Живильник для подачі подрібненого тютюнового матеріалу сигаретовиробної машини
Формула / Реферат
1. Живильник сигаретовиробної машини для подачі подрібненого тютюнового матеріалу, який містить:
подавальний шлях для подачі подрібненого тютюнового матеріалу до тютюнової конвеєрної стрічки сигаретовиробної машини;
розділювальний засіб для розділення подрібненого тютюнового матеріалу в процесі подачі подрібненого тютюнового матеріалу на нормальні частинки, які мають бажані розміри, і відокремлюваний матеріал, який містить частинки більшого розміру, ніж нормальні частинки; і
збиральний шлях для прийому відділеного матеріалу від розділювального засобу і передачі відділеного матеріалу в центральний пилозбірник;
причому вказаний розділювальний засіб містить:
відсіювальний конвеєр для прийому і передачі відділеного матеріалу; при цьому вказаний відсіювальний конвеєр в процесі передачі відділеного матеріалу розділяє відділений матеріал на грубі частинки, які мають грубі розміри, і середні частинки меншого розміру, ніж грубі частинки; і повертає грубі частинки у вказаний збиральний шлях;
повертальний шлях для прийому середніх частинок з відсіювального конвеєра і повернення середніх частинок у вказаний подавальний шлях; і
сепаратор, розташований у вказаному повертальному шляху, причому вказаний сепаратор розділяє середні частинки на повертані компоненти, які відповідають нормальним частинкам, і компоненти, що збираються, які відрізняються від повертаних компонентів, і подає компоненти, що збираються, у вказаний збиральний шлях.
2. Живильник за п. 1, в якому вказане сито містить:
поверхню сита; і
множину комірок сита, розподілених по поверхні сита, причому комірки сита виступають від поверхні сита і містять: отвори, повернуті у напрямку передачі відділеного матеріалу, і нижні поверхні, що продовжуються від отворів в сторону перед ними по ходу передачі і нахилені вниз.
3. Живильник за п. 2, в якому
вказаний відсіювальний конвеєр містить сито і джерело вібрації; і
за допомогою вказаного джерела вібрації передають вібрацію вказаному ситу так, що вказане сито переміщається повільніше назад, ніж уперед, якщо дивитися в напрямку передачі відділеного матеріалу.
4. Живильник за п. 3, в якому вказане джерело вібрації містить пару віброциліндрів.
5. Живильник за п. 2, в якому кожна з вказаних комірок сита містить підняту верхню частину для утворення отвору, причому піднята верхня частина виконана у вигляді трикутника, що звужується від отвору в сторону перед ними по ходу передачі.
6. Живильник за п. 5, в якому вказані комірки сита розподілені з утворенням множини рядів, що продовжуються паралельно один одному в напрямку передачі, причому суміжні ряди вказаних комірок сита зміщені один відносно одного в напрямку передачі.
7. Живильник за п. 6, в якому вказані комірки сита в одному ряду розташовані безперервно в напрямку передачі.
