введення додаткової кліті у відомий пристрій, розміщення її перед правильною кліттю і постачання філь’єрой, яка виконана з високоміцної технічної кераміки, дозволяє, відповідно до способу, продавлювати тр убу через філь’єру з визначеним ступенем деформації і тим самим забезпечує досягнення задачі винаходів. Вище зазначене дозволяє зробити висновок про те, що запропоновані винаходи пов’язані між собою єдиним винахідницьким задумом. Вибір ступеня деформації, а саме 4-7% обумовлений тим, що при більшому ступені деформації можлива втрата усталеності труби, а так само пробуксовка валків попередньої кліті. А розмір деформації менше мінімального значення граничить з пружною областю. Межі ступеня деформації визначені дослідним шляхом. Крім того, місце розташування додаткової кліті дозволяє, в деяких випадках, виключити калібрувальну кліть. Так, нова кліть або калібрує і вигладжує зовнішню поверхню труби, або додатково калібрує (коректує) і вигладжує зовнішню поверхню труби. При цьому в рішенні що заявляється запропонований матеріал для філь’єри і зазначений кут заходного конуса, параметри якого обрані з умови забезпечення мінімального силового режиму, тому що розмір зусилля деформації, в залежності від її ступеню, і кут воронки філь’єри пов’язані між собою. Розмір натягу 0,2-0,4% філь’єри обрано досвідним шля- хом, так, при меншому розмірі натягу можлива руйнація філь’єри при експлуатації. Варто під креслити, що запропоновані технічні рішення дозволяють сполучити процес обробки труби з процесом її виготовлення в часу і на існуючому устаткуванні. Це стало можливим завдяки удосконаленню відомого пристрою і застосуванню інструмента що дозволяє підвищити якість обробки зовнішньої поверхні труби. Порівняння запропонованих рішень з прототипом дозволило установити відповідність їх критерію "новизна". А приведена сукупність істотних ознак запропонованих способу й пристрою є достатньої в усіх випадках, на які поширюється об’єм правового захисту, тому що розв’язує поставлену задачу. На фіг. 1 приведена схема пристрою, який заявлено. На фиг. 2 показана додаткова кліть із філь’єрой. Пристрій для виготовлення труб містить вигинальну кліть 1 (фіг.1), формувальні кліті 2 і 3, кліть 4 що зварює, кліті 5 і 6 що калібрують, кліть 7 для правки труби. Між останньою кліттю 6 , що калібрує і кліттю 7, що править встановлена кліть 8, що вигладжує тр убу. Кліть 8 містить філь’єру 9 (фіг.2), виконану з високоміцної технічної кераміки, виготовленої, наприклад, на основі двоокису цирконію (ZrO2), кут заходного конуса якої дорівнює 5-10°, при цьому філь’єра встановлена в обоймі 10 із відносним натягом, рівним 0,2-0,4% від діаметра філь’єри. Обойма 10 із філь’єрой 9 встановлена в корпусі 11 (фіг. 2), закріпленому в рамі 12, за допомогою гайки 13-У проміжку між приводними валками клітей 1 і 2, 2 і 3, 4 і 5, 5 і 6 установлені кліті з неприводними валками 14. Двоокис цирконію відрізняється високими значеннями міцності і тріщиностійкості, підвищеною твердістю, ударною грузькістю, низькою теплопровідністю, хімічною і корозійною стійкістю, відсутністю спорідненості з металами. Це забезпечує роботу філь’єри, виготовленої з ZrO2 без застосування мастила, високу якість обробки поверхні труби, тому що практично виключаються задиркі через зчеплення матеріалу труби з матеріалом інструмента. Проведені нами порівняльні іспити в лінії трубозварювального стана американської фірми RAFTER показали, що при вигладжуванні труби з використанням філь’єри з твердого сплаву ВК6М, відбувалося налипання металу на філь’єру після пресування 10-12 м труби. При використанні керамічної філь’єри, після обробки 10000 м труби були відсутні будь-які ознаки її зносу, при цьому поверхня філь’єри залишалася дзеркальної, а якість обробленої зовнішньої поверхні труби була чудова. 2 38499 Фіг. 1 3 38499 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for production of pipes
Автори англійськоюAleksieiev Volodymyr Pavlovych, Alekseev Volodymyr Pavlovych, Akimov Henadii Yakovych
Назва патенту російськоюСпособ изготовления труб и устройство для его осуществления
Автори російськоюАлексеев Владимир Павлович, Акимов Геннадий Яковлевич
МПК / Мітки
МПК: B21B 23/00, B21D 31/00
Мітки: пристрій, спосіб, виготовлення, труб, здійснення
Код посилання
<a href="https://ua.patents.su/4-38499-sposib-vigotovlennya-trub-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення труб і пристрій для його здійснення</a>
Спосіб виготовлення гнучких труб із круглотканих трубчатих каркасів та пристрій для його здійснення
Номер патенту: 32736
Опубліковано: 15.02.2001
Автори: Панченко Юрій Микитович, Панченко Євген Юрійович
МПК: B29C 65/02
Мітки: каркасів, круглотканих, трубчатих, спосіб, труб, пристрій, гнучких, здійснення, виготовлення
Формула / Реферат:
1. Спосіб виготовлення гнучких труб із круглотканих трубчатих каркасів шляхом двостороннього просочування полімерними сполуками з наступним формуванням труб і термообробкою, який відрізняється тим, що трубчаті каркаси просочують при розтягуванні та неодноразовому віджиманні, додатково просочують у розгорнутому вигляді, а формування труби суміщають з термообробкою.2. Пристрій для виготовлення гнучких труб із круглотканих каркасів, що...
