Спосіб періодичного подовження електрода електродугової печі та електрод електродугової печі
Формула / Реферат
1. Спосіб періодичного подовження електрода електродугової печі, що включає згвинчування на діючий електрод електродної колони нового електрода за допомогою ніпеля з різьбою, що має подовжній наскрізний отвір, який відрізняється тим, що в отвір ніпеля вставляють східчастий металевий стрижень таким чином, що більший діаметр стрижня розташовується в порожнині нового електрода, при цьому температура плавлення матеріалу стрижня нижча за робочу температуру електрода в печі, його електроопір нижчий, ніж у матеріалів електрода і ніпеля, а об'єм стрижня вибирають таким чином, що після його розплавлення метал цілком заповнює порожнини між ніпелем і діючим електродом після їхнього згвинчування, порожнину подовжнього наскрізного отвору в ніпелі, а також принаймні порожнину між ніпелем і дном ніпельного гнізда нового електрода і частково додаткову порожнину, передбачену в ніпельному дні нового електрода, при цьому утворювану газову суміш у вільному від рідкого металу просторі додаткової порожнини нового електрода виводять у робочий простір печі через передбачені в тілі електрода отвори.
2. Спосіб за п. 1, який відрізняється тим, що як метал стрижня використовують алюміній.
3. Спосіб за п. 1, який відрізняється тим, що як метал стрижня використовують мідь.
4. Спосіб за п. 1, який відрізняється тим, що східчастий стрижень підтискають згори донизу до ніпеля.
5. Спосіб за п. 4, який відрізняється тим, що східчастий стрижень підтискають до ніпеля пружиною, виконаною з того самого металу, що й стрижень.
6. Спосіб за п. 4, який відрізняється тим, що східчастий стрижень підтискають до ніпеля металевою стружкою і/або гранулами, отриманими з того самого металу, що й стрижень.
7. Спосіб за п. 4, який відрізняється тим, що східчастий стрижень підтискають до ніпеля ущільнюваною речовиною, що згоряє при робочій температурі електрода в електродуговій печі.
8. Електрод електродугової печі, що містить ніпельні гнізда з обох сторін електрода, що закінчуються додатковими ділянками без різьби, в дні ніпельного гнізда, по його центру, щонайменше з однієї сторони електрода, а щонайбільше з обох його сторін виконані додаткові порожнини без різьби, при цьому глибина і діаметр порожнини з однієї зі сторін електрода мають більші значення і ця порожнина сполучена із зовнішньою поверхнею електрода за допомогою отворів.
9. Електрод за п. 8, який відрізняється тим, що отвори, які з'єднують додаткову порожнину із зовнішньою поверхнею електрода, виконані нахиленими, з нахилом до бічної поверхні електрода.
Текст
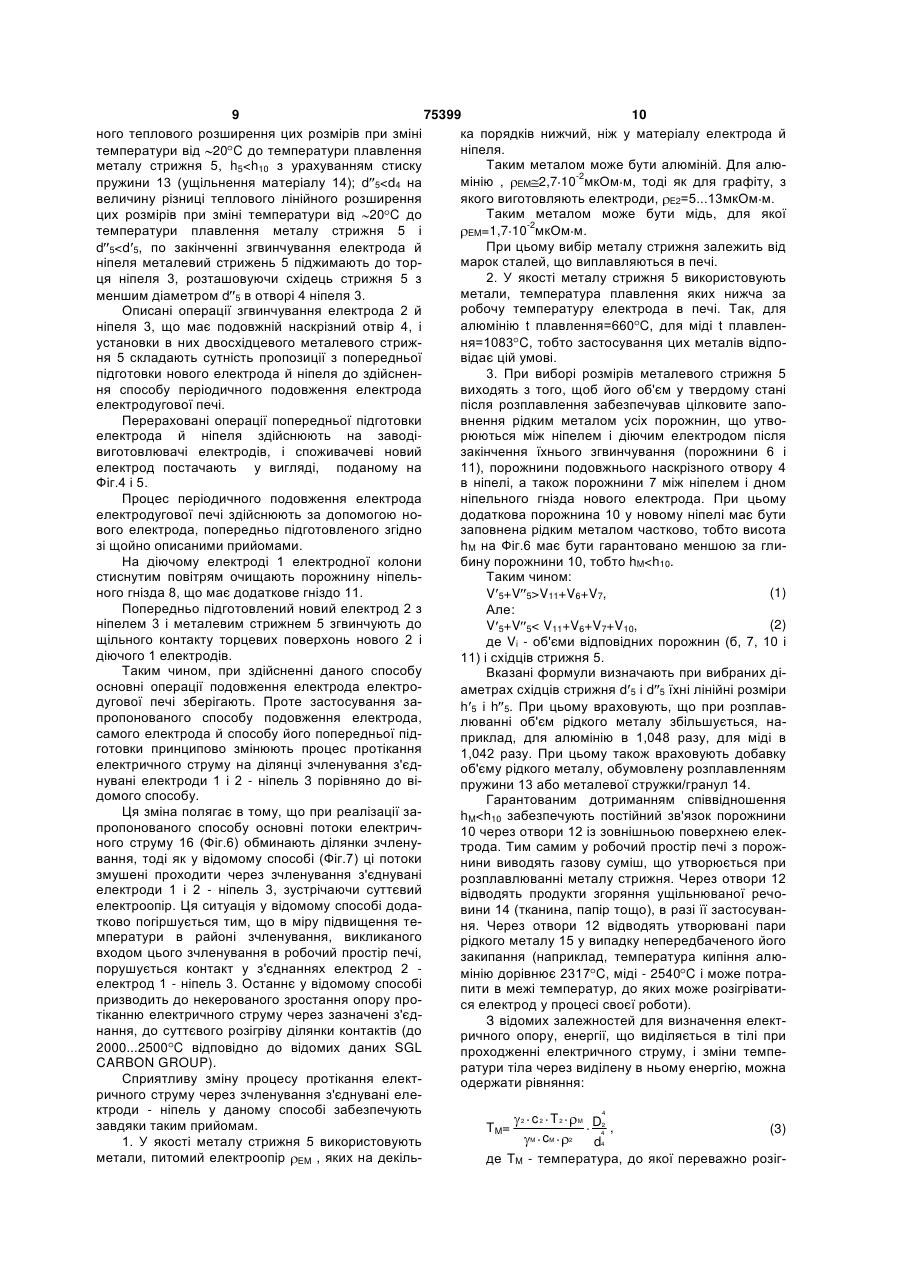
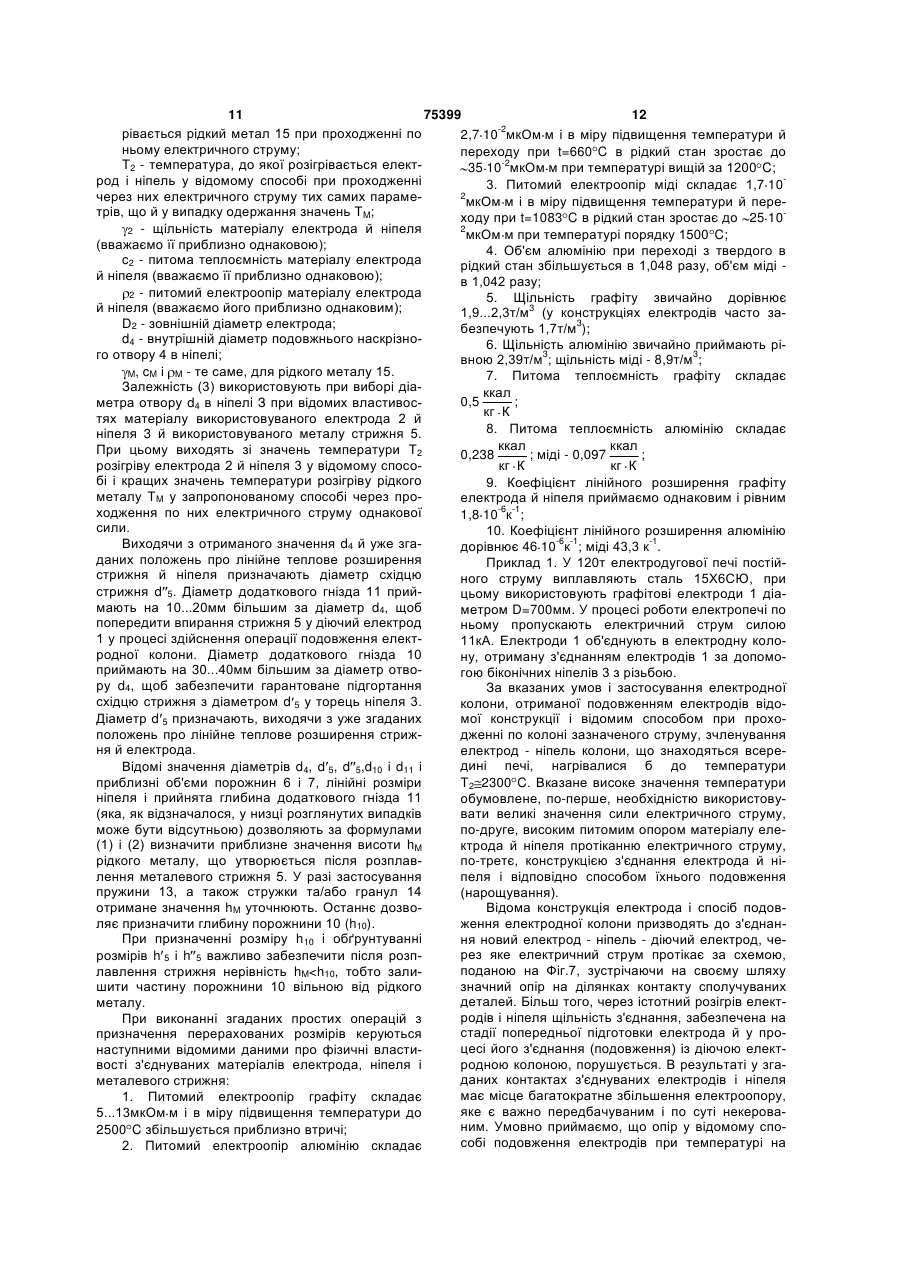
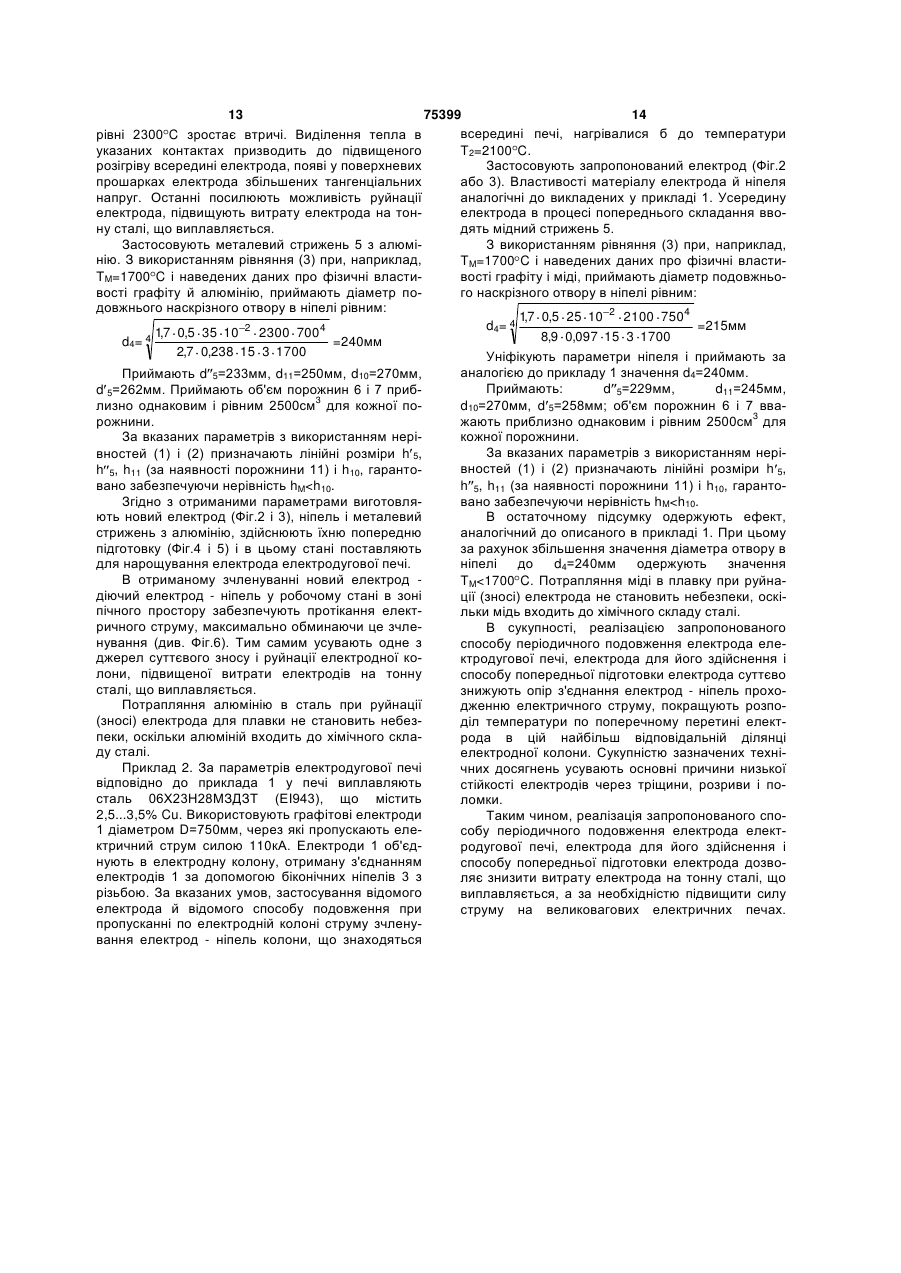
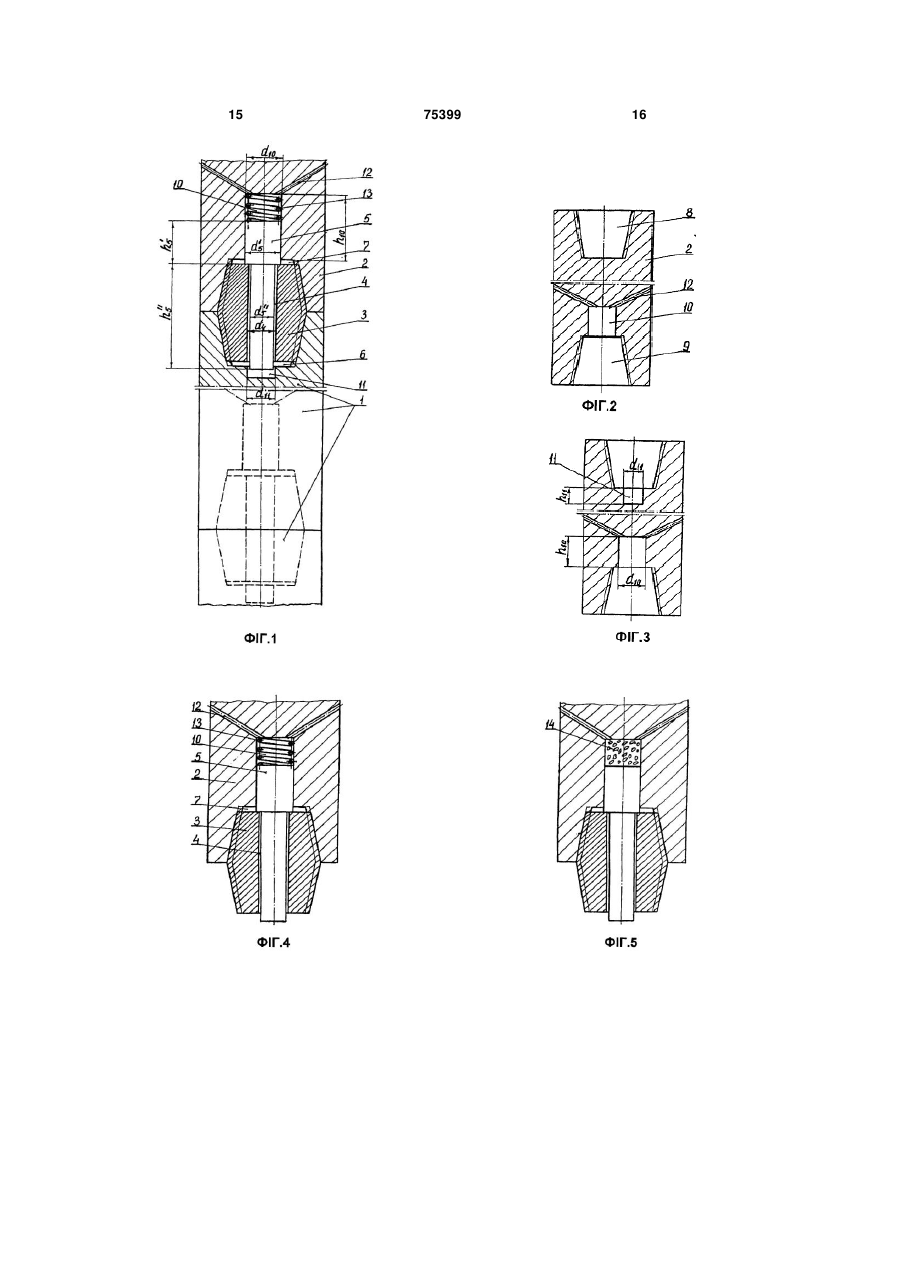
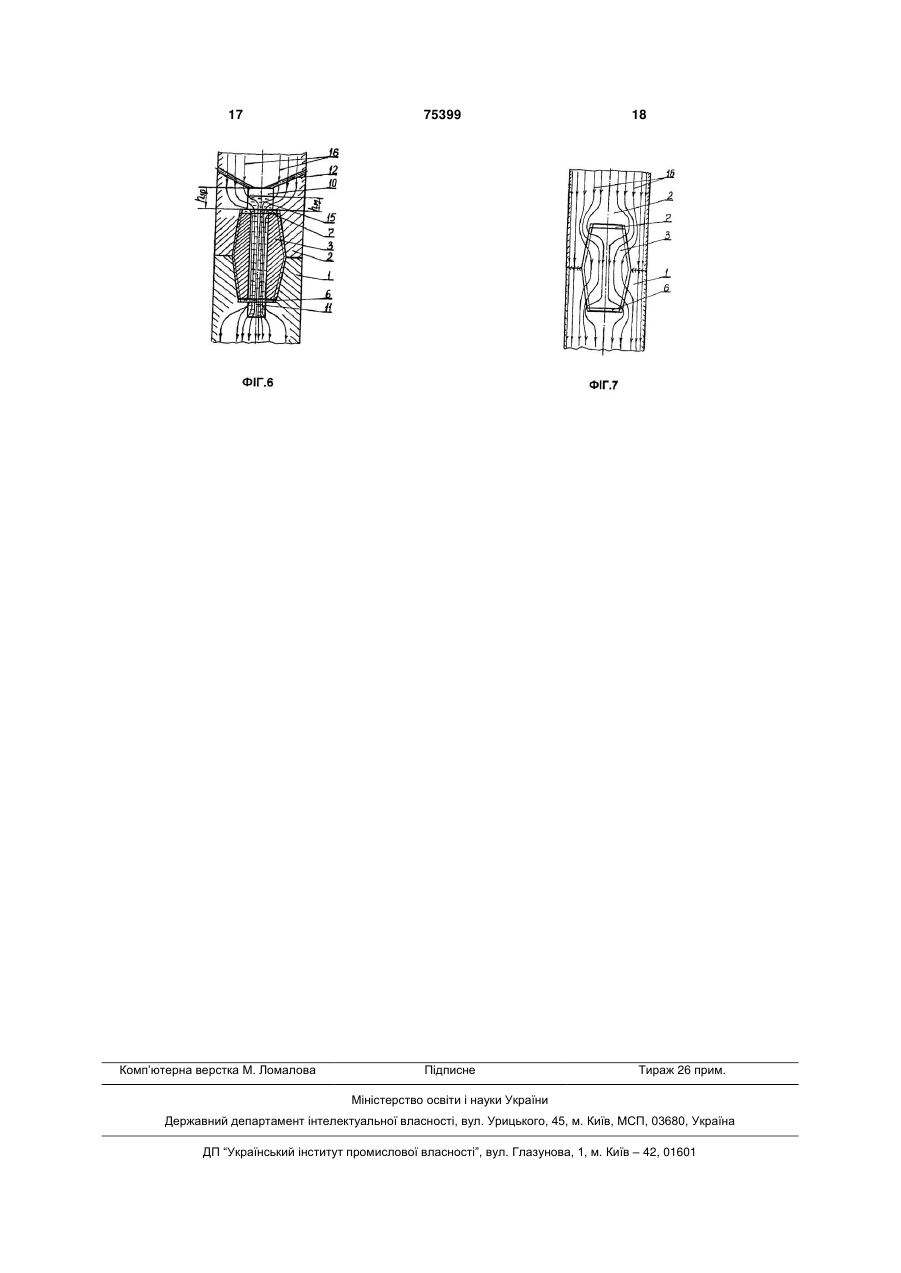
