Вилита стрічка з низьковуглецевої сталі і спосіб її виготовлення
Формула / Реферат
1. Спосіб виготовлення вилитої стрічки з низьковуглецевої сталі, який складається з таких стадій:
- виливання у двовалковій установці для безперервного розливання (1), що обладнана обтискними валками (3), стрічки товщиною від 1 мм до 8 мм, що має такий склад у мас.%:
С - від 0,02% до 0,10%; Мn - від 0,1% до 0,6%; Sі - від 0,02% до 0,35%; Аl - від 0,01% до 0,05%; S - до 0,015%; Р - до 0,02%; Сr - від 0,05% до 0,35%; Ni - від 0,05% до 0,3%; N - від 0,003% до 0,012%; і необов'язково Ті - до 0,03%; V - до 0,10%; Nb - до 0,035%; решта - здебільшого Fе;
- охолодження стрічки на ділянці між ливарними валками і обтискними валками (3);
- гаряче деформування вилитої стрічки за допомогою зазначених обтискних валків (3) при температурі в межах від 1000°С до 1300°С до досягнення зменшення товщини не менше ніж 15%, для сприяння змиканню усадкових пор;
- охолодження стрічки зі швидкістю в межах від 5°С/с до 80°С/с до температури (Т avv.) в межах від 500°С до 850°С; і
- змотування одержаної таким чином стрічки у рулон (5).
2. Вилита стрічка з низьковуглецевої сталі, яка відрізняється тим, що вона одержана способом за п. 1 і має мікроструктури, що забезпечують низьке значення відношення межі текучості до межі міцності і плавну криву напруження-деформація, а також добру зварюваність після декапірування.
3. Стрічка за п. 2, яка відрізняється тим, що має такі кінцеву мікроструктуру і механічні властивості:
голчастий ферит та/або бейніт - менше 20% об'ємних,
грубозернистий рівновісний ферит - не менше 70% об'ємних,
перліт - 2-10% об'ємних,
межа текучості - sT= 180-250 МПа,
межа міцності - sB![]() 280 МПа,
280 МПа,
відношення sT/sB![]() 0,75,
0,75,
загальне подовження - більше 30%,
проба Еріксена - не менше 12 мм.
4. Стрічка за п. 2, яка відрізняється тим, що має такі кінцеву мікроструктуру і механічні властивості:
голчастий ферит та/або бейніт - 20-50% об'ємних,
грубозернистий рівновісний ферит - до 80% об'ємних,
перліт - менше 2% об'ємних,
межа текучості - sT=200-300 МПа,
межа міцності - sB![]() 300 МПа,
300 МПа,
відношення sT/sB![]() 0,75,
0,75,
загальне подовження - не менше 28%,
проба Еріксена - не менше 11 мм.
5. Стрічка за п. 2, яка відрізняється тим, що має такі кінцеву мікроструктуру і механічні властивості:
голчастий ферит та/або бейніт - більше 50% об'ємних,
грубозернистий рівновісний ферит - менше 50% об'ємних,
перліт - менше 2% об'ємних,
межа текучості - sT=210-350 МПа,
межа міцності - sВ> 330 МПа,
відношення sT/sB![]() 0,8,
0,8,
загальне подовження — не менше 22%,
проба Еріксена — не менше 10 мм.
