Спосіб виготовлення термічно-зміцненого прокату із низьковуглецевої та низьколегованої сталі
Формула / Реферат
Способ изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали, включающий нагрев заготовки, горячую прокатку, охлаждение со скоростью больше критической до заданной температуры через 0,1-0,15 с после выхода проката из последней клети стана, порезку на мерные длины и повторное охлаждение со скоростью больше критической через 0,1-0,3 с после порезки, отличающийся тем, что охлаждение после горячей прокатки ведут до достижения среднемассовой температуры 700-580°С, затем осуществляют выдержку h'a воздухе в течение 0,5-2,5 с. а повторное охлаждение проводят до 600-480°С.
Текст
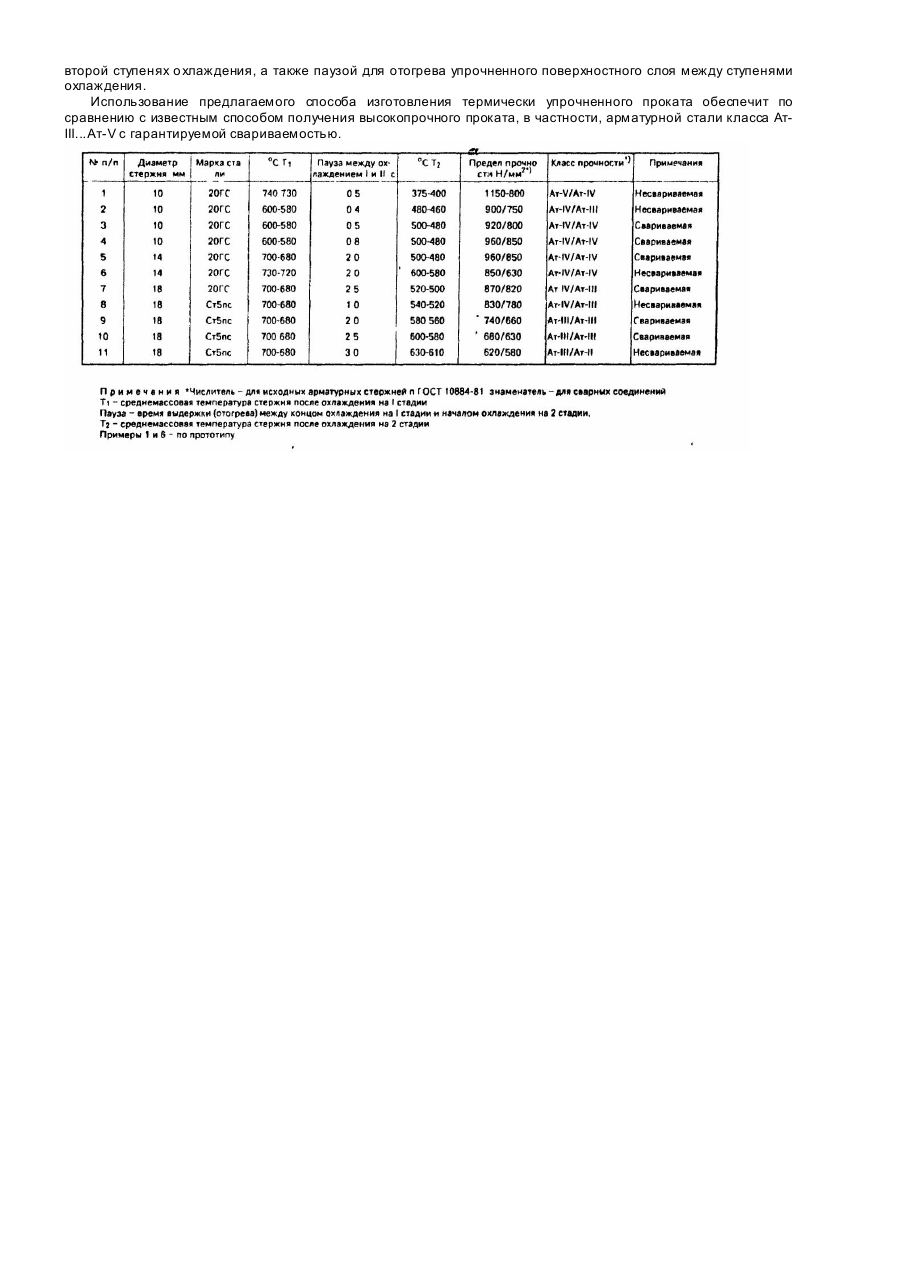
Предлагаемое изобретение относится к черной металлургии, в частности к термической обработке проката, преимущественно к термическому упрочнению арматурных стержней мелких и средних профилей сортовой стали в линии непрерывных станов. Известен способ изготовления термически упрочненного проката, включающий нагрев заготовки, горячую прокатку, охлаждение по выходу из последней клети стана до среднемассовой температуры 880-740°С. Недостатком этого способа является повышенная неоднородность механических свойств по длине проката при производстве упрочненных стержней, обусловленная их разгоном после порезки на летучи х ножницах, а также неудовлетворительная свариваемость ввиду применения однократного охлаждения в интервале температур, обуславливающего превращение аустенита в мартенсит с последующим самоотпуском. Кроме того, при производстве проката большого сечения, например арматурной стали среднего сорта за счет большей продолжительности охлаждения на второй ступени увеличивается разброс механических свойств. Например, головная часть раскатов имеет прочность 1100 н/мм 2 (класс АТ-IV). Данная промышленная партия будет реализована по низшему классу, т.е. имеет место снижение классности. А это в свою очередь приводит к нерациональному снижению использования металла и повышению расхода легирующих материалов на его производство. Наиболее близким по технической сущности к предлагаемому является способ изготовлений термически упрочненного проката, включающий нагрев заготовки, горячую прокатку, двухступенчатое прерыванное охлаждение со скоростью выше критической после выхода проката из последней клети стана и порезку на мерные длины в промежутки между ступенями. При этом охлаждение после