Низьколегована сталь, безшовні сталеві труби нафтопромислового сортаменту і спосіб виготовлення безшовної сталевої труби
Номер патенту: 90947
Опубліковано: 10.06.2010
Автори: Томомацу Куніакі, Араі Юдзі, Омура Томохіко, Абе Тосіхару
Формула / Реферат
1. Низьколегована сталь, яка містить, в мас. %: С: 0,10-0,20, Si: 0,05-1,0, Mn: 0,05-1,5, Cr: 1,0-2,0, Mo: 0,05-2,0, Al: 0,10 або менше і Ті: 0,002-0,05, і з одержаним за наступною формулою (1) значенням Секв в 0,65 або більше, а решту складають Fe і домішки, причому серед цих домішок Р становить 0,025 або менше, S - 0,010 або менше, N - 0,007 або менше і В - менше 0,0003, і число на одиницю площі виділень типу М23С6, де М - елемент-метал, розмір зерна яких 1 мкм або більше, становить 0,1/мм2 або менше,
Секв = С + (Mn/6) + (Сr + Мо + V)/5, формула (1),
де С, Mn, Cr, Mo і V у формулі (1) означають вміст відповідних елементів в мас. %.
2. Низьколегована сталь за пунктом 1, яка містить або один, або обидва елементи, вибрані з, мас. %: 0,03-0,2 V і 0,002-0,04 Nb.
3. Низьколегована сталь за пунктом 1 або 2, яка містить щонайменше один елемент, вибраний з, мас. %: 0,0003-0,005 Са, 0,0003-0,005 Mg і 0,0003-0,005 РЗМ.
4. Безшовні сталеві труби нафтопромислового сортаменту, виготовлені з використанням низьколегованої сталі за будь-яким з пунктів 1-3.
5. Спосіб виготовлення безшовної сталевої труби, який включає в себе наступні стадії:
(a) прошивання в гарячому стані сталевої заготовки, яка має хімічний склад за будь-яким з пунктів 1-3 і одержаний за наступною формулою (1) значенням Секв в 0,65 або більше;
(b) подовжувальну прокатку, з одержанням труби при кінцевій температурі прокатки 800-1100 °С;
(c) додатковий потоковий нагрів одержаної сталевої труби в інтервалі температур від точки переходу Аr3 до 1000 °С;
(d) загартування труби від температури точки переходу Аr3 або вище; і потім
(e) відпуск труби при температурі точки переходу Ас1 або нижче,
Секв = С + (Мn/6) + (Сr + Мо + V)/5, формула (1),
де С, Mn, Cr, Mo і V у формулі (1) означають вміст відповідних елементів, мас. %.
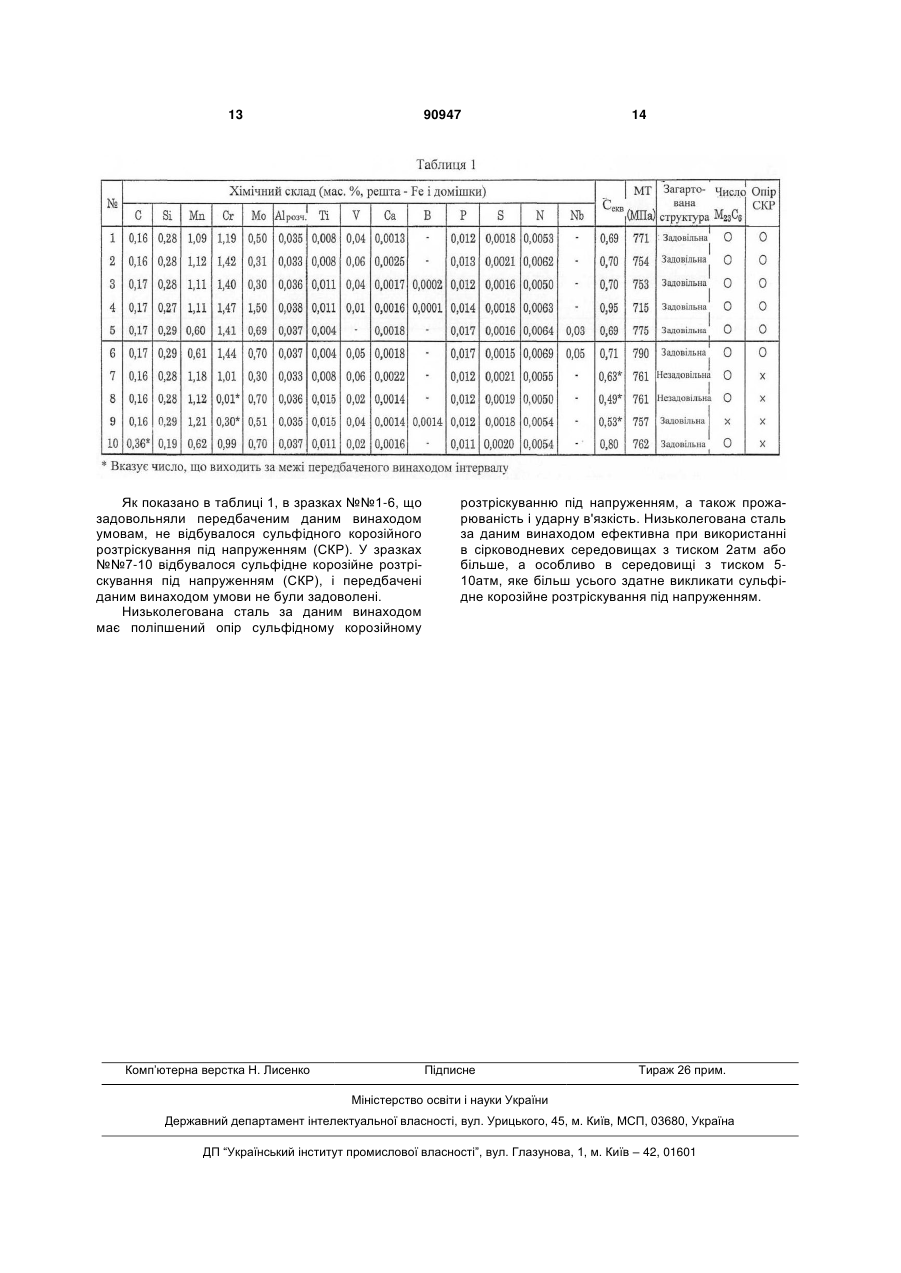
Текст
1. Низьколегована сталь, яка містить, в мас.%: С: 0,10-0,20, Si: 0,05-1,0, Mn: 0,05-1,5, Cr: 1,0-2,0, Mo: 0,05-2,0, Al: 0,10 або менше і Ті: 0,002-0,05, і з одержаним за наступною формулою (1) значенням Секв в 0,65 або більше, а решту складають Fe і домішки, причому серед цих домішок Р становить 0,025 або менше, S - 0,010 або менше, N - 0,007 або менше і В - менше 0,0003, і число на одиницю площі виділень типу М23С6, де М - елемент-метал, розмір зерна яких 1 мкм або більше, становить 0,1/мм2 або менше, Секв=С+(Mn/6)+(Сr+Мо+V)/5, формула (1), C2 2 (11) 1 3 кращий опір корозійному розтріскуванню під напруженням. У сталевих виробах із збільшенням міцності матеріалу збільшується твердість, що, в свою чергу, підвищує щільність дислокацій, так що зростає вміст водню в сталевому виробі, роблячи його крихким при напруженні. Тому зміцнення сталевого виробу звичайно призводить до поганого опору сульфідному корозійному розтріскуванню під напруженням. Зокрема, якщо сталевий елемент виготовлений з необхідною межею текучості в сталевому виробі, в якому відношення «межа текучості/межа міцності на розрив» (далі зване «відношенням межі текучості до межі міцності») є низьким, то межа міцності на розрив і твердість мають тенденцію підвищуватися, тому різко погіршується опір сульфідному корозійному розтріскуванню під напруженням. Отже, при підвищенні міцності сталевого виробу підвищення відношення межі текучості до межі міцності є суттєвим для підтримання низької твердості. Високе відношення межі текучості до межі міцності в сталі переважно досягається за допомогою придання сталевому виробу однорідної відпущеної мартенситної структури (мартенситу відпуску). Ефективним є також зменшення розміру первинних аустенітних зерен. Наприклад, в патентних документах 1 і 2 розкрите рішення, направлене на поліпшення опору сульфідному корозійному розтріскуванню під напруженням в безшовних сталевих трубах за допомогою пригнічення виділення карбіду типу М23С6 на границях зерен шляхом коректування балансу карбідоутворювальних елементів, таких як V, Nb, Ті, Сr і Мо. У патентному документі 3 розкритий спосіб поліпшення опору сульфідному корозійному розтріскуванню під напруженням шляхом зменшення розміру зерен. У патентному документі 4 розкрите рішення, направлене на поліпшення ударної в'язкості безшовних сталевих труб нафтопромислового сортаменту за рахунок використання спеціального хімічного складу, який містить від 0,0003 до 0,005% В. Патентний документ 1: JP 3449311 В, Патентний документ 2: JP 2000-17389 А, Патентний документ 3: JP Н9-111343 А, Патентний документ 4: WO 2005/073421 А1. У всіх перерахованих вище документах описується кислотостійкість низьколегованої сталі, використовуваної в сірководневих середовищах з тиском приблизно 1атм. Однак дослідження, проведені авторами винаходу, показали, що механізм кислотостійкості низьколегованої сталі в сірководневому середовищі з низьким тиском в приблизно 1атм відрізняється від її механізму в сірководневих середовищах з більш високим тиском. Автори даного винаходу випробували опір сульфідному корозійному розтріскуванню під напруженням в різних видах низьколегованої сталі шляхом чотириточкового вигину і одержали наступні результати. Низьколегована сталь, що використовувалася в цих випробуваннях, містила в мас.