Текст
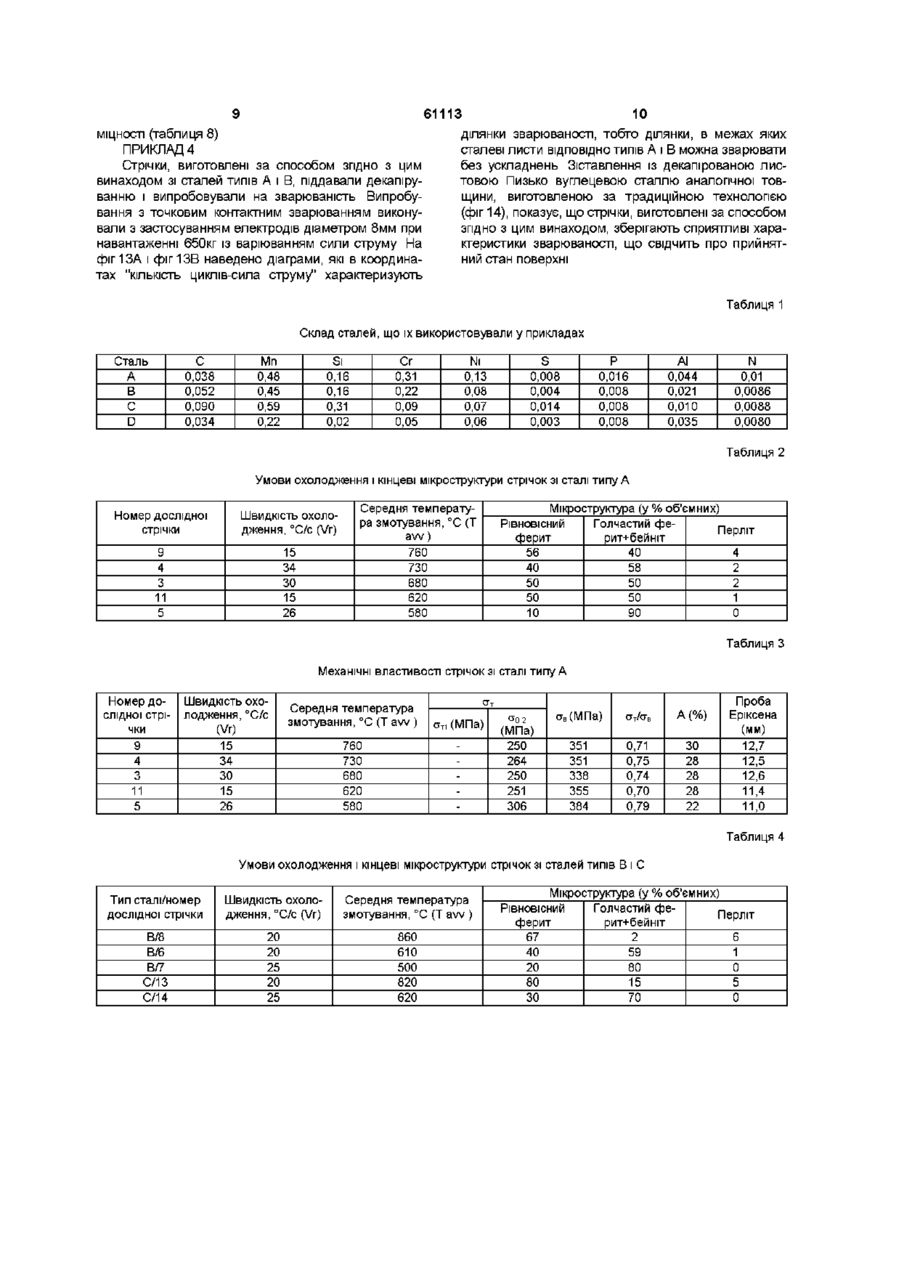
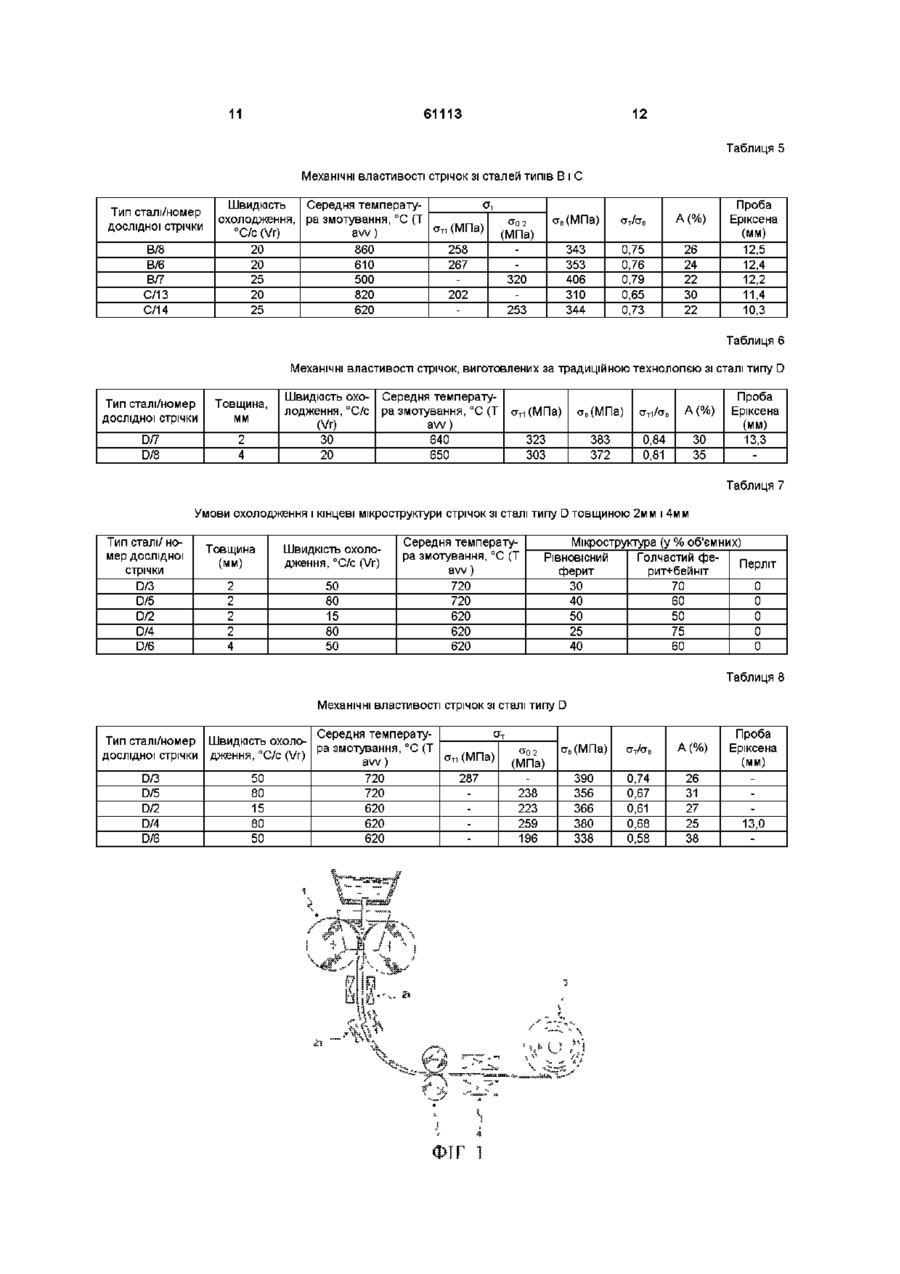
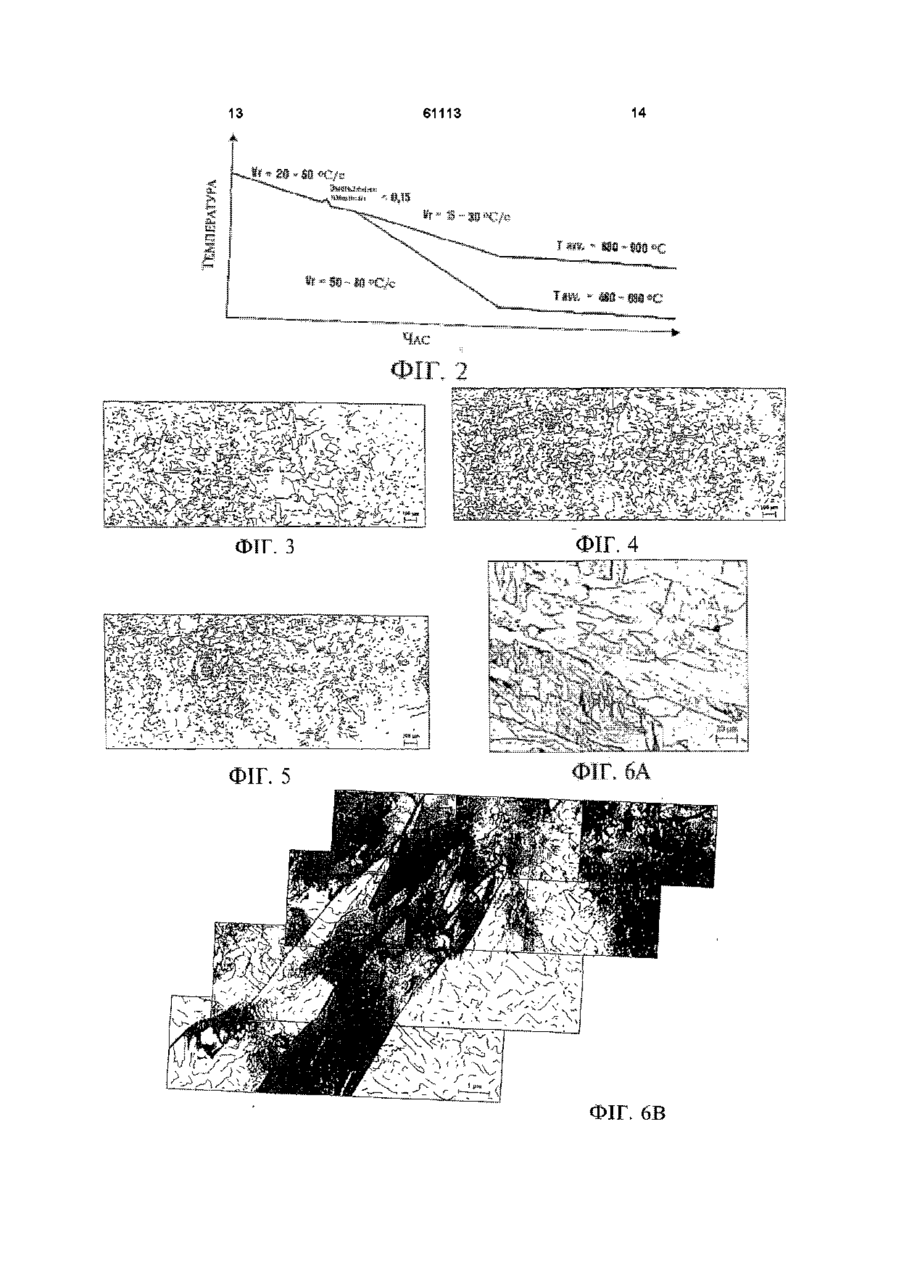
1 Спосіб виготовлення вилитої стрічки з низьковуглецевої сталі, який складається з таких стадій - виливання у двовалковій установці для безперервного розливання (1), що обладнана обтискними валками (3), стрічки товщиною від 1 мм до 8 мм, що має такий склад у мас % С - від 0,02% до 0,10%, Мп - від 0 , 1 % до 0,6%, Si - від 0,02% до 0,35%, АІ - від 0,01% до 0,05%, S - до 0,015%, Р - до 0,02%, Сг - від 0,05% до 0,35%, Ni - від 0,05% до 0,3%, N - від 0,003% до 0,012%, і необов'язково Ті - до 0,03%, V - до 0,10%, Nb - до 0,035%, решта - здебільшого Fe, - охолодження стрічки на ДІЛЯНЦІ МІЖ ливарними валками і обтискними валками (3), - гаряче деформування вилитої стрічки за допомогою зазначених обтискних валків (3) при температурі в межах від 1000°С до 1300°С до досягнення зменшення товщини не менше ніж 15%, для сприяння змиканню усадкових пор, - охолодження стрічки зі швидкістю в межах від 5°С/с до 80°С/с до температури (Т a w ) в межах від 500°С до 850°С, і - змотування одержаної таким чином стрічки у рулон (5) 2 Вилита стрічка з низьковуглецевої сталі, яка відрізняється тим, що вона одержана способом за п 1 і має мікроструктури, що забезпечують низьке зна чення відношення межі текучості до межі МІЦНОСТІ і плавну криву напруження-деформація, а також добру зварюваність після декапірування 3 Стрічка за п 2, яка відрізняється тим, що має такі кінцеву мікроструктуру і механічні властивості голчастий ферит та/або бейніт - менше 20% об'ємних, грубозернистий рівновісний ферит - не менше 70% об'ємних, перліт - 2-10% об'ємних, межа текучості - ат= 180-250 МПа, Цей винахід стосується способу виготовлення стрічок з низьковуглецевої сталі, яка у вилитому стані характеризується ефективним поєднанням МІЦНОСТІ Й холодної формівності ВІДОМІ різноманітні способи виготовлення стрічок межа МІЦНОСТІ - ав ^ 280 МПа, відношення ат/ав^0,75, загальне подовження - більше 30%, проба Еріксена - не менше 12 мм 4 Стрічка за п 2, яка відрізняється тим, що має такі кінцеву мікроструктуру і механічні властивості голчастий ферит та/або бейніт - 20-50% об'ємних, грубозернистий рівновісний ферит - до 80% об'ємних, перліт - менше 2% об'ємних, межа текучості - ат=200-300 МПа, О межа МІЦНОСТІ - ав ^ 300 МПа, відношення ат/ав^0,75, загальне подовження - не менше 28%, проба Еріксена - не менше 11мм 5 Стрічка за п 2, яка відрізняється тим, що має такі кінцеву мікроструктуру і