1. Спосіб періодичного подовження електрода електродугової печі, що включає згвинчування на діючий електрод електродної колони нового електрода за допомогою ніпеля з різьбою, що має подовжній наскрізний отвір, який відрізняється тим, що в отвір ніпеля вставляють східчастий металевий стрижень таким чином, що більший діаметр стрижня розташовується в порожнині нового електрода, при цьому температура плавлення матеріалу стрижня нижча за робочу температуру електрода в печі, його електроопір нижчий, ніж у матеріалів електрода і ніпеля, а об'єм стрижня вибирають таким чином, що після його розплавлення метал цілком заповнює порожнини між ніпелем і діючим електродом після їхнього згвинчування, порожнину подовжнього наскрізного отвору в ніпелі, а також принаймні порожнину між ніпелем і дном ніпельного гнізда нового електрода і частково додаткову порожнину, передбачену в ніпель C2 2 (19) 1 3 75399 4 ніпеля з діючим електродом цієї колони. го електричного опору. Отже, при реалізації цього Від застосованого способу періодичного подовідомого способу має місце незначне зниження вження електрода електродної колони, від викориенергії, що виділяється у розглядуваному зчленустовуваних при цьому електрода і ніпеля, залеванні електроди - ніпель, і, таким чином, відбуважить специфіка протікання електричного струму ється істотний розігрів електрода в робочій зоні через місце стику (з'єднання) електродів, яка у електродугової печі. свою чергу визначає тепло, що виділяється на цій Запропонований спосіб періодичного подовділянці електродної колони, і, відповідно, рівень ження електрода електродугової печі позбавлений розігріву електрода в процесі його роботи. Високі указаних недоліків. У ньому передбачено істотне температури нагрівання електрода в електродугозниження опору протіканню електричного струму у вій печі істотно підвищують його знос, збільшують зчленуванні: з'єднувані електроди - ніпель. Тим витрату дорогих електродів на тонну сталі, що самим зменшена величина енергії, що виділяється виплавляється. Спосіб попередньої підготовки в цьому зчленуванні через проходження по ньому електрода має важливе значення при практичній електричного струму, завдяки чому знижена темреалізації способу періодичного подовження елекпература розігріву з'єднуваних елементів при ротрода електродугової печі. боті в електродуговій печі. Вказане знижує три Відомий спосіб періодичного подовження елевідомих компоненти витрати електродів: окислюктрода електродугової печі, що включає згвинчування бічної поверхні, механічні поломки, втрати у вання на діючий електрод електродної колони завигляді кінцевих огарків. здалегідь підготовленого біконічного ніпелю з Перелічені технічні результати досягаються за різьбою [див., наприклад, "The CESO processing рахунок того, що в способі періодичного подовchain for the optimization of the graphite electrode ження електрода електродугової печі, що включає columns". News and Recommendations for