Низьколегована сталь для нафтогазопромислових труб (варіанти) і безшовна сталева труба
Номер патенту: 90948
Опубліковано: 10.06.2010
Автори: Абе Тосіхару, Омура Томохіко, Араі Юдзі, Томомацу Куніакі

Формула / Реферат
1. Низьколегована сталь для нафтогазопромислових труб із межею текучості від 654 МПа до 757 МПа і підвищеною стійкістю до водневого розтріскування (НІС) і розтріскування під дією напруг у сульфітному середовищі (SSP)у оточуючих середовищах з високим тиском сірководню, яка містить, мас. %:
від 0,10 до 0,60 С
від 0,05 до 0,5 Si
від 0,05 до 3,0 Mn
0,025 або менше Р
0,010 або менше S
від 0,005 до 0,10 Аl
0,01 або менше О
3,0 або менше Сr і
3,0 або менше Мо,
причому величина вмісту Сr і Мо складає 1,2 % або більше, при цьому решту складає Fe та домішки, а число неметалевих включень, велика вісь яких дорівнює 10 мкм або більше, складає до 10 одиниць на квадратний міліметр перерізу, що перевіряється.
2. Низьколегована сталь за п. 1, яка додатково містить щонайменше один компонент, вибраний із групи, яка складається, мас. %:
від 0,0003 до 0,003 В
від 0,002 до 0,1 Nb
від 0,002 до 0,1 Ті
від 0,002 до 0,1 Zr і
від 0,003 до 0,03 N.
3. Низьколегована сталь за п. 1 або п. 2, яка додатково містить від 0,05 до 0,3 мас. % V.
4. Низьколегована сталь за будь-яким з пп. 1-3, яка додатково містить від 0,0003 до 0,01 мас. % Са.
5. Низьколегована сталь для нафтогазопромислових труб із межею текучості 758 МПа або більше, яка має підвищену стійкість до НІС і SSP у оточуючих середовищах з високим тиском сірководню і містить, мас. %:
від 0,10 до 0,60 С
від 0,05 до 0,5 Si
від 0,05 до 3,0 Mn
0,025 або менше Р
0,010 або менше S
від 0,005 до 0,10 Аl
0,01 або менше О
3,0 або менше Сr
3,0 або менше Мо і
від 0,05 до 0,3 V,
при цьому вмісти Сr і Мо задовольняють співвідношення: Сr+3Мо³2,7 %, причому решту складає Fe і домішки, і число неметалевих включень, велика вісь яких дорівнює 10 мкм або більше, складає до 10 одиниць на квадратний міліметр перерізу, що перевіряється.
6. Низьколегована сталь за п. 5, яка додатково містить щонайменше один компонент, вибраний із групи, яка складається, мас. %:
від 0,0003 до 0,003 В
від 0,002 до 0,1 Nb
від 0,002 до 0,1 Ті
від 0,002 до 0,1 Zr і
від 0,003 до 0,03 N.
7. Низьколегована сталь за п. 5 або п. 6, яка додатково містить від 0,0003 до 0,01 мас. % Са.
8. Безшовна сталева труба, яка містить сталь за будь-яким з пунктів 1-4 або 5-7.
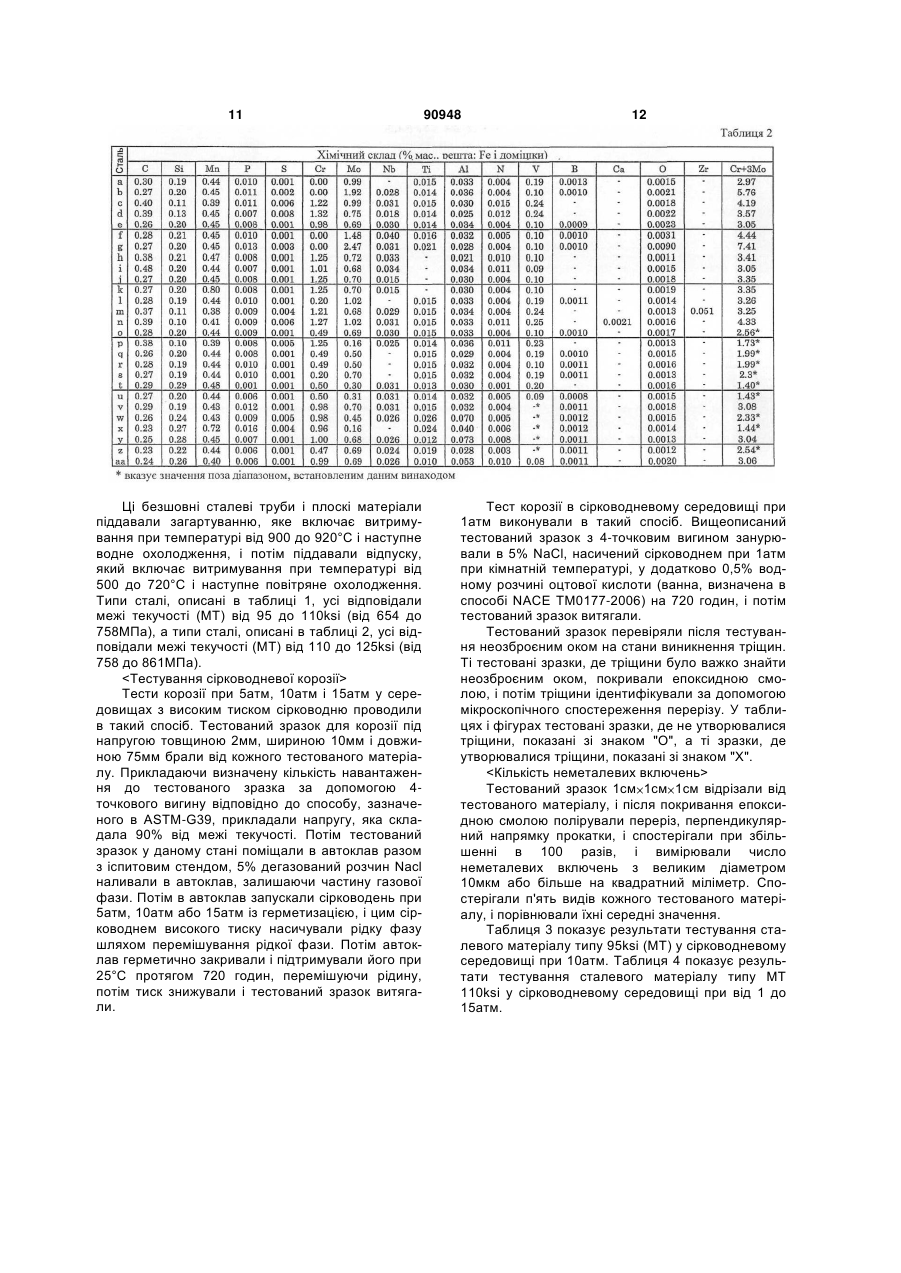
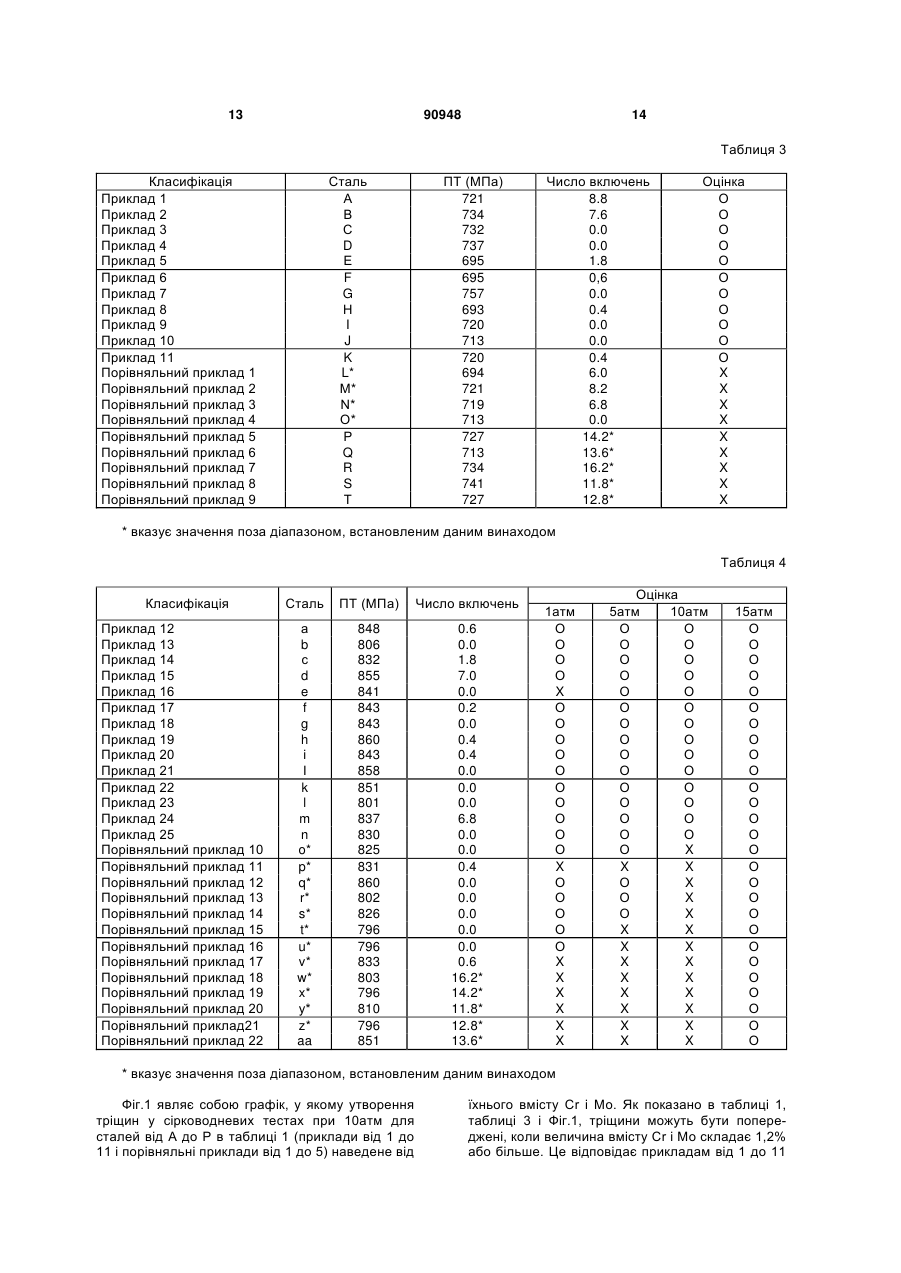
Текст
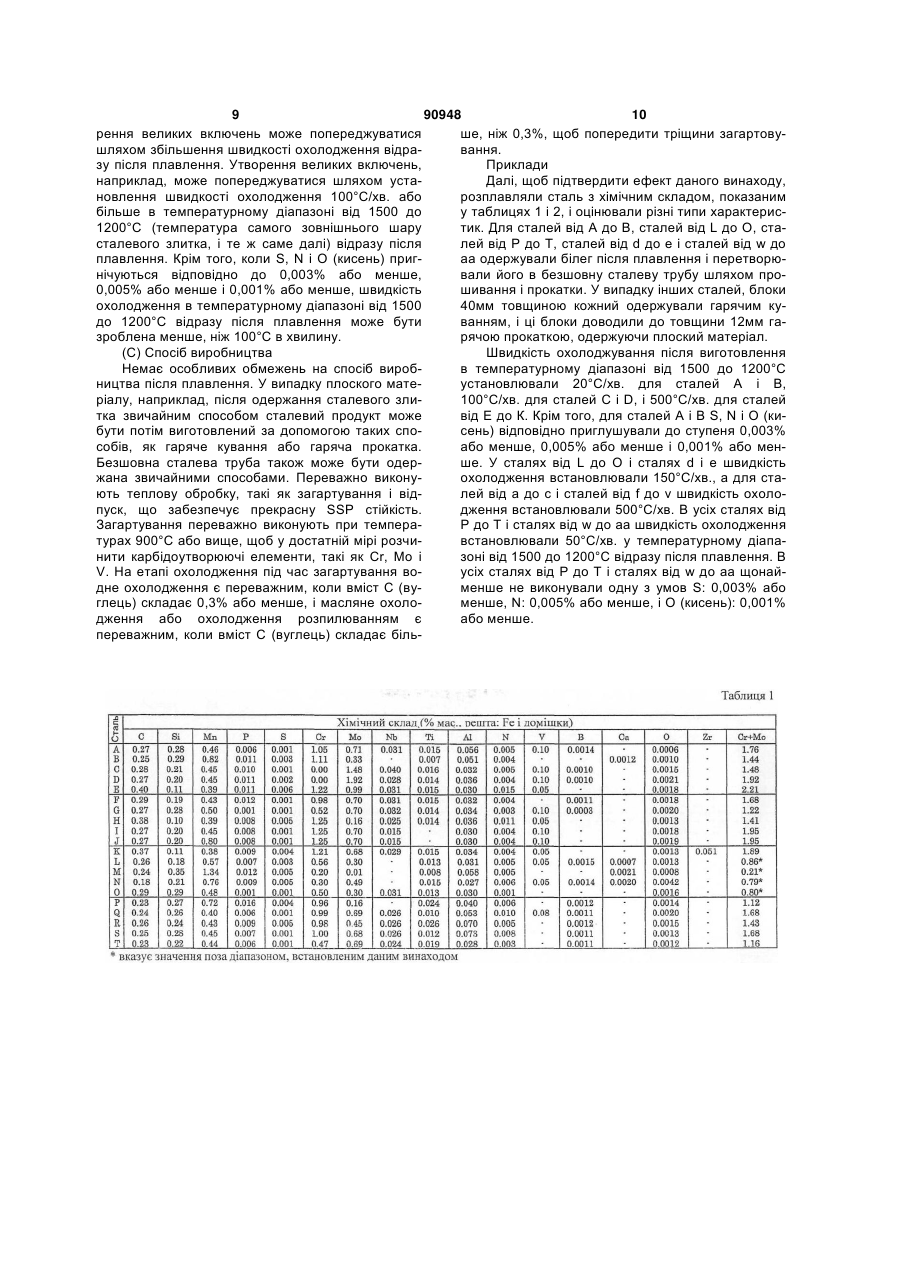
1. Низьколегована сталь для нафтогазопромислових труб із межею текучості від 654 МПа до 757 МПа і підвищеною стійкістю до водневого розтріскування (НІС) і розтріскування під дією напруг у сульфітному середовищі (SSP) у оточуючих середовищах з високим тиском сірководню, яка містить, мас. %: від 0,10 до 0,60 С від 0,05 до 0,5 Si від 0,05 до 3,0 Mn 0,025 або менше Р 0,010 або менше S від 0,005 до 0,10 Аl 0,01 або менше О 3,0 або менше Сr і 3,0 або менше Мо, причому величина вмісту Сr і Мо складає 1,2 % або більше, при цьому решту складає Fe та домішки, а число неметалевих включень, велика вісь яких дорівнює 10 мкм або більше, складає до 10 одиниць на квадратний міліметр перерізу, що перевіряється. 2. Низьколегована сталь за п. 1, яка додатково містить щонайменше один компонент, вибраний із групи, яка складається, мас. %: від 0,0003 до 0,003 В від 0,002 до 0,1 Nb від 0,002 до 0,1 Ті 2 (19) 1 3 Даний винахід стосується низьколегованої сталі для нафтогазопромислових труб, застосовуваних у оточуючому середовищі, яке містить сірководень, такому як нафтові свердловини і газові свердловини, і безшовної сталевої труби, виготовленої з цієї сталі. У нафтових свердловинах і газових свердловинах звичайно застосовують нафтогазопромислові труби класу 80ksi (Межа Текучості (далі МТ): від 551 до 654МПа), але, внаслідок усе більш глибоких нафтових свердловин, вимагаються більш міцні типи нафтогазопромислових труб. Тому в останні роки збільшується застосування нафтогазопромислових труб типу 95ksi (МТ: від 654 до 758МПа) і типу 110ksi (МТ: від 758 до 861МПа). З іншого боку, неглибокі свердловини зі слабкокорозійною атмосферою вичерпалися, тому глибокі свердловини із сильно корозійною атмосферою, яка містить сірководень при високому тиску 2атм або більше, часто розробляються в останні роки. Нафтогазопромислові труби, застосовувані в такому оточенні, повинні мати високу міцність, і існує додаткова проб нема водневої крихкості, називана викликуване воднем розтріскування (НІС) і розтріскування під дією напруг у сульфідвомісному середовищі (SSP). Найважливішою задачею у виробництві нафтогазопромислових труб є, тому, одержання високої міцності і вирішення проблем (НІС) і (SSP). Хоча сплав з високим вмістом Ni застосовують для нафтогазопромислових труб в оточенні, яке містить сірководень при високому тиску, вимагаються низьколеговані нафтогазопромислові труби, щоб знизити вартість розробки свердловини. Способи запобігання (НІС) і (SSP) в