механічні властивості голчастий ферит та/або бейнгг - більше 50% об'ємних, грубозернистий рівновісний ферит - менше 50% об'ємних, перліт - менше 2% об'ємних, межа текучості - ат=210-350МПа, межа МІЦНОСТІ - ав> ЗЗОМПа, відношення загальне подовження — не менше 22%, проба Еріксена — не менше 10мм (О 61113 із вуглецевої сталі з використанням двовалкових установок для безперервного розливання Метою цих способів є виготовлення стрічок із вуглецевої сталі з високими характеристиками МІЦНОСТІ та пластичності Зокрема, у публікації ЄПВ ЕР 0 707 908 А1 описано двовалкову установку для безперервного розливання, на якій виливають стрічку з вуглецевої сталі, яку потім піддають гарячому прокатуванню зі зменшенням товщини на 5-50% із наступним охолодженням Виготовлена таким способом тонка стрічка має високі характеристики МІЦНОСТІ та пластичності завдяки зменшенню розміру зерен, що досягається завдяки гарячому прокатуванню У документі WO 95/13155 описано потокову термічну обробку вилитих стрічок із вуглецевої сталі з метою регулювання мікроструктури вилитої стрічки Конкретніше, вилиту стрічку охолоджують нижче температури, при якій відбувається перетворення аустеніту в ферит, а потім нагрівають до повторної аустенізацм (потокова нормалізація) Таким способом, внаслідок впливу подвійного твердофазного перетворення, аустенітні зерна зменшуються, а завдяки регулюванню умов остаточного охолодження та змотування у рулони стає можливим одержати досить тонкі структури, які мають високі характеристики МІЦНОСТІ та пластичності Проте вищезгадані способи потребують додаткового устаткування і підвищених витрат енергії (наприклад, прокатних ЛІНІЙ, печей для проміжного нагрівання тощо), а також, як правило, вимагають більших робочих площ і, отже, характеризуються зниженим ступенем єдиності установки в цілому, починаючи з ливарної машини і до змотувального барабана Крім того, ці способи спрямовані на досягнення певної кінцевої структури стрічки, а саме, намагаються забезпечити її якнайбільшу подібність до структури стрічки, виготовленої гарячим прокатуванням у звичайному виробничому циклі, і не розкривають, як саме можна одержати продукцію з бажаними механічними й технологічними властивостями шляхом використання особливостей фазового перетворення литих сталей, які мають грубу аустенггну зернистість (звичайно 150-400мкм) Таким чином, метою цього винаходу є надання способу виготовлення стрічки з низьковуглецевої сталі, яка у вилитому стані характеризується оптимальним поєднанням МІЦНОСТІ та