Спосіб виготовлення еластомерної оболонки ізолятора
Номер патенту: 83787
Опубліковано: 11.08.2008
Автори: Оводов Андрій Васильович, Тарасенко Олег Леонідович, Кульматицький Володимир Володимирович


Формула / Реферат
1. Спосіб виготовлення еластомерної оболонки ізолятора, який полягає в знежиренні зовнішньої поверхні склопластикового стержня і нанесенні на неї зв'язуючої речовини з подальшим розміщенням склопластикового стержня з нанесеною зв'язуючою речовиною в нагріту литтєву прес-форму, внутрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні захисної ребристої оболонки полімерного ізолятора, введенні під тиском компонентів еластомеру у вигляді суміші у литтєву прес-форму, пов'язаною з системою подачі суміші, і подальшої температурної вулканізації введеної суміші, який відрізняється тим, що як еластомер використовують вулканізовану рідку двокомпонентну силіконову гуму на основі компонентів А і В при їх співвідношенні 1:1 (мас.ч.), що містить активні наповнювачі, а обробку рідкої двокомпонентної силіконової гуми у литтєвій прес-формі здійснюють при температурі 90-180 °С протягом 4-20 хвилин.
2. Спосіб за п. 1, який відрізняється тим, що вводять активні наповнювачі рідкої двокомпонентної силіконової гуми в кількості 20-30 мас.ч. на 100 мас.ч. рідкої силіконової гуми.
3. Спосіб за п. 1, який відрізняється тим, що як активні наповнювачі рідкої силіконової гуми використовують пірогенетичний або осаджений аеросил.
4. Спосіб за п. 1, який відрізняється тим, що отримують оболонку на основі вулканізованої рідкої двокомпонентної силіконової гуми, що має молекулярну масу після вулканізації 12000-17000.
5. Спосіб за п. 1, який відрізняється тим, що введення рідкої двокомпонентної силіконової гуми у литтєву прес-форму здійснюють у вигляді інжекції при тиску 10-20 МПа, який витримують протягом 1-4 с, після чого поступово збільшують тиск до 25-35 МПа.
6. Спосіб за п. 1, який відрізняється тим, що як компонент А рідкої двокомпонентної силіконової гуми використовують полідіорганосилоксан з кінцевими вініловими групами, а як компонент В рідкої силіконової гуми використовують сополімер диметилсилоксанів з метилгідросилоксаном.
7. Спосіб за п. 1, який відрізняється тим, що як компонент А рідкої двокомпонентної силіконової гуми використовують полідіорганосилоксан з кінцевими вініловими групами такої структурної формули
а як компонент В рідкої двокомпонентної силіконової гуми використовують сополімер диметилсилоксанів з метилгідросилоксаном такої структурної формули
8. Спосіб за п. 1, який відрізняється тим, що здійснюють охолодження литтєвої прес-форми охолоджувальною рідиною, наприклад водою.
9. Спосіб за п. 1, який відрізняється тим, що порівнюють значення показника остаточної деформації відлитої еластомерної оболонки ізолятора з відповідним нормованим значенням показника остаточної деформації, і у випадку недосягнення нормованого значення показника остаточної деформації виконують другу стадію вулканізації рідкої двокомпонентної силіконової гуми поза литтєвою прес-формою в тепловій камері при нормальному тиску і при температурі 120-180 °С протягом 1-6 годин.
Текст
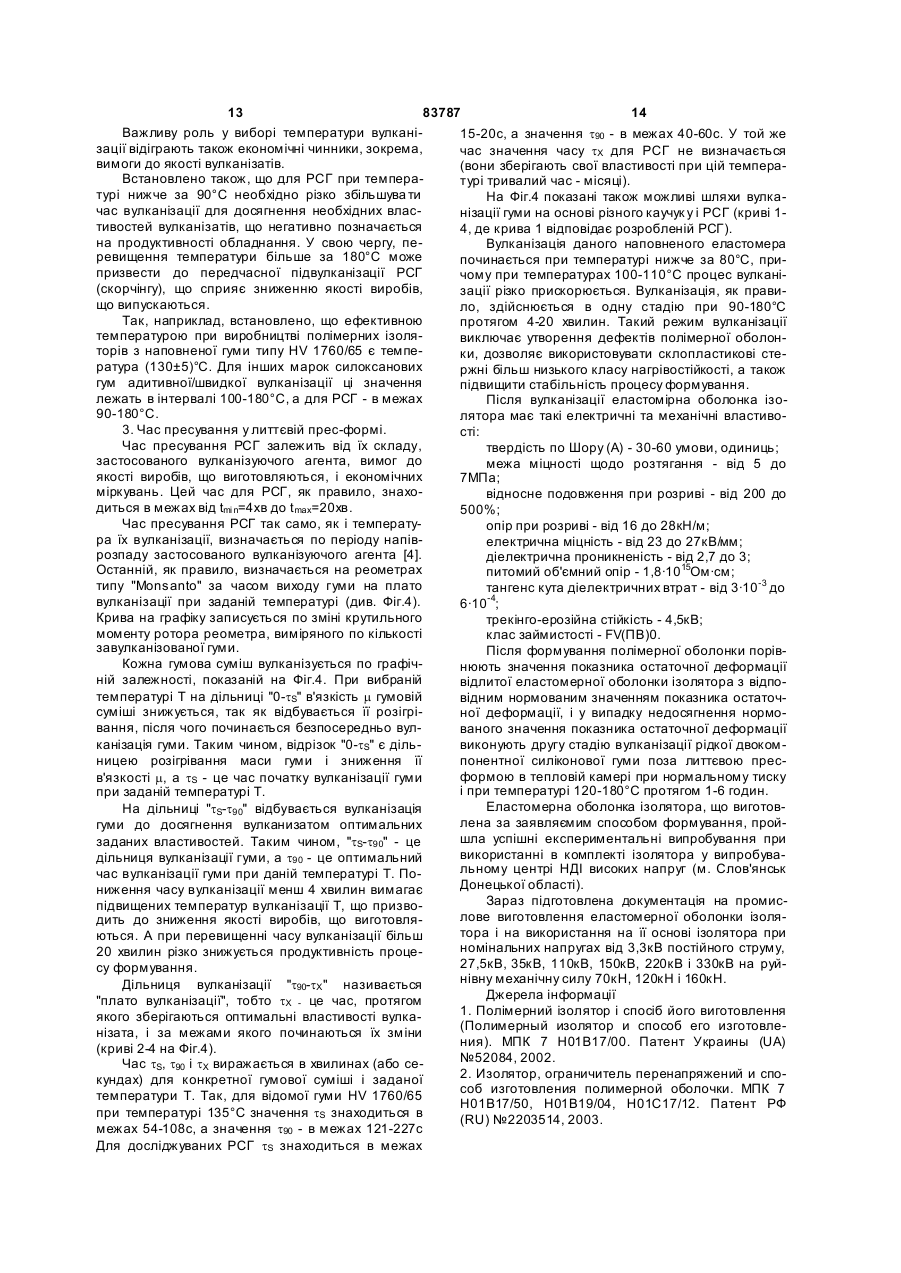
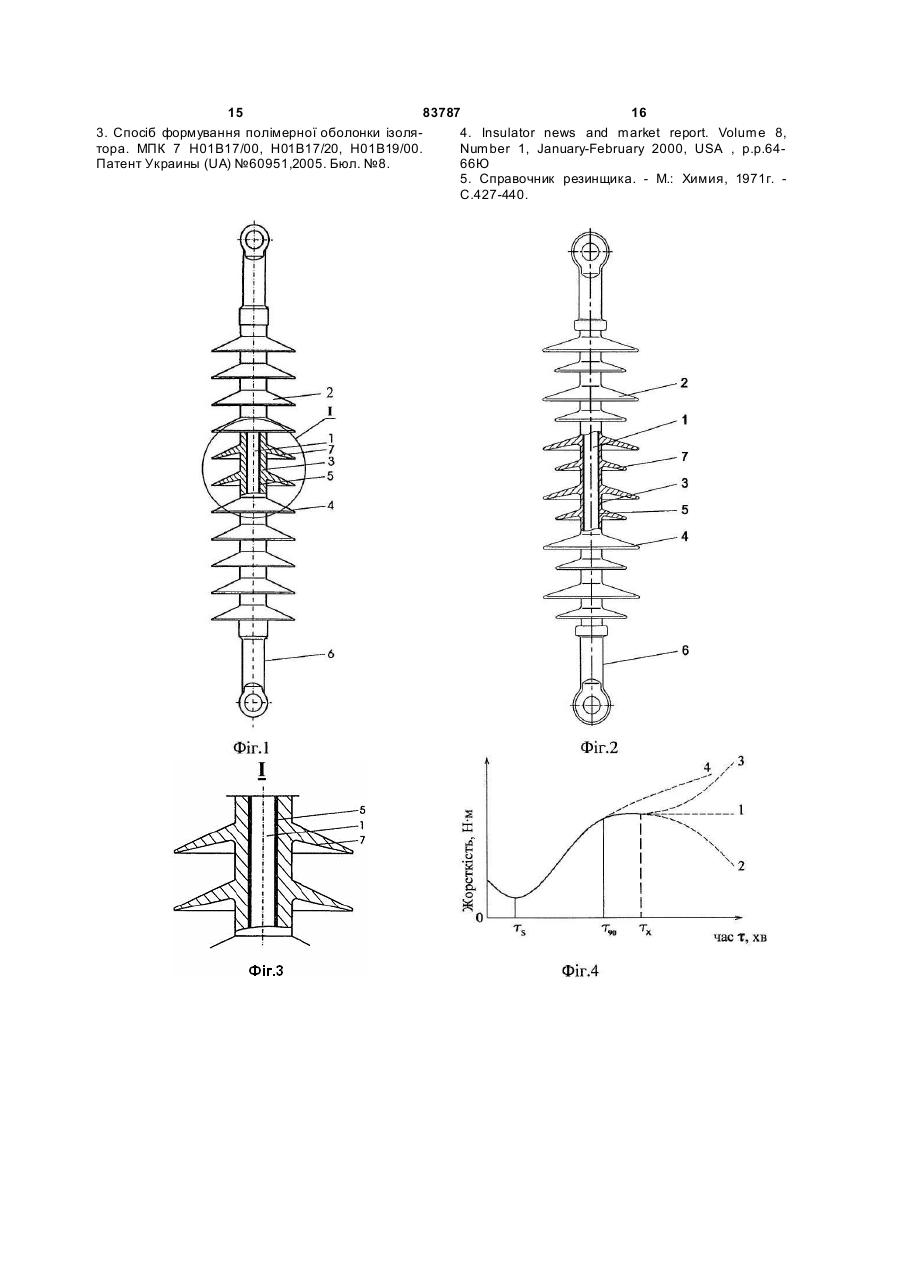
1. Спосіб виготовлення еластомерної оболонки ізолятора, який полягає в знежиренні зовнішньої поверхні склопластикового стержня і нанесенні на неї зв'язуючої речовини з подальшим розміщенням склопластикового стержня з нанесеною зв'язуючою речовиною в нагріту литтєву прес-форму, внутрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні захисної ребристої оболонки полімерного ізолятора, введенні під тиском компонентів еластомеру у вигляді суміші у литтєву пресформу, пов'язаною з системою подачі суміші, і подальшої температурної вулканізації введеної суміші, який відрізняється тим, що як еластомер використовують вулканізовану рідку двокомпонентну силіконову гуму на основі компонентів А і В при їх співвідношенні 1:1 (мас.ч.), що містить активні наповнювачі, а обробку рідкої двокомпонентної силіконової гуми у литтєвій пресформі здійснюють при температурі 90-180 °С про2. Спосіб за п. 1, який відрізняється тим, що ввотягом 4-20 хвилин. дять активні наповнювачі рідкої двокомпонентної силіконової гуми в кількості 20-30 мас.ч. на 100 мас.