Спосіб виготовлення захисної ребристої оболонки полімерного ізолятора
Номер патенту: 68547
Опубліковано: 15.08.2005
Автори: Голубєв Олександр Вікторович, Адейкін Ігор Олександрович, Адейкін Олексій Олександрович, Гуренко Іван Станіславович, Клявлін Валерій Володимирович
Формула / Реферат
П'єзоелектричний перетворювач механічних величин містить п'єзоелемент з електродами та два узгоджувальних підсилювачі, один з яких підсилювач заряду, а інший - підсилювач напруги. П'єзоелемент виконаний у вигляді прямокутного паралелепіпеда з трьома парами електродів. Електроди розташовані на гранях, які перпендикулярні вектору поляризації Р. Вектор сили F прикладений до п'єзоелементу паралельно вектору поляризації Р.
Текст
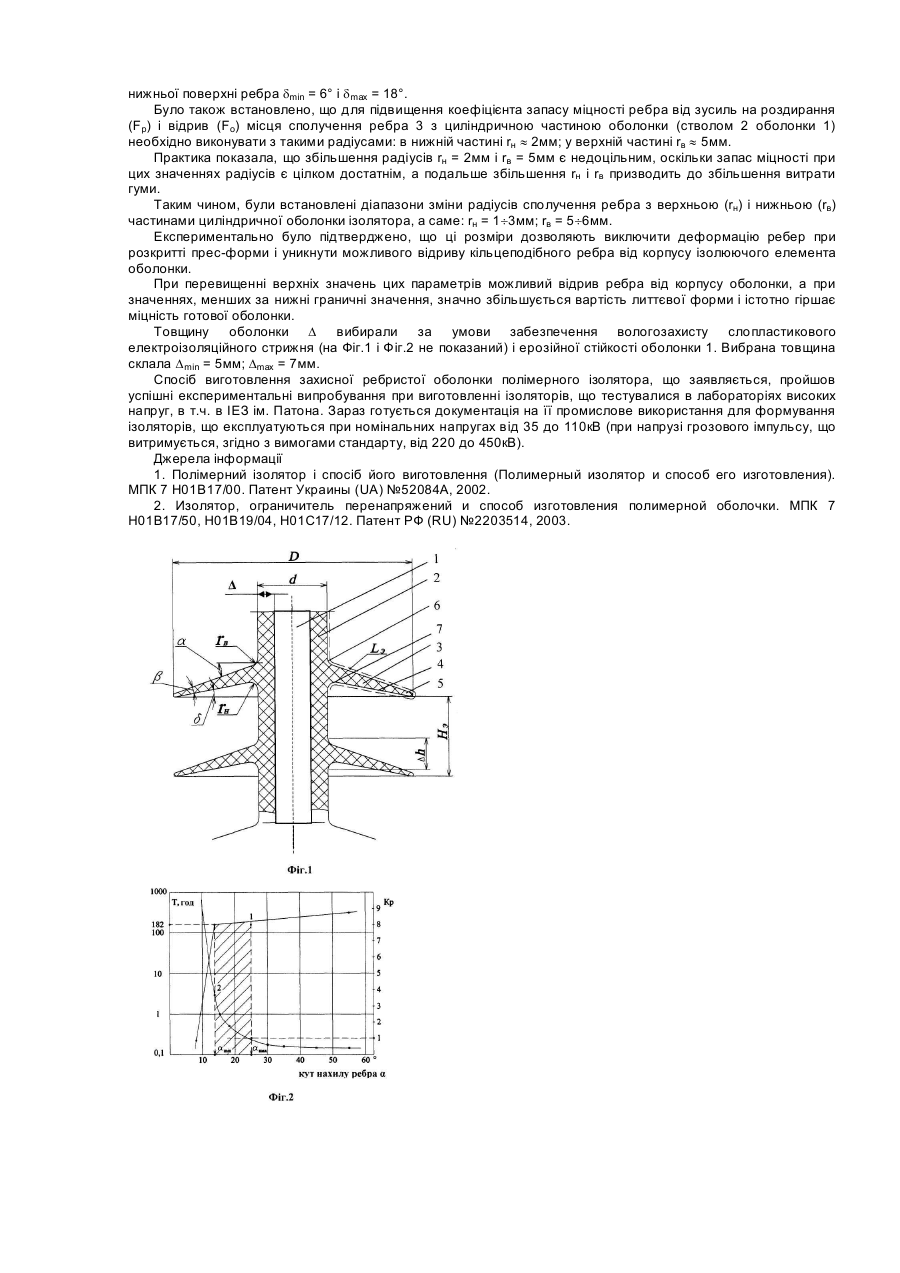
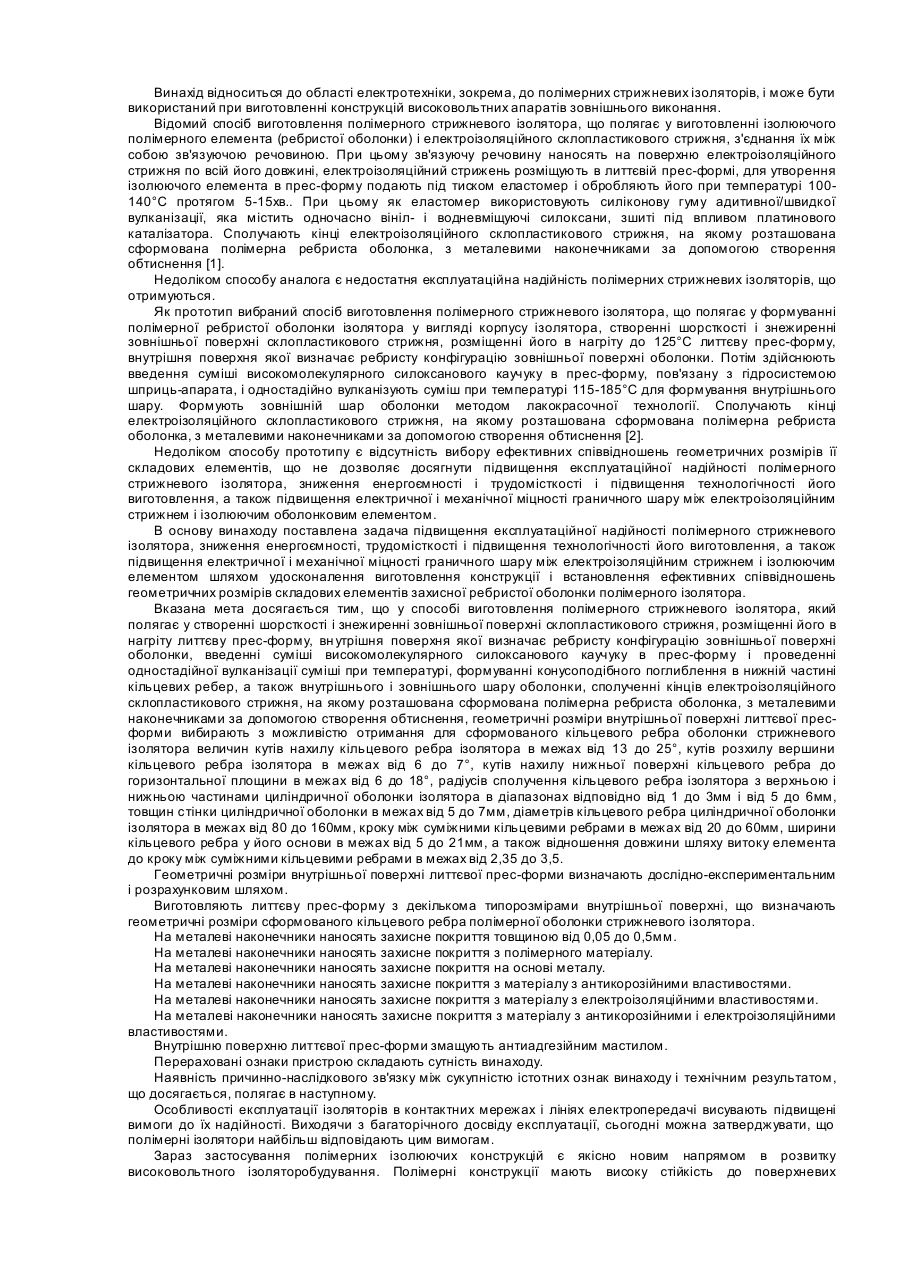
Винахід відноситься до області електротехніки, зокрема, до полімерних ізоляторів, і може бути використаний при виготовленні конструкцій високовольтних апаратів зовнішнього виконання. Відомий спосіб виготовлення полімерної ребристої оболонки ізолятора, що полягає у виготовленні ізолюючого елемента і електроізоляційного склопластикового стрижня, з'єднання їх між собою зв'язуючою речовиною. При цьому зв'язуючу речовину наносять на поверхню електроізоляційного стрижня по всій його довжині, електроізоляційний стрижень розміщують в литтєвій прес-формі, для утворення ізолюючого елемента в прес-форму подають під тиском еластомер і обробляють його при температурі 100-140°С протягом 5-15хв. При цьому як еластомер використовують силіконову гуму адитивної/швидкої вулканізації, яка містить одночасно вініл- і водневміщуючі силоксани, зшиті під впливом платинового каталізатора [1]. Недоліком способу аналога є недостатня експлуатаційна надійність ізоляторів, що отримуються. Як прототип вибраний спосіб виготовлення (формування) полімерної ребристої оболонки ізолятора у вигляді корпусу ізолятора, який полягає в створенні шорсткості і знежиренні зовнішньої поверхні склопластикового стрижня, розміщенні його в нагріту до 125°С литтєву прес-форму, внутрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні оболонки. Потім здійснюють введення суміші високомолекулярного силоксанового каучуку в прес-форму, пов'язану з гідросистемою шприць-апарата, і одностадійно вулканізують суміш при температурі 115-185°С для формування внутрішнього шара. Формують зовнішній шар оболонки методом лакокрасочної технології [2]. Недоліком способу прототипу є відсутність вибору ефективних співвідношень геометричних розмірів її складових елементів, що не дозволяє досягнути підвищення експлуатаційної надійності полімерного ізолятора, зниження енергоємності і трудомісткості і підвищення технологічності його виготовлення, а також підвищення електричної і механічної міцності граничного шара між електроізоляційним