пластичності, а також доброю зварюваністю, без прокатування та/або термічної обробки Іншою метою цього винаходу є надання вилитої стрічки з вуглецевої сталі, яка має поліпшені механічні властивості, зокрема, відносно низьке значення відношення межі текучості до межі МІЦНОСТІ і плавну криву напруження-деформація, з метою забезпечення особливої придатності матеріалу для холодного формування, наприклад, згинання та витяжки Тому предметом цього винаходу є спосіб виготовлення стрічки з низьковуглецевої сталі, яка у вилитому стані характеризується оптимальним поєднанням МІЦНОСТІ й формівності, а також доброю зварюваністю після травлення звичайними способами, який включає такі стадії - виливання у двовалковій установці для безперервного розливання, що обладнана обтискними валками, стрічки товщиною від 1мм до 8мм, що має такий склад, у % (мас ) С - від 0,02% до 0,10%, Мп - від 0,1% до 0,6%, Si - від 0,02% до 0,35%, АІ - від 0,01% до 0,05%, S - до 0,015%, Р - до 0,02%, Сг - від 0,05% до 0,35%, Ni - від 0,05% до 0,3%, N - від 0,003% до 0,012%, і необов'язково Ті - до 0,03%, V- до 0,10%, Nb - до 0,035%, решта - здебільшого Fe, - охолодження стрічки на ДІЛЯНЦІ МІЖ ливарними валками і обтискними валками, - гаряче деформування вилитої стрічки за допомогою зазначених обтискних валків при температурі в межах від 1000°С до 1300°С до досягнення зменшення товщини на менш ніж 15%, для сприяння змиканню усадкових пор, - охолодження стрічки зі швидкістю в межах від 5°С/с до 80°С/с до температури в межах від 500°С до 850°С, і - змотування одержаної таким чином стрічки в рулон У способі згідно з цим винаходом особливості фазового перетворення грубозернистого аустеніту, утвореного при здійсненні процесу безперервного розливання без застосування гарячого прокатування та/або потокової нормалізації, використовують для досягнення, шляхом регульованого охолодження та змотування, певних об'ємних співвідношень мікроструктурних складових литої низьковуглецевої сталі Ці кінцеві мікроструктури, що складаються з рівновісного фериту, голчастого фериту та/або бейніту, забезпечують плавну криву напруження-деформація, характерну для матеріалу, що має поліпшену формівність, так що стрічка стає особливо придатною для її холодного формування Іншим предметом цього винаходу є стрічка з низьковуглецевої сталі, одержана вищезазначеним способом Такі стрічки можуть забезпечити низьке значення відношення межі текучості до межі МІЦНОСТІ та плавну криву напруження-деформація для даного матеріалу, а також добру зварюваність після декапірування Цей винахід описано нижче згідно із представленим варіантом його здійснення, наведеним як приклад, що не має обмежувального характеру, з посиланнями на прикладені графічні фігури фіг1 являє собою спрощену схему двовалкової машини для безперервного виливання тонких стрічок і ділянок регульованого охолодження стрічки, ВІДПОВІДНО до даного винаходу, фіг 2 являє собою схематичну діаграму циклів потокового охолодження, що їх зазнають вилиті стрічки, на фіг 3 подано фотографічне зображення мікроструктури першого типу вилитої сталевої стрічки, охолодженої згідно з цим винаходом, одержане за допомогою оптичного мікроскопа, на фіг 4 подано фотографічне зображення мікроструктури другого типу вилитої сталевої стрічки, охолодженої згідно з цим винаходом, одержане за допомогою оптичного мікроскопа, на фіг 5 подано фотографічне зображення мікроструктури третього типу вилитої сталевої стрічки, охолодженої згідно з цим винаходом, одержане за допомогою оптичного мікроскопа, фігбА являє собою фотографічне зображення фериту голчастого типу, утвореного у стрічці згідно з цим винаходом, одержане за допомогою оптичного 61113 мікроскопа, фігбВ являє собою фотографічне зображення частинки фериту голчастого типу, утвореного у стрічці згідно з цим винаходом, одержане за допомогою електронного мікроскопа, фіг 7 являє собою фотографічне зображення мікроструктури другого типу вилитої сталевої стрічки, охолодженої згідно з цим винаходом, одержане за допомогою оптичного мікроскопа, фіг 8 являє собою фотографічне зображення мікроструктури третього типу вилитої сталевої стрічки, охолодженої згідно з цим винаходом, одержане за допомогою оптичного мікроскопа, фіг 9 являє собою фотографічне зображення мікроструктури четвертого типу вилитої сталевої стрічки, виготовленої за традиційною технологією, одержане за допомогою оптичного мікроскопа, фіг 10 являє собою діаграму напруженнядеформація для стрічки зі сталі певного типу, виготовленої з використанням традиційної технологи, фіг 11 являє собою фотографічне зображення мікроструктури вилитої сталевої стрічки, виготовленої за способом згідно з цим винаходом, одержане за допомогою оптичного мікроскопа, фіг 12 ілюструє плавну форму діаграми напруження-деформація для вилитої сталевої стрічки, виготовленої за способом згідно з цим винаходом, фіг 13А і фіг 13В являють собою діаграми, що ілюструють характеристики зварюваності двох типів декапірованих сталевих стрічок, виготовлених за способом згідно з цим винаходом, фіг 14 являє