окончания прокатки начинается через 0.1-0,15 с и ведут его до достижения среднемассовой температуры 730-550°С, затем прокат подвергают порезке и не позднее 0,1-0,3 с после порезки осуществляют повторное охлаждение [2]. Данный способ, существенно повышая качество готового проката путем увеличения однородности свойств подлине раскатов, не обеспечивает формирования структуры и свойств упрочненного проката с гарантированной свариваемостью из-за отсутствия регламентированного температурно-временного интервала процесса упрочнения, При осуществлении указанного способа формирования конечных свойств будет обусловлено в основном только химическим составом проката. Задачей настоящего изобретения является разработка способа изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали путем регламентации температурно-временного режима интервала процесса упрочнения, что обеспечит формирование структуры и свойств упрочненного проката с гарантированной свариваемостью. Поставленная задача решается за счет того, что в способе изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали, включающем нагрев заготовки, горячую прокатку, охлаждение со скоростью большую критической до заданной температуры через 0,1-0,15 с после выхода проката из последней клети стана, порезку на мерные длины и повторное охлаждение со скоростью большую критической через 0,1-0,3 с после порезки, согласно изобретению охлаждение после горячей прокатки ведут до достижения среднемассовой температуры 700-580°С, затем осуществляют выдержку на воздухе в течение 0,5-2,5 с, а повторное охлаждение проводят до 600-480°С. Между совокупностью существенных признаков и достигаемым техническим результатом существует причинно-следственная связь, заключающаяся в том, что при изготовлении термически упрочненного проката путем регламентирования температурно-временных параметров процесса упрочнения удается сформировать в готовом изделии структур у, стойкую против воздействия термического цикла сварки, т. е. обеспечить его свариваемость. При необходимости обеспечения свариваемости охлаждение на первой ступени прекращают при достижении 700-580°С, после чего осуществляют выдержку в течение 0,5-2,5 с для обеспечения самоотпуска и выравнивания температуры по сечению, порезку и последующее охлаждение на второй стадии до температуры 600-480°С. Температура окончания охлаждения 700-580°С на первой стадии и 600-480°С на второй стадии выбрана из необходимости формирования