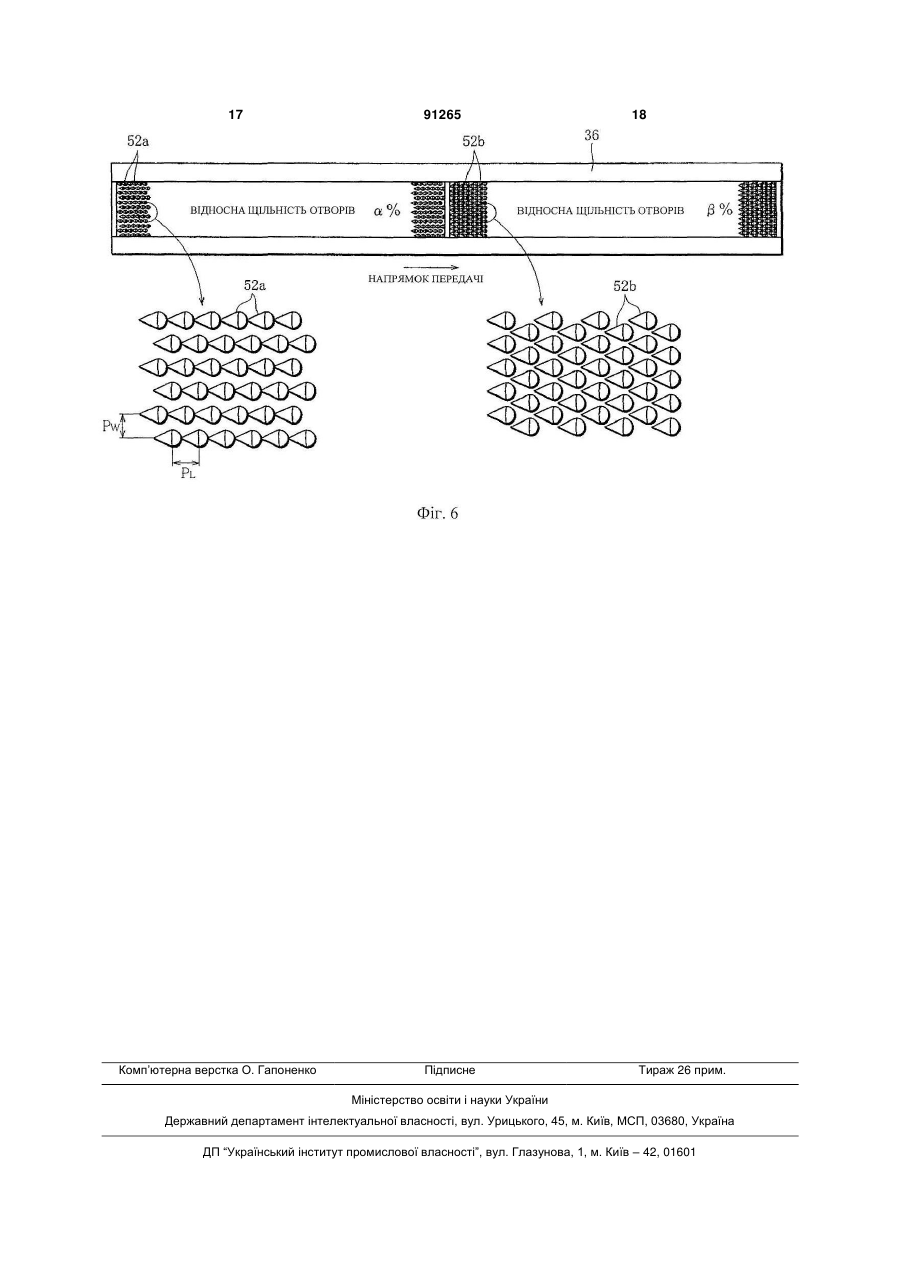
8. Живильник за п. 6, в якому вказане сито додатково містить секцію, розташовану спереду по ходу, і секцію, розташовану далі по ходу, якщо дивитися в напрямку передачі; при цьому секції, розташовані спереду по ходу і далі по ходу, мають задану відносну щільність отворів, відповідно, причому відносна щільність отворів в секції, розташованій далі по ходу, більше відносної щільності отворів в секції, розташованій спереду по ходу.
9. Живильник за п. 1, в якому вказаний повертальний шлях з'єднаний з вказаним подавальним шляхом спереду по ходу від вказаного розділювального засобу.