ч. рідкої силіконової гуми. 3. Спосіб за п. 1, який відрізняється тим, що як активні наповнювачі рідкої силіконової гуми вико 2 (19) 1 3 83787 4 формації виконують другу стадію вулканізації рідному тиску і при температурі 120-180 °С протягом кої двокомпонентної силіконової гуми поза литтє1-6 годин. вою прес-формою в тепловій камері при нормаль Винахід відноситься до області електротехніки, зокрема, до полімерних ізоляторів, і може бути використаний при виготовленні конструкцій високовольтних апаратів зовнішнього виконання. Відомий спосіб виготовлення полімерної ребристої оболонки ізолятора, що полягає у виготовленні ізолюючого елемента і електроізоляційного склопластикового стержня, з'єднання їх між собою зв'язуючою речовиною. При цьому зв'язуючу речовину наносять на поверхню електроізоляційного стержня по всій його довжині, електроізоляційний стрижень розміщують в литтєвій прес-формі, для утворення ізолюючого елемента в прес-форму подають під тиском еластомер і обробляють його при температурі 100-140°C протягом 5-15хв. При цьому в якості еластомера використовують силіконову гуму адитивної/швидкої вулканізації, яка містить одночасно вініл- і водневміщуючі сил океани, зшиті під впливом платинового каталізатора [1]. Недоліком цього способу є висока енергоємність ізоляторів, що отримуються, а також трудомісткість процесу їх виго товлення. Як аналог вибраний спосіб виготовлення (формування) полімерної ребристої оболонки ізолятора у ви гляді корпусу ізолятора, який полягає в створенні шорсткості і знежиренні зовнішньої поверхні склопластикового стержня, розміщенні його в нагріту до 125°C литтєву прес-форму, вн утрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні оболонки. Потім здійснюють введення суміші високомолекулярного силоксанового каучук у в прес-форму, пов'язану з гідросистемою шприць-апарата, і одностадійно вулканізують суміш при температурі 115-185°C для формування внутрішнього шара. Формують зовнішній шар оболонки методом лакокрасочної технології [2]. Недоліком способу аналога є висока енергоємність ізоляторів, що отримуються, а також трудомісткість процесу їх виготовлення. Як прототип вибраний спосіб формування полімерної оболонки ізолятора, який полягає в створенні шорсткості, знежиренні зовнішньої поверхні склопластикового стержня і нанесенні на неї зв'язуючої речовини з подальшим розміщенням склопластикового стержня з нанесеною зв'язуючою речовиною в нагріту литтєву прес-форму, внутрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні захисної ребристої оболонки полімерного ізолятора, введенні компонентів еластомеру у вигляді суміші високомолекулярного силоксанового каучуку в прес-форму, пов'язаною з гідросистемою шприць-апарата, і одностадійної температурної вулканізації введеної суміші силоксанового каучуку, еластомер в прес-форму подають під тиском 20-22МПа і обробляють при температурі 100-180°С протягом 5-30 хвилин. Тиск уприскування в гідросистемі шприць-апарата ста новить 30,0-35,0МПа. В якості еластомера використовують силіконову гуму адитивної/швидкої вулканізації з активними наповнювачами. Величину наповнення гуми вибирають в діапазоні 100150мас.ч. активного наповнювача на 100мас.ч. каучуку. Час вулканізації вибирають з розрахунку 1 хвилина на 0,9-1,1мм товщини виробу, що формується. Наповнений еластомер обробляють в пресформі при температурі 125-135°С протягом 8-12 хвилин [3]. Недоліком способу прототипу є висока енергоємність ізоляторів, що отримуються, а також трудомісткість процесу їх виготовлення. В основу винаходу поставлена задача зниження енергоємності, трудомісткості і підвищення технологічності виготовлення еластомерної оболонки ізолятора шляхом удосконалення способу її отримання за рахунок встановлення ефективних співвідношень взаємопов'язаних параметрів її формування, а саме часу, температури і тиску, а також складу і відсоткового співвідношення складаючих компонентів еластомера. Вказана задача досягається тим, що у способі виготовлення еластомерної оболонки ізолятора, який полягає в знежиренні зовнішньої поверхні склопластикового стержня і нанесенні на неї зв'язуючої речовини з подальшим розміщенням склопластикового стержня з нанесеною зв'язуючою речовиною в нагріту литтєву прес-форму, внутрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні захисної ребристої оболонки полімерного ізолятора, введенні під тиском компонентів еластомеру у вигляді суміші у литтєву прес-форму, пов'язаною з системою подачі суміші, і подальшої температурної вулканізації введеної суміші, новим є те, що, в якості еластомера використовують вулканізовану рідку двокомпонентну силіконову гуму на основі компонентів А і В при їх співвідношенні 1:1 (мас.