структурного состояния по сечению раскатов, исключающего возможность существенного разупрочнения металла при сварке. Окончание охлаждения выше 700°С не обеспечивает структуры закалки в поверхностном слое, а ниже 480°С ограничивает количество тепла во внутренних слоях, необходимое для разогрева поверхности. Повторное охлаждение до температур выше 600°С не приводит к увеличению прочностных свойств, ниже 480°С создает структуру закалки во внутренних слоях и не обеспечивает требуемой температуры самоотпуска. Выдержка менее 05 с недостаточна для обогрева, более 2,5 с приводит к распаду аустенита в центральной зоне стержня до і начала повторного охлаждения. Опытно-промышленное опробование способа проводили на станах 250-4 и 250-5 комбината "Криворожсталь" при производстве термически упрочненной низколегированной и углеродистой арматурной стали. Примеры: 1. Выпуск термически упрочненных арматурных стержней Мг 10 и 14 из стали марки 20 ГС осуществляли при постоянных параметрах процесса нагрева и прокатки заготовки согласно существующи х инстр укций. По выходу из чистовой линии стана прокат охлаждали движущимися потоками воды при избыточном статическом давлении в устройствах проводкового типа до температуры 650-580°С, причем охлаждение начинали через 0,15 с после окончания деформации (см. таблицу). После охлаждения на первой ступени проводили порезку и через различные промежутки времени повторно охлаждали в устройства х до температуры 550-480°С с последующим остыванием на воздухе. Это позволило получить высокопрочную свариваемую арматурную сталь класса АТ-IV и класса АТ-V согласно ГОСТ 10884-81. 2. Термическое упрочнение арматурных стержней N-18 из стали Ст.5пс осуществляли по той же технологической схеме. Охлаждение на первой ступени начинали спустя 0,1 с после окончания деформации и заканчивали при температуре 700-650°С. после паузы в 1,0-2.5 с осуществляли порезку и повторное охлаждение до температуры 600-550°С через 0,3 с после порезки. Полученные механические свойства, представленные в таблице, свидетельствуют о получении свариваемой арматуры класса Ат-ІІІ из рядовой углеродистой стали марки Ст.5пс. Как следует из таблицы, свариваемость арматуры из упрочненной низколегированной и углеродистой стали обусловливается регламентацией температуры раската после охлаждения на первой и второй ступенях о хлаждения, а также паузой для отогрева упрочненного поверхностного слоя между ступенями охлаждения. Использование предлагаемого способа изготовления термически упрочненного проката обеспечит по сравнению с известным способом получения высокопрочного проката, в частности, арматурной стали класса АтІІІ...Ат-V с гарантируемой свариваемостью.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of thermally-strengthened rolled stock of low-carbon and low-alloy steel