низьколегованих нафтогазолромислових трубах включають способи виготовлення високочистої сталі, способи перетворення структури сталі в дрібні зерна й ін. Заявники даного винаходу вже запропонували спосіб поліпшення SSP стійкості шляхом обмеження розміру неметалевих включень до конкретного розміру (патентні документи 1 і 2). Однак вважається, що звичайні низьколеговані нафтогазопромислові труби застосовуються тільки в оточенні, яке містить сірководень при 1атм або менше. У патентному документі 1 заявники даного винаходу запропонували спосіб поліпшення SSP стійкості шляхом зниження кількості неметалевих включень розміром 20мкм або більше по великій осі, а в патентному документі 2 запропонували спосіб поліпшування SSP стійкості шляхом зниження кількості нітридів розміром 5мкм або більше по великій осі. Однак результати всіх оцінок, наведені в цих патентних документах, представлені для сірководневого оточення з тиском 1атм або менше. Непатентний документ 1 демонструє, що, коли сталь, що містить В, М23С6 (М: Fe, Cr, Мо), має вміст Cr 1% або більше, те крупнозернистий карбід вибірково утворюється на границі первинних аустенітних зерен, викликаючи SSP типу міжзеренного розриву. Цей документ також показує, що SSP через цей крупнозернистий карбід має місце в сірководневому оточенні з тиском 1атм або менше. 90948 4 Спосіб ТМ0284-2003 і спосіб ТМ0177-2006, визначені Національною асоціацією інженерів із захисту від корозії (NACE), приймаються тут як способи оцінки корозії від сірководню в низьколегованих нафтогазопромислових трубах. Дані способи оцінюють НІС і SSP у кислому NaCl розчині, насиченому сірководнем при 1атм, і не передбачають оточення з високим тиском сірководню. Хоча це не приклад низьколегованих нафтогазопромислових труб, непатентний документ 2 описує приклад звичайної трубопровідної сталі з межею текучості (МТ) величиною 70ksi, і розкриває механізм НІС в оточенні з високим тиском сірководню. Непатентний документ 2 указує, що ризик НІС збільшується при тиску сірководню від 2 до 5атм, але що НІС не відбувається з легкістю при тиску сірководню 15атм. Однак, низьколеговані нафтогазопромислові труби мають більшу міцність, ніж трубопровід у непатентному документі 2. Навіть хоча існує збільшений ризик НІС і SSP у подібному оточенні, не проводили вивчення хімічної композиції низьколегованих нафтогазопромислових труб, яке передбачає використання оточення з високим тиском сірководню. Тому дотепер не було зроблено спроби знайти спосіб запобігання НІС і SSP у низьколегованих нафтогазопромислових трубах в оточенні з високим тиском сірководню. [Патентний документ 1] JP 2001-172739 А, [Патентний документ 2] JP 2001-131698 А, [Непатентний документ 1] Ueda Μ. et. al, Proc. Int. Conf. Corrosion 2005, Houston, 2005, Paper No. 05089, [Непатентний документ 2] Kimura Μ. et. al, Proc. Int. Conf. Corrosion 85, Massachusetts, 1985, Paper No. 237. Стійкість до SSP може бути посилена в низьколегованих нафтогазопромислових трубах, застосовуваних в оточенні з низьким тиском сірководню, шляхом поліпшення внутрішньої мікроструктури даної сталі за допомогою вищеописаних способів, таких як високе очищення і здрібнювання зерна. Однак, НІС і SSP можуть попереджуватися тільки в обмеженому ступені в низьколегованих нафтогазопромислових трубах, застосовуваних у ще більш високо корозійних середовищах з високим тиском сірководню (зокрема 2атм або більше). Існує також межа, до якої міри НІС і SSP можуть попереджуватися тільки шляхом поліпшення внутрішньої мікроструктури сталі за допомогою таких способів, як високе очищення і здрібнювання зерна. Автори даного винаходу, тому, провели різні дослідження, щоб поліпшити якість захисту від корозійних речовин у висококорозійних середовищах з високим тиском сірководню шляхом додаткового посилення стійкості до НІС і SSP. У вологих середовищах, які містять сірководень, сірководень прискорює проникнення водню в сталь. НІС і SSP, які представляють один тип водневої крихкості, мають місце внаслідок цього проникнення водню. Чим більше вміст сірководню в оточуючому середовищі, тим більше даний ефект, що викликається сірководнем. А саме, вплив сір 5 90948 6 ководню стає більше, коли парціальний тиск сіркоCr; і 3,0% або менше Мо; і від 0,05 до 0,3% V, де водню в оточуючому середовищі стає вище, збівмісти Cr і Мо задовольняють співвідношенню: льшуючи ризик НІС і SSP. Cr+3Мо 2,7%, при цьому решту складає Fe і доПокриття, які формуються внаслідок корозії, мішки, і число неметалевих включень, що мають такі як сульфід, оксид, звичайно діють як бар'єр розмір 10мкм або більше, на тестованому перерізі для проникнення водню. У середовищах, що місв 1 квадратний міліметр складає 10 або менше. тять корозійний сірководень, сульфід заліза утвоНизьколегована сталь для нафтогазопромисрюється як продукт корозії на поверхні сталі. Одлових труб, описана в (2), переважно додатково нак, сульфід звичайно має низьку щільність у містить щонайменше один компонент, вибраний із порівнянні з оксидом. Сульфід тому не розглядагрупи, яка складається, у масових %, з від 0,0003 ють як достатній захист від проникнення водню, а до 0,003% В, від 0,002 до 0,1% Nb, від 0,002 до також вважають причиною НІС і SSP. Однак, у 0,1% Ті, від 0,002 до 0,1% Zr, і від 0,003 до 0,03% вологих середовищах, які містять сірководень, N. Низьколегована сталь для нафтогазопромислоутворення сульфіду заліза є переважним, тоді як вих труб навіть більш переважно містить від оксид заліза утворюється повільніше. 