Текст
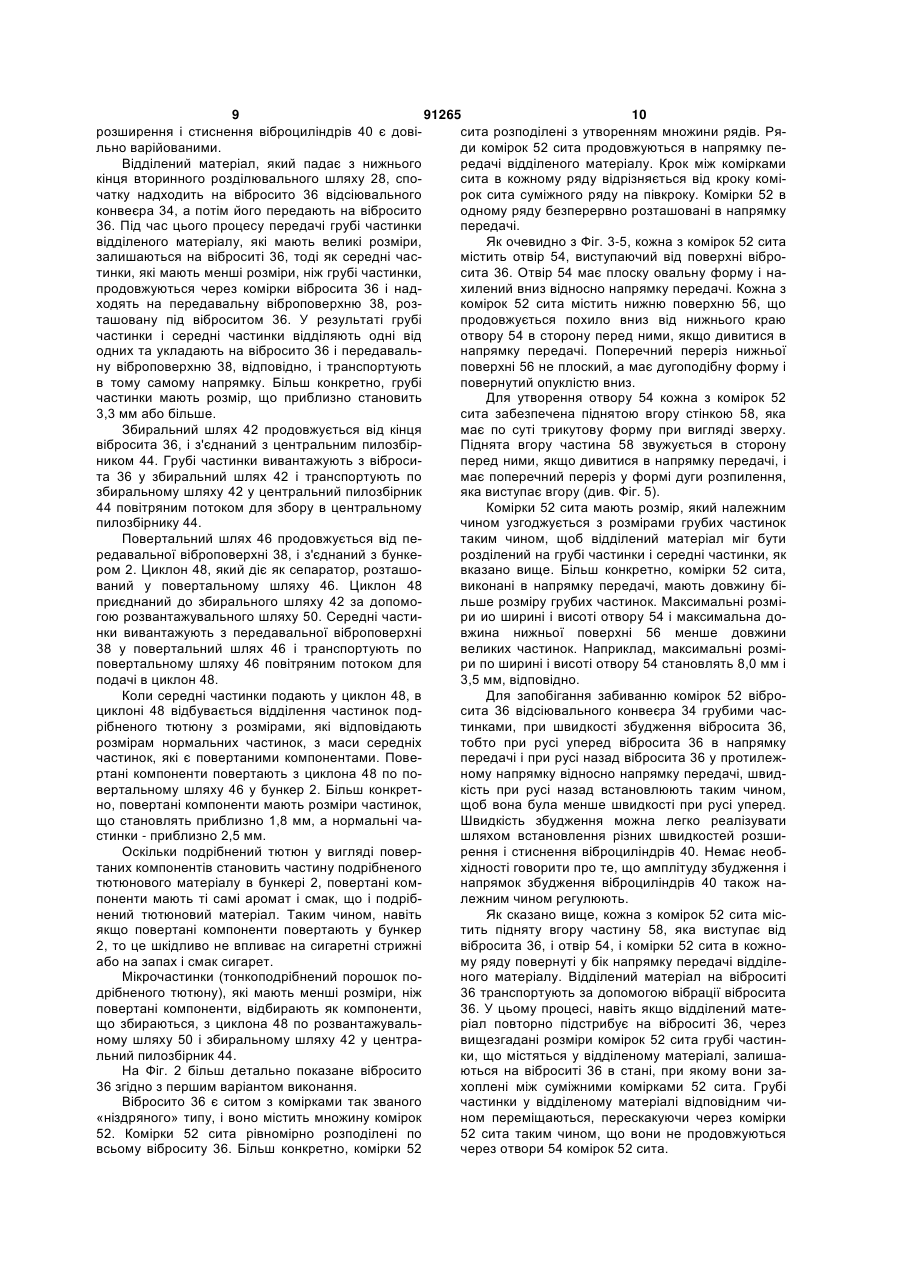
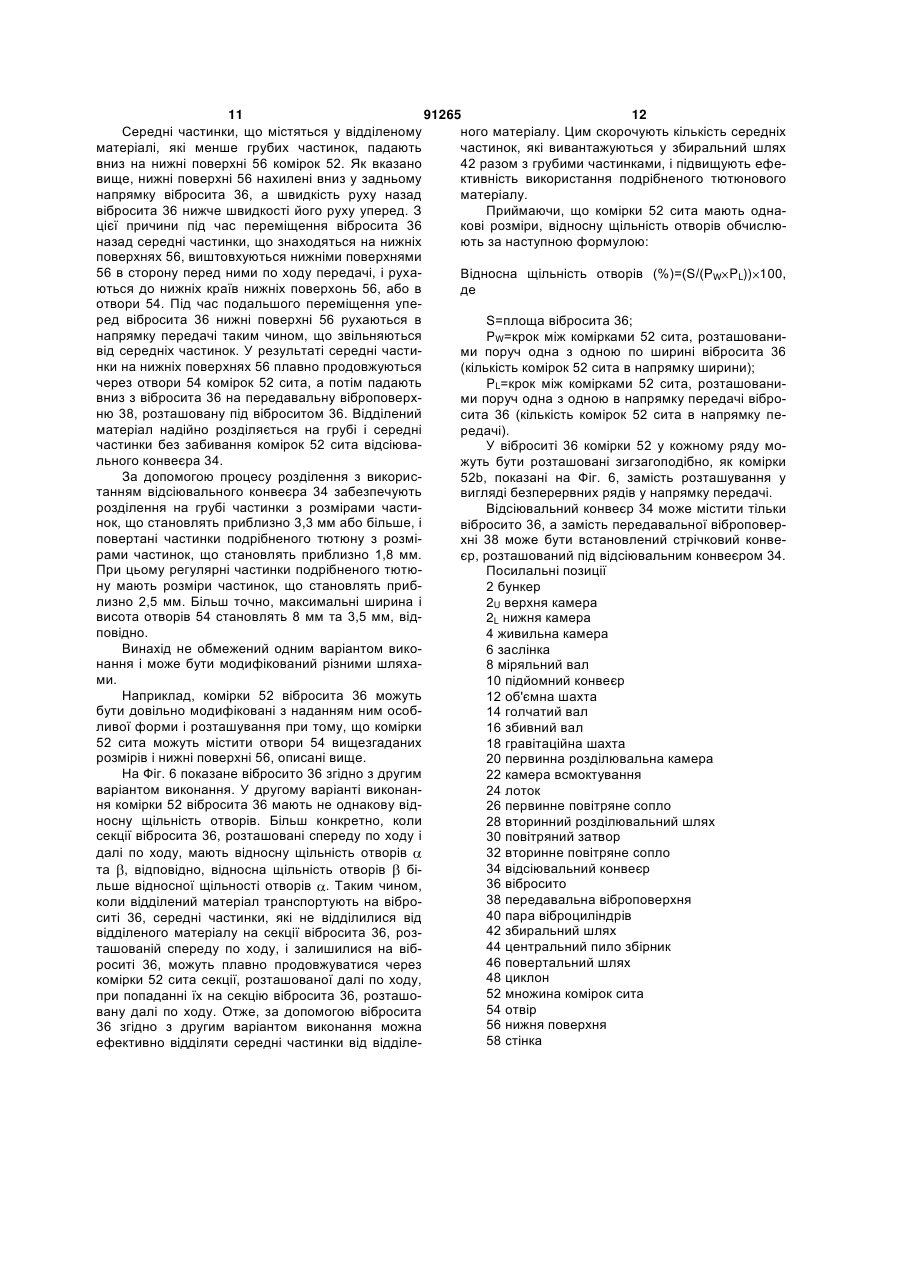
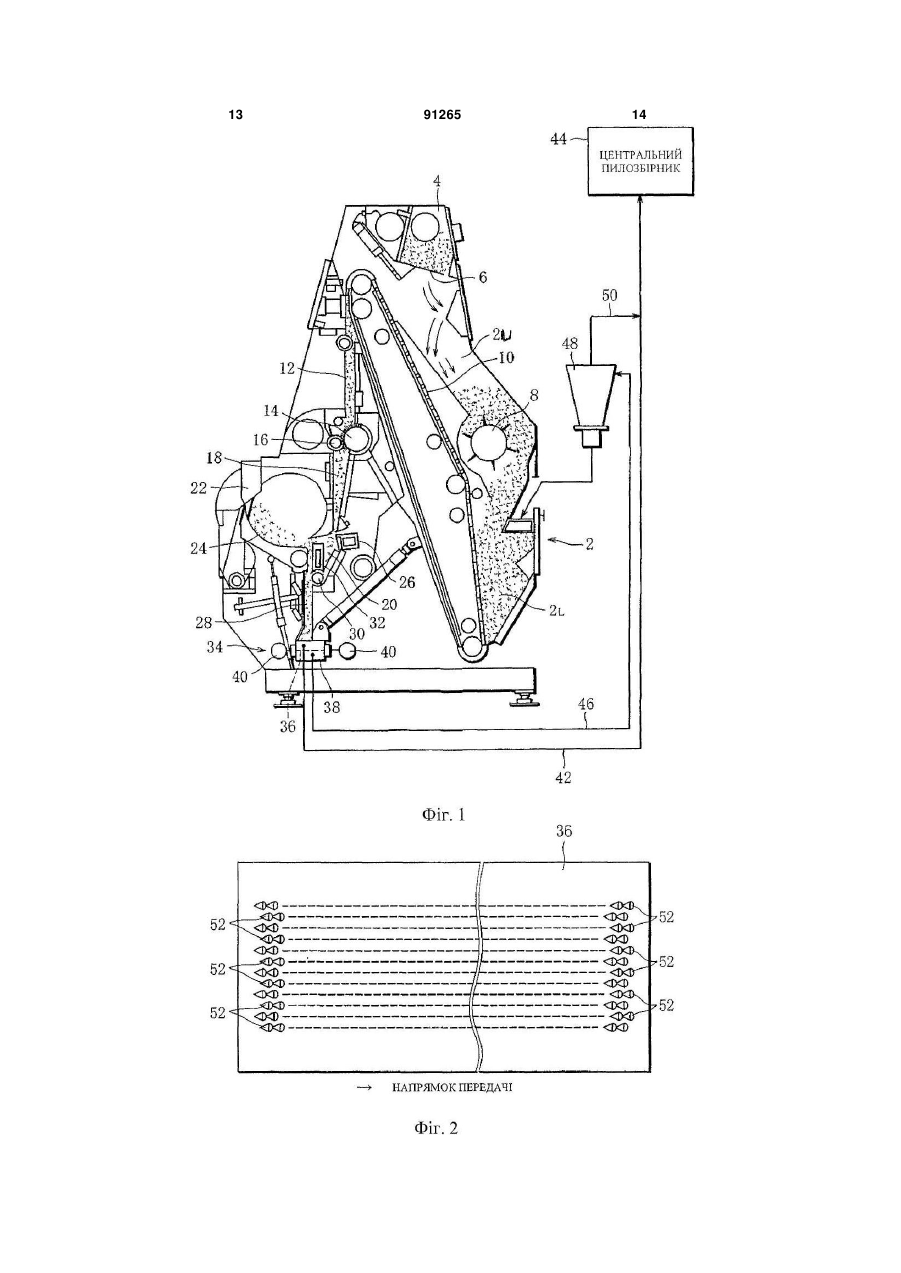
1. Живильник сигаретовиробної машини для подачі подрібненого тютюнового матеріалу, який містить: подавальний шлях для подачі подрібненого тютюнового матеріалу до тютюнової конвеєрної стрічки сигаретовиробної машини; розділювальний засіб для розділення подрібненого тютюнового матеріалу в процесі подачі подрібненого тютюнового матеріалу на нормальні частинки, які мають бажані розміри, і відокремлюваний матеріал, який містить частинки більшого розміру, ніж нормальні частинки; і збиральний шлях для прийому відділеного матеріалу від розділювального засобу і передачі відділеного матеріалу в центральний пилозбірник; причому вказаний розділювальний засіб містить: відсіювальний конвеєр для прийому і передачі відділеного матеріалу; при цьому вказаний відсіювальний конвеєр в процесі передачі відділеного матеріалу розділяє відділений матеріал на грубі частинки, які мають грубі розміри, і середні частинки меншого розміру, ніж грубі частинки; і повертає грубі частинки у вказаний збиральний шлях; повертальний шлях для прийому середніх частинок з відсіювального конвеєра і повернення середніх частинок у вказаний подавальний шлях; і 2 (19) 1 3 91265 4 далі по ходу, більше відносної щільності отворів в хом спереду по ходу від вказаного розділювальносекції, розташованій спереду по ходу. го засобу. 9. Живильник за п. 1, в якому вказаний повертальний шлях з'єднаний з вказаним подавальним шля Даний винахід стосується живильника для подачі подрібненого тютюнового матеріалу сигаретовиробної машини, на якій виготовляють сигаретні стрижні. Живильник даного типу розкритий, наприклад, у патентному