Автори англійськоюIvchenko Oleksandr Vasyliovych, Khudyk Valerian Tarasovych, Chernenko Valerii Tarasovych, Necheporenko Anatolii Petrovych, Kostiuchenko Mykhailo Ivanovych, Koksharov Oleksandr Mykplaiovych, Hunkin Ihor Oleksandrovych, Necheporenko Volodymyr Andriiovych
Назва патенту російськоюСпособ изготовления термически-упрочненного проката из низкоугрелодистой и низколегированной стали
Автори російськоюИвченко Александр Васильевич, Худык Валерьян Тарасович, Черненко Валерий Тарасович, Нечепоренко Анатолий Петрович, Костюченко Михаил Иванович, Кокшаров Александр Николаевич, Гунькин Игорь Александрович, Нечепоренко Владимир Андреевич
МПК / Мітки
Мітки: спосіб, низьколегованої, прокату, термічно-зміцненого, сталі, низьковуглецевої, виготовлення
Код посилання
<a href="https://ua.patents.su/2-5308-sposib-vigotovlennya-termichno-zmicnenogo-prokatu-iz-nizkovuglecevo-ta-nizkolegovano-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення термічно-зміцненого прокату із низьковуглецевої та низьколегованої сталі</a>
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Мітки: прокату, стального, обробки, спосіб
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Спосіб виплавки низьколегованої сталі у подовій сталеплавильній печі
Номер патенту: 1464
Опубліковано: 25.07.1994
Автори: Тарасов Віктор Іванович, Бондаренко Микола Андрійович, Бросєв Олександр Олександрович, Дворядкін Борис Олександрович, Жердєв Олександр Сергійович, Локтіонов Петро Якович
МПК: C21C 5/04
Мітки: спосіб, сталі, сталеплавильний, низьколегованої, печі, подовий, виплавки
Формула / Реферат:
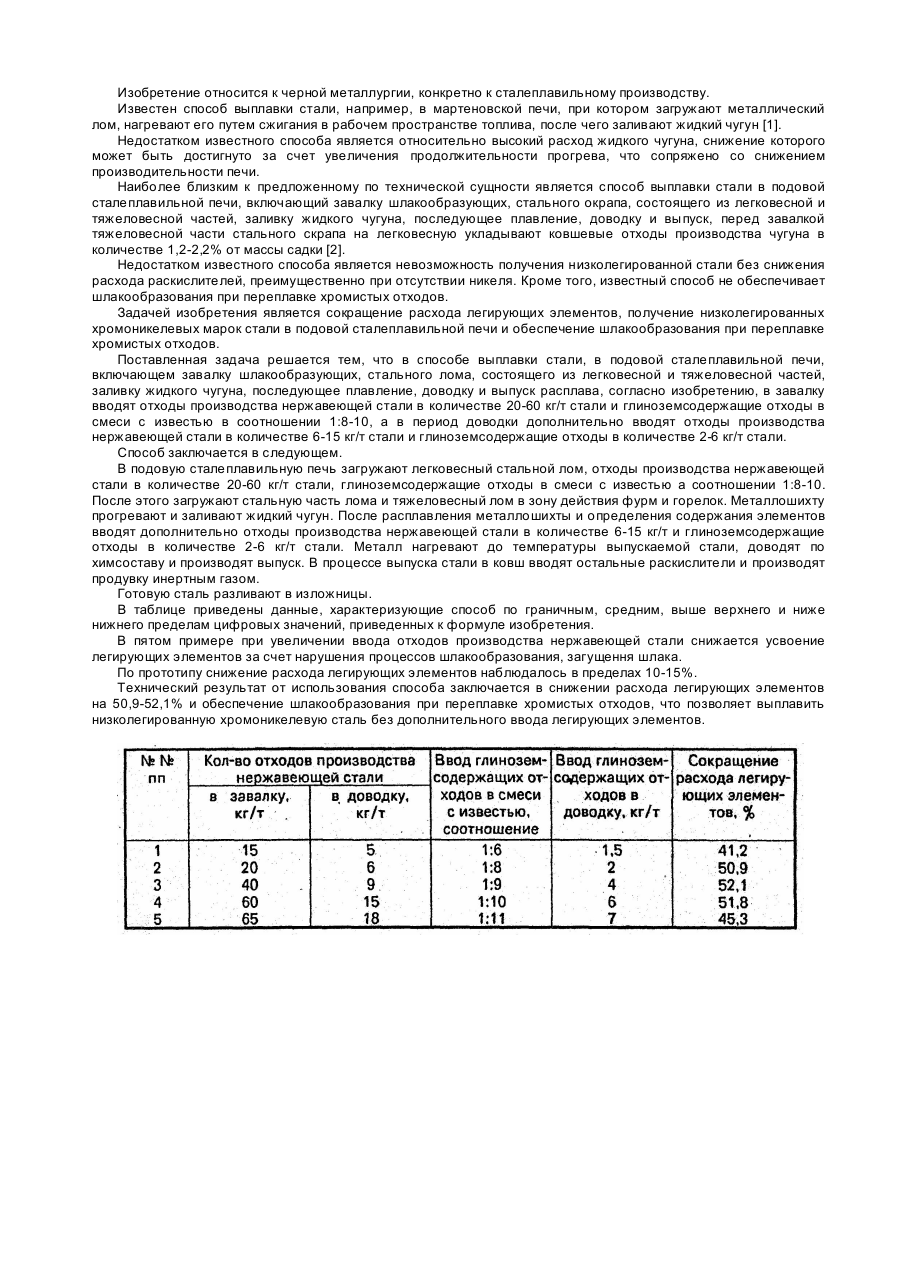
Способ выплавки низколегированной стали в подовой сталеплавильной печи, включающий закрузку в ванну шлакообразующих материалов, легковесного и тяжеловесного стального лома, заливку жидкого чугуна, последующее плавление, доводку и выпуск расплава, отличающийся тем, что в завалку загружают отходы производства нержавеющей стали в количестве 20-60 кг/т стали и глиноземсодержащие отходы в смеси с известью в соотношении 1:8-10, а в период доводки...