стрижнем і ізолюючим елементом. В основу винаходу поставлена задача підвищення експлуатаційної надійності полімерного ізолятора, зниження енергоємності, трудомісткості і підвищення технологічності його виготовлення, а також підвищення електричної і механічної міцності граничного шара між електроізоляційним стрижнем і ізолюючим елементом шляхом удосконалення виготовлення конструкції і встановлення ефективних співвідношень геометричних розмірів складових елементів захисної ребристої оболонки полімерного ізолятора. Вказана мета досягається тим, що у способі виготовлення захисної ребристої оболонки полімерного ізолятора, який полягає в створенні шорсткості і знежиренні зовнішньої поверхні склопластикового стрижня, розміщенні його в нагріту литтєву прес-форму, внутрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні оболонки, введенні суміші високомолекулярного силоксанового каучуку в прес-форму і одностадійній вулканізації суміші при температурі, формуванні конусоподібного поглиблення в нижній частині кільцевих ребер, а також внутрішнього і зовнішнього шара оболонки, геометричні розміри внутрішньої поверхні литтєвої прес-форми вибирають з можливістю отримання для сформованого кільцевого ребра ізолятора величин кутів нахилу в межах від 13 до 25°, кутів розхилу вершини в межах від 6 до 7°, кутів нахилу нижньої поверхні до горизонтальної площини в межах від 6 до 18°, радіусів сполучення кільцевого ребра ізолятора з верхньою і нижньою частинами циліндричної оболонки в діапазонах відповідно від 1 до 3мм і від 5 до 6мм, а товщини стінки циліндричної оболонки в межах від 5 до 7мм. Виготовляють литтєву прес-форму з декількома типо-розмірами внутрішньої поверхні. Геометричні розміри внутрішньої поверхні литтєвої прес-форми визначають дослідно-експериментальним і розрахунковим шляхом. Значення кута нахилу ребра оболонки полімерного ізолятора знаходять за умови одночасного забезпечення високих значень трекінго-ерозійної стійкості і запасу механічної міцності ребра на роздирання і відрив. Внутрішню поверхню литтєвої прес-форми змащують антиадгезійним мастилом. Перераховані ознаки пристрою складають сутність винаходу. Наявність причинно-наслідного зв'язку між сукупністю істотних ознак винаходу і технічним результатом, що досягається, полягає в наступному. Особливості експлуатації ізоляторів в контактних мережах і лініях електропередачі висувають підвищені вимоги до їх надійності. Виходячи з багаторічного досвіду експлуатації, сьогодні можна затверджувати, що полімерні ізолятори найбільш відповідають цим вимогам. Зараз застосування полімерних ізолюючих конструкцій є якісно новим напрямом в розвитку високовольтного ізоляторобудування. Полімерні конструкції мають високу стійкість до поверхневих електричних розрядів, сонячної радіації, пилу, забруднень, змін