ч.), що містить активні наповнювачі, а обробку рідкої двокомпонентної силіконової гуми у литтєвій прес-формі здійснюють при температурі 90-180°С протягом 4-20 хвилин. Вводять активні наповнювачі рідкої двокомпонентної силіконової гуми в кількості 20- 30мас.ч. на 100мас.ч. рідкої силіконової гуми. Як активні наповнювачі рідкої силіконової гуми використовують пірогенетичний або осаджений аеросил. Отримують оболонку на основі вулканізованої рідкої двокомпонентної силіконової гуми, що має молекулярну масу після вулканізації 12000-17000. Введення рідкої двокомпонентної силіконової гуми у литтєву прес-форму здійснюють у вигляді інжекції при тиску 10-20МПа, який витримують протягом 1-4с, після чого поступово збільшують тиск до 25-35МПа. В якості компонента А рідкої двокомпонентної силіконової гуми використовують полідіорганоси 5 83787 6 локсан з кінцевими вініловими групами, а в якості Новизна заявляємої конструкції при виготовленні компонента В рідкої силіконової гуми використоізоляторів полягає у використанні ізоляторів з сувують сополімер діметілсилоксанів з метілгідросицільнолитою захисною оболонкою, яка не має стилоксаном. ків між окремими ребрами. В якості компонента А рідкої двокомпонентної Виконання ізолюючого елемента у вигляді сусиліконової гуми використовують полідіорганосицільнолитої оболонки дозволяє підвищити експлулоксан з кінцевими вініловими групами такої струатаційну надійність полімерного ізолятора, а також ктурної формули підвищити електричну і механічну міцність прикордонного шару між електроізоляційним стержнем і ізолюючим елементом, виключити розгерметизацію ізолятора між кільцевими ребрами за рахунок виключення роз'ємів, знизити енергоємність, трудомісткість і підвищити те хнологічність його виготовлення за рахунок виключення операцій монтажу. а в якості компонента В рідкої двокомпонентУ свою чергу, ефективні співвідношення скланої силіконової гуми використовують сополімер дових компонентів оболонки дозволяють досягнудіметілсилоксанів з метілгідросилоксаном такої ти оптимальних експлуатаційних і те хнологічних структурної формули характеристик полімерних ізоляторів на її основі. До основних експлуатаційних характеристик полімерних ізоляторів відносять: Eв.p.h - напруженість електричного поля, при якій відбувається розряд по поверхні ізолятора в забрудненому і зволоженому стані (кВ/см); T - трекінго-ерозійна стійкість. Це - час від початку експлуатації до моменту утворення провідної навуглецьованої доріжЗдійснюють охолодження литтєвої прески (трека), або ерозії поверхні оболонки на критичформи охолоджувальною рідиною, наприклад, ну глибину. водою. Трек і ерозія утворюються при одночасному Порівнюють значення показника остаточної впливі електричного поля і туману, утвореного деформації відлитої еластомерної оболонки ізолярозпиленням солоної води заданої електропровідтора з відповідним нормованим значенням показності (години). Трекінго-ерозійна стійкість макетів ника остаточної деформації, і у випадку недосягізолятора визначалася в камері соляного туману нення нормованого значення показника остаточної по методиці ГОСТ 28856-90. деформації виконують другу стадію вулканізації До технологічних характеристик полімерних рідкої двокомпонентної силіконової гуми поза литізоляторів відносять: стійкість (здатність) до витятєвою прес-формою в тепловій камері при нормагання оболонки (ребер) з литтєвої форми без відльному тиску і при температурі 120-180°C протяриву ребер і роздирання гуми в місці сполучення гом 1-6 годин. ребра і ствола оболонки. При цьому сукупність Перераховані ознаки способу складають сутпараметрів ребра і оболонки повинна бути такою, ність винаходу. щоб забезпечити отримання максимально високих Наявність причинно-наслідного зв'язку між сувказаних експлуатаційних і те хнологічних характекупністю істотних ознак винаходу і те хнічним реристик. зультатом, що досягається, полягає в наступному. Було