AC u DC згвинчування на діючий електрод електродної коArc Furnace Applications фірми SGL CARBON лони попередньо підготовленого нового електрода GROUP, January, 1999, p.3-6]. й ніпеля з різьбою, що має подовжній наскрізний У відомому способі вирішується задача макотвір, у якому розміщують речовину, що її темпесимального зменшення зусиль попереднього наратура плавлення нижча за робочу температуру пруження з'єднання електродів, що знижують їхню електрода в печі, відповідно до пропозиції в поропрацездатність, шляхом керування процесом згвижнину ніпеля розміщують металевий стрижень з нчування з'єднуваних електродів. металу, питомий електроопір якого на декілька Основним недоліком відомого способу є зберіпорядків нижчий, ніж у матеріалу електрода й нігання традиційних шляхів протікання електричного пеля, при цьому об'єм металевого стрижня забезструму через ділянку зчленування електроди печують таким, щоб після його розплавлення цілніпель. Таким чином, у відомому способі не виріком заповнити рідким металом порожнини, що шується задача поліпшення протікання електричутворюються між ніпелем і діючим електродом ного струму на ділянці зчленування електроди після закінчення їхнього згвинчування, і порожнину ніпель, що призводить до підвищеного виділення подовжнього наскрізного отвору в ніпелі, а також тепла в цьому районі електродної дуги через доміж ніпелем і дном ніпельного гнізда нового електдатковий опір у контактах електрод - ніпель - елекрода, і частково заповнити додаткову порожнину, трод. Підвищені температури розігріву електродів передбачену в ніпельному дні нового електрода, збільшують їхній знос. при цьому утворювану газову суміш у вільному від Відомий спосіб періодичного подовження елерідкого металу просторі додаткової порожнини ктрода електродугової печі, що включає згвинчунового електрода виводять у робочий простір печі вання на діючий електрод електродної колони зачерез передбачені в тілі електрода отвори. До того здалегідь підготовленого нового електрода і ж, у порожнині ніпеля розміщують металевий ніпеля з різьбою, що має подовжній наскрізний стрижень з алюмінію. Крім того, в порожнині ніпеля отвір, у який розміщують речовину, що її темперарозміщують металевий стрижень з міді. тура плавлення нижча за робочу температуру елеВідомий електрод електродугової печі, що має ктрода в печі [див., наприклад, патент ФРН ніпельне гніздо з обох своїх сторін і визначеної №2203226, Н05 В7/14 від 24.01.72]. Речовиною, форми обриси порожнини в донній частині цього що вміщується в подовжній наскрізний отвір ніпегнізда [див., наприклад, патент США №4161169 від ля, є смола, що при роботі електродугової печі 11.11.1977р., Н05 В7/14]. коксується і зчленовує електроди і ніпель у єдине Недоліком відомого електрода є відсутність ціле. технічного вирішення, що дозволяє після його За сукупністю суттєвих ознак відомий спосіб з'єднання з діючим електродом