собою діаграму, що ілюструє характеристики зварюваності декапірованої стрічки з низьковуглецевої сталі, виготовленої з використанням традиційної технології Звернемось до фіг 1, запропонований цим винаходом спосіб передбачає застосування двовалкової установки 1 для безперервного розливання Безпосередньо після валків 1 розташовані два охолоджувальні пристрої 2а і 2Ь для регульованого охолодження стрічки, яка безперервно проходить між ними Після ЦИХ ДВОХ охолоджувальних пристроїв (в напрямі руху стрічки) встановлені обтискні валки З відомої конструкції На виході обтискних валків 3 розташовано охолоджувальний пристрій 4 для модульованого завершувального охолодження, через який стрічка проходить перед надходженням на змотувальний пристрій 5 Під час твердіння і виходу з розливального пристрою 1 стрічка внаслідок дії двох валків, що обертаються у протилежних напрямках назустріч один одному, зазнає тиску, регульованого таким чином, щоб обмежити усадкову пористість Потім вилиту стрічку піддають водяному або змішаному газоводяному охолодженню з обох сторін, щоб уповільнити зростання як аустенітних зерен, так і поверхневих окиснених шарів За допомогою обтискних валків товщину стрічки зменшують на менш ніж 15% при температурі, що знаходиться у межах від 1000°С до 1300°С, щоб одержати усадкову пористість прийнятних розмірів Параметри циклів охолодження вилитої сталевої стрічки встановлюють шляхом змінювання швидкості розливання, подавання води та КІЛЬКОСТІ ДІЛЯНОК активного охолодження Кінцевий цикл охолодження після проходження обтискних валків 3 визначають таким чином, щоб досягти бажаної структури, з урахуванням особливостей фазового перетворення даних сталей, які залежать у більшості випадків від початкових розмірів аустенітних зерен і від вмісту С, МпіСг Були здійснені різноманітні лабораторні та повномасштабні випробування способу з використанням сталей такого складу, у % (мас) С - від 0,02% до 0,10%, Мп - від 0,1% до 0,6%, Si - від 0,02% до 0,35%, АІ - від 0,01% до 0,05%, S - до 0,015%, Р - до 0,02%, Сг - від 0,05% до 0,35%, Ni - від 0,05% до 0,3%, N - від 0,003% до 0,012%, Ті - до 0,03%, V- до 0,10%, Nb - до 0,035%, решта - здебільшого Fe Результати цих випробувань свідчать, що шляхом регулювання ХІМІЧНОГО складу сталі та режиму потокового охолодження можна одержувати прийнятні кінцеві мікроструктури, які Пизько вризуються певними значеннями об'ємних часток рівновісного фериту та голчастого фериту і/або бейніту РІЗНІ співвідношення складових мікроструктури, отримані