документі 1. Цим добре відомим живильником подають подрібнений тютюновий матеріал на тютюнову конвеєрну стрічку сигаретовиробної машини. Потім подрібнений тютюновий матеріал піддають першому і другому процесу провіювання. Метою процесу провіювання є розділення подрібненого тютюнового матеріалу на крупні частинки, які мають великі розміри, і нормальні частинки, які мають розміри, менші за розміри грубих частинок, і які попадають у бажаний діапазон, а потім - видалення грубих частинок з подрібненого тютюнового матеріалу. Відповідно до цього на тютюнову конвеєрну стрічку подають нормальні частинки, які містяться в подрібненому тютюновому матеріалі. Грубі частинки важче нормальних частинок і містять стебла та середні жилки, які з'являються через неякісне різання тютюнового матеріалу, а також містять частку тютюнового листя у формі крила метелика тощо. Патентний документ 1: Міжнародна публікація W02002/076245. Складно точно розділити подрібнений тютюновий матеріал на нормальні частинки і грубі частинки шляхом першого і другого процесів провіювання. З цієї причини відділені грубі частинки виявляються змішаними з великою кількістю нормальних частинок. Після збирання відділених грубих частинок в центральному пилозбірнику, з маси грубих частинок витягують нормальні частинки, які містяться в масі зібраних грубих частинок, і використовують як повертані компоненти. Повертані компоненти використовують як нормальні частинки для виготовлення сигаретних стрижнів. Грубі частинки, з маси яких видалені повертані компоненти, використовують як матеріал для відновленого тютюнового листа. На сигаретній фабриці встановлена множина апаратів для виготовлення сигаретних стрижнів різних марок. Ці апарати з'єднані з одним