0,0003 до 0,01% Са. Автори даного винаходу вважали, що оптима(3) Безшовна сталева труба, що виготовляєтьльний вміст молібдену (Мо) і хрому (Cr) в основся зі сталі, описаної в (1) або (2). ному матеріалі буде давати нерозчинні оксиди Високоміцна низьколегована сталь для нафтокраще, ніж залізо, і утворювати щільне оксидне газопромислових труб і безшовна сталева труба плівкове покриття, яке буде кращим захистом від за даним винаходом забезпечують прекрасну стійкорозійних побічних продуктів. кість до НІС і SSP і, отже, ідеально придатні для Метою даного винаходу є забезпечення низьзастосування в середовищах з високим тиском колегованої сталі і безшовної сталевої труби з сірководню. високою міцністю для нафгогазопромислових (А) Хімічний склад сталі труб, яка має відмінну стійкість до НІС і стійкість С: від 0,10 до 0,60% до SSP навіть у середовищах з високим тиском Вуглець (або С) ефективний для посилення сірководню. Під середовищами з високим тиском твердості і поліпшення міцності. Для одержання сірководню розуміються середовища, які містять даного ефекту вміст С повинен бути 0,10% або сірководень при 2атм або більше; і під високою більше. З іншого боку, коли вміст С вище, ніж міцністю розуміється межа текучості (МТ) 95ksi 0,60%, даний ефект насичується, тому 0,60% (654МПа) або більше. установлюється як верхня межа. Нижня межа пеДаний винахід призначений для вирішення реважно складає 0,25%. Верхня межа переважно вищевказаних проблем. Короткий опис низьколескладає 0,40%. гованої сталі для нафгогазопромислових труб наSi: від 0,05 до 0,5% дається в наступних розділах (1) і (2), і короткий Кремній (або Si) є ефективним елементом для опис безшовної сталевої труби надається в подарозкислення сталі, а також підсилює стійкість до льшому розділі (3). знеміцнення під час відпуску. Щоб добитися роз(1) Низьколегована сталь для нафтогазопрокислення, вміст Si повинен бути 0,05% або більше. мислових труб із межею текучості від 654МПа до З іншого боку, коли вміст Si перевищує 0,5%, прис757МПа, яка має прекрасну НІС стійкість і SSP корюється осадження у феритній фазі, що знеміцстійкість в середовищах з високим тиском сірковонює і знижує стійкість до SSP. Тому вміст Si встадню, містить у масових %: від 0,10 до 0,60% С; від новлюють у діапазоні від 0,05 до 0,5%. Нижня 0,05 до 0,5% Si; від 0,05 до 3,0% Μn; 0,025 або межа переважно складає 0,10%. Верхня межа пеменше Р; 0,010% або менше S; від 0,005 до 0,10% реважно складає 0,35%. Аl; 0,01% або менше О (кисень); 3,0% або менше Μn: від 0,05 до 3,0% Cr; і 3,0% або менше Мо, і відрізняється тим, що Марганець (або Μn) є ефективним елементом кількість Cr і Мо складає 1,2% або більше, при для забезпечення твердості сталі. Для забезпецьому решту складає Fe і домішки, і число немечення твердості вміст Μn повинен бути 0,05% або талевих включень, що мають розмір 10мкм або більше. З іншого боку, коли вміст Μn більше, ніж більше, на тестованому перерізі в 1 квадратний 3,0%, Μn сегрегується разом із домішковими елеміліметр складає 10 або менше. ментами, такими як Ρ і S, в границі зерен, що зниНизьколегована сталь для нафтогазопромисжує SSP стійкість. Тому вміст Μn був встановлелових труб, описана в (1), додатково переважно ний від 0,05 до 3,0%. Нижня межа переважно містить щонайменше один компонент, вибраний із складає 0,30%. Верхня межа переважно складає групи, яка складається, у масових %, з від 0,0003 0,50%. до 0,003% В, від 0,002 до 0,1% Nb, від 0,002 до Р: 0,025% або менше 0,1% Ті, від 0,002 до 0,1% Zr, і від 0,003 до 0,03% Фосфор (або Р) сегрегується до границі зерен, N. Альтернативно, низьколегована сталь для нафзнижуючи SSP стійкість. Однак, цей ефект стає тогазопромислових труб може додатково містити різким, коли вміст Ρ перевищує 0,025%, тому вервід 0,05 до 0,3% V і/чи від 0,0003 до 0,01% Са. хня межа була встановлена на 0,025%. Ρ перева(2) Низьколегована сталь для нафтогазопрожно обмежують до 0,015% або менше. мислових труб із межею текучості 758МПа або S: 0,010% або менше більше містить у масових %: від 0,10 до 0,60% С; Сірка (або S) сегрегується до границі зерен у від 0,05 до 0,5% Si; від 0,05 до 3,0% Μn; 0,025 або такий же спосіб, як Р, що знижує SSP стійкість. менше Р; 0,010% або менше S; від 0,005 до 0,10% Однак, цей ефект стає різким, коли вміст S переAl; 0,01% або менше О (кисень); 3,0% або менше вищує 0,010%, тому верхня межа була встановле 7 90948 8 на на 0,010%. Вміст S переважно обмежують до Ті або Zr, що утворюють нітрид легше, ніж В, пере0,003% або менше. важно додають у сталь, яка містить В. Al: від 0,005 до 0,10% Nb: від 0,002 до 0,1% Алюміній (або Al) є ефективним елементом Ті: від 0,002 до 0,1% для розкислення сталі. Однак, цей ефект не може Zr: від 0,002 до 0,1% бути одержаний, коли його вміст нижче 0,005%. З Nb, Ті і Zr усі з'єднуються із С і N, утворюючи іншого боку, коли вміст Al складає 0,10% або бікарбонітрид, який ефективно діє для здрібнювання льше, даний ефект насичується, тому верхня мезерен шляхом закріплюючого ефекту і поліпшує жа була встановлена на 0,10%. Вміст Al у даному механічні характеристики, такі як твердість. Щоб винаході означає вміст кислотно розчинного Al одержати даний ефект, вміст кожного елемента (так званий "розчин. Аl"). Нижня межа переважно переважно складає 0,002% або більше. З іншого складає 0,020%. Верхня межа переважно складає боку, оскільки даний ефект насичується, коли да0,050%. ний вміст складає більше, ніж 0,1%, установлена О (кисень): 0,01% або менше верхня межа 0,1%. Кисень (або О) є присутнім у сталі як домішка, N: від 0,003 до 0,03% і коли його вміст перевищує 0,01%, він утворює Хоча азот (N) є присутнім у сталі у вигляді некрупнозернистий оксид, що знижує твердість і SSP бажаної домішки, коли він міститься сприятливим стійкість. Верхня межа, тому, була встановлена на чином, він може з'єднуватися із С в Al, Nb, Ті або 0,01%. Кисень (або О) переважно складає 0,001% Zr, утворюючи карбонітрид, який ефективно діє або менше. для здрібнювання зерен шляхом закріплюючого Cr: 3,0% або менше, Мо: 3,0% або менше ефекту і поліпшує механічні характеристики, такі Cr або Мо є елементами, які попереджують як твердість. Щоб одержати даний ефект, вміст N проникнення водню в сталь і поліпшують SSP стійпереважно складає 0,003% або більше. З іншого кість шляхом утворення щільного оксидного шару боку, оскільки даний ефект насичується, коли дана поверхні нафтогазопромислових труб. Ці ефекний вміст складає більше, ніж 0,03%, верхня межа ти демонструються, коли Cr+Мо складає 1,2% або складає переважно 0,03%. більше для типу сталі 95ksi (MT: від 654 до Са: від 0,0003 до 0,01% 758МПа), і коли Cr+3Мо складає 2,7% або більше Кальцій (або Са) з'єднується з S у сталі, утводля типу сталі 110ksi (MT: від 758 до 861МПа). рюючи сульфід, і підсилює SSP стійкість шляхом Щоб стабілізувати даний ефект, вміст Cr переважполіпшення форми включень. Щоб одержати дано складає 1,0% або більше і більш переважно ний ефект, вміст Са переважно складає 0,0003% 1,2% або більше. З іншого боку, оскільки ці ефекти або більше. З іншого боку, оскільки даний ефект насичуються, коли Cr і Мо знаходяться в надлишнасичується, коли даний вміст складає більше, ніж ку, верхня межа для обох Cr і Мо була встановле0,01%, верхня межа складає переважно 0,01%. на на 3,0%. (В) Неметалеві включення Мо також повинен бути вище для типу сталі У середовищах, які містять сірководень при 110ksi, ніж для типу сталі 95ksi, оскільки Мо не високому тиску, тільки поліпшення захисту за дотільки виконує ефект поліпшення стійкості до копомогою плівок продукту корозії з Cr і Мо, як опирозії, але також збільшує температуру відпуску і сано вище, не забезпечує належного захисту від поліпшує SSP стійкість шляхом утворення тонкого корозії. Тому неметалеві включення, що служать карбіду разом з V. центром ініціації НІС, повинні бути вилучені в біV: від 0,05 до 0,3% (суттєво для типу сталі льшій мірі, ніж досягалося дотепер. НІС, що відбу110ksi; довільно для типу сталі 95ksi) вається в низьколегованій сталі для нафтогазопВанадій (або V) має ефект утворення тонкого ромислових труб, звичайно починається у вигляді карбіду МС (M:V і Мо) і збільшення температури неметалевих включень усередині сталевого провідпуску. Щоб досягти цих ефектів, вміст V повидукту. Тому серед усіх неметалевих включень, які нен бути щонайменше 0,05%, щоб запобігти SSP у включають у себе не тільки нітриди, але також продуктах зі сталі типу 110ksi. Ванадій (V) немає оксисульфіди, що мають тенденцію укрупнюватинеобхідності використовувати в марці сталі 95ksi, ся, включення розміром 10мм або більше уздовж але можна використовувати, коли потрібні вищеовеликої осі повинні бути вилучені, наскільки можписані ефекти. Коли вміст V більше, ніж 0,3%, у ливо. НІС має схильність легко протікати, зокрема, твердому розчині спостерігається насичення під коли є присутнім більше ніж 10 неметалевих включас загартування, і ефект, що збільшує темперачень, велика вісь яких дорівнює 10мкм або більше. туру відпуску, також насичується. Тому, верхня Кількість частинок з перерізом менше, ніж один межа V була встановлена на 0,3%. квадратний міліметр, тому, повинна бути зменшеВ: від 0,0003 до 0,003% на до 10 частинок або менше. Бор (або В) не завжди є суттєвим, але є ефекСпособи зменшення неметалевих включень тивним для поліпшення твердості сталі. З іншого включають спосіб, який знижує наскільки можливо боку, надлишковий вміст бору прискорює утворенТі, N (азот), О (кисень) і S, які легко утворюють ня крупнозернистого карбіду М23С6 (М: Fe, Cr, Мо) великі включення; спосіб, який змушує