таким чином, зумовлюють різні комбінації МІЦНОСТІ, пластичності та холодної формівності вилитих стрічок, які можна оцінити за допомогою випробувань МІЦНОСТІ та проби Еріксена Зокрема, винахідники оцінювали властивості, пов'язані з утворенням голчасто-феритних або бейнггних структур, які характеризуються високою густиною дислокацій, у порівнянні із традиційними структурами полігонального дрібнозернистого фериту Згідно ЗІ способом за цим винаходом, можна одержати різні типи структур та властивостей вилитих стрічок із Пизько вуглецевою сталі, і ці Пизьтивості для кожного з типів можна коротко описати так (великими літерами позначені різні типи вуглецевих сталей) A) Переважання рівновісного фериту Голчастий ферит та/або бейніт менше ніж 20% (об'ємних) Грубозернистий рівновісний ферит не менше ніж 70% (об'ємних) Перліт 2-10% (об'ємних) Межа текучості ат=180-250МПа Межа МІЦНОСТІ ав>280МПа Відношення ат/ав330МПа Відношення ат/ав
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for continuous casting for production of low-carbon steel strips and strips produced by this method with high mechanical properties in cast condition
Назва патенту російськоюСпособ непрерывного разлива для изготовления ленты из низкоуглеродистой стали и изготавливаемые таким способом ленты с высокими механическими свойствами в отлитом состоянии
МПК / Мітки
МПК: C21D 8/02, B22D 11/06
Мітки: спосіб, виготовлення, низьковуглецевої, вилита, стрічка, сталі
Код посилання
<a href="https://ua.patents.su/9-61113-vilita-strichka-z-nizkovuglecevo-stali-i-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Вилита стрічка з низьковуглецевої сталі і спосіб її виготовлення</a>
Спосіб виготовлення тонкої стрічки з феритної нержавіючої сталі та тонка сталева стрічка, виготовлена цим способом
Номер патенту: 55398
Опубліковано: 15.04.2003
Автори: МАРТЕН Філіпп, ПАРАДІС Філіпп
МПК: C21D 8/02, C21D 9/52, B22D 11/22, B22D 11/06
Мітки: феритної, стрічки, виготовлення, нержавіючої, сталі, цим, способом, виготовлена, спосіб, стрічка, тонка, тонкої, сталева
Формула / Реферат:
1. Спосіб виготовлення тонких стрічок з феритної нержавіючої сталі завтовшки менше 10 мм, згідно з яким безпосередньо з рідкого розплавленого металу між розташованими поряд один з одним двома валками з горизонтально розміщеними осями обертання, що охолоджуються зсередини і пускаються в обертальний рух в протилежних напрямках, отверджують тонку стрічку з феритної нержавіючої сталі, що містить у ваг.%, не більше 0,12 % вуглецю, не більше 1 %...