температури, ударів, експлуатаційних електричних і механічних впливів. Крім того, полімерні ізолятори володіють високою гідрофобністю і низькою забрудненістю ізоляційних поверхонь, не потребують омивання, чищення, дефектування, профілактичних робіт. Вказані властивості полімерних ізолюючих конструкцій забезпечують їх високу надійність і довговічність, і, отже, зниження витрат при їх монтажі, транспортуванні і експлуатації, а також підвищення надійності електропостачання об'єктів. Новизна заявляємої конструкції при виготовленні ізоляторів полягає у використанні ізоляторів з суцільнолитої захисної оболонки, яка не має стиків між окремими ребрами. Виконання ізолюючого елемента у вигляді суцільнолитої оболонки дозволяє підвищити експлуатаційну надійність полімерного ізолятора, а також підвищити електричну і механічну міцність граничного шара між електроізоляційним стрижнем і ізолюючим елементом, виключити розгерметизацію ізолятора між кільцевими ребрами за рахунок виключення роз'ємів, знизити енергоємність, трудомісткість і підвищити технологічність його виготовлення за рахунок виключення операцій монтажу. У свою чергу, ефективні співвідношення геометричних параметрів ребер і оболонки дозволяють досягнути оптимальних експлуатаційних і технологічних характеристик полімерних ізоляторів. До основних експлуатаційних характеристик полімерних ізоляторів відносять: Eв.p.h - напруженість електричного поля, при якій відбувається розряд по поверхні ізолятора в забрудненому і зволоженому стані (кВ/см); Τ - трекінго-ерозійна стійкість. Це час від початку експлуатації до моменту утворення провідної доріжки (трека), до якої ввели вуглець, або ерозії поверхні оболонки на критичну глибину. Трек і ерозія утворюються при одночасному впливі електричного поля і туману, утвореного розпиленням солоної води заданої електропровідності (години). Трекінго-ерозійна стійкість макетів ізолятора визначалася в камері солоного туману по методиці ГОСТ 28856-90. До технологічних характеристик полімерних ізоляторів відносять: стійкість (здатність) до витягання оболонки (ребер) з литтєвої форми без відриву ребер і роздирання гуми в місці сполучення ребра і ствола оболонки. При цьому сукупність параметрів ребра і оболонки повинні бути такою, щоб забезпечити отримання максимально високих вказаних експлуатаційних і технологічних характеристик. Було встановлено, що вищезгадані геометричні параметри захисної ребристої оболонки полімерного ізолятора є взаємопов'язаними. Необхідність дотримання вищезгаданих співвідношень зумовлена пружноміцнісними властивостями матеріалу суцільнолитої оболонки (такими, як умовна міцність, відносне подовження і залишкова деформація). Винахід ілюструється графічним матеріалом, де на Фіг.1 показаний загальний вигляд сформованої захисної ребристої оболонки