спливати на границі зерен, приводячи до зниження SSP великі включення шляхом нагрівання розплавлестійкості. Тому, вміст В переважно складає від ної сталі нагрівачем або її перемішування; і спосіб, 0,0003 до 0,003%. Крім того, N (азот) переважно який попереджує перехід оксидів вогнетривів зі фіксують у вигляді нітриду, іншого ніж нітрид бору стінки печі при плавленні, і т. д. Включення зви(BN), щоб одержати адекватний ефект від В. Тому чайно утворюються відразу після плавлення і часто стають більше під час охолодження, тому утво 9 90948 10 рення великих включень може попереджуватися ше, ніж 0,3%, щоб попередити тріщини загартовушляхом збільшення швидкості охолодження відравання. зу після плавлення. Утворення великих включень, Приклади наприклад, може попереджуватися шляхом устаДалі, щоб підтвердити ефект даного винаходу, новлення швидкості охолодження 100°С/хв. або розплавляли сталь з хімічним складом, показаним більше в температурному діапазоні від 1500 до у таблицях 1 і 2, і оцінювали різні типи характерис1200°С (температура самого зовнішнього шару тик. Для сталей від А до В, сталей від L до О, стасталевого злитка, і те ж саме далі) відразу після лей від Ρ до Т, сталей від d до e і сталей від w до плавлення. Крім того, коли S, N і О (кисень) пригаа одержували білег після плавлення і перетворюнічуються відповідно до 0,003% або менше, вали його в безшовну сталеву трубу шляхом про0,005% або менше і 0,001% або менше, швидкість шивання і прокатки. У випадку інших сталей, блоки охолодження в температурному діапазоні від 1500 40мм товщиною кожний одержували гарячим кудо 1200°С відразу після плавлення може бути ванням, і ці блоки доводили до товщини 12мм газроблена менше, ніж 100°С в хвилину. рячою прокаткою, одержуючи плоский матеріал. (С) Спосіб виробництва Швидкість охолоджування після виготовлення Немає особливих обмежень на спосіб виробв температурному діапазоні від 1500 до 1200°С ництва після плавлення. У випадку плоского матеустановлювали 20°С/хв. для сталей А і В, ріалу, наприклад, після одержання сталевого зли100°С/хв. для сталей С і D, і 500°С/хв. для сталей тка звичайним способом сталевий продукт може від Ε до К. Крім того, для сталей А і В S, N і О (кибути потім виготовлений за допомогою таких спосень) відповідно приглушували до ступеня 0,003% собів, як гаряче кування або гаряча прокатка. або менше, 0,005% або менше і 0,001% або менБезшовна сталева труба також може бути одерше. У сталях від L до О і сталях d і e швидкість жана звичайними способами. Переважно виконуохолодження встановлювали 150°С/хв., а для стають теплову обробку, такі як загартування і відлей від а до с і сталей від f до ν швидкість охолопуск, що забезпечує прекрасну SSP стійкість. дження встановлювали 500°С/хв. В усіх сталях від Загартування переважно виконують при темпераΡ до Τ і сталях від w до аа швидкість охолодження турах 900°С або вище, щоб у достатній мірі розчивстановлювали 50°С/хв. у температурному діапанити карбідоутворюючі елементи, такі як Cr, Мо і зоні від 1500 до 1200°С відразу після плавлення. В V. На етапі охолодження під час загартування воусіх сталях від Ρ до Τ і сталях від w до аа щонайдне охолодження є переважним, коли вміст С (вуменше не виконували одну з умов S: 0,003% або глець) складає 0,3% або менше, і масляне охоломенше, N: 0,005% або менше, і О (кисень): 0,001% дження або охолодження розпилюванням є або менше. переважним, коли вміст С (вуглець) складає біль 11 Ці безшовні сталеві труби і плоскі матеріали піддавали загартуванню, яке включає витримування при температурі від 900 до 920°С і наступне водне охолодження, і потім піддавали відпуску, який включає витримування при температурі від 500 до 720°С і наступне повітряне охолодження. Типи сталі, описані в таблиці 1, усі відповідали межі текучості (МТ) від 95 до 110ksi (від 654 до 758МПа), а типи сталі, описані в таблиці 2, усі відповідали межі текучості (МТ) від 110 до 125ksi (від 758 до 861МПа). Тести корозії при 5атм, 10атм і 15атм у середовищах з високим тиском сірководню проводили в такий спосіб. Тестований зразок для корозії під напругою товщиною 2мм, шириною 10мм і довжиною 75мм брали від кожного тестованого матеріалу. Прикладаючи визначену кількість навантаження до тестованого зразка за допомогою 4точкового вигину відповідно до способу, зазначеного в ASTM-G39, прикладали напругу, яка складала 90% від межі текучості. Потім тестований зразок у даному стані поміщали в автоклав разом з іспитовим стендом, 5% дегазований розчин Nacl наливали в автоклав, залишаючи частину газової фази. Потім в автоклав запускали сірководень при 5атм, 10атм або 15атм із герметизацією, і цим сірководнем високого тиску насичували рідку фазу шляхом перемішування рідкої фази. Потім автоклав герметично закривали і підтримували його при 25°С протягом 720 годин, перемішуючи рідину, потім тиск знижували і тестований зразок витягали. 90948 12 Тест корозії в сірководневому середовищі при 1атм виконували в такий спосіб. Вищеописаний тестований зразок з 4-точковим вигином занурювали в 5% NaCl, насичений сірководнем при 1атм при кімнатній температурі, у додатково 0,5% водному розчині оцтової кислоти (ванна, визначена в способі NACE ТМ0177-2006) на 720 годин, і потім тестований зразок витягали. Тестований зразок перевіряли після тестування неозброєним оком на стани виникнення тріщин. Ті тестовані зразки, де тріщини було важко знайти неозброєним оком, покривали епоксидною смолою, і потім тріщини ідентифікували за допомогою мікроскопічного спостереження перерізу. У таблицях і фігурах тестовані зразки, де не утворювалися тріщини, показані зі знаком "О", а ті зразки, де утворювалися тріщини, показані зі знаком "X". Тестований зразок 1см 1см 1см відрізали від тестованого матеріалу, і після покривання епоксидною смолою полірували переріз, перпендикулярний напрямку прокатки, і спостерігали при збільшенні в 100 разів, і вимірювали число неметалевих включень з великим діаметром 10мкм або більше на квадратний міліметр. Спостерігали п'ять видів кожного тестованого матеріалу, і порівнювали їхні середні значення. Таблиця 3 показує результати тестування сталевого матеріалу типу 95ksi (МТ) у сірководневому середовищі при 10атм. Таблиця 4 показує результати тестування сталевого матеріалу типу МТ 110ksi у сірководневому середовищі при від 1 до 15атм. 13 90948 14 Таблиця 3 Класифікація Приклад 1 Приклад 2 Приклад 3 Приклад 4 Приклад 5 Приклад 6 Приклад 7 Приклад 8 Приклад 9 Приклад 10 Приклад 11 Порівняльний приклад 1 Порівняльний приклад 2 Порівняльний приклад 3 Порівняльний приклад 4 Порівняльний приклад 5 Порівняльний приклад 6 Порівняльний приклад 7 Порівняльний приклад 8 Порівняльний приклад 9 Сталь А В С D Ε F G Η I J K L* Μ* Ν* О* Ρ Q R S Τ ΠΤ (МПа) 721 734 732 737 695 695 757 693 720 713 720 694 721 719 713 727 713 734 741 727 Число включень 8.8 7.6 0.0 0.0 1.8 0,6 0.0 0.4 0.0 0.0 0.4 6.0 8.2 6.8 0.0 14.2* 13.6* 16.2* 11.8* 12.8* Оцінка О О О О О О О О О О О X X X X X X X X X * вказує значення поза діапазоном, встановленим даним винаходом Таблиця 4 Класифікація Приклад 12 Приклад 13 Приклад 14 Приклад 15 Приклад 16 Приклад 17 Приклад 18 Приклад 19 Приклад 20 Приклад 21 Приклад 22 Приклад 23 Приклад 24 Приклад 25 Порівняльний приклад 10 Порівняльний приклад 11 Порівняльний приклад 12 Порівняльний приклад 13 Порівняльний приклад 14 Порівняльний приклад 15 Порівняльний приклад 16 Порівняльний приклад 17 Порівняльний приклад 18 Порівняльний приклад 19 Порівняльний приклад 20 Порівняльний приклад21 Порівняльний приклад 22 Сталь ПТ (МПа) Число включень а b с d e f g h і І k l m n o* p* q* r* s* t* u* v* w* x* у* z* aa 848 806 832 855 841 843 843 860 843 858 851 801 837 830 825 831 860 802 826 796 796 833 803 796 810 796 851 0.6 0.0 1.8 7.0 0.0 0.2 0.0 0.4 0.4 0.0 0.0 0.0 6.8 0.0 0.0 0.4 0.0 0.0 0.0 0.0 0.0 0.6 16.2* 14.2* 11.8* 12.8* 13.6* 1атм О О О О X О О О О О О О О О О X О О О О О X X X X X X Оцінка 5атм 10атм О О О О О О О О О О О О О О О О О О О О О О О О О О О О О X X X О X О X О X X X X X X X X X X X X X X X X X 15атм О О О О О О О О О О О О О О О О О О О О О О О О О О О * вказує значення поза діапазоном, встановленим даним винаходом Фіг.1 являє собою графік, у якому утворення тріщин у сірководневих тестах при 10атм для сталей від А до Ρ в таблиці 1 (приклади від 1 до 11 і порівняльні приклади від 1 до 5) наведене від їхнього вмісту Cr і Мо. Як показано в таблиці 1, таблиці 3 і Фіг.1, тріщини можуть бути попереджені, коли величина вмісту Cr і Мо складає 1,2% або більше. Це відповідає прикладам від 1 до 11 15 90948 16 (сталі від А до K) у таблиці 3. З іншого боку, коли виникали від НІС, центрами ініціації якого були величина вмісту Cr і Мо була менше, ніж 1,2%, неметалеві включення з великим діаметром тріщини виникали в порівняльних прикладах від 1 10мкм або більше. до 5 (сталі від L до Р). Результати тестів при тиску сірководню 1атм Утворення тріщин у порівняльних прикладах показали, що SSP відбувалося в сталі, що місвід 1 до 4 відбувалося через НІС, причому тріщитить 1% або більше Cr і також містить В (сталь e, ни виникали і розвивалися горизонтально в насталь ν), і що SSP не відбувалося в сталі із вміспрямку прокатки матеріалу, і неметалеві вклютом Cr менше ніж 1% (сталі від q до u). А саме, чення від 3 до 10мкм спостерігали на центрі відомо, що розходження випадків, коли тиск сірініціації НІС. З іншого боку, тріщини виникали в ководню дорівнює 1атм, від випадків з тиском порівняльних прикладах від 5 до 9 (сталі від Ρ до сірководню 10атм, відбувається через матеріал. Т), навіть хоча вони мали майже такий самий Ці результати ясно показують, що вивчені тепер вміст Cr і Mo, як сталі від А до К. Порівняльні приконцепції дизайну матеріалів для запобігання НІС клади від 5 до 9 мали більше неметалевих вклюі SSP у середовищах з високим тиском сірководчень з великим діаметром 10мкм, ніж інші типи ню відрізняються від аналогічних концепцій у сірсталей, і дані тріщини були результатом НІС, ководневих середовищах при 1атм або менше. центрами ініціації якого були неметалеві вклюФіг.3 являє собою зображення, яке показує чення з великим діаметром 10мкм або більше. розподіл щільностей елементів у перерізі, що Фіг.2 являє собою графік, у якому утворення містить побічні продукти корозії, у тестованому тріщин у сірководневих тестах при 10атм для шматку сталі e в таблиці 2. Фіг.3(а) представляє сталей від а до u у таблиці 2 (приклади від 12 до вигляд поверхні, одержаний за допомогою СЕМ, 25 і порівняльні приклади від 10 до 16) наведене а зображення від (b) до (f) являють собою ревід їхнього вмісту Cr і Мо. Як показано в таблиці зультати композиційного аналізу О, S, Cr, Fe і Мо, 2, таблиці 4 і Фіг.2, у порівняльних прикладах від одержані за допомогою ЕЗМА (електронно10 до 16 (сталі від о до u) тріщини виникали у зондовий мікроаналіз). Як показано на Фіг.3(а), випадках, де "Cr+3Мо" було менше, ніж 2,7%. У побічні продукти корозії утворювалися у вигляді цьому випадку існують тріщини в результаті SSP, подвійного шару на поверхні основного матеріалу які виникають і розвиваються вертикально від з зовнішнім шаром із сульфіду заліза і внутрішнім поверхні сталевого продукту в напрямку приклашаром з оксисульфіду, що містить Cr і Мо. Після дених напруг, а не починаються від особливо утворення зовнішнього шару із сульфіду заліза, великих включень. Навпаки, хоча тріщини виниCr і Мо, очевидно, утворюють оксид на границі кали при тиску сірководню 1атм у прикладі 16, не між основним матеріалом і сульфідним зовнішнім виникало тріщин у будь-якому з випадків при шаром, де концентрація сірководню низька, і цей 5атм, 10атм або 15атм. В інших прикладах від 12 щільний внутрішній шар оксиду підсилює захист, до 15 і від 17 до 25 тріщини не виникали при забезпечуваний даним покриттям, і пригнічує будь-якому тиску сірководню. проникнення водню, тим самим поліпшуючи стійТакож, як показано в таблиці 4, навіть у викість до SSP. падках, що не задовольняють хімічному складу, Таблиця 5 показує порівняння швидкості козазначеному даним винаходом, є приклади, які розії етапі А, сталі D, сталі G і сталі К таблиці 1 демонструють відмінну стійкість до НІС і SSP при після занурювального тестування у сірководні 1атм. Однак, при тиску сірководню 10атм, що є при 10атм. Швидкість корозії визначали шляхом більш суворим корозійним оточенням, виникали ділення різниці мас тестованих шматків до і після тріщини в сталях від о до аа, де умови даного тестування в тесті з 4-точковим вигином на повну винаходу не задовольнялися. З іншого боку, коли площу поверхні тестованих шматків. Крім того, усі тиск сірководню досягав 15атм, ніяких тріщин не сталі даного винаходу являли собою сталі, в яких виникало в будь-яких прикладах. Отже можна не відбувалося НІС і SSP. зробити висновок, що сталь, де тріщини не виникали при тиску сірководню 10атм, застосовна для Таблиця 5 середовищ з більш високим тиском сірководню. В сталі з низьким вмістом V SSP відбувалося Швидкість корозії Сталь Вміст Cr (% мас.) незважаючи на те, що вміст Cr або Мо такий са(г/м2/год.) мий, як в сталях від ν до z у таблиці 4. Можливою А 1,05 0,5 причиною є те, що сталі, які містять V, такі як D 0,00 0,8 сталі від а до о, можуть відпускатися при високій G 0,52 0,8 температурі, і тому SSP стійкість поліпшується К 1,12 0,4 шляхом зниження щільності дислокацій і округлення карбіду, тоді як сталі з низьким вмістом V Як показано в таблиці 5, у випадку швидкосможуть відпускатися тільки при низькій температей корозії сталі А (1,05%) і сталі К (1,21%), що турі, і тому стійкість до SSP була неадекватна мають великий вміст Cr, покриття забезпечувало високоміцним сталям із межею текучості МТ високий захист і корозія була знижена у порів110ksi. Крім того, тріщини виникали в сталях від нянні зі сталлю D (0,00%) і сталлю G (0,52%), де w до аа в таблиці 2, навіть хоча вони мають майвміст Cr був малим. Ці результати показують, що же такий вміст Cr і Мо, як сталі від а до n. Сповміст Cr переважно складає 1,0% і навіть більш стереження перерізу показало, що сталі від w до переважно 1,2% для одержання стабільного приаа мали більше неметалевих включень з великим гнічення корозії, яка викликається НІС і SSP. діаметром 10мкм, ніж інші типи сталей, і тріщини 17 90948 18 Низьколегована сталь для нафтогазопромиФіг.1 являє собою графік, який показує утвослових труб і безшовна сталева труба за даним рення тріщин у сірководневих тестах при 10атм винаходом, при високій міцності, також забезпедля сталей від А до Ρ в таблиці 1, наведене від чують прекрасну стійкість до викликуваного водвмісту в них Cr і Мо. нем розтріскування (НІС) і розтріскування під діФіг.2 являє собою графік, який показує утвоєю напруг у сульфідовмісному середовищі (SSP). рення тріщин у сірководневих тестах при 10атм Низьколегована сталь і безшовна сталева труба для сталей від а до u у таблиці 2, наведене від за даним винаходом, отже, ідеально придатні для вмісту в них Cr і Мо. матеріалів нафтогазопромислових труб, застосоФіг.3 показує розподіл щільності елементів у вуваних у оточуючих середовищах з високим тисперерізах побічних продуктів корозії тестованого ком сірководню. шматка сталі e в таблиці 2. Комп’ютерна верстка О. Гапоненко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLow-alloyed steel for oil-gas-field pipes (variants) and seamless steel pipe
Автори англійськоюOmyra Tomohiko, Arai Yuji, Tomomatsu Kuniaki, Abe Toshiharu
Назва патенту російськоюНизколегированная сталь для нефтегазопромысловых труб (варианты) и бесшовная стальная труба
Автори російськоюОмура Томохико, Араи Юдзи, Томомацу Каниаки, Абе Тосихару
МПК / Мітки
МПК: C22C 38/38, C22C 38/22
Мітки: труб, труба, безшовна, варіанти, сталь, низьколегована, нафтогазопромислових, сталева
Код посилання
<a href="https://ua.patents.su/9-90948-nizkolegovana-stal-dlya-naftogazopromislovikh-trub-varianti-i-bezshovna-staleva-truba.html" target="_blank" rel="follow" title="База патентів України">Низьколегована сталь для нафтогазопромислових труб (варіанти) і безшовна сталева труба</a>
Низьколегована сталь для свердловинних нафтових труб

Номер патенту: 81878
Опубліковано: 11.02.2008
Автори: Кобаясі Кендзі, Омура Томохіко
МПК: C22C 38/32, C22C 38/00
Мітки: нафтових, труб, свердловинних, низьколегована, сталь
Формула / Реферат:
1. Низьколегована сталь для свердловинних нафтових труб, яка містить, мас. %: С - від 0,2 до 0,35, Si - від 0,05 до 0,5, Mn - від 0,05 до 1,0, Р - 0,025 або менше, S - 0,01 або менше, Al - від 0,005 до 0,10, Cr - від 0,1 до 1,0, Mo - від 0,5 до 1,0, Ti - від 0,002 до 0,05, V - від 0,05 до 0,3, B - від 0,0001 до 0,005, N - 0,01 або менше, О - 0,01 або менше, для якої півширина Н піка для кристалографічної площини [211], який визначається...
Низьколегована конструкційна сталь (варіанти) та спосіб одержання листа сталі (варіанти)
Номер патенту: 59411
Опубліковано: 15.09.2003
Автори: Терада Йоші, Лютон Мішель Дж., Хара Такуя, Петерсен Кліффорд В., Бангару Нарасімха-Рао В., Тамехіро Хіроші, Асахі Хітоші, Ку Джаянг
МПК: C22C 38/04, C22C 38/12, C22C 38/08, C22C 38/14, C21D 8/02
Мітки: сталі, сталь, листа, варіанти, спосіб, конструкційна, низьколегована, одержання
Формула / Реферат:
1. Низьколегована конструкційна сталь, яка має міцність на розрив щонайменше 930 МПа, енергію удару, виміряну при дослідженні зразків із V-надрізом за Шарпі при -40°С, щонайменше 120 Дж, параметр 50% vTrs менший, ніж -60°С і мікроструктуру, яка містить щонайменше 90 об.% суміші дрібнозернистого нижнього бейніту і дрібнозернистого рейкового мартенситу, у якій щонайменше 2/3 вказаної суміші складаються з дрібнозернистого нижнього бейніту,...
Розширювана при закладанні сталева труба для нафтової свердловини (варіанти)
Номер патенту: 79213
Опубліковано: 25.05.2007
Автори: Амая Хісасі, Араі Юдзі
МПК: C22C 38/00, E21B 7/28
Мітки: свердловини, сталева, труба, закладанні, варіанти, розширювана, нафтової
Формула / Реферат:
1. Розширювана при закладанні сталева труба для нафтової свердловини, яка виготовлена зі сталі, що містить, мас. %: вуглець 0,05 – 0,45, кремній 0,1 – 1,5, марганець 0,1 – 3,0, фосфор 0,03 або менше, сірку 0,01 або менше, розчинний алюміній 0,05 або менше, і решту у вигляді заліза і неминучих домішок, при цьому вміст розчиненого азоту становить 40 частин на мільйон або менше.2. Розширювана при закладанні сталева труба для нафтової...
Сталь для сталевих труб (варіанти)
Номер патенту: 82022
Опубліковано: 25.02.2008
Автори: Нумата Міцухіро, Хігуті Йосіхіко, Омура Томохіко
МПК: C22C 38/26, C22C 38/24, C21C 7/04, C22C 38/28, C22C 38/32
Мітки: сталь, труб, сталевих, варіанти
Формула / Реферат:
1. Сталь для сталевих труб, яка містить, мас. %: від 0,2 до 0,7 С, від 0,01 до 0,8 Si, від 0,1 до 1,5 Мn, 0,005 або менше S, 0,03 або менше Р, від 0,0005 до 0,1 Аl, від 0,005 до 0,05 Ті, від 0,0004 до 0,005 Са, 0,007 або менше N, від 0,1 до 1,5 Сr, від 0,2 до 1,0 Мо, решта – Fe і неминучі домішки, причому у сталі присутні неметалеві включення, які містять Са, Аl, Ті, N, О і S, при цьому у згаданих включеннях відношення Са, мас. %, до Аl, мас....
Низьколегована, боровмісна сталь

Номер патенту: 57797
Опубліковано: 15.07.2003
Автори: Терада Йоші, Лютон Мішель Дж., Ку Джаянг, Петерсен Кліффорд В., Бангару Нарасімха-Рао В., Тамехіро Хіроші, Асахі Хітоші, Хара Такуя
МПК: C22C 38/12, C22C 38/08, C22C 38/04, C22C 38/14
Мітки: низьколегована, боровмісна, сталь
Формула / Реферат:
1. Низьколегована, боровмісна сталь, яка відрізняється тим, що має міцність на розрив щонайменше 900 МПа (130 тис. фунтів/кв. дюйм), ударну в’язкість, виміряну за допомогою ударного тесту з V - подібним надрізом по Шарпі при температурі -40 °С щонайменше 120 джоулей (90 футо-фунтів), та мікроструктуру, яка містить переважно дрібнозернистий нижчий бейніт, дрібнозернистий рейковий мартенсит або їх суміші, перетворену з, по суті,...
Попередній патент: Низьколегована сталь, безшовні сталеві труби нафтопромислового сортаменту і спосіб виготовлення безшовної сталевої труби
Наступний патент: Хвильова пневмогідроакумулююча електростанція
Випадковий патент: Лупа криміналістична модифікована лкм