Спосіб виготовлення термічно-зміцненого прокату із низьковуглецевої та низьколегованої сталі
Номер патенту: 5308
Опубліковано: 28.12.1994
Автори: Черненко Валерій Тарасович, Худик Валер'ян Тарасович, Костюченко Михайло Іванович, Івченко Олександр Васильович, Нечепоренко Анатолій Петрович, Нечепоренко Володимир Андрійович, Кокшаров Олександр Миколайович, Гунькін Ігор Олександрович
Мітки: низьковуглецевої, низьколегованої, сталі, термічно-зміцненого, спосіб, прокату, виготовлення
Формула / Реферат:
Способ изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали, включающий нагрев заготовки, горячую прокатку, охлаждение со скоростью больше критической до заданной температуры через 0,1-0,15 с после выхода проката из последней клети стана, порезку на мерные длины и повторное охлаждение со скоростью больше критической через 0,1-0,3 с после порезки, отличающийся тем, что охлаждение после горячей прокатки...
Спосіб виплавки низьковуглецевої сталі
Номер патенту: 11300
Опубліковано: 25.12.1996
Автори: Міронов Євген Костянтинович, Локтіонов Петро Якович, Дворядкін Борис Олександрович, Романчук Олександр Миколайович, Кущенко Олександр Іванович, Петров Олександр Володимирович, Кравченко Володимир Михайлович
МПК: C21C 5/04
Мітки: сталі, низьковуглецевої, спосіб, виплавки
Формула / Реферат:
Способ выплавки низкоуглеродистой стали, включающий присадку в сталеплавильную ванну материала, содержащего не менее 70% оксидов железа, отличающийся тем, что материал, содержащий оксиды железа, присаживают в момент достижения критического содержания углерода в сталеплавильной ванне, равного 0,13-0,17%, причем расход материала, определяют по формуле:где М - расход материала, содержащего оксиды железа, т,D [C] = [С]сркр...
Спосіб виробництва стабілізованої алюмінієм низьковуглецевої сталі для холодного штампування
Номер патенту: 6943
Опубліковано: 31.03.1995
Автори: Радченко Володимир Миколайович, Табунщиков Віталій Юрійович, Жаворонков Юрій Іванович, Вяткін Юрій Федорович, Литвиненко Денис Онуфрійович, Толимбеков Манат Жаксибергенович, Куликов Ігор Вячеславович, Лазько Валентина Григоровна, Булянда Олександр Олексійович, Зац Євгенія Львівна, Кологривова Лідія Миколаївна, Наконечний Анатолій Якович, Ларіонов Олександр Олексійович, Афонін Серафим Захарович, Троянський Олександр Анатолійович, Гизатулін Генадій Зинатович, Никитін Валентин Миколайович, Пономаренко Олександр Георгійович, Гуров Микола Олексійович, Панковець Василь Іванович, Литвинов Віктор Іванович
МПК: C21C 7/06
Мітки: алюмінієм, штампування, сталі, холодного, спосіб, низьковуглецевої, виробництва, стабілізованої
Формула / Реферат:
Формула изобретения1. Способ производства стабилизированной алюминием низкоуглеродистой стали для холодной штамповки, включающий выпуск металла в ковш с присадками шлакообразующих по ходу выпуска, продувку аргоном, подачу марганецсодержащих материалов, ввод алюминия двумя порциями, отличающийся тем, что, с целью повышения качества стали и экономичности способа, в качестве марганецсодержащих материалов используют марганцевый агломерат,...
Спосіб виготовлення листа із сталі, лист із сталі та спосіб підвищення опору сталі до розповсюдження тріщин у листі
Номер патенту: 59425
Опубліковано: 15.09.2003
Автори: Ку Джаянг, Воун Глен А., Бангару Нарасімха-Рао В.
МПК: C21D 8/00
Мітки: сталі, підвищення, виготовлення, листа, лист, тріщин, листі, розповсюдження, спосіб, опору
Формула / Реферат:
1. Спосіб виготовлення листа із сталі, який має мікрошарову мікроструктуру, що містить 2-10 об.% тонких шарів аустеніту і 90-98 об.% пластинок переважно дрібнозернистого мартенситу і дрібнозернистого нижнього бейніту, який виготовляють із сталевого сляба, який містить залізо і наступні легуючі елементи, мас.%:0,04-0,12 С,принаймні 1-6 Ni,0,1-1,0 Сu,0,1-0,8 Мо,0,02-0,1 Nb,0,008-0,03...
Попередній патент: Спосіб визначення середнього заряду від нейтронів в імпульсі камери поділу
Наступний патент: Ацетатний комплекс міді (ii) та кобальту (ii, iii) з триетаноламіном, що виявляє антифітовірусну дію
Випадковий патент: Спосіб захисту насаджень яблуні від збудників хвороб