%: Мn 0,5-1,3%, Сr 0,2-1,1% і Мо 0-0,7%. (1) Швидкість корозії зростає при тиску сірководню 2атм або вище і стає особливо високою при 90947 4 5-10атм, але зменшується при тиску сірководню 15атм. (2) У минулому передбачалося, що сульфідне корозійне розтріскування під напруженням відбувається в сірководні при парціальному тиску близько 1атм. Однак дані дослідження ясно показали, що воно має тенденцію відбуватися в сірководні при парціальному тиску 2атм або вище і, зокрема, при 5-10атм. Навпаки, коли парціальний тиск сірководню досягає 15атм, сульфідне корозійне розтріскування під напруженням практично не відбувається. На основі цих результатів автори даного винаходу з'ясували, що в низьколегованій сталі, застосовуваній в сірководневому середовищі при 2атм або вище і, зокрема, при 5-10атм, швидкість корозії в сірководневих середовищах високого тиску можна зменшити, підвищивши вміст хрому (Сr) до 1,0% або більше. У безшовних сталевих трубах нафтопромислового сортаменту, описаних у вищезгаданому патентному документі 4, додається бор (В) для поліпшення прожарюваності з метою підвищення опору сульфідному корозійному розтріскуванню під напруженням. Однак в тих випадках, коли безшовні сталеві труби нафтопромислового сортаменту виготовляються шляхом потокового загартування, як описано в рішенні по патентному документу 4, перетворення аустенітних зерен в дрібні зерна утруднене. У цьому випадку, коли в сплаві з високим вмістом Сr присутній В, в цьому сплаві виділяється карбід типу М23С6, який укрупнюється на границях первинних аустенітних зерен під час термообробки після загартування, і, отже, погіршується опір сульфідному корозійному розтріскуванню під напруженням. Даний винахід дозволяє забезпечити як прожарюваність, так і ударну в'язкість в сталі без додавання бору (В). Термін «потокове загартування» належить до швидкого загартування (далі іменованого просто «потокове загартування») після додаткового потокового нагрівання безшовної труби, одержаної, наприклад, маннесманівським способом виробництва труб. Однак операції термообробки, такі як відпуск, відпал і нормалізація, виконувані після загартування, можуть за необхідності здійснюватися позапотоково. У порівнянні із загартуванням після повторного нагрівання в окремому процесі, потокове загартування дає менші виробничі витрати і вигідне з точки зору досягнення температури загартування в порівнянні з так званим прямим загартуванням, при якому трубу загартовують відразу після виготовлення. Однак, вищезгадане потокове загартування має тенденцію укрупнювати карбід типу М23С6 на границях зерен в низьколегованій сталі. Цей крупний карбід на границях зерен стає більш помітним в тих способах виробництві сталі, де сталь містить бор (В). Ці відомості були поставлені в основу даного винаходу. Відповідно, задача даного винаходу полягає в тому, щоб запропонувати низьколеговану сталь з прожарюваністю і ударною в'язкістю, а також підвищеним опором сульфідній корозії під напруженням за рахунок підвищення вмісту хрому 5 (Сr) і без використання добавки бору (В), що звичайно використовується в традиційному рівні техніки, а також безшовні сталеві труби нафтопромислового сортаменту з використанням такої низьколегованої сталі і спосіб виготовлення безшовної сталевої труби. Хоч метою даного винаходу є досягнення в низьколегованій сталі межі текучості (МТ) 654-793МПа (95-115ksi), ця ознака не обов'язково повинна бути завжди задоволена. Низьколегована сталь за даним винаходом також застосовна в середовищах з тиском 2атм або вище, а також може застосовуватися в сірководневому середовищі з тиском 5-10aтм, де найбільш ймовірне виникнення сульфідного корозійного розтріскування під напруженням. Само собою зрозуміло, що цю сталь можна також застосовувати в сірководневих середовищах з більш низьким або більш високим тиском. Даний винахід вирішує згадані вище проблеми. Надалі наведений опис низьколегованої сталі як (А)-(С), безшовних сталевих труб нафтопромислового сортаменту - як (D) і способу виготовлення безшовної сталевої труби - як (Е). (А) Низьколегована сталь, яка містить, в мас.