полімерного ізолятора; на Фіг.2 приведена отримана дослідноекспериментальним і розрахунковим шляхом графічна залежність, що обгрунтовує вибір параметрів способу, а саме показує вплив кута нахилу ребра α на трекінго-ерозійну стійкість Τ і на коефіцієнт запасу міцності на відрив Кр при витяганні ізолятора з литтєвої прес-форми. Захисну ребристу оболонку полімерного ізолятора виконують у вигляді суцільнолитої циліндричної оболонки 1, яка має корпус 2 з кільцевими ребрами 3, що мають конусоподібне поглиблення 4 в нижній частині, наступним чином. Попередньо виготовляють литтєву прес-форму з декількома типо-розмірами внутрішньої поверхні, що визначає (відзеркалює) ребристу конфігурацію зовнішньої поверхні захисної оболонки, яка формується. До цих типо-розмірів, зокрема, відносяться кути нахилу і розхилу вершини, кути нахилу нижньої поверхні до горизонтальної площини, радіуси сполучення з верхньою і нижньою частинами циліндричної оболонки, а також товщини стінки циліндричної оболонки. Внутрішню поверхню литтєвої прес-форми змащують антиадгезійним мастилом. Зв'язуючу речовину наносять на поверхню електроізоляційного склопластикового стрижня (на Фіг.1 не показаний) по всій його довжині. Далі електроізоляційний стрижень розміщують у литтєвій пресі-формі, внутрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні оболонки. Для утворення ізолюючого елемента (захисної ребристої оболонки) в прес-форму подають під тиском еластомер, і обробляють при певній температурно-часовій залежності і тиску. Як еластомер, як правило, використовують силіконову гуму адитивної/швидкої вулканізації, що містить одночасно вініл- і водневміщуючі силоксани, що зшиваються під впливом платинового каталізатора. Кут нахилу a кільцевого ребра 3 ізолятора вибирають (виконують) в межах від 13 до 25°, кут розхилу b вершини 5 кільцевого ребра вибирають в межах від 6 до 7°, а кут нахилу d m нижньої поверхні кільцевого ребра 3 до горизонтальної площини вибирають в межах від 6 до 18°. Радіуси сполучення (rн і rв) кільцевого ребра ізолятора з верхньою 6 і нижньою 7 частинами циліндричної оболонки 2 ізолятора вибирають в діапазонах відповідно rн = 1¸3мм і rв = 5¸6мм. Товщину стінки Δ циліндричної оболонки 1 вибирають (формують) в межах від 5 до 7мм. Інші позначення, показані на Фіг.1, такі: D - діаметр ребра ізолятора, d - зовнішній діаметр столба оболонки, Нэ - висота ізоляційного елемента, Lэ - довжина шляху витоку елемента (довжина штрихової лінії вздовж ребра і ствола оболонки), Dh - товщина ребра в місці сполучення з циліндричною частиною оболонки. Як було експериментально встановлено, вказані вище параметри ребра циліндричної оболонки ізолятора впливають на її експлуатаційні і технологічні характеристики. Зазначимо, що вихідні ефективні значення кута нахилу ребра α знаходили за умови