встановлено, що ви щезгадані геометриОсобливості експлуатації ізоляторів в контактчні параметри захисної ребристої оболонки поліних мережах і лініях електропередачі висувають мерного ізолятора є взаємопов'язаними. Необхідпідвищені вимоги до їх надійності. Виходячи з баність дотримання вищезгаданих співвідношень гаторічного досвіду експлуатації, сьогодні можна зумовлена пружно-міцнісними властивостями мастверджувати, що полімерні ізолятори найбільш теріалу суцільнолитої оболонки (такими, як умовна відповідають цим вимогам. міцність, відносне подовження і залишкова дефоЗараз застосування полімерних ізолюючих рмація). конструкцій є якісно новим напрямом в розвитку У виробництві полімерних ізоляторів широко високовольтного ізоляторобудування. Полімерні застосовуються силоксанові гуми, наприклад, гума конструкції мають високу стійкість до поверхневих HV 1760/65 фірми "DOW Corning" (США) [4]. У краелектричних розрядів, сонячної радіації, пилу, заїнах СНД також виробляються подібні силоксанові бруднень, змін температури, ударів, експлуатаційгуми. них електричних і механічних впливів. Крім того, Нами було встановлено, що в якості еластополімерні ізолятори володіють високою гідрофобмера ефективно також використовувати двокомністю і низькою забрудненістю ізоляційних поверпонентну рідку силіконову гуму (РСГ). Адже її вихонь, не потребують омивання, чищення, дефеккористання дозволяє як зменшити масу, так і тування, профілактичних робіт. розміри ребер, а також підвищити термін експлуаВказані властивості полімерних ізолюючих тації виробу внаслідок можливості його експлуатаконструкцій забезпечують їх високу надійність і ції в екстремальних умовах навколишнього середовговічність, і, отже, зниження витрат при їх мондовища, наприклад, при холодних і сніжних зимах. тажі, транспортуванні і експлуатації, а також підТак, наприклад, при виконанні ребер з РСГ заяввищення надійності електропостачання об'єктів. ляємого складу, з них скидається снігове наванта 7 83787 8 ження і налідь, а також практично відсутнє. Крім шення технологічних властивостей (зменшення того, птахи не можуть сідати на ці ізолятори, що швидкості вулканізації і збільшення часу формуопосередковано сприяє поліпшенню навколишньої вання) як РСГ у процесі її вулканізації за одностаекологічної ситуації. дійною технологією, так і кінцевого продукту (поліРозроблений еластомір отриманий на основі мерної оболонки ізолятора) на її основі. двокомпонентної РСГ з молекулярною масою пісВініл- і водородфункціональні силоксани ля вулканізації 12000-17000. Було встановлено, отримують вулканізацією під дією платинового що при відхиленні від вказаного діапазону молекукаталізатора за наступною схемою: лярної маси вихідного РСГ спостерігається погір Реакція протікає при кімнатній температурі, але швидко прискорюється при зростанні температури. Заявляєма РСГ після змішування при зберіганні при кімнатній температурі має мінімальний термін використовування (життєздатність) 3 доби. Наповнювач, інгібітор, сповільнювачі, пігменти, стабілізатори кількісно розподіляються по компонентах А і В на розгляд виробника. Компонент В забезпечує зшивання молекул і перехід з рідкого стану у високоеластичний. Платиновий каталізатор прискорює процес вулканізації і покращує показник займистості. Введення сповільнювачів подовжує термін життя компаунда перед заливкою з введеним в суміш компонентом В. Співвідношення платина-сповільнювач вибирається таким чином, щоб термін життя компаунда після змішання при кімнатної температурі складав декілька днів. Наповнювач аеросил (SiO2) має питому поверхню 100-380м 2/г. Обробка поверхні аеросила гексаметілдісилазаном забезпечує компроміс між текучістю рідкої гуми і механічними властивостями, полегшує рівномірне перемішування аеросилу при введенні в рідкий каучук. Введення аеросилу у дозах більш ніж 30мас.ч. відносно до каучук у різко знижує текучість. Аеросили всіх марок, що випускаються в світі, у тому числі марок А-175 і А-300, що випускаються в Україні, є активними або високоактивними наповнювачами, і використовуються для поліпшення пружно-еластичних і спеціальних властивостей вулканізатів (таких, як теплостійкість, вогнестійкість та інш.) на основі різних видів каучуків (див., наприклад, [5]). Кількість аеросилу в РСГ визначається необхідними властивостями вулканізатів. Звичайно в силоксанових гумах аеросил застосовується в кількості 30-60мас.ч. на 100мас.ч. каучуку. Так, в кабельних гумах К-69, К-69У, К-1520, К-1520У та інш., що вип ускаються в Україні і Росії, застосовується аеросил марки A-175 в кількості 45-60мас.ч. на 100мас.ч. каучуку. Однією з основних вимог, що висуваються до силоксанових гум, призначених для формування полімерних ізоляторів, є показник займисті при винесенні їх з полум'я. Так, вміст аеросилу А-175 в кількості 45-60мас.ч. не дає можливості горіти гумі марки К-1520, але вона "тліє" при винесенні з полум'я або слабо горить до повного згоряння зразка. Таким чином, активні наповнювачі вводяться для отримання необхідних властивостей гум та їх вулканізатів, а неактивні наповнювачі вводяться тільки для поліпшення спеціальних властивостей і/або зниження ціни РСГ. При цьому необхідно зазначити, що введення великих кількостей неактивних наповнювачів знижує пружно-еластичні та інші властивості вулканізатів. Згідно з винаходом (корисною моделлю), в якості неінертних (тобто активних) наповнювачів силіконової гуми використовували пірогенетичний або осаджений аеросил. При цьому величина наповнення гуми вказаними наповнювачами була відносно високою, а саме 20-30мас.ч. активного наповнювача на 100мас.ч. РСГ. Було встановлено, що із збільшенням вмісту наповнення збільшується щільність гумової суміші, знижується її пластичність, умовна міцність, відносне подовження, а також збільшується твердість. У той же час зміна вмісту наповнювачів у вказаних вище межах не приводить до істотної зміни властивостей РСГ. Було встановлено, що введення активних наповнювачів у вказаному вище співвідношенні прискорює процес вулканізації гуми при вказаних параметрах процесу (тиску, температурі). У той же час незначне відхилення від цього діапазону наповнення в ту або іншу сторону призводить до зниження швидкості вулканізації і до збільшення часу формування приблизно в 1,31,5 рази. В якості вулканізуючого агента застосовували каталізатор, що містить платину, наприклад, солі платинової кислоти або комплексні з'єднання, що містять платину. Наприклад, сіль гексахлороплатинової кислоти, Me[Pt(CI)6 ], де Me - двовалентний метал (Ba, Ca), наприклад, гексохлороплатинат барію, в кількості 0,5-2мас.ч. на 100мас.ч. каучуку. Попереднє нанесення на склопластиковий електроізоляційний стержень зв'язуючої речовини 9 83787 10 дозволяє підвищити те хнологічність способу, а або пневматичним приводом по гнучких шлангах у також механічну і електричну міцність прикордондозатор 11 під тиском 15-22МПа. У дозаторі 11 ного шара за рахунок його цілісності і рівномірносавтоматично відбирають необхідну кількість РСГ ті. для точного заповнення об'єму форми, звичайно Загалом виготовлення полімерного ізолятора це становить 98-99% об'єму порожнини литтєвої в литтєвій пресі-формі, в яку еластомер подають форми 16. під тиском 10-20МПа, витримують 1-4с, збільшуЕтап 2. Змішування компонентів A i B. ють тиск до 25-35МПа і обробляють його при темПісля дозування РСГ компоненти А і В поступературі 90-180°C протягом 4-20 хвилин, дозволяє пають у змішувач 12, що представляє собою труотримувати потрібний технічний результат. бу, усередині якої одна за одною розташовані зміВинахід ілюструється графічним матеріалом, шуючі лопаті, і де компоненти А і В змішуються до де на Фіг.1 показаний загальний вигляд полімерностану однорідності одержуваної суміші. Далі одерго ізолятора із еластомерною оболонкою з ребражана суміш компонент А і В поступає в інжекційний ми одного діаметра; на Фіг.2 показаний загальний вузол 13. вигляд полімерного ізолятора із еластомерною Етап 3. Інжекція (уприскування) РСГ у литтєву оболонкою з суміжними ребрами, що чередуються, форму 16. різного діаметра; на Фіг.3 - вид І на Фіг.1; на Фіг.4 Інжекційний вузол 13 складається з циліндра, типова залежність жорсткості вулканізованої гуми в якому сувісно з циліндром розміщено шнек 14, від часу при формуванні силіконових гум, у тому що має можливість обертання навколо осі і повочислі РСГ; на Фіг.5 - технологічна схема формуротно-поступального ходу. При обертанні шнека вання еластомерної оболонки ізолятора за розро14 відбувається набір РСГ у накопичувач циліндбленим способом. ра, а при поступальному ході здійснюється інжекПолімерний ізолятор містить склопластиковий ція (уприскування) РСГ в порожнину литтєвої фоелектроізоляційний стержень 1, ізолюючий елерми 16. мент, що виконаний у вигляді суцільнолитої еласТиск інжекції залежить від геометрії літників. томерної оболонки 2 ізолятора з корпусом 3 і кільЗвичайно тиск уприскування знаходиться в діапацевими ребрами 4. Стержень 1 і оболонка 2 зоні 10-100МПа. На початку процесу інжекції швиз'єднані між собою зв'язуючою речовиною 5. На дкість протікання РСГ вибирається максимальною кінцях електроізоляційного стержня 1 закріплені таким чином, щоб об'ємний потік РСГ був великий металеві наконечники 6. Кільцеві ребра 4 мають для запобігання початку вулканізації до заповненконусоподібне поглиблення 7 в нижній частині. ня порожнини литтєвої форми 16, тобто щоби униНа Фіг.5 прийняті наступні позначення: 8 - ємкнути пригару литтєвого матеріалу. ність з компонентом А рідкої силіконової гуми Для зниження відходів завулканізованої гуми в (РСГ); 9 - ємність з компонентом В РСГ; 10 - подалітниках передбачається охолоджування літникоючі насоси; 11 - дозатор; 12 - змішувач; 13 - інжеквих каналів проточною холодною водою. Розводка ційний вузол зі шнеком 14; 15 - блок холодних літлітників здійснюється у блоці холодних літників ників (БХЛ); 16 - литтєва прес-форма; 17 (БХЛ) 15. При використанні БХЛ 15 передбачена порожнина для гарячої форми, призначеної для теплоізоляція БХЛ 15 від литтєвої форми 16. формування оболонки ізолятора; 18 - плити вулЗ БХЛ 15 уприскування в порожнину гарячої канізаційного преса; 19 - пристрій для стиснення форми для формування оболонки ізолятора здійсплит. нюється через гирло живильника (на фіг. 5 не поЕластомерну оболонку ізолятора виготовлязначено). Діаметр гирла живильника лежить в інють за розробленим способом таким чином. тервалі 0,2-0,5мм. Знежирюють зовнішню поверхню склопластиЯкщо литтєва форма 16 містить тільки одну кового стержня і наносять на неї зв'язуючу речопорожнину під полімерний ізолятор, подача РСГ вину з подальшим розміщенням склопластикового можлива в гарячу форму 17 напряму, без БХЛ 15. стержня з нанесеною зв'язуючою речовиною в Проте перед початком нового циклу заповнення нагріту литтєву прес-форму, внутрішня поверхня литтєву форму 16 інтенсивно охолоджують протоякої визначає ребристу конфігурацію зовнішньої чною холодною водою до температури, при якій поверхні захисної ребристої оболонки полімерного можливе якісне заповнення литтєвої форми 16 без ізолятора. локального твердіння РСГ у момент лиття, переДля формування захисної еластомерної обошкоджаючого рівномірному і повному заповненню лонки ізолятора застосовують рідку силіконову порожнин литтєвої форми 16. гум у (РСГ), що складається з двох компонентів А і Тиск при подачі матеріалів від насосів 10 у В при їх співвідношенні 1:1 (мас.ч.), що містить змішувач 12 досягає 15-22МПа. Потім тиск знижуактивні наповнювачі в кількості 20-30мас.ч. на ють, і подачу РСГ в інжекційний вузол 13 здійсню100мас.ч. рідкої силіконової резини і з молекулярють під тиском 3-7МПа. ною масою після вулканізації 12000-17000. Етап 4. Вакуум ування литтевої форми 16. Заповнення литтєвої форми РСГ (технологічна Щоб уникнути захоплення повітря в порожнисхема заповнення показана на Фіг.5) здійснюється нах литтєвої форми 16 при уприскуванні РСГ, неу декілька етапів. обхідна хороша вентиляція (вакуумування) литтєЕтап 1. Подача компонентів А і В в дозатор 11. вої форми 16. Повітря, що міститься в порожнині Два компонента РСГ (компонент А - поз.8 і литтєвої форми 16, спочатку стискається під натикомпонент В - поз.9 на Фіг.5) подають у співвідноском інжектуємої РСГ, а потім виштовхується чешенні 1:1 з відповідних ємностей за допомогою рез вентиляційні канали (на Фіг.5 не позначені). поворотно-поступальних насосів 10 з гідравлічним Якщо повітря не видалити повністю, воно захоп 11 83787 12 люється у виріб, що призводить до утворення неЯкщо фізико-технічні і електричні показники доливів, міхурів, неякісної поверхні полімерного відлитої еластомерної оболонки ізолятора не доізолятора. сягають нормованих величин, зокрема, показник Вентиляційні канали шириною 1-3мм і завглиостаточної деформації, виконують другу стадію бшки 0,004-0,005мм розміщують на лінії розділу вулканізації поза литтєвою формою 16 у тепловій литтєвої форми 16. Оптимальна вентиляція досякамері (на Фіг.5 не показана) при нормальному гається за допомогою вакуум у. Для створення нетиску і при температурі 120-180°C протягом 1-6 обхідного вакууму під час закриваючого руху литгодин залежно від типа РСГ. тєву форму 16 зупиняють на відстані 0,5-2мм до Нижче наведено обгрунтування параметрів свого повного закриття. Тільки коли вакуум у поспособу формування еластомерної оболонки ізорожнині литтєвої форми 16 досягає необхідного лятора, що заявляється. рівня тиску, за допомогою машини повністю закри1. Тиск пресування РСГ. вають литтєву форму 16 і починається процес інБуло експериментально встановлено, що тиск жекції. формування (пресування) в литтєвій пресі-формі Етап 5. Витримка тиску у литтєвій формі 16. при литтєвому виготовленні захисної ребристої Після заповнення порожнини литтєвої форми полімерної оболонки ізолятора з силіконової гуми 16 РСГ тиск уприскування витримують протягом 1аддитивної/швидкої вулканізації типу HV 1760/65 4с. Це необхідно для того, щоб перешкодити РСГ, повинно знаходитися в межах Pmin=20МПа що розширюється при підвищенні температури, (200кгс/см 2)¸Рmах=22 МПа (220кгс/см ). У той же час виштовхуванню з порожнини литтєвої форми 16 і для РСГ введення компонентів еластомеру у визворотному протіканню. Час 1-4с є достатнім, щоб гляді суміші у прес-форму здійснюють у вигляді РСГ завулканізувалася у гирлі литтєвої форми 16 інжекції при тиску Pmin=10 МПа, Рmах=20МПа. і, отже, не змогла протекти назад. Вибір оптимального тиску лиття залежить від Тиск у порожнині литтєвої форми 16 поступово багатьох чинників, наприклад: пластичності (жорсзбільшують у міру розширення інжектованої РСГ ткості) робочої суміші; природи вулканізуючого при підйомі температури і звичайно досягають агента; наявності явища підвулканизації (скорчінзначень 25-35МПа. Для утримання обох половин га) гум; об'ємів лиття; кількості наповнювачів (% литтєвої форми 16 в замкнутому стані залежно від наповнення, мас.ч. на 100мас.ч. РСГ); реологічних розміру полімерної оболонки ізолятора і їх кількосвластивостей гумової суміші; температури вулкаті у ли ттєвій формі 16, зусилля стулення і утринізації; економічних міркувань тощо. мання литтєвої форми 16 в замкнутому стані, здійТиск лиття вибирається експериментально в снюване за допомогою плити вулканізаційного кожному конкретному випадку для кожної марки преса 18 і пристрою для стиснення плит 19, вибигум. Так, дослідним шляхом було встановлено, що рають в межах 500-2000кН. необхідний тиск при пресуванні РСГ з метою Заповнення литтєвої форми 16 можливе також отримання якісних вулканізатів повинен складати без попереднього вакуумування. Для цього в литне менше ніж 25МПа. тєвій формі 16 виконують отвори для виходу повіПри зменшенні цього тиску (нижнього кордону тря (на фіг.5 не позначені), що повинні розташовутиску) P
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing insulator elastomeric sheath
Автори англійськоюTarasenko Oleh Leonidovych, Kulmatytskyi Volodymyr Volodymyrovych, Ovodov Andrii Vasyliovych
Назва патенту російськоюСпособ изготовления эластомерной оболочки изолятора
Автори російськоюТарасенко Олег Леонидович, Кульматицкий Владимир Владимирович, Оводов Андрей Васильевич
МПК / Мітки
МПК: H01B 17/00, H01B 19/00
Мітки: виготовлення, спосіб, ізолятора, еластомерної, оболонки
Код посилання
<a href="https://ua.patents.su/9-83787-sposib-vigotovlennya-elastomerno-obolonki-izolyatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення еластомерної оболонки ізолятора</a>
Спосіб виготовлення еластомерної оболонки ізолятора

Номер патенту: 29567
Опубліковано: 10.01.2008
Автори: Оводов Андрій Васильович, Кульматицький Володимир Володимирович, Тарасенко Олег Леонідович
МПК: H01B 19/00, H01B 17/00
Мітки: ізолятора, еластомерної, спосіб, оболонки, виготовлення
Формула / Реферат:
1. Спосіб виготовлення еластомерної оболонки ізолятора, що полягає в знежиренні зовнішньої поверхні склопластикового стержня і нанесенні на неї зв'язуючої речовини з подальшим розміщенням склопластикового стержня з нанесеною зв'язуючою речовиною в нагріту литтєву прес-форму, внутрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні захисної ребристої оболонки полімерного ізолятора, введенні під тиском компонентів еластомеру...
Спосіб виготовлення захисної ребристої оболонки полімерного ізолятора
Номер патенту: 68547
Опубліковано: 15.08.2005
Автори: Адейкін Ігор Олександрович, Клявлін Валерій Володимирович, Адейкін Олексій Олександрович, Гуренко Іван Станіславович, Голубєв Олександр Вікторович
МПК: H01B 17/20, H01B 17/00, H01B 19/00
Мітки: ребристої, захисної, ізолятора, виготовлення, спосіб, оболонки, полімерного
Формула / Реферат:
П'єзоелектричний перетворювач механічних величин містить п'єзоелемент з електродами та два узгоджувальних підсилювачі, один з яких підсилювач заряду, а інший - підсилювач напруги. П'єзоелемент виконаний у вигляді прямокутного паралелепіпеда з трьома парами електродів. Електроди розташовані на гранях, які перпендикулярні вектору поляризації Р. Вектор сили F прикладений до п'єзоелементу паралельно вектору поляризації Р.
Спосіб виготовлення полімерної оболонки ізолятора
Номер патенту: 68543
Опубліковано: 16.05.2005
Автори: Гуренко Іван Станіславович, Адейкін Ігор Олександрович, Адейкін Олексій Олександрович, Клявлін Валерій Володимирович, Голубєв Олександр Вікторович
МПК: H01B 19/00, H01B 17/00
Мітки: спосіб, оболонки, ізолятора, полімерної, виготовлення
Формула / Реферат:
1. Спосіб управління польотом коректованого літального апарату який включає запуск безпілотного літального апарату для виходу в район доставки, наведення безпілотного літального апарату на місце доставки пуск після запуску безпілотного літального апарату іншого безпілотного літального апарату-носія корисного вантажу в район доставки управління польотом безпілотного літального апарату за допомогою радіокомандної лінії управління за допомогою...
Спосіб виготовлення суцільнолитої полімерної оболонки ізолятора
Номер патенту: 68546
Опубліковано: 15.08.2005
Автори: Голубєв Олександр Вікторович, Клявлін Валерій Володимирович, Адейкін Олексій Олександрович, Адейкін Ігор Олександрович, Гуренко Іван Станіславович
МПК: H01B 17/00, H01B 17/20, H01B 19/00
Мітки: оболонки, виготовлення, полімерної, спосіб, суцільнолитої, ізолятора
Формула / Реферат:
Спосіб відновлювального лікування дітей, які прооперовані з приводу вродженої вади серця, що включає кардіотрофічну, антибіотикотерапію з інотропною підтримкою міокарду, який відрізняється тим, що додатково призначають східний масаж, складений з елементів лінійного та точечного масажу, при цьому лінійний масаж виконують прийомами погладжування долонею з натисканням і вібрацією, які виконують кінчиками І, II і III пальців уздовж меридиану...
Спосіб виготовлення полімерного стрижневого ізолятора
Номер патенту: 29573
Опубліковано: 10.01.2008
Автори: Оводов Андрій Васильович, Тарасенко Олег Леонідович, Кульматицький Володимир Володимирович
МПК: H01B 17/00, H01B 19/00
Мітки: виготовлення, спосіб, полімерного, ізолятора, стрижневого
Формула / Реферат:
1. Спосіб виготовлення полімерного стрижневого ізолятора, що включає виконання ізолюючого елемента й електроізоляційного стрижня, з'єднання їх між собою зв'язувальною речовиною, яку наносять на поверхню електроізоляційного стрижня по всій його довжині, електроізоляційний стрижень розміщують у литтєвій прес-формі, для утворення ізолюючого елемента в прес-форму подають під тиском еластомер, що містить активні наповнювачі, і обробляють при...
Попередній патент: Спосіб іммобілізації протеази с
Наступний патент: Спосіб виготовлення вибухової суміші грануліт-км
Випадковий патент: Спосіб пакування печива для продажу