%: С 0,10-0,20% Si 0,05-1,0% Мn 0,05-1,5% Сr 1,0-2,0% Мо 0,05-2,0% Аl 0,10% або менше Ті 0,002-0,05% і з одержаним за наступною формулою (1) значенням Секв в 0,65 або більше, а решту складають Fe і домішки, причому серед цих домішок Р становить 0,025% або менше, S - 0,010% або менше, N - 0,007% або менше і В - менше 0,0003%, і число на одиницю площі виділень типу М23С6 (М елемент-метал), у яких розмір зерна 1мкм або більше, становить 0,1/мм2 або менше, Ceкв=C+(Mn/6)+(Cr+Mo+V)/5 (1), де С, Мn, Сr, Мо і V у формулі (1) означають вміст відповідних елементів (мас.%). (B) Низьколегована сталь згідно з (А), яка містить або один, або обидва з 0,03-0,2% V і 0,0020,04% Nb. (C) Низьколегована сталь згідно з (А) або (В), яка містить щонайменше один елемент з 0,00030,005% Са, 0,0003-0,005% Mg і 0,0003-0,005% РЗМ. (D) Безшовні сталеві труби нафтопромислового сортаменту, відмінні використанням низьколегованої сталі, описаної в будь-якому з (А)-(С). (E) Спосіб виготовлення безшовної сталевої труби, який включає в себе наступні стадії: (a) прошивання в гарячому стані сталевої заготовки, яка має хімічний склад, описаний в будьякому з (А)-(С) і одержане за наступною формулою (1) значення Секв в 0,65 або більше; (b) подовжувальну прокатку, з одержанням труби при кінцевій температурі прокатки 8001100°С; (c) додаткове потокове нагрівання одержаної сталевої труби в інтервалі температур від точки переходу Аr3 до 1000°С; 90947 6 (d) загартування труби від температури точки переходу Аr3 або вище; і потім (є) відпуск труби при температурі точки переходу Ас1 або нижче, Секв=С+(Mn/6)+(Cr+Mo+V)/5 (1), де С, Мn, Сr, Мо і V у формулі (1) вказують вміст відповідних елементів (мас.%). Низьколегована сталь за даним винаходом поліпшує опір сульфідному корозійному розтріскуванню під напруженням, а також забезпечує прожарюваність і ударну в'язкість. Низьколегована сталь за даним винаходом ефективна при використанні в сірководневих середовищах з тиском 2атм або більше, а особливо в середовищі з тиском 510атм, яке більш усього здатне викликати сульфідне корозійне розтріскування під напруженням. Описана вище низьколегована сталь за даним винаходом знижує швидкість корозії при сульфідному корозійному розтріскуванні під напруженням за рахунок наявності підвищеного вмісту хрому (Сr), а також забезпечення прожарюваності і ударної в'язкості без добавки бору (В) і забезпечення поліпшеного опору сульфідному корозійному розтріскуванню під напруженням. Далі будуть описані причини встановлення меж вмісту кожного компонента. С: 0,10-0,20% Вуглець (або С) - це елемент, який підвищує міцність сталі. Коли вміст С (вуглецю) складає менше 0,1%, то потрібний відпуск при низькій температурі, щоб одержати необхідну міцність. Такий відпуск знижує опір сульфідному корозійному розтріскуванню під напруженням. Цей знижений опір можна компенсувати шляхом підвищення температури відпуску і поліпшення стійкості до знеміцнення при відпуску, однак при цьому необхідно додавати велику кількість елементів, що дорого коштують. Однак, коли вміст С перевищує 0,20%, погіршується відношення межі текучості до межі міцності. При спробі досягнути необхідної міцності із збереженням такого надмірного вмісту С підвищується твердість і знижується опір сульфідному корозійному розтріскуванню під напруженням. Через ці обставини вміст С було встановлено в інтервалі 0,10-0,20%. Нижня межа вмісту С переважно становить 0,14%. Верхня межа вмісту С переважно становить 0,18%. Si: 0,05-1,0% і Кремній (або Si) - це елемент, який має розкислювальну дію. Цей елемент також підвищує прожарюваність сталі і поліпшує міцність. Для досягнення цього ефекту вміст Si повинен бути 0,05% або вище. Однак, коли його вміст перевищує 1,0%, знижується опір сульфідному корозійному розтріскуванню під напруженням. Тому вміст Si був встановлений в інтервалі 0,05-1,0%. Нижня межа вмісту Si переважно становить 0,1%. Верхня межа вмісту Si переважно становить 0,6%. Мn: 0,05-1,5% Марганець (або nє прожарюваність сталі і поліпшує міцність. Для досягнення цього ефекту вміст Мn повинен бути 0,05% або вище. Однак, коли його вміст перевищує 1,5%, погіршується опір сульфідному корозійному розтріскуванню під напруженням. Тому вміст Мn встановлений в інтервалі 0,05-1,5%. 