Спосіб термічного зміцнення прокату
Номер патенту: 2216
Опубліковано: 26.12.1994
Автори: Приходько Євгенія Валер'янівна, Нечепоренко Володимир Андрійович, Худик Валер'ян Тарасович, Худик Юрій Тарасович, Костюченко Михайло Іванович, Гунькін Ігор Олександрович, Івченко Олександр Васильович, Костирко Сергій Андрійович, Нечепоренко Анатолій Петрович, Рибалка Віктор Федорович
Мітки: прокату, термічного, зміцнення, спосіб
Формула / Реферат:
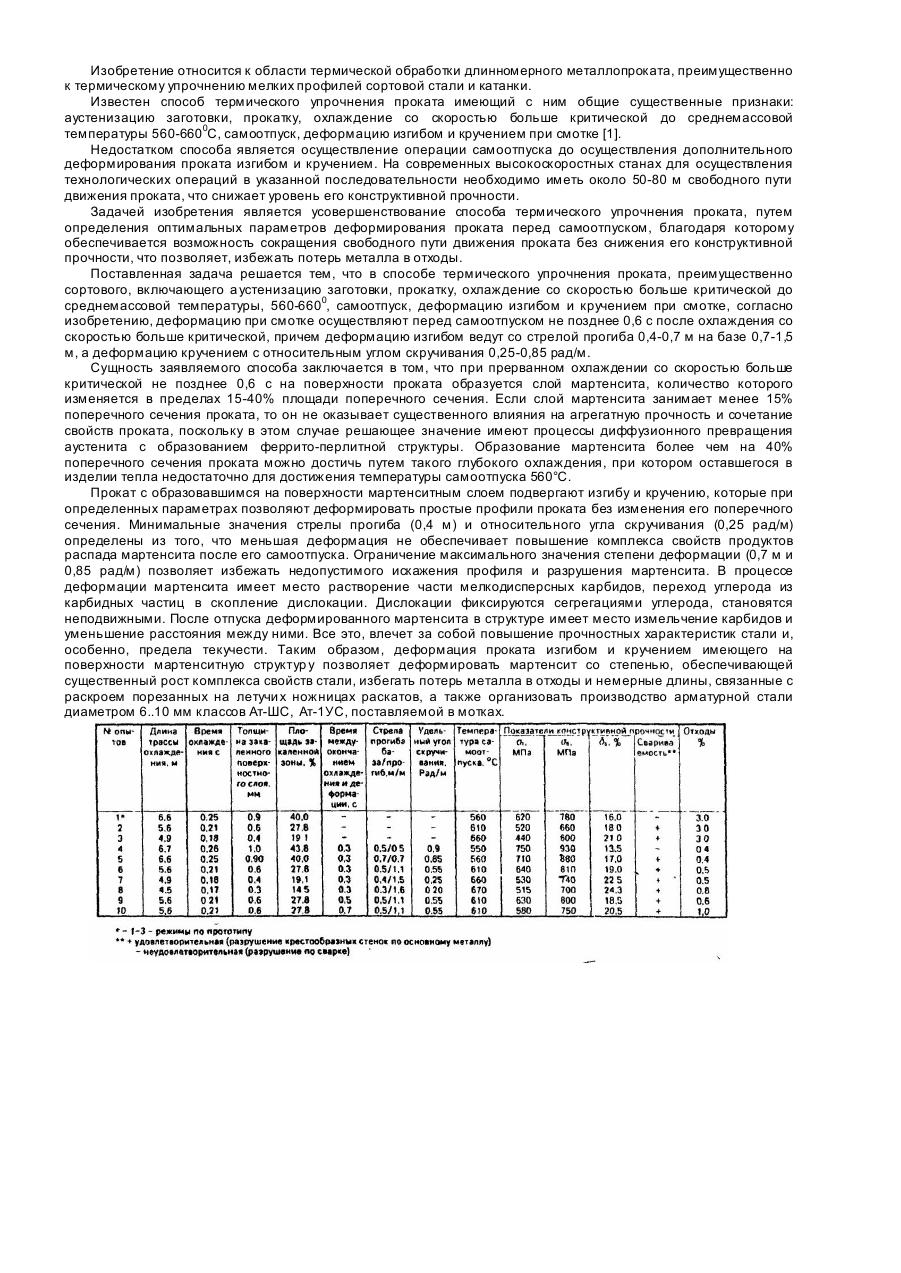
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацмю заготовки, прокатку, охлаждение со скоростью больше критической до среднемассовой температуры, 560-6600С, самоотпуск, деформацию изгибом и кручением при смотке, отличающийся тем, что деформацию при смотке