центральним пилозбірником. У центральному пилозбірнику збирають грубі частинки подрібненого тютюнового матеріалу різних марок. Для збереження запаху і смаку сигарет кожної марки, кількість повертаних компонентів, які можна використати як нормальні частинки, що додаються в сигарету, повинна бути невеликою. З цієї причини об'єм повертаних компонентів зростає швидше. Задачею винаходу є створення живильника для подачі подрібненого тютюнового матеріалу сигаретовиробної машини, за допомогою якого підвищують ефективність використання повертаних компонентів без погіршення запаху і смаку сигарет. Для вирішення цієї задачі живильник за винаходом містить: подавальний шлях для подачі подрібненого тютюнового матеріалу до тютюнової конвеєрної стрічки сигаретовиробної машини; розділювальний засіб для розділення подрібненого тютюнового матеріалу на нормальні частинки, які мають бажані розміри, і відокремлюваний матеріал, що містить частинки більших розмірів, ніж нормальні частинки, в процесі подачі подрібненого тютюнового матеріалу; і збиральний шлях для прийому відділеного матеріалу від розділювального засобу і передачі відділеного матеріалу в центральний пилозбірник. Розділювальний засіб містить: відсіювальний конвеєр для прийому і передачі відділеного матеріалу, причому за допомогою відсіювального конвеєра розділяють відділений матеріал на грубі частинки, які мають великі розміри, і середні частинки, які мають менші розміри, ніж грубі частинки, в процесі передачі відділеного матеріалу, і повертають грубі частинки у збиральний шлях; повертальний шлях для прийому середніх частинок з відсіювального конвеєра і повернення середніх частинок у подавальний шлях: і сепаратор, розташований у повертальному шляху, що