Спосіб безтраншейної прокладки труб та пристрій для його здійснення
Номер патенту: 36217
Опубліковано: 16.04.2001
Автори: Савєлов Дмитро Володимирович, Маслов Олександр Гаврилович
МПК: H02G 9/00
Мітки: безтраншейної, пристрій, труб, здійснення, спосіб, прокладки
Формула / Реферат:
1. Спосіб безтраншейної прокладки труб, що полягає у діянні на грунт коливань, який відрізняється тим, що коливання направляють по кругу у плойку, перпендикулярній осі труби.2. Пристрій для безтраншейної прокладки труб, що включає станину з приводом для переміщення труби, і вібраційну головку, яка складається з корпусу, з'єднаного з конусним наконечником, і збудника коливань, що містить дебаланс, розміщений у корпусі на валу, і...
Спосіб виготовлення холоднокатаних вуглецевих прецізіонних труб
Номер патенту: 32163
Опубліковано: 15.12.2000
Автори: Калашніков Юрій Леонідович, Орещенко Віктор Федорович, Михайленко Михайло Андрійович, Король Радомір Миколайович, Журба Олександр Савельович, Півник Юрій Вікторович, Григорченко Віктор Іванович, Буряк Юрій Григорович, Смолянов Георгій Миколайович, Король Микола Миколайович
МПК: B21B 21/00
Мітки: прецізіонних, вуглецевих, холоднокатаних, спосіб, труб, виготовлення
Текст:
...положенні КЛІТІ з використанням в якості змазувально-охолод-жуваючої рідини амульсІІ, обрізка КІНЦІВ труб (технологічна Інструкція, ТІ 604-302-97, "Холодне прокатування труб", затве$кена технічним директором ВАТ "Дніпропетровський трубний завод"» стор.2-9). Також відомий спосіб виготовлення холоднокатаних вуглецевих труб, включаючий порізку заготівки І відаалення заусещів на II торцях» хімічду обробісу» холодне прокатування зі...
Спосіб контролю якості запресування труб і пристрій для його здійснення
Номер патенту: 15575
Опубліковано: 30.06.1997
Автори: Вовк Іван Трохимович, Соболєва Майя Борисівна
МПК: B21D 26/12
Мітки: здійснення, контролю, якості, пристрій, запресування, труб, спосіб
Формула / Реферат:
1. Способ контроля качества запрессовки труб, заключающийся в том, что измеряют сигнал разрядного тока, координаты электрода, время процесса разряда и по ним судят о качестве запрессовки, отличающийся тем, что первоначально фиксируют каждый момент подхода электрода к запрессовываемым соединениям и о качестве запрессовки судят по отсутствию сигнала разрядного тока в течение заданного интервала времени, при этом фиксируют отсутствие взрыва...
Спосіб виготовлення труб із цирконію та його сплавів
Номер патенту: 31558
Опубліковано: 15.12.2000
Автори: Атанасов Сергій Васильович, Кореняк Юрій Костянтинович, Беліков Юрій Михайлович, Подлозний Олександр Вікторович, Одінцов Борис Петрович, Правдін Юрій Михайлович, Замощиков Валерій Яковлевич, Наговіцин Олексій Володимирович, Васильова Тамара Яківна, Мандзюк Борис Валентинович, Вахрушева Віра Сергіївна, Сергєєв Віктор Володимирович, Хаустов Георгій Йосипович
МПК: B21B 21/00, C21D 9/08, B21C 23/02
Мітки: цирконію, виготовлення, спосіб, труб, сплавів
Текст:
...металу з одночасним формуванням на його поверхні захистного газонепроникливого покриття, при ньому використовують розплав металу, температура плавлення якого знаходиться у межах температури нагріву .-*" злитка (наприклад 9?0°с) та температурою наступної гагячої деформації, наприклад пресування на дротик ( Р50°С), тобто знаходиться 'у межах, крайні значення яких віддалені від границь наведеного інтервалу не менш,ніж на 30°С ( наприклад...
Попередній патент: Пристрій для остеосинтезу
Наступний патент: Пристрій для визначення параметрів коливань елементів конструкції
Випадковий патент: Спосіб біологічного очищення води від хрому (vі)