осуществляют перед самоотпуском не позднее 0,6 с после охлаждения со скоростью больше критической, причем деформацию изгибом ведут со стрелой прогиба...
Спосіб вироблення листового прокату
Номер патенту: 429
Опубліковано: 30.04.1993
Автори: Мочонов Валерій Георгійович, Міллєр Віктор Вікторович, Паталаха Анатолій Кузьмич, Крицький Володимир Леонідович, Тарасов Віктор Іванович, Локтіонов Петро Якович, Антипенко Валентин Григорович
МПК: B21B 1/38
Мітки: вироблення, прокату, спосіб, листового
Формула / Реферат:
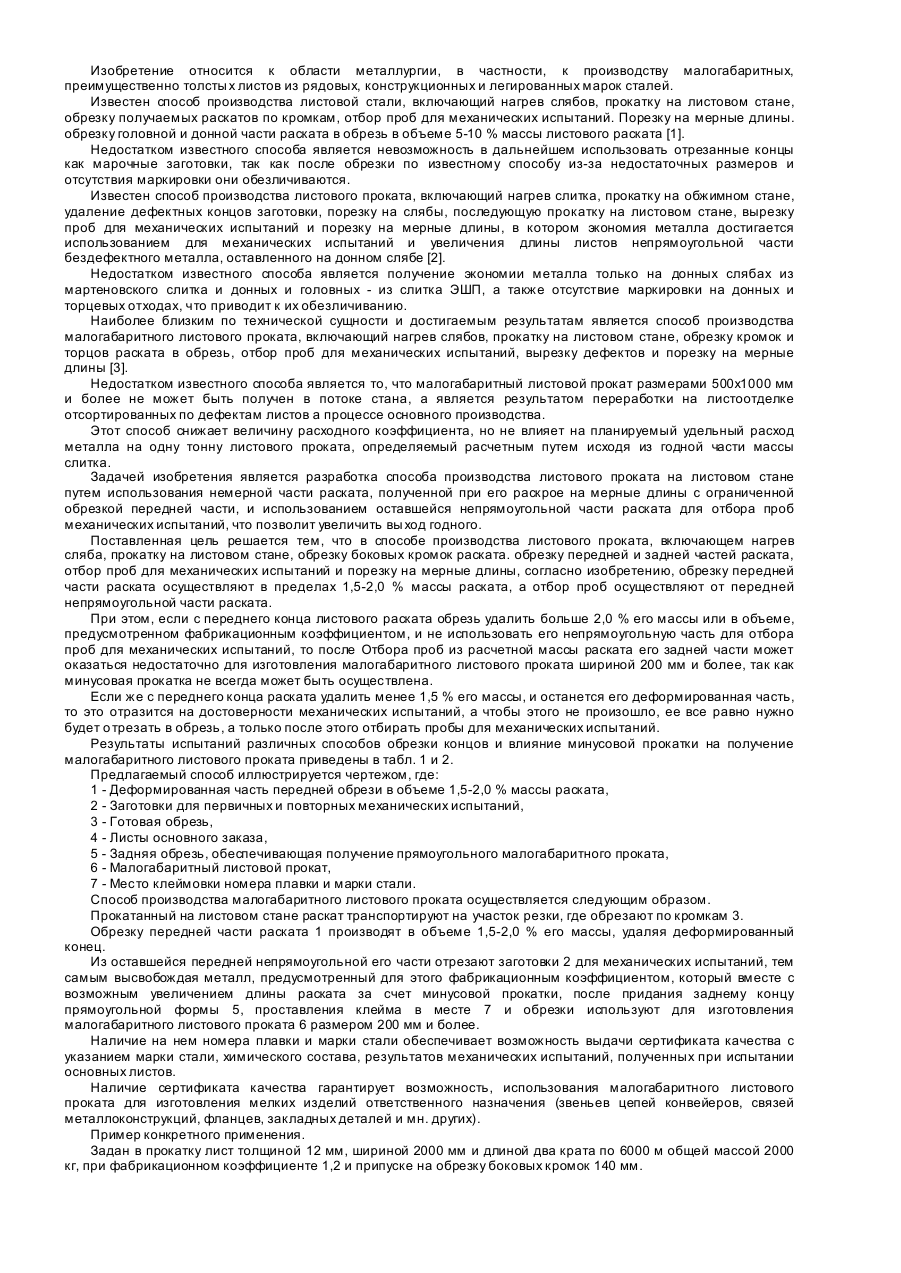
Способ производства листового проката, включающий нагрев сляба, прокатку на листовом стане, обрезку боковых кромок раската, обрезку передней и задней частей раската, отбор проб для механических испытаний и порезку на мерные длины, отличающийся тем, что обрезку передней части раската осуществляют в пределах 1,5-2 % массы раската, а отбор проб осуществляют от передней непрямоугольной части раската.
Спосіб охолодження рухомого сталевого прокату
Номер патенту: 1472
Опубліковано: 25.07.1994
Автори: Неустроів Олександр Леонідович, Авраменко Олександр Володимирович, Зінченко Іван Миколайович, Следнів Володимир Петрович, Романов Олександр Олександрович, Остапенко Арнольд Леонтієвич, Могілевцев Петро Леонідович, Годецький Юрій Миколайович, Філатов Павло Володимирович, Бодня Моісей Ізраілевич, Шапіро Ілля Аронович, Шевцов Володимир Костянтинович, Ягупов Ігор Владиславович
МПК: C21D 1/02, B21B 45/02
Мітки: сталевого, прокату, спосіб, рухомого, охолодження
Формула / Реферат:
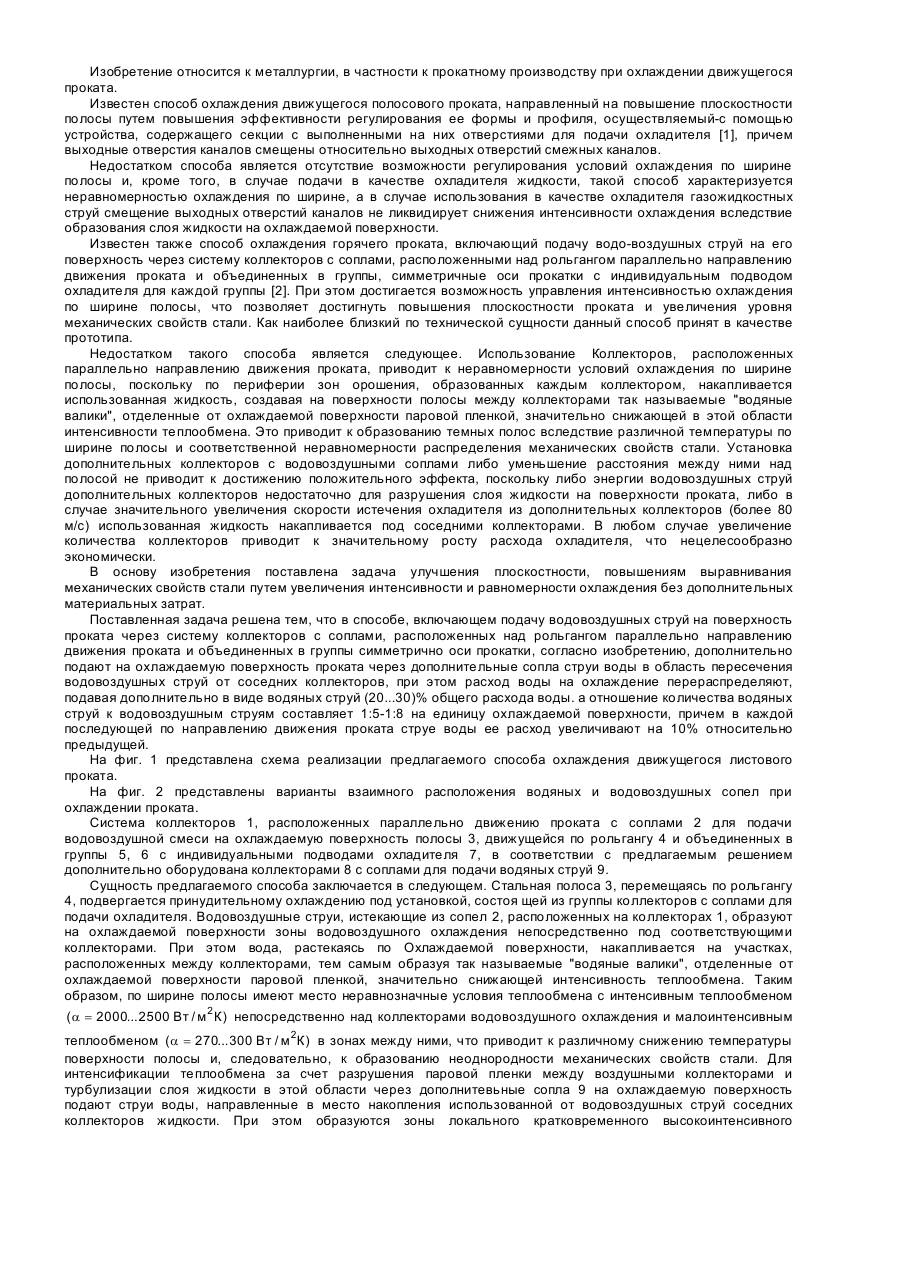
Способ охлаждения движущегося стального проката, включающий подачу водовоздушных струй на поверхность проката через систему коллекторов с соплами, объединенными в группы, размещенных симметрично над рольгангом параллельно направлению движения проката, отличающийся тем, что подают дополнительно на охлаждаемую поверхность проката через дополнительные сопла струи воды в область пересечения водовоздушных струй от соседних коллекторов, при...
Попередній патент: Спосіб керування газотурбогенератором
Наступний патент: Спосіб виробництва спіральних профілів та пристрій для його здійснення
Випадковий патент: Пристрій для сушіння вологих гранул технічного вуглецю