електродугової періодичного подовження електрода найбільш печі поліпшити умови протікання електричного близький до запропонованого, тому прийнятий за струму через зчленування електроди - ніпель. прототип. Відомий електрод електродугової печі, що має Суттєвий недолік відомого способу полягає в ніпельні гнізда з обох сторін електрода, що закінйого низькій ефективності у вирішенні задачі зничуються ділянкою без різьби [див., наприклад, паження електричного опору в зчленуванні діючий тент Російської Федерації №2037984, Н05 В7/14 електрод - ніпель - новий електрод. Відзначений від 14.07.1992р., опубл. 19.06.95. Бюл. №17]. недолік обумовлений тим, що коксівний матеріал, За сукупністю суттєвих ознак цей відомий елещо утворюється зі смоли, і матеріали електрода й ктрод найбільш близький до запропонованого еленіпеля в кінцевому вигляді мають одну природу, ктрода, тому прийнятий за прототип. тому мають практично близькі параметри питомоСуттєвим недоліком відомого електрода є від 5 75399 6 сутність у його конструкції технічного вирішення, дозволяють при експлуатації електрода в електщо дозволяє після з'єднання електрода з діючим родуговій печі суттєво знизити розігрів електродів електродом електродугової печі поліпшити умови на ділянці зчленування електроди - ніпель і на цій протікання електричного струму у зчленуванні основі підвищити працездатність електрода. з'єднуваних електродів - ніпеля. В результаті при Перераховані технічні результати досягаються роботі електрода в електродуговій печі в цьому за рахунок того, що в способі періодичного подовзчленуванні має місце підвищений опір протіканню ження електрода електродугової печі, який вклюелектричного струму, виділяється додаткова енерчає згвинчування на діючий електрод електродної гія, яка призводить до збільшення розігріву місця колони нового електрода за допомогою ніпеля з стику й ніпеля. Останнє погіршує умови роботи різьбою, що має подовжній наскрізний отвір, в електрода, знижує його працездатність. отвір ніпеля вставляють східцевий металевий Запропонований електрод позбавлений зазнастрижень таким чином, що більший діаметр стричених недоліків. У його конструкції передбачене жня розташовується в порожнині нового електротехнічне вирішення, що дозволяє після з'єднання да, при цьому температура плавлення матеріалу електрода з електродуговою колоною суттєво знистрижня нижча за робочу температуру електрода зити опір протіканню електричного струму в зчлев печі, а його електроопір нижче, ніж у матеріалів нуванні електроди - ніпель. Останнє дозволяє при електрода й ніпеля. Об'єм стрижня вибирають експлуатації електрода знизити загальний рівень таким чином, що після його розплавлення метал температури розігріву електродів і ніпеля в їхньоцілком заповнює порожнини між ніпелем і діючим му зчленуванні і на цій основі зменшити складові електродом після їхнього згвинчування, порожнину підвищеної