розділяє середні частинки на повертані компоненти, які відповідають нормальним частинкам, і зібрані компоненти, які відрізняються від повертаних компонентів, і подає зібрані компоненти в збиральний шлях. За допомогою цього живильника в процесі, коли відділений матеріал, який був відділений від подрібненого тютюнового матеріалу за допомогою розділювального засобу, збирають у центральному пилозбірнику, з відділеного матеріалу витягують за допомогою відсіювального конвеєра і сепаратора повертані компоненти. Витягнуті повертані компоненти повертають у подавальний шлях того самого живильника. Більш конкретно, сито відсіювального конвеєра може містити поверхню сита і множину комірок сита, розподілених по поверхні сита і виступаючих від поверхні сита, причому комірки сита містять: отвори, повернуті у напрямку передачі відділеного матеріалу, і нижні поверхні, які виступають від отворів в сторону перед ними по ходу передачі і нахилені вниз. У цьому випадку відсіювальний конвеєр містить сито і джерело вібрації. Переважно за допомогою джерела вібрації передають вібрацію ситу так, що сито переміщається назад повільніше, ніж уперед, якщо дивитися в напрямку передачі відділеного матеріалу. Більш конкретно, джерело вібрації може містити пару віброциліндрів. Переважно кожна з комірок сита містить підняту вгору частину для утворення отвору, при цьому піднята вгору частина утворена у вигляді трикутника, який звужується від отвору в напрямку перед ними по ходу передачі. 5 91265 6 Переважно комірки сита розподілені з утвоФіг. 5 - вигляд у перспективі комірки сита за ренням множини рядів, які продовжуються параФіг. 3; і лельно один до одного в напрямку передачі, і коФіг. 