одночасного забезпечення високих значень трекінго-ерозійної стійкості (Т) і запасу механічної міцності ребра на роздирання і відрив. Залежність Τ = f (a) визначали експериментально. Коефіцієнт запасу міцності на відрив при витяганні ізолятора з литтєвої прес-форми (Кр = H/Fp, де Η - міцність при розриві, Fp - сила роздирання) визначали розрахунковим шляхом. Потрібно відмітити, що сила відриву ребра від ізолятора і сила роздирання матеріалу гуми в зоні основи ребра 3, що лежить між позиціями 6 і 7, залежать від кута нахилу нижньої поверхні ребра δ, який, в свою чергу, пов'язаний з кутом a. Тому вказані співвідношення необхідно знаходити дослідно-експериментальним і розрахунковим шляхом. На Фіг.2 приведена отримана дослідно-експериментальним і розрахунковим шляхом графічна залежність, що показує вплив кута нахилу ребра a на трекінго-ерозійну стійкість Τ і на коефіцієнт запасу міцності на відрив при витяганні ізолятора з литтєвої форми Кр (Кр = H/Fp, де Η - міцність при розриві, Н/мм, яка для гуми HV 1760/65 складає Η = 4,5 Н/мм; 1 - Т; 2 - Кр). З графіків, показаних на Фіг.2, слідує, що у разі малих кутів нахилу ребер (a < 8°) трекінго-ерозійна стійкість Τ знижується значно нижче за норму (норма - 182 годин). З іншого боку, збільшення кута a призводить до зниження запасу міцності на роздирання. Відомо, що норматив трекінго-ерозійної стійкості згідно ГОСТ 28856-90 становить 182 годин, що, як видно з Фіг.2, відповідає куту нахилу ребра a = 13°. Відношення міцності гуми на роздирання до сили Fp, що дорівнює 1, відповідає куту нахилу ребра a = 25° (див. Фіг.2). Таким чином, були встановлені дослідно-експериментальним і розрахунковим шляхом наступні діапазони зміни кута нахилу кільцевого ребра ізолятора: a min = 13°, amax = 25°. Цим кутам α відповідають кути нахилу нижньої поверхні ребра dmin = 6° і d mах = 18°. Було також встановлено, що для підвищення коефіцієнта запасу міцності ребра від зусиль на роздирання (Fp) і відрив (Fo) місця сполучення ребра 3 з циліндричною частиною оболонки (стволом 2 оболонки 1) необхідно виконувати з такими радіусами: в нижній частині rн » 2мм; у верхній частині rв » 5мм. Практика показала, що збільшення радіусів rн = 2мм і rв = 5мм є недоцільним, оскільки запас міцності при цих значеннях радіусів є цілком достатнім, а подальше збільшення rн і rв призводить до збільшення витрати гуми. Таким чином, були встановлені діапазони зміни радіусів сполучення ребра з верхньою (rн) і нижньою (rв) частинами циліндричної оболонки ізолятора, а саме: rн = 1¸3мм; rв = 5¸6мм. Експериментально було підтверджено, що ці розміри дозволяють виключити деформацію ребер при розкритті прес-форми і уникнути можливого відриву кільцеподібного ребра від корпусу ізолюючого елемента оболонки. При перевищенні верхніх значень цих параметрів можливий відрив