витрати електрода. подовжнього наскрізного отвору в ніпелі, а також, Перераховані технічні результати досягаються щонайменше, порожнину між ніпелем і дном ніпеза рахунок того, що в електроді для здійснення льного гнізда нового електрода. В якості металу способу періодичного подовження електрода елестрижня використовують алюміній або мідь. Східктродугової печі, що містить ніпельні гнізда з обох цевий стрижень піджимають згори донизу до ніпесторін електрода, що закінчуються додатковими лю пружиною, виконаною з того самого металу, що ділянками без різьби, відповідно до пропозиції в і стрижень, або металевою стружкою і/або гранудні ніпельного гнізда, по його центру, щонайменше лами, отриманими з того самого металу, що й з однієї сторони електрода, а найбільше з обох стрижень, або ущільнюваною речовиною, яка згойого сторін виконані додаткові порожнини без ряє при робочій температурі електрода в електрорізьби, при цьому глибина і діаметр порожнини з дуговій печі. однієї зі сторін електрода мають більші значення і В електроді електродугової печі, що має конічця порожнина сполучена із зовнішньою поверхнею ні ніпельні гнізда, виконані з обох сторін електроелектрода за допомогою отворів. Причому отвори, да, в дні принаймні одного ніпельного гнізда, викощо з'єднують додаткову порожнину із зовнішньою нане додаткове гніздо. поверхнею електрода, виконані нахиленими, з Додаткові гнізда можуть бути виконані в обох нахилом до іншої сторони електрода. ніпельних гніздах. Крім того, додаткові гнізда моВідомий спосіб попередньої підготовки електжуть бути виконані циліндричними різного діаметрода для здійснення періодичного подовження ра, при цьому в електроді виконані отвори, що електрода електродугової печі, що включає згвинз'єднують додаткове гніздо більшого діаметра з чування електрода з ніпелем, який має подовжній бічною поверхнею електрода, а отвори, що з'єднаскрізний отвір, у який розміщено речовину, що її нують додаткове гніздо більшого діаметра з бічтемпература нижча за робочу температуру електною поверхнею електрода, виконані нахиленими рода в печі [див., наприклад, уже згаданий патент щодо бічної поверхні електрода. ФРН № 2203226]. Спосіб періодичного подовження електрода За сукупністю суттєвих ознак відомий спосіб електродугової печі та електрод пояснюються крепопередньої підготовки електрода найбільш блисленнями. зький до запропонованого, тому прийнятий за проНа Фіг.1 показаний електрод після здійснення тотип. операції періодичного подовження електродної До переваг відомого способу відноситься поколони; мітне спрощення операції періодичного подовженна Фіг.2 і 3 - варіанти виконання електрода для ня електрода в промислових умовах експлуатації здійснення способу періодичного подовження елеелектродугової печі. Проте відомому способу приктродної колони; таманний суттєвий недолік, який полягає в тому, на Фіг.4 і 5 - варіанти здійснення способу; що в процесі попередньої підготовки електрода в на Фіг.6 - показані основні особливості протіньому відсутні прийоми, що забезпечують суттєве кання електричного струму в зчленуванні електрозниження опору протіканню електричного струму в ди - ніпель у запропонованому способі подовжензчленуванні електроди - ніпель при роботі електня електрода; рода в електродуговій печі. Цей недолік не дозвона Фіг.7 - показані основні особливості протіляє знизити рівень температур, до яких розігрівакання електричного струму в зчленуванні електроється електрод у вказаному зчленуванні, що в ди - ніпель у відомому способі подовження електсвою чергу знижує працездатність електрода. рода. Запропонований спосіб попередньої підготовЕлектродна колона електродугової печі має ки електрода використовує відзначені переваги декілька діючих електродів 1 (Фіг.1), з'єднаних за відомого способу, але позбавлений його недоліків. допомогою біконічного ніпеля з різьбою. За допоУ ньому передбачено здійснення прийомів, що могою нового електрода 2 і ніпеля 3 електродна 7 75399 8 колона періодично подовжується. Ніпель 3 має стрижня 5, пружини 13, стружки і (або) гранул 14 подовжній наскрізний отвір 4, в який вставлений забезпечують описане заповнення додаткових металевий стрижень 5 з металу, що має нижчий гнізд, що утворюються після закінчення згвинчупитомий електроопір порівняно до матеріалу елеквання з'єднуваних електродів 1 і 2 і ніпеля 3. трода й ніпеля і температуру плавлення, нижчу від Основні потоки електричного струму 16 при робочої температури електрода в печі. Між ніпереалізації пропозиції протікають через зчленуванлем 3 і діючим електродом 1 є порожнина 6, що ня з'єднуючі електроди 1 і 2 - ніпель 3 так, як покаможе бути вільною або частково заповненою резано на Фіг.6, при використанні відомого способу човиною, яка сприяє кращому з'єднанню ніпеля й як на Фіг.7. електрода. Аналогічна порожнина 7 є між новим Спосіб періодичного подовження електрода електродом 2 та ніпелем. Вона також може бути електродугової печі здійснюють таким чином. вільною або за аналогією до порожнини 6 частково В електроді 2 (Фіг.2 і 3) відомої конструкції (з заповненою аналогічною речовиною. графіту або вуглецю), який має з обох сторін однаЕлектрод 2 (Фіг.2 і 3) виконаний асиметричним кові ніпельні гнізда 8 і 9 з нарізаною різьбою, викопо довжині: він постачений двома однаковими нінують додаткові гнізда 10 і 11 по осі електрода, що пельними гніздами 8 і 9 і додатковими різними не мають різьби (Фіг.3). При цьому, якщо при погніздами без різьби 10 і 11. Причому електрод 2 дальшому згвинчуванні діючого електрода 1 з німоже містити тільки додаткове гніздо 10 з однієї пелем 3 (Фіг.1) у порожнину 6 не закладається його сторони (Фіг.2) або два додаткових гнізда 10 і речовина, що сприяє кращому з'єднанню ніпеля 3 і 11 (на Фіг.3) з двох сторін електрода. При цьому електрода 1, додаткове гніздо 11 в електроді може додаткове гніздо 10 має більший діаметр (d10>d11 не виконуватися (Фіг.2). на Фіг.3) і більшу глибину (h10>h11 на Фіг.3) порівДодаткові гнізда 10 і 11 виконані по центру дна няно до додаткового гнізда 11. Причому гніздо, що ніпельних гнізд 8 і 9, причому мають різні діаметмає більший діаметр і більшу глибину, тобто 10, у ральні розміри d10 і d11 і різну глибину h10 і h11. верхній своїй частині за допомогою отворів 12 Приймають d10>d11 і h10>h11. з'єднане із зовнішньою поверхнею електрода. ЗаДодаткове гніздо 10, у ближній до його дна чаздалегідь підготовлений електрод 2 і ніпель 3 місстині або з виводом на дно, за допомогою отворів тять у подовжньому наскрізному отворі 4 двосхід12 (число яких зазвичай не менше двох) з'єднують цевий металевий стрижень 5, один зі східців має із зовнішньою поверхнею. При цьому отвори 12 виконують нахиленими до бічної поверхні ніпельбільший діаметр d 5 порівняно до іншого, що його ного гнізда (Фіг.2 і 3). діаметр d 5 , тобто d 5>d 5 . При цьому діаметр d 5 Попередню підготовку електрода 2 (Фіг.2 і 3) стрижня 5 менший за діаметр d4 отвору в ніпелі 3 до експлуатації здійснюють таким чином. на величину лінійного розширення металу стрижня Електрод 2 згвинчують з ніпелем 3 (Фіг.4 і 5), при підвищенні температури від -20 C до темпераякий має подовжній наскрізний отвір 4 діаметром тури плавлення металу стрижня. Аналогічними d4. Згвинчування здійснюють стороною електрода положеннями керуються при визначенні діаметра 2, виконаною з додатковою порожниною 10, тобто d 5, тобто d 5
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode and a method for extending the electrode of an arc furnace
Автори англійськоюKhloponin Viktor Nikolaevich, SCHUMACHER EWALD
Назва патенту російськоюЭлектрод и способ удлинения электрода дуговой печи
Автори російськоюХлопонин Виктор Николаевич, Шумахер Эвальд
МПК / Мітки
Мітки: печі, подовження, електрод, електродугової, періодичного, електрода, спосіб
Код посилання
<a href="https://ua.patents.su/9-75399-sposib-periodichnogo-podovzhennya-elektroda-elektrodugovo-pechi-ta-elektrod-elektrodugovo-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб періодичного подовження електрода електродугової печі та електрод електродугової печі</a>
Склепіння електродугової печі
Номер патенту: 33139
Опубліковано: 15.02.2001
Автори: Торшін Анатолій Михайлович, Літвіненко Костянтин Миколайович
Мітки: електродугової, печі, склепіння
Формула / Реферат:
1. Склепіння електродугової печі, що містить водоохолоджувану центральну частину з електродними отворами, периферійну частину, газодинамічні ущільнювачі, кожний з яких виконаний у вигляді розташованого навколо електродного отвору кільцевого колектора з соплами, розміщеними тангенційно, вісь яких направлена під кутом до поздовжньої осі склепіння, яке відрізняється тим, що водоохолоджувана центральна частина склепіння виконана у вигляді...
Арка електродугової печі
Номер патенту: 2391
Опубліковано: 15.03.2004
Автори: Осадченко Ігор Георгійович, Шкода Віталій Антонович, Терехова Тетяна Олексіївна, Світковський Олексій Володимирович
МПК: F27D 1/02
Мітки: арка, печі, електродугової
Формула / Реферат:
1. Арка електродугової печі, що містить металевий корпус у вигляді герметичного короба П-подібної форми з парою трубопроводів підводу і трубопроводами відводу охолоджувальної води, яка відрізняється тим, що короб корпусу розділено перегородкою на дві камери, передню камеру, яка орієнтована зовні, і задню камеру, яка орієнтована до печі, при цьому камери сполучені між собою через пару проміжних труб, закріплених в верхній частині перегородки...
Спосіб керування силовим перетворювачем для живлення постійним струмом електродугової печі
Номер патенту: 35575
Опубліковано: 16.04.2001
Автори: Глінскі Крістоф, Дю Парк Жак, Вурштайсен Мішель
МПК: H05B 7/144
Мітки: силовим, живлення, електродугової, постійним, спосіб, печі, перетворювачем, струмом, керування
Формула / Реферат:
1. Способ управления силовым преобразователем для питания постоянным током электродуговой печи, содержащим по меньшей мере один трансформатор, первичная обмотка которого включена в трехфазную сеть переменного тока и по меньшей мере одна вторичная обмотка питает трехфазным током выпрямители, которые подают в нагрузку выпрямленные напряжение (Uдуг) и ток (Iдуг), причем выпрямители содержат возвратную схему и управляемые полупроводниковые...
Спосіб формування деформівного металевого продукту із витрачуваного електрода (варіанти), зливок, деформівний металевий продукт і витрачуваний електрод
Номер патенту: 39889
Опубліковано: 16.07.2001
Автори: ХУБЕР Луіс, Кумар Прабхат, ХІТЛІ Чарльз, ІНГЛМАН Роберт К., ФІШЕР Джон Г.
МПК: C22C 1/10, C22B 9/20, B23K 35/24, B23K 35/40, C22B 34/24, C22C 27/00, C22B 4/00
Мітки: зливок, електрод, формування, металевого, продукт, витрачуваний, варіанти, металевій, витрачуваного, електрода, спосіб, продукту, деформівного, деформівний
Формула / Реферат:
1. Способ формования деформируемого металлического продукта из расходуемого электрода, включающий формование тела расходуемого электрода из исходного металла с нанесением на его поверхность, по меньшей мере, первого слоя сплава, установку металлического тела электрода вблизи от тигля, имеющего заземляющий источник, индуцирование между телом электрода и заземляющим источником дугового разряда, создающего температуру, достаточную для...
Спосіб регулювання струму трифазної дугової електропечі та установка трифазної електродугової печі прямого нагрівання
Номер патенту: 26516
Опубліковано: 11.10.1999
Автори: ДЖЕНСІНІ ДЖАННІ, КОАССІН ДЖОВАННІ, Фраджакомо Ріккардо, МОРЕЛЛО ЛУЧАНО
МПК: H05B 7/144
Мітки: електропечі, трифазної, спосіб, дугової, нагрівання, струму, установка, печі, електродугової, прямого, регулювання
Формула / Реферат:
1. Способ регулирования тока трехфазной дуговой электропечи прямого нагрева для плавления металлов и, преимущественно, но не главным образом, сплавов на основе железа, при котором измеряют ток дуги и в зависимости от него изменяют положение электродов в ванне печи по высоте и изменяют значение реактивности реактора, расположенного в каждой фазе на участке, соединяющем линию среднего напряжения с питающим трансформатором, отличающийся тем, что...
Попередній патент: Пристрій для запобігання ефекту завихрення в зоні випускного отвору металургійної плавильної ємності
Наступний патент: Похідні піперидинкарбоксаміду, спосіб їх одержання і фармацевтична композиція, що їх містить
Випадковий патент: Спосіб відновлення кровотоку у басейні внутрішньої сонної артерії