7 Сr: 1,0-2,0% Хром (або Сr) - це ефективний елемент для підвищення прожарюваності сталі і поліпшення опору сульфідному корозійному розтріскуванню під напруженням. Для досягнення цього ефекту вміст Сr повинен бути 1,0% або вище. Навпаки, його вміст понад 2,0% призводить до більш низького опору сульфідному корозійному розтріскуванню під напруженням. Тому вміст Сr був встановлений в інтервалі 1,0-2,0%. Нижня межа вмісту Сr переважно становить 1,1%, а більше переважно 1,2%. Верхня межа вмісту Сr переважно становить 1,8%. Мо: 0,05-2,0% Молібден (або Мо) - це ефективний елемент, який підвищує прожарюваність сталі і забезпечує високу міцність. Цей елемент також має ефектом підвищення опору сульфідному корозійному розтріскуванню під напруженням. Для досягнення цих ефектів вміст Мо повинен бути 0,05% або вище. Однак, коли вміст Мо перевищує 2,0%, на границях первинних зерен аустеніту утворюється крупний карбід і погіршується опір сульфідному корозійному розтріскуванню під напруженням. Тому вміст Мо був встановлений в інтервалі 0,05-2,0%. Переважний інтервал вмісту Мо становить 0,10,8%. Аl: 0,10% або менше Алюміній (або Аl) - це елемент, який має розкислювальну дію. Цей елемент також ефективний для підвищення ударної в'язкості і оброблюваності сталі тиском. Однак, коли його вміст перевищує 0,10%, стає помітним утворення дефектів. Тому вміст Аlвстановлений на 0,10% або нижче. Вміст Аl може бути на рівні домішки, але переважно становить 0,005% або вище. Верхня межа вмісту Аl переважно становить 0,05%. Вміст Аl в даному винаході означає вміст розчинного в кислоті Аl (також званого Аlрозчин.). Ті: 0,002-0,05% Титан (або Ті) - це ефективний елемент для зв'язування N в сталі у вигляді нітриду і поліпшення прожарюваності сталі. Для досягнення цього ефекту вміст Ті повинен бути 0,002% або вище. Однак, коли вміст Ті перевищує 0,05%, утворюється крупний нітрид і з'являється тенденція до сульфідного розтріскування під напруженням. Вміст Ті був встановлений в інтервалі 0,002-0,05%. Нижня межа переважно становить 0,005%, а верхня межа переважно становить 0,025%. Одна з низьколегованих сталей за даним винаходом має хімічний склад, який містить кожний описаний вище елемент, а решту складають Fe і домішки. Низьколегована сталь за даним винаходом на доповнення до перерахованих вище елементів може також містити або один, або обидва з 0,03-0,2% V і 0,002-0,04% Nb для того, щоб утворювалися дрібнодисперсні виділення, такі як карбіди. V: 0,03-0,2% Ванадій (V) - це елемент, який підвищує міцність низьколегованої сталі за рахунок виділення у вигляді дрібнодисперсних карбідів під час відпуску. Для одержання цього ефекту переважний вміст V в 0,03% або вище. Однак, коли вміст V перевищує 90947 8 0,2%, може знизитися ударна в'язкість. Тому при додаванні V його вміст переважно встановлюють в інтервалі 0,03-0,2%. Nb: 0,002-0,04% Ніобій (Nb), який утворює карбонітрид у високотемпературних областях і перешкоджає укрупненню кристалічних зерен, є ефективним елементом для підвищення опору сульфідному корозійному розтріскуванню під напруженням. Для досягнення цих ефектів вміст Nb переважно становить 0,002% або вище. Однак, навпаки, коли його вміст перевищує 0,04%, карбонітрид понадміру укрупнюється, що легко викликає сульфідне розтріскування під напруженням. Тому вміст добавки Nb переважно становить 0,002-0,04%. Переважна верхня межа становить 0,02%. Для поліпшення опору сульфідному корозійному розтріскуванню під напруженням низьколегована сталь за даним винаходом на доповнення до кожного з вищеперелічених елементів може також містити щонайменше один елемент, вибраний з 0,0003-0,005% Са, 0,0003-0,005% Mg і 0,00030,005% РЗМ. Са 0,0003-0,005% Mg 0,0003-0,005% РЗМ 0,0003-0,005%. Са, Mg і РЗМ всі вступають в реакцію з S в сталі, утворюючи сульфід, який поліпшує форму включень, підвищуючи опір сульфідному корозійному розтріскуванню під напруженням. Для досягнення цих ефектів можна додати один або більше елементів, вибраних з Са, Mg і РЗМ (рідкісноземельних металів, таких як Се, La, Y і т. п.). Однак, описані вище ефекти стають помітними, коли вміст кожного з цих елементів становить 0,0003% або більше. З іншого боку, коли вміст будь-якого з цих елементів перевищує 0,005%, зростає кількість включень в сталі і погіршується чистота сталі, тому з'являється тенденція до сульфідного розтріскування під напруженням. З цієї причини при додаванні цих елементів їх відповідні вмісти повинні переважно становити 0,0003-0,005%. В низьколегованій сталі за даним винаходом Р, S, N і В серед домішок повинні бути обмежені в наступних інтервалах. Р: 0,025% або менше Фосфор (або Р) - це елемент, присутній в сталі як домішка. Цей елемент знижує ударну в'язкість, а коли його вміст перевищує 0,025%, стає більш помітним зниження опору сульфідному корозійному розтріскуванню під напруженням. З цієї причини вміст Р встановлений на 0,025% або менше, а більш переважно 0,015% або менше. S: 0,010% або менше Сірка (або S) - це елемент, присутній в сталі як домішка. Коли вміст S перевищує 0,010%, стає помітним погіршення опору сульфідному корозійному розтріскуванню під напруженням. Тому вміст S встановлений на 0,010% або менше. Вміст S переважно становить 0,005% або менше. N: 0,007% або менше Азот (або N) - це елемент, присутній в сталі як домішка. Він утворює нітриди, зв'язуючись з А1, Ті або Nb. Коли N присутній у великих кількостях, 9 відбувається укрупнення A1N або TiN. Тому вміст N обмежений 0,007% або менше. В: менше 0,0003% Бор (або В) - це елемент, присутній в сталі як домішка. Коли в сплаві є підвищений вміст Сr, то В викликає укрупнення граничних карбідів типу М23С6, що знижує ударну в'язкість і викликає більш низький опір сульфідному корозійному розтріскуванню під напруженням. Тому вміст В обмежений до менше 0,0003%. Секв: 0,65 або більше Прожарюваність може виявитися поганою навіть в тому випадку, якщо сталь має описаний вище хімічний склад, тому хімічний склад низьколегованої сталі за даним винаходом повинен бути скоректований так, щоб досягнути значення Секв в 0,65 або більше, що виражається згідно з наступною формулою (1): Секв=C+(Mn/6)+(Cr+Mo+V)/5 (1), де С, Мn, Сr, Мо і V у формулі (1) вказують вміст відповідних елементів (мас.%). Хоч С є ефективним елементом для підвищення прожарюваності, при збільшенні вмісту С підвищується твердість і погіршується відношення межі текучості до межі міцності (МТ/ММ). Тому в даному винаході як показник, що забезпечує прожарюваність, використовується значення Секв, одержане з виразу (1) відношення для елементів, які підвищують прожарюванісіь, крім С (Мn, Сr, Мо і V). У тих випадках, коли значення Секв, одержане з вищенаведеної формули (1), і складає менше 0,65, прожарюваність буде недостатньою, особливо в товстостінних виробах, а також погіршиться опір сульфідному корозійному розтріскуванню під напруженням. Тому Секв в даному винаході встановлене на 0,65 або більше. Оскільки виділення типу М23С6 з діаметром зерна 1мкм або вище знижують ударну в'язкість і кислотостійкість, в низьколегованій сталі за даним винаходом їх число на одиницю площі повинно 2 бути 0,1/мм або менше. Низьколегована сталь за даним винаходом, яка має в основному мартенситну відпущену структуру (мартенсит відпуску), має високе відношення межі текучості до межі міцності і відмінний опір сульфідному корозійному розтріскуванню під напруженням, хоч ця сталь має кругшозернисту структуру, так що число аустенітних кристалічних зерен, визначене за Японським промисловим стандартом JIS G 0551, становить №7 або менше. Отже, використання сталевого злитка з описаним вище хімічним складом як вихідного матеріалу (сировина) дає велику міру свободи при виборі способів виробництва низьколегованої сталі. Спосіб виробництва низьколегованої сталі за даним винаходом описаний на прикладі способу виготовлення безшовної сталевої труби. Сталева труба може бути виготовлена шляхом прошивання і подовжувальної прокатки, наприклад, маннесманівським способом виробництва на стані для прокатки безшовних труб на оправці, і подана без охолоджування в обладнання для термообробки на подальшій стадії в чистовому (обробному) прокатному стані при підтриманні температури на рівні точки переходу Аr3 або вище, 90947 10 піддана загартуванню, а потім відпуску при 600750°С. Ця сталева труба буде мати високе відношення межі текучості до межі міцності, навіть якщо вибраний енергозбережувальний потоковий процес виробництва/термообробки труб, а також буде мати необхідну міцність і високий опір сульфідному корозійному розтріскуванню під напруженням. Сталеву трубу можна виготовляти за допомогою чистової обробки в гарячому стані, тимчасового охолоджування до кімнатної температури, підігрівання в гартівній печі і витримування в інтервалі температур 900-1000°С, потім загартування у воді з подальшим відпуском при 600-750°С. Цей процес, тобто позапотоковий процес виробництва труб, забезпечує ефект формування структури мартенситу відпуску, а також ефект подрібнення первинного аустенітного зерна. Відповідно, сталева труба, вироблена в описаному вище процесі, має набагато більш високе відношення межі текучості до межі міцності, а значить може бути одержана сталева труба з більш високою міцністю і високим опором сульфідному корозійному розтріскуванню під напруженням. Однак, найбільш доцільним є наступний спосіб виробництва. Причиною цього є те, що труба, підтримувана при високій температурі від процесу виготовлення труби до процесу загартування, легко утримує такі елементи, як V і Мо, в стані твердого розчину, а високотемпературний відпуск сприяє поліпшенню опору сульфідному корозійному розтріскуванню під напруженням, тому що ці елементи виділяються у вигляді дрібнодисперсного карбіду, який підвищує міцність сталевої труби. Спосіб виробництва безшовної сталевої труби за даним винаходом відрізняється кінцевою температурою прокатки для подовжувальної прокатки, а також тим, що після того, як завершена прокатка, виконують термообробку. Далі буде описана кожна з цих ознак. (1) Кінцева температура прокатки для подовжувальної прокатки Ця температура встановлена на 800-1100°С. Коли ця температура нижче 800°С, то опір деформації сталевої труби стає дуже високим, створюючи проблему абразивного зносу інструмента. З іншого боку, коли ця температура вище 1100°С, то кристалічні зерна стають дуже крупними і погіршують опір сульфідному корозійному розтріскуванню під напруженням. Крім того, процес прошивання перед подовжувальною прокаткою може являти собою традиційний спосіб, такий як, наприклад, маннесманівський спосіб прошивання. (2) Додаткова термообробка Після завершення подовжувальної прокатки сталь завантажують потоковим методом, а саме, завантажують в додаткову нагрівальну піч, передбачену на безперервній технологічній лінії виробництва сталевих труб, і піддають додатковому нагріванню в інтервалі температур від точки Аr3 до 1000°С. Метою цього додаткового нагрівання є зменшення коливань температури в подовжньому напрямі сталевої труби для того, щоб зробити її структуру однорідною. Коли температура додаткового нагрівання нижче, ніж точка Аr3, починається утворення фериту і 11 неможливо одержати однорідну загартовану структуру. З іншого боку, при температурі вище 1000°С прискорюється зростання кристалічних зерен, що погіршує опір сульфідному корозійному розтріскуванню під напруженням через більш крупні зерна. Тривалість додаткового нагрівання встановлена на час, необхідний для надання рівномірної температури всій товщині стінки труби. Цей необхідний час може становити приблизно 5-10 хвилин. Крім того, якщо кінцева температура прокатки для подовжувальної прокатки знаходиться в інтервалі температур від точки Аr3 до 1000°С, то процес додаткового нагрівання можна пропустити, але додаткове нагрівання переважне, оскільки воно зменшує коливання температури в подовжньому напрямі і по товщині стінки труби. (3) Загартування і відпуск Описані вище процеси служать для загартування сталевої труби в інтервалі температур від точки Аг3 до 1000°С. Загартування проводять при швидкості охолоджування, достатній для того, щоб вся товщина стінки труби набула мартенситної структури. Звичайно загартування може являти собою охолоджування водою. Відпуск проводять при більш низькій температурі, ніж точка Ас1. Переважно відпуск проводять при 600-700°С. Тривалість відпуску розрізнюється залежно від товщини стінки труби і може становити приблизно 20-60 хвилин. Описаний вище процес надає низьколегованій сталі відмінні властивості і структуру мартенситу відпуску. Приклади Виготовили заготовку з низьколегованої сталі з хімічним складом, показаним в таблиці 1, і сформували її в безшовну сталеву трубу із зовнішнім діаметром 273,1мм і товщиною стінки 16,5мм маннесманівським способом прокатки безшовних труб на оправці. Під час формування температура цієї сталевої труби була не нижчою, ніж точка Аr3. Трубу відразу завантажили в додаткову нагрівальну піч, витримали при 950°С протягом 10 хвилин, потім загартували у воді, а потім піддали термообробці відпуском, при якій межа текучості (МТ) в подовжньому напрямі сталевої труби була доведена до приблизно 110 ksi (кілофунтів на кв.дюйм) згідно з випробуванням міцності на розрив дугоподібного зразка за стандартом АРІ. Випробування на корозію в сірководневому середовищі високого тиску в 10атм проводили наступним способом. Сталеву трубу сформували в подовжньому напрямі і піддали описаній вище термообробці. Зразок для випробування на корозію під напруженням товщиною 2мм, шириною 10мм і довжиною 75мм був взятий з кожного випробовуваного матеріалу. За допомогою прикладання напруження визначеної величини до випробовуваного зразка при 4-точковому вигині згідно зі способом, передбаченим в стандарті ASTM-G39, було прикладене напруження у 90% від описаної вище межі текучості. Після того, як випробовуваний зразок в цьому стані помістили в автоклав разом з вимірювальними інструментами, в автоклав залили 5%-ий дегазований сольовий розчин, залишивши частину парової фази. Газоподібний 90947 12 сірководень нагнітали під тиском 10атм і насичували рідку фазу цим газоподібним сірководнем під високим тиском шляхом перемішування рідкої фази. Після герметизації автоклава його витримували при 25°С протягом 720 годин з одночасним перемішуванням рідини, а потім скидали тиск для витягання випробовуваного зразка. Після випробування випробовуваний зразок вивчали неозброєним оком на наявність сульфідного корозійного розтріскування під напруженням (СКР). У таблиці 1 символ " " в стовпці "опір СКР" означає виникнення СКР, а символ "о" - відсутність виникнення СКР. Число на одиницю площі виділень типу M23C6 (M - елемент-метал), діаметр зерен яких становив 1мкм або більше, вимірювали таким чином. З довільних положень на сталевій трубі, виготовленій за допомогою процесу виготовлення труби, загартування і відпуску, як було описано вище, взяли десять зразків екстракційної репліки для спостереження карбіду (площа однієї репліки 3мм2). Ці зразки спостерігали на кожній границі первинного у зерна під ПЕМ для визначення розмірів зерен примежового карбіду, які були діаметром 1 мкм або більше. За дифрактограмою карбіду визначали, чи належать ці зерна до типу МгзС6, чи ні. Якщо ці зерна були типу M23Q, то підраховували їх число і ділили на загальну площу полів спостереження, одержуючи їх число на одиницю площі. У таблиці 1 символ "о" в стовпці "число М23С6" вказує, що число на одиницю площі виділень типу М23С6 (М - елемент-метал), діаметр зерна яких був 1мкм або більше, становило 0,1/мм або менше. Символ " " вказує, що їх число було більшим, ніж 0,1/мм2. Той факт, чи була одержана однорідна мартенситна структура, чи ні, встановлювали наступним способом. Виготовили заготовку з низьколегованої сталі з хімічним складом, показаним в таблиці 1. Цю заготовку сформували в безшовну сталеву трубу із зовнішнім діаметром 273,1 мм і товщиною стінки 16,5 мм маннесманівським способом прокатки безшовних труб на оправці. Під час цього формування температура сталевої труби була не нижче точки Аr3, і цю сталеву трубу відразу помістили в допоміжну нагрівальну піч, витримали протягом 10 хвилин при 950°С, а потім загартували у воді, одержавши трубу в загартованому стані. Середня швидкість охолоджування від 800 до 500°С при загартуванні у воді була приблизно 10°С в секунду в центральній частині по товщині стінки в центрі сталевої труби в подовжньому напрямі. Твердість в центральній частині по товщині стінки цієї труби в загартованому стані вимірювали за допомогою випробування на твердість за Роквеллом. Загартовану структуру визнавали задовільною, якщо значення було вищим, ніж передбачене значення твердості по шкалі С Роквелла [(С% 58)+27], яке відповідає 90%-ній частці мартенситу. Загартована структура визнавалася незадовільною, якщо це значення було нижчим, ніж передбачене значення твердості по шкалі С Роквелла. 13 90947 Як показано в таблиці 1, в зразках №№1-6, що задовольняли передбаченим даним винаходом умовам, не відбувалося сульфідного корозійного розтріскування під напруженням (СКР). У зразках №№7-10 відбувалося сульфідне корозійне розтріскування під напруженням (СКР), і передбачені даним винаходом умови не були задоволені. Низьколегована сталь за даним винаходом має поліпшений опір сульфідному корозійному Комп’ютерна верстка Н. Лиcенко 14 розтріскуванню під напруженням, а також прожарюваність і ударну в'язкість. Низьколегована сталь за даним винаходом ефективна при використанні в сірководневих середовищах з тиском 2атм або більше, а особливо в середовищі з тиском 510атм, яке більш усього здатне викликати сульфідне корозійне розтріскування під напруженням. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLow-alloyed steel, seamless steel pipes of oil-field gage and method for producton of seamless steel pipe
Автори англійськоюTomomatsu Kuniaki, Omyra Tomohiko, Arai Yuji, Abe Toshiharu
Назва патенту російськоюНизколегированная сталь, бесшовные стальные трубы нефтепромыслового сортамента и способ изготовленя бесшовной стальной трубы
Автори російськоюТомомацу Каниаки, Омура Томохико, Араи Юдзи, Абе Тосихару
МПК / Мітки
МПК: C22C 38/22, C22C 38/28
Мітки: виготовлення, нафтопромислового, низьколегована, сталь, сортаменту, безшовної, сталевої, трубі, безшовні, сталеві, спосіб
Код посилання
<a href="https://ua.patents.su/7-90947-nizkolegovana-stal-bezshovni-stalevi-trubi-naftopromislovogo-sortamentu-i-sposib-vigotovlennya-bezshovno-stalevo-trubi.html" target="_blank" rel="follow" title="База патентів України">Низьколегована сталь, безшовні сталеві труби нафтопромислового сортаменту і спосіб виготовлення безшовної сталевої труби</a>
Сталь для виготовлення безшовної сталевої труби для нафтових і/або газових свердловин (варіанти) і спосіб виробництва безшовної труби з цієї сталі
Номер патенту: 82007
Опубліковано: 25.02.2008
Автори: Накамура Кейіті, Араі Юдзі, Омура Томохіко
МПК: C21D 8/10, C22C 38/28, C22C 38/32, C22C 38/22, C22C 38/00, C21D 9/08
Мітки: виготовлення, нафтових, безшовної, сталевої, сталь, сталі, свердловин, газових, спосіб, виробництва, варіанти, цієї, трубі
Формула / Реферат:
1. Сталь для виготовлення безшовної сталевої труби для нафтових і/або газових свердловин, яка містить, у мас. %: 0,1-0,20 С, 0,05-1,0 Si, 0,05-1,0 Mn, 0,05-1,5 Cr, 0,05-1,0 Mo, ≤ 0,10 Al, 0,002-0,05 Ti, 0,0003-0,005 B, решта Fe та домішки, в яких ≤ 0,025 P, ≤ 0,01 S, ≤ 0,007 N і з величиною А ≥ 0,43, визначеною за наступним рівнянням (1) A= С+(Mn/6)+(Cr/5)+(Mo/3) (1), де у рівнянні (1)...
Спосіб виготовлення безшовної сталевої труби
Номер патенту: 90116
Опубліковано: 12.04.2010
Автори: Коппенштайнер Роберт, Візер Руперт, Віденмаєр Стефан, Лефебвр Пьєр, Кюммерлінг Ролф, Прассер Крістоф
МПК: B21J 7/00, B21J 5/00, B21J 5/06, B21J 13/00, B21B 23/00
Мітки: трубі, сталевої, безшовної, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення безшовної сталевої труби, згідно з яким трубу виготовляють гарячим способом, при якому з нагрітої до температури деформації болванки на першому етапі деформації шляхом прошивки одержують товстостінну порожнисту заготовку, яку потім на другому етапі деформації витягують при зміні діаметра та товщини стінки і одержують готову трубу, який відрізняється тим, що другий етап деформації характеризується процесом радіального...
Сталь для труби, призначеної для нафтової свердловини, яка має високий опір розтріскуванню під дією напружень в сульфідовмісному середовищі, і спосіб одержання безшовної стальної труби для нафтової свердловини
Номер патенту: 88359
Опубліковано: 12.10.2009
Автор: Омура Томохіко
МПК: C22C 38/00, C21D 8/10
Мітки: напружень, яка, стальної, нафтової, призначеної, свердловини, сульфідовмісному, дією, розтріскуванню, безшовної, має, високий, сталь, одержання, опір, трубі, середовищі, спосіб
Формула / Реферат:
1. Сталь для труби, призначеної для нафтової свердловини, яка має високий опір розтріскуванню під дією напружень у сульфідовмісному середовищі, яка відрізняється тим, що містить, в мас. %: С від 0,30 до 0,60 %, Si від 0,05 до 0,5 %, Мn від 0,05 до 1,0 %, Al від 0,005 до 0,10 %, Сr+Мо від 1,5 до 3,0 %, при цьому вміст Мо становить 0,5 % або більше, V від 0,05 до 0,3 %, N до 0,03 %, і баланс у вигляді Fe і забруднюючих...
Труба нафтового сортаменту для розвальцювання у свердловині та дуплексна нержавіюча сталь для труб нафтового сортаменту, придатних для розвальцювання
Номер патенту: 90217
Опубліковано: 12.04.2010
Автори: Уеда Масакацу, Кондо Куніо, Такабе Хідекі, Охе Таро
МПК: C22C 38/58, C21D 8/10, C22C 38/00
Мітки: дуплексна, сортаменту, сталь, свердловини, нержавіюча, придатних, труба, нафтового, розвальцювання, труб
Формула / Реферат:
1. Труба нафтового сортаменту для розвальцювання у свердловині, виготовлена з дуплексної нержавіючої сталі, яка має склад, що включає, мас. %: від 0,005 % до 0,03 % С, від 0,1 % до 1,0 % Si, від 0,2 % до 2,0 % Мn, найбільше 0,04 % Р, найбільше 0,015 % S, від 18,0 % до 27,0 % Сr, від 4,0 % до 9,0 % Ni, найбільше 0,04 % Аl і від 0,05 % до 0,40 % N, а решту складає Fe та домішки, і структуру, яка включає частку аустеніту в інтервалі від 40 % до...
Спосіб виготовлення холоднотягнутої прецизійної сталевої труби
Номер патенту: 88573
Опубліковано: 26.10.2009
Автори: Зікмеєр Йозеф, Герціг Свен, Зее Лотар, Муссманн Вольфганг
МПК: C21D 1/18, C22C 38/08, C22C 38/04, C21D 6/00, C22C 38/12, C22C 38/22, C21D 9/08
Мітки: спосіб, сталевої, прецизійної, трубі, холоднотягнутої, виготовлення
Формула / Реферат:
1. Спосіб виготовлення холоднотягнутої прецизійної сталевої труби, що працює під тиском, сталь якої містить наступний хімічний склад компонентів, мас. %:С 0,05-0,25Si 0,15-1,00Mn 1,00-3,50Al 0,02-0,06V до 0,20N до 0,15S до 0,03,з доданням до нього за вибором одного або декількох легуючих елементів Cr, Mo, Ni, W, Ті або Nb, а також...
Попередній патент: Ключ для зняття часткового знімного протеза індивідуального користування
Наступний патент: Низьколегована сталь для нафтогазопромислових труб (варіанти) і безшовна сталева труба
Випадковий патент: Спосіб хірургічного лікування раку прямої кишки