ребра від корпусу оболонки, а при значеннях, менших за нижні граничні значення, значно збільшується вартість литтєвої форми і істотно гіршає міцність готової оболонки. Товщину оболонки D вибирали за умови забезпечення вологозахисту слопластикового електроізоляційного стрижня (на Фіг.1 і Фіг.2 не показаний) і ерозійної стійкості оболонки 1. Вибрана товщина склала Dmin = 5мм; Dmах = 7мм. Спосіб виготовлення захисної ребристої оболонки полімерного ізолятора, що заявляється, пройшов успішні експериментальні випробування при виготовленні ізоляторів, що тестувалися в лабораторіях високих напруг, в т.ч. в ІЕЗ ім. Патона. Зараз готується документація на її промислове використання для формування ізоляторів, що експлуатуються при номінальних напругах від 35 до 110кВ (при напрузі грозового імпульсу, що витримується, згідно з вимогами стандарту, від 220 до 450кВ). Джерела інформації 1. Полімерний ізолятор і спосіб його виготовлення (Полимерный изолятор и способ его изготовления). МПК 7 Η01В17/00. Патент Украины (UA) №52084А, 2002. 2. Изолятор, ограничитель перенапряжений и способ изготовления полимерной оболочки. МПК 7 Η01В17/50, Η01В19/04, Η01С17/12. Патент РФ (RU) №2203514, 2003.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a ribbed protective casing of a polymeric insulator
Автори англійськоюAdeikin Ihor Oleksandrovych, Adeikin Oleksii Oleksandrovych, Clyavlin Valeriy Volodymyrovich
Назва патенту російськоюСпособ изготовления ребристой защитной оболочки полимерного изолятора
Автори російськоюАдейкин Игорь Александрович, Адейкин Алексей Александрович, Клявлин Валерий Владимирович
МПК / Мітки
МПК: H01B 17/00, H01B 19/00, H01B 17/20
Мітки: спосіб, ізолятора, ребристої, оболонки, захисної, виготовлення, полімерного
Код посилання
<a href="https://ua.patents.su/3-68547-sposib-vigotovlennya-zakhisno-rebristo-obolonki-polimernogo-izolyatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення захисної ребристої оболонки полімерного ізолятора</a>
Спосіб виготовлення полімерного стрижневого ізолятора
Номер патенту: 68541
Опубліковано: 15.07.2005
Автори: Адейкін Ігор Олександрович, Голубєв Олександр Вікторович, Гуренко Іван Станіславович, Клявлін Валерій Володимирович, Адейкін Олексій Олександрович
МПК: H01B 17/20, H01B 17/00, H01B 19/00
Мітки: полімерного, стрижневого, виготовлення, спосіб, ізолятора
Формула / Реферат:
Циліндровий механізм замка містить корпус з радіально розташованими підпружиненими штифтами та циліндр, який несе штовхачі, що взаємодіють з підпружиненими штифтами, і має канал для ключа, підпружинений двоплечий важіль. Циліндр містить додатковий проріз, який виконаний під кутом 90-270° до осі штовхачів. На поверхні корпусу виконана додаткова виїмка. Двоплечий важіль встановлений у прорізі на осі з можливістю коливання та контактування з...
Спосіб виготовлення суцільнолитої полімерної оболонки ізолятора
Номер патенту: 68546
Опубліковано: 15.08.2005
Автори: Голубєв Олександр Вікторович, Адейкін Олексій Олександрович, Гуренко Іван Станіславович, Адейкін Ігор Олександрович, Клявлін Валерій Володимирович
МПК: H01B 17/00, H01B 19/00, H01B 17/20
Мітки: ізолятора, полімерної, виготовлення, суцільнолитої, оболонки, спосіб
Формула / Реферат:
Спосіб відновлювального лікування дітей, які прооперовані з приводу вродженої вади серця, що включає кардіотрофічну, антибіотикотерапію з інотропною підтримкою міокарду, який відрізняється тим, що додатково призначають східний масаж, складений з елементів лінійного та точечного масажу, при цьому лінійний масаж виконують прийомами погладжування долонею з натисканням і вібрацією, які виконують кінчиками І, II і III пальців уздовж меридиану...
Захисна ребриста оболонка полімерного ізолятора
Номер патенту: 60949
Опубліковано: 15.04.2005
Автори: Гуренко Іван Станіславович, Клявлін Валерій Володимирович, Адейкін Ігор Олександрович, Адейкін Олексій Олександрович, Голубєв Олександр Вікторович
МПК: H01B 17/20, H01B 17/00, H01B 19/00
Мітки: оболонка, полімерного, захисна, ізолятора, ребриста
Формула / Реферат:
Пристрій для обробки бульб картоплі та ґрунту захисно-стимулюючими розчинами під час садіння, що містить бульбопровід, розпилювач, борозновідкривач зі стійкою і боковими стінками, між якими розміщено похилу деку, який відрізняється тим, що похила дека виконана у вигляді ввігнутого лотка, виготовленого із зварної сітки з прямокутним вічком, верхні дроти якої розміщені поперек руху бульб, що сприяє їх обертанню під час руху по лотку, розпилювач...
Спосіб виготовлення полімерного ізолятора
Номер патенту: 29893
Опубліковано: 15.05.2002
Автори: Чурсінов Віталій Михайлович, Чурсінов Олександр Віталійович
МПК: H01B 19/00
Мітки: полімерного, виготовлення, ізолятора, спосіб
Формула / Реферат:
1. Спосіб виготовлення полімерного ізолятора, який полягає в тому, що на склоепоксидний циліндр встановлюють по посадці і урівень з його торцями верхній та нижній металеві фланці і після цього до склоепоксидного циліндра встановлюють заливальні форми для заливання ребер кремнієполімерною сполукою, якою заповнюють заливальні форми, який відрізняється тим, що склоепоксидний циліндр встановлюють на стіл і епоксидний компаунд заливають у відкриту...
Спосіб виготовлення полімерної оболонки ізолятора
Номер патенту: 68543
Опубліковано: 16.05.2005
Автори: Адейкін Олексій Олександрович, Адейкін Ігор Олександрович, Клявлін Валерій Володимирович, Гуренко Іван Станіславович, Голубєв Олександр Вікторович
МПК: H01B 17/00, H01B 19/00
Мітки: виготовлення, ізолятора, спосіб, оболонки, полімерної
Формула / Реферат:
1. Спосіб управління польотом коректованого літального апарату який включає запуск безпілотного літального апарату для виходу в район доставки, наведення безпілотного літального апарату на місце доставки пуск після запуску безпілотного літального апарату іншого безпілотного літального апарату-носія корисного вантажу в район доставки управління польотом безпілотного літального апарату за допомогою радіокомандної лінії управління за допомогою...
Попередній патент: Спосіб виготовлення суцільнолитої полімерної оболонки ізолятора
Наступний патент: Спосіб формування полімерної оболонки
Випадковий патент: Авторучка