Спосіб визначення температури контактної взаємодії поверхонь вузла тертя
Номер патенту: 70883
Опубліковано: 25.06.2012
Автори: Філоненко Сергій Федорович, Космач Олександр Павлович, Косицька Тетяна Миколаївна


Формула / Реферат
Спосіб визначення температури контактної взаємодії поверхонь вузла тертя, що включає навантаження вузла тертя з одночасним визначенням характеристик, за якими роблять висновки про температуру контактної взаємодії поверхонь вузла тертя, який відрізняється тим, що як вищезгадані характеристики реєструють випромінювання сигналів акустичної емісії, а температуру контактної взаємодії поверхонь вузла тертя визначають за усередненою амплітудою реєстрованого результуючого сигналу акустичної емісії.
Текст
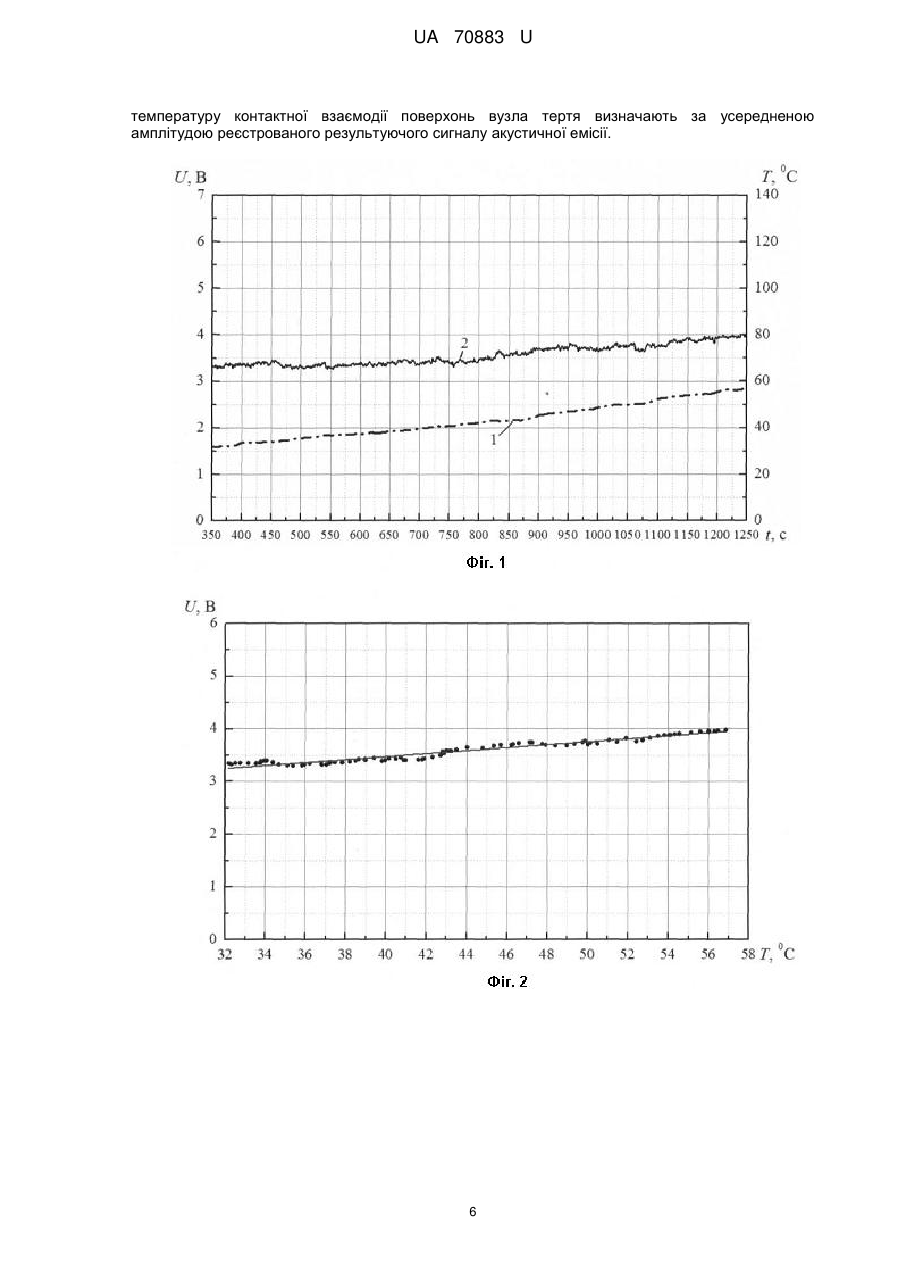
Реферат: UA 70883 U UA 70883 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області дослідження та контролю процесів контактної взаємодії матеріалів при терті, а саме визначення температури при взаємодії поверхонь фрикційного контакту в процесі роботи вузлів тертя, що спрямовано на попередження необоротного ушкодження поверхонь фрикційного контакту, ушкодження інших елементів фрикційного вузла та подовження строків їх експлуатації. Відомий, найбільш близький за технічною суттю до об'єкта, що заявляється, є спосіб визначення температури контактної взаємодії поверхонь вузла тертя [див. Грибов В.В. Лабораторные испытания материалов на трение и износ (В.В. Грибов, Г.Е. Лазарев).-М.: Изд-во наука, 1968. - С. 25-28, с. 86-88], який включає навантаження вузла тертя з одночасним визначенням характеристик, за якими роблять висновки про температуру контактної взаємодії поверхонь вузла тертя. Як вищезгадані характеристики використовують реєстрацію напруги на виході термопари, за величиною якої визначають температуру контактної взаємодії поверхонь вузлів тертя. Недоліки цього способу витікають з того, що при його реалізації використовуються термопари типу хромель-алюмель, хромель-капель, платина-платина-родій та інші. Однак процеси тертя та зношування поверхонь фрикційного контакту відбуваються на мікрорівні, тобто руйнування поверхонь контактної взаємодії відбувається на мікрорівні. При цьому дані процеси є динамічними і протікають на достатньо малих проміжках часу. Безумовно, що дані процеси супроводжуються і більш стрибкою зміною температури на поверхнях фрикційного контакту. В той же час, термопари, що використовуються для визначення температури при терті та зношуванні поверхонь фрикційного контакту, є інерційними і малочутливими елементами з низькою розрізнювальною здатністю. Це означає, що буде відбуватися затримка визначення температури в часі, тобто дійсна температура не буде відповідати вимірюваному значенню, а достовірність її визначення буде низькою. За таких умов, при проведенні випробувань вузлів тертя можливо виникнення необоротного пошкодження поверхонь фрикційного контакту, і як наслідок, значне зменшення термінів його експлуатації. Для більшої достовірності вимірювання температури робочий спай термопар намагаються розташовувати як можна ближче до поверхонь фрикційного контакту. Для цього у одному із зразків пари тертя (як правило у нерухомому зразку) виконують отвір на відстані до 1 мм від поверхні контактної взаємодії, в який встановлюють термопару. Іноді термопару розташовують безпосередньо на відстані 1 мм від поверхонь, що контактують. У першому випадку, використання існуючого способу можливо тільки у лабораторних умовах на дослідних зразках і неможливо для працюючих пар тертя, які за визначенням повинні бути пошкоджені. У другому випадку, визначення температури у зоні фрикційного контакту потребує значних часових та фінансових втрат (розбірка та збірка вузла тертя, повторне його припрацювання тощо). У обох випадках, з урахуванням інерційності термопар, визначення температури буде відбуватися із затримкою у часі та характеризуватися низькою достовірністю і розрізнювальною здатністю, а також значною технологічною складністю вимірювань. В основу корисної моделї поставлено задачу такого удосконалення способу визначення температури контактної взаємодії поверхонь вузла тертя, при якому за рахунок вимірювання усередненої амплітуди реєстрованого результуючого сигналу акустичної емісії забезпечується підвищення чутливості та розрізнювальної здатності вимірювання температури у вузлі тертя, зменшується інерційність та підвищується достовірність її вимірювання, знижується імовірність необоротних пошкоджень спряжених поверхневих шарів фрикційного контакту і фрикційного вузла в цілому. Оскільки акустичне випромінювання є наслідком мікропроцесів, що відбуваються при терті та зношуванні поверхонь фрикційного контакту, то воно практично є безінерційним відображенням в часі динаміки процесів, що розвиваються в зоні фрикційного контакту. Акустична емісія має значну чутливість до мікропроцесів тертя та зношування, тобто фіксує всі процеси, що передують початковій стадії переходу вузла тертя до катастрофічного зношування, а також має високу розрізнювальну здатність (реєстровані сигнали акустичної емісії змінюються у діапазоні величин від одиниць десятків мілівольт до десяти вольт). Крім того, її вимірювання не потребує особливих умов для розміщення первинного перетворювача, який може встановлюватися у будь-якому місці вузла тертя без його розбирання, тобто не впливає на сам вузол тертя. Тому використання акустичної емісії дозволяє збільшити достовірність визначення температури в зоні фрикційного контакту при роботі вузла тертя, спростити технологічність вимірювань, проводити попередження необоротного ушкодження поверхонь фрикційного контакту, збільшити імовірність відновлення і подовження строків його експлуатації, зменшити фінансові, матеріальні та часові витрати. Поставлена задача вирішується тим, що у способі визначення температури контактної взаємодії поверхонь вузла тертя, що включає навантаження вузла тертя з одночасним 1 UA 70883 U 5 10 15 20 25 30 35 40 45 50 55 60 визначенням характеристик, за якими роблять висновки про температуру контактної взаємодії поверхонь вузла тертя, згідно з корисною моделлю, як вищезгадані характеристики реєструють випромінювання сигналів акустичної емісії, а температуру контактної взаємодії поверхонь вузла тертя визначають за усередненою амплітудою реєстрованого результуючого сигналу акустичної емісії. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, і технічними результатами, що досягаються, полягає у наступному. При прикладенні до фрикційного вузла навантаження на його поверхнях контактної взаємодії відбуваються процеси, які пов'язані з порушенням фрикційних зв'язків. Іншими словами при терті відбувається руйнування поверхонь фрикційного контакту. Дані процеси протікають поступово на мікрорівні протягом роботи пари тертя на стадії сталого зношування з наступним збільшенням масштабу руйнування і переходом до катастрофічного зношування, тобто з переходом на макрорівень, коли відбувається необернене руйнування поверхонь фрикційного контакту. Згідно з існуючим уявленням механіки руйнування при навантаженні матеріалу енергія деформації витрачається на енергію утворення нових поверхонь (руйнування), температуру і деяка її частина на акустичне випромінювання. Більша частина енергії деформації витрачається на утворення нових поверхонь (руйнування) і значно менша її частина на температуру і акустичне випромінювання. При теоретичних розрахунках в механіці руйнування, як правило, враховується тільки перша складова. При цьому вважається, що друга і третя складові малі і ними можна знехтувати. Однак у динамічних процесах, таких як тертя та зношування поверхонь фрикційного контакту, як показують експериментальні дослідження, фіксуються значні температури і значне акустичне випромінювання. Причому в процесі тертя та зношування спостерігається постійна зміна температури та акустичного випромінювання. Слід відмітити, що температура є одним із параметрів, який використовують при проведенні досліджень процесів тертя як на стадії сталого, так і на стадії катастрофічного зношування, а також для контролю за моментом переходу із стадії на стадію. Результати експериментальних досліджень показують, що при використанні відомого способу вимірювання температури в зоні фрикційного контакту поверхонь тертя залежності зміни температури в часі практично носять гладкий характер, без деяких стрибків, тобто з відсутністю реакції на мікропроцеси, що розвиваються в зоні фрикційного контакту. Такий характер зміни залежностей обумовлено недоліками, що пов'язані з недоліками (перш за все інерційністю та чутливістю) використовуваних термопар для вимірювання температури. В той же час, реєстроване акустичне випромінювання (амплітуда, енергія результуючого сигналу акустичної емісії) має більш порізаний характер зміни, що обумовлено його чутливістю до мікропроцесів руйнування поверхонь фрикційного контакту (окремих його ділянок). Кожний з даних процесів вносить вклад в результуючий сигнал акустичної емісії і, безумовно, в загальну температуру вузла тертя. Відмітимо, що результуючий сигнал у часі формується у вигляді суми окремих імпульсних сигналів, які виникають при локальних руйнуваннях у часі поверхонь фрикційного контакту. Встановлення теоретичного зв'язку між температурою у зоні фрикційного контакту та акустичним випромінюванням є досить складною задачею, оскільки теоретично не визначено процентне співвідношення розподілу витрат енергії на утворення температури і акустичне випромінювання, а також не визначено закономірності зміни розподілу витрат енергії в залежності від стадії роботи пари тертя - стадія сталого зношування, стадія катастрофічного зношування.В той же час, відомо, що працездатність фрикційного вузла, визначається досить тривалою стадією сталого зношування, яка передує стадії катастрофічного зношування. При цьому для стадії сталого зношування характерним є стабілізація інтенсивності зношування з поступовим її зростанням протягом досить тривалого часу і наступним її переходом на стадію катастрофічного зношування з виникненням задирання та руйнування фрикційного вузла. Такій закономірності процесу зношування відповідають і закономірності зміни температури і акустичного випромінювання. Однак стрибкоподібне зростання параметрів акустичного випромінювання фіксується значно раніше, ніж стрибкоподібне зростання температури, і таке зростання параметрів акустичного випромінювання спостерігається на етапі, який значно передує етапу виникнення задирання фрикційного вузла, тобто існує різниця у моментах часу зростання параметрів акустичного випромінювання і зростання температури. Це, як показують дослідження, пов'язано з високою чутливістю акустичної емісії до зміни механізмів тертя та зношування поверхонь фрикційного контакту на мікрорівні, які значно передують у часі моменту виникнення задирання вузла тертя. Безумовно, що у такі моменти повинна зростати і температура у зоні фрикційного контакту, що не фіксується за вимірюванням температури з використанням термопар. 2 UA 70883 U 5 10 15 20 25 30 35 40 45 50 55 В той же час, як показують експериментальні дослідження, на стадії сталого зношування спостерігається поступове зростання температури і інтенсивності акустичного випромінювання (його параметрів - усередненої амплітуди, енергії, тощо), що відповідає існуючим уявленням про зношування поверхневих шарів матеріалів, тобто відповідає поступовому зростанню інтенсивності зношування. Згідно з експериментальними даними, таке зростання аналізованих параметрів в часі на стадії сталого зношування носить практично лінійних характер (фіг. 1). Аналіз отриманих даних (фіг. 1) показав існування взаємозв'язку між усередненою амплітудою результуючого сигналу акустичної емісії і температурою у зоні фрикційного контакту (фіг. 2). Такий зв'язок описується лінійною функцією виду (1) U A BT , де U - усереднена амплітуда результуючого сигналу акустичної емісії; T - температура у зоні фрикційного контакту; A , B , - константи, значення яких дорівнюють: A=2,3401; B=0,02833. При цьому статистичний аналіз отриманої залежності (фіг. 2, а) показав, що вона описується виразом (1) з імовірністю 0,97049 і стандартним відхиленням s=0,02665. Безумовно, що існує і залежність, зворотна виразу (1), тобто зворотний взаємозв'язок між температурою у зоні фрикційного контакту і усередненою амплітудою результуючого сигналу акустичної емісії, який також описується лінійною функцією виду (2) T C DU , де T - температура у зоні фрикційного контакту; U - усереднена амплітуда результуючого сигналу акустичної емісії; C , D - константи, значення яких дорівнюють: С=-75,2612; D=33,2416. При цьому статистичний аналіз зворотної залежності показав, що вона описується виразом (2) з імовірністю 0,97049 і стандартним відхиленням s=0,193. Отже при реєстрації результуючого сигналу акустичної емісії і слідкування за зміною його усередненої амплітуди дозволяє однозначно визначити температуру у фрикційному вузлі. При цьому відсутність інерційності в акустичному випромінюванні і, як наслідок, у реєстрованому результуючому сигналі акустичної емісії дозволяє більш достовірно визначати температуру у фрикційному вузлі. Крім того, збільшуються розрізнювальна здатність і точність по вимірюванню температури. Це обумовлено тим, що реєстрація результуючого сигналу акустичної емісії, на відміну від вимірювання напруги на виході термопари, проводиться з інтервалом дискретизації (часовим інтервалом перетворенням аналогового сигналу у цифрові коди), який знаходиться у межах 10 мкс - 15 мкс. За таких умов можливий вибір інтервалу часу усереднення результуючого сигналу акустичної емісії, величина якого буде визначатися необхідною розрізнювальною здатністю за часом. В будь-якому випадку він значно менший, ніж час проведення вимірювань напруги на виході термопари. Наприклад, для стандартних термопар типу хромель-алюмель, хромель-капель, платина-платина-родій та інших рекомендований час установки значення на виході термопари для проведення вимірювань складає порядку від 0,5 с до 1,0 с і більше. При реєстрації результуючого сигналу акустичної емісії за умови усереднення його амплітуди на інтервалі 20 мс (при інтервалі дискретизації 10 мкс) розрізнювальна здатність за часом збільшується мінімум у 25 разів. При цьому збільшується розрізнювальна здатність за температурою. Це обумовлено тим, що зміна амплітуди результуючого сигналу АЕ, як показують експерименти, спостерігається у діапазоні величин від одиниць десятків мілівольт до десяти вольт, в той час як, зміна напруги на виході термопар спостерігається у діапазоні одиниць десятків мілівольт, тобто розрізнювальна здатність за акустичною емісією збільшується у десятки разів. Таким чином, не викликає сумнівів, що використання контролю усередненої амплітуди результуючого сигналу акустичної емісії є ефективним способом визначення температури у фрикційних вузлах. При цьому відсутність інерційності акустичного випромінювання, значна розрізнювальна здатність за часом і амплітудою забезпечують підвищення достовірності визначення температури у фрикційному вузлі. Крім того, висока чутливість акустичної емісії до мікропроцесів руйнування, і, як наслідок, висока достовірність визначення температури дозволяють значно раніше визначати її підвищення (стрибки), відносно до моменту виникнення необоротного пошкодження поверхонь фрикційного контакту. Як показали дослідження, момент значного зростання температури (початкова стадія переходу до катастрофічного зношування) фіксується на 15 %…25 % раніше, ніж за результатами вимірювання температури з використанням термопар. Це дозволяє попередити необоротне ушкодження поверхонь фрикційного контакту, і, як наслідок, збільшити імовірність відновлення спряжених поверхонь та подовження строків експлуатації фрикційних вузлів, тобто своєчасно вилучити їх з роботи, значно зменшити фінансові, матеріальні та часові витрати на відновлення та ремонт. Крім того, використання акустичної емісії значно спрощує 3 UA 70883 U 5 10 15 20 25 30 35 40 45 50 55 60 технологічність вимірювання температури у фрикційному вузлі без впливу на сам фрикційний вузол. Спосіб проілюстровано на фіг.1, фіг. 2, фіг. 3, де на фіг. 1 показано графіки зміни температури і усередненої амплітуди результуючого сигналу акустичної емісії в часі на стадії сталого зношування при випробуванні фрикційного вузла за конструктивною схемою „дискдиск", нерухомий зразок якого виготовлено зі сталі 30ХГСА, а рухомий зразок - зі сплаву Д16 з твердосплавним покриттям ВК6: 1 - графік зміни температури в часі; 2 - графік зміни усередненої амплітуди результуючого сигналу акустичної емісії в часі; на фіг. 2 показано графік взаємозв'язку усередненої амплітуди результуючого сигналу акустичної емісії із температурою на стадії сталого зношування при випробуванні фрикційного вузла за конструктивною схемою „диск-диск", нерухомий зразок якого виготовлено зі сталі 30ХГСА, а рухомий зразок - зі сплаву Д16 з твердосплавним покриттям ВК6; на фіг. 3 показано графіки зміни температури в часі, які визначено за результатами обробки усередненої амплітуди результуючого сигналу акустичної емісії та сигналу на виході термопари типу хромель-алюмель на стадіях сталого та катастрофічного зношування при випробуванні фрикційного вузла за конструктивною схемою „диск-диск", нерухомий зразок якого виготовлено зі сталі 30ХГСА, а рухомий зразок - зі сплаву Д16 з твердосплавним покриттям ВК6: 1 - графік зміни температури в часі за результатами обробки усередненої амплітуди результуючого сигналу акустичної емісії; 2 - графік зміни температури в часі за результатами обробки сигналу на виході термопари типу хромельалюмель; І - стадія, що відноситься до стадії сталого зношування; II - стадія, що відноситься до стадії необоротного (катастрофічного) зношування; А — точка, що відповідає зростанню (стрибку) температури, яка визначається за усередненою амплітудою результуючого сигналу акустичної емісії, тобто точка, яка відповідає фіксації початкового етапу виникнення задирання фрикційного вузла; В - точка, що відповідає стрибкоподібному зростанню температури, яка визначається за усередненою амплітудою результуючого сигналу акустичної емісії, тобто точка, яка відповідає моменту виникнення задирання фрикційного вузла; С - точка, що відповідає стрибкоподібному зростанню температури, яка визначається за сигналом на виході термопари, тобто відповідає моменту виникнення задирання фрикційного вузла; D - точка зупинки випробувань (зупинки роботи машини тертя). Приклад конкретної реалізації способу, що заявляється. Визначалась температура у фрикційному вузлі, який працює за конструктивною схемою „диск-диск". У відповідності до схеми випробувань, один із зразків фрикційного вузла був нерухомим, а другий зразок встановлювався в патрон на шпинделі машини тертя СМТ-1, і обертався із заданою постійною швидкістю. Зразки являли собою втулки з тертям площі торцевих сторін. Рухомий зразок був виготовлений зі сплаву Діб з твердосплавним покриттям ВК6, а нерухомий зразок - зі сталі 30ХГСА. Розміри зразків складали: зовнішній діаметр 28 мм; внутрішній діаметр 20 мм; товщина стінки 8 мм; висота 22 мм. Швидкість обертання приводного вала машини тертя СМТ-1 складала 500 об/хв. Осьове робоче навантаження на фрикційний вузол складало 450 Н. Як мастильне середовище використовувалося мастило М10Г2К. Витрата мастила складала 1,2 л./год. При випробуваннях проводилась реєстрація результуючого сигналу акустичної емісії з визначенням температури за результатами обробки його усередненої амплітуди та температури за результатами обробки сигналу на виході термопари. Для реєстрації результуючого сигналу акустичної емісії було застосовано перетворювач, який виготовлено із п'єзокераміки ЦТС-19. Перетворювач встановлювався на нерухомому зразку фрикційного вузла. Сигнали з виходу перетворювача підсилювалися, а потім вимірювалися та оброблялися з використанням акусто-емісійної системи. Результат вимірювання параметрів реєстрованого результуючого сигналу акустичної емісії представлявся у вигляді графічної залежності зміни температури в часі. При цьому проводилося порівняння результатів визначення температури за відомим способом і способом, що пропонується. Визначення температури за відомим способом проводилося за допомогою термопари типу хромель-алюмель. Для цього у нерухомому зразку було виконано отвір на відстані 1 мм від поверхні фрикційного контакту, в якому було розташовано робочій спай термопари. Електричний сигнал з виходу термопари вимірювався та оброблявся також з використанням акусто-емісійної системи. Результат вимірювання напруги на виході термопари представлявся у вигляді графічної залежності зміни температури в часі. Результати проведених випробувань наведено на фіг. 3, де показано графіки зміни температури в часі, які визначено за результатами обробки усередненої амплітуди результуючого сигналу акустичної емісії та сигналу на виході термопари типу хромель-алюмель на стадіях сталого та катастрофічного зношування при випробуванні фрикційного вузла за 4 UA 70883 U 5 10 15 20 25 30 35 40 45 50 55 60 конструктивною схемою „диск-диск", нерухомий зразок якого виготовлено зі сталі 30ХГСА, а рухомий зразок - зі сплаву Д16 з твердосплавним покриттям ВК6: 1 - графік зміни температури в часі за результатами обробки усередненої амплітуди результуючого сигналу акустичної емісії; 2 - графік зміни температури в часі за результатами обробки сигналу на виході термопари типу хромель-алюмель; І - стадія, яка належить до стадії сталого зношування; II - стадія, що належить до стадії необоротного (катастрофічного) зношування; А - точка, що відповідає зростанню (стрибку) температури, яка визначається за усередненою амплітудою результуючого сигналу акустичної емісії, тобто точка, яка відповідає фіксації початкового етапу виникнення задирання фрикційного вузла; В - точка, що відповідає стрибкоподібному зростанню температури, яка визначається за усередненою амплітудою результуючого сигналу акустичної емісії, тобто точка, яка відповідає моменту виникнення задирання фрикційного вузла; С - точка, що відповідає стрибкоподібному зростанню температури, яка визначається за сигналом на виході термопари, тобто відповідає моменту виникнення задирання фрикційного вузла; D точка зупинки випробувань (зупинки роботи машини тертя). Результати проведених випробувань показали, що залежності зміни температури, які визначено за відомим способом та способом, що заявляється, подібні (1, 2, фіг. 3). При цьому на стадії сталого зношування до точки А (фіг. 3) вони практично співпадають. Однак графік зміни температури, який визначено за результатами обробки усередненої амплітуди результуючого сигналу акустичної емісії має більш порізану форму, що обумовлено стрибками температури при локальному руйнуванні фрикційних зв'язків на поверхнях тертя. Це відповідає існуючим уявленням про тертя та зношування поверхонь фрикційного контакту. В той же час, починаючи з точки А (фіг. 3) спостерігаються значні розбіжності в залежностях зміни температури за відомим способом і способом, що заявляється. За результатами обробки усередненої амплітуди результуючого сигналу акустичної емісії в точці А (фіг. 3) фіксується збільшення температури, що відповідає початковому етапу переходу пари тертя до катастрофічного зношування з наступним виникненням задирання. Причому момент переходу пари тертя до необоротного пошкодження (задирання) за визначенням температури з використанням способу, що заявляється, коли спостерігається різке стрибкоподібне зростання температури (точка В, фіг. 3), фіксується значно раніше, ніж стрибкоподібне зростання температури, що фіксується за результатами обробки сигналу на виході термопари (точка С, фіг. 3), тобто за відомим способом. Слід відмітити, що існує і значна розбіжність у температурах після виникнення задирання. В момент часу, який відповідає точці D, тобто після зупинки випробувань (зупинки машини тертя) протягом 2 секунд було проведено миттєве вимірювання температури безпосередньо в точці фрикційного контакту поверхонь тертя за допомогою додаткової термопари хромель-алюмель (робочий спай термопари мав безпосередній контакт в точці поверхонь контакту зразків пари тертя). Отримані результати показали, що у даний момент часу в точці вимірювання, тобто в точці безпосереднього фрикційного контакту, була температура, значення якої дорівнювало TD=134,2 °C. За результатами вимірювання температури у точці D (фіг.3) з використанням способу, що пропонується (крива 1, фіг. 3), температура у вузлі тертя складала 139,4 °C, а за відомим способом (крива 2, фіг. 3) - 96,4 °C. Для способу, що пропонується це відхилення температури складає 3,9 %, а для відомого способу - 28,2 %. Слід відмітити, що за способом, який пропонується початковий етап переходу пари тертя до катастрофічного зношування, тобто до етапу, коли ще відсутнє необоротне ушкодження поверхонь тертя але вже спостерігається зростання температури, а також сам момент задирання фіксується, відповідно, на 15 % і 3 % раніше за часом, ніж фіксація стрибкоподібного зростання температури за відомим способом. Таким чином, не викликає сумнівів, що використання вимірювання усередненої амплітуди результуючого сигналу акустичної емісії є ефективним способом визначення температури у фрикційних вузлах. Це забезпечує підвищення достовірності, точності і розрізнювальної здатності визначення температури у фрикційному вузлі без впливу на сам вузол, дозволяє попередити необоротне ушкодження поверхонь фрикційного контакту та ушкодження інших елементів фрикційного вузла, і, як наслідок, проводити його ремонт та подовжити строки експлуатації. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб визначення температури контактної взаємодії поверхонь вузла тертя, що включає навантаження вузла тертя з одночасним визначенням характеристик, за якими роблять висновки про температуру контактної взаємодії поверхонь вузла тертя, який відрізняється тим, що як вищезгадані характеристики реєструють випромінювання сигналів акустичної емісії, а 5 UA 70883 U температуру контактної взаємодії поверхонь вузла тертя визначають за усередненою амплітудою реєстрованого результуючого сигналу акустичної емісії. 6 UA 70883 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП ―Український інститут промислової власності‖, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determination of temperature of contact interaction of surfaces of a friction unit
Автори англійськоюFilonenko Serhii Fedorovych, Kosmach Oleksandr Pavlovych, Kosytska Tetiana Mykolaivna
Назва патенту російськоюСпособ определения температуры контактного взаимодействия поверхностей узла трения
Автори російськоюФилоненко Сергей Федорович, Космач Александр Павлович, Косицкая Татьяна Николаевна
МПК / Мітки
МПК: G01N 3/56, G01N 29/04
Мітки: визначення, вузла, спосіб, температури, тертя, поверхонь, контактної, взаємодії
Код посилання
<a href="https://ua.patents.su/9-70883-sposib-viznachennya-temperaturi-kontaktno-vzaehmodi-poverkhon-vuzla-tertya.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення температури контактної взаємодії поверхонь вузла тертя</a>
Елемент вузла тертя та спосіб виготовлення елемента вузла тертя
Номер патенту: 81237
Опубліковано: 25.12.2007
Автори: Романов Дмитро Сергійович, Романов Сергій Михайлович
МПК: B22F 7/04
Мітки: вузла, елемент, тертя, спосіб, елемента, виготовлення
Формула / Реферат:
1. Елемент вузла тертя, що включає несучий елемент, антифрикційний шар на основі міді і проміжний шар на основі заліза і міді, який відрізняється тим, що проміжний шар додатково містить ферофосфор, при наступному співвідношенні компонентів проміжного шару, мас. %: залізо 55-74,6 мідь 25,39-40 ферофосфор 0,01-5. 2. Елемент вузла тертя...
Спосіб виготовлення антифрикційного матеріалу, елемент вузла тертя і спосіб виготовлення елемента вузла тертя
Номер патенту: 50371
Опубліковано: 15.10.2002
Автори: Романов Сергій Михайлович, Романов Дмитро Сергійович
Мітки: вузла, тертя, антифрикційного, матеріалу, спосіб, елемент, елемента, виготовлення
Формула / Реферат:
Спосіб утеплення чавуна в чавуновізних ковшах, що включає введення в ківш відходів виробництва вторинного алюмінію, який відрізняється тим, що введення відходів починають при наповненні ковша на 1/5-1/3 його висоти, а закінчують при наповненні ковша на 1/2-3/4 його висоти, причому введення відходів здійснюють окремими порціями по 0,2-0,7 кг на тонну чавуна в контейнерах з матеріалу, що має температуру плавлення рівну 0,06-0,18 від температури...
Пристрій для визначення коефіцієнту тертя змащених поверхонь
Номер патенту: 7822
Опубліковано: 15.07.2005
Автор: Диха Олександр Володимирович
МПК: F16H 57/04, G01N 19/02
Мітки: пристрій, змащених, визначення, поверхонь, тертя, коефіцієнту
Формула / Реферат:
Пристрій маятникового типу для визначення коефіцієнту тертя змащених поверхонь, який містить підвіс, що вільно коливається на горизонтальній осі і на нижньому кінці якого розташована сталева кулька, яка є контртілом при терті по плоскому змащеному зразку, який відрізняється тим, що він оснащений напрямним елементом, розташованим у корпусі підвіса, що дає можливість визначати коефіцієнт тертя між змащеними поверхнями, які мають...
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму
Номер патенту: 5683
Опубліковано: 15.03.2005
Автори: Лабунець Василь Федорович, Кудрін Анатолій Павлович, Марчук Володимир Єфремович, Гресько Володимир Ларіонович, Шульга Іван Федорович
МПК: B23H 7/00
Мітки: поверхонь, деталей, обробки, тертя, електроіскровим, струмопровідних, струму, джерелом, спосіб
Формула / Реферат:
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму, що включає встановлення деталі на верстат для електроіскрової обробки, утворення електродом-інструментом (катодом) заглиблень на поверхні тертя деталі, щоб зменшити зношування поверхні тертя, оброблюючи електродом-інструментом (анодом) поверхню тертя деталі, покривають шарами металів, що підвищують зношування, який відрізняється тим, що утворені...
Спосіб безрозбірного відновлення поверхонь тертя трибосистем

Номер патенту: 41896
Опубліковано: 10.06.2009
Автори: Войтов Віктор Анатолійович, Білик Артем Петрович, Стадниченко Микола Григорович, Стадниченко В'ячеслав Миколайович
МПК: B23P 6/00, C23C 24/00, C10M 125/30
Мітки: відновлення, тертя, спосіб, безрозбірного, трибосистем, поверхонь
Формула / Реферат:
Спосіб безрозбірного відновлення поверхонь тертя трибосистем, який включає приготування відновлювального складу добавок на основі мінеральних речовин та каталізаторів, їх подачу в зону тертя за допомогою робочої рідини і припрацювання пари тертя, який відрізняється тим, що підготовку відновлювального складу здійснюють в два етапи: спочатку готують першу частину відновлювального складу на основі мінеральних речовин, а потім окремо готують...
Попередній патент: Спосіб підвищення безпеки виконання посадки літального апарата в умовах невизначеності
Наступний патент: Захисний одяг медичного персоналу операційного блока
Випадковий патент: Новітня технологія виготовлення демонстраційних навчальних та музейних натуральних препаратів органів дихання