6 - вигляд у плані вібросита згідно з друмірки сита в кожному ряду зміщені відносно гим варіантом виконання. відповідних комірок сита у суміжному ряду в наНа Фіг. 1 показаний живильник для подачі попрямку передачі. У цьому випадку комірки сита в дрібненого тютюнового матеріалу сигаретовирободному і тому самому ряду можуть бути утворені ної машини. безперервно в напрямку передачі. Живильник містить бункер 2 для подрібненого Сито може містити секцію, розташовану спетютюнового матеріалу. Бункер 2 розташований реду по ходу, якщо дивитися в напрямку передачі, позаду живильника (з правого боку на Фіг. 1). Над із заданою відносною щільністю отворів, і секцію, бункером 2 розташована живильна камера 4. Жирозташовану далі по ходу, з більшою відносною вильна камера 4 з'єднана повітроводом з центращільністю отворів, ніж в секції, розташованій спельним розподільником (не показаний) подрібненореду по ходу. го тютюнового матеріалу. За допомогою За допомогою відсіювального конвеєра перецентрального розподільника можна подавати поддають відділений матеріал, що надходить на відрібнений тютюновий матеріал у живильну камеру сіювальний конвеєр. У цьому процесі передачі 4 разом з повітряним потоком по повітроводу. Живідділений матеріал надійно розділяють на грубі вильна камера 4 містить в її нижній частині заслінчастинки і середні частинки відповідно до форм ку 6, що закривається і відкривається. Коли заслінкомірок сита відсіювального конвеєра і відповідно ка 6 відкрита, подрібнений тютюновий матеріал, до різниці швидкостей між швидкістю руху сита який знаходиться в живильній камері 4, падає з неї уперед і швидкістю його руху назад. Відділені часв бункер 2. тинки середнього розміру падають з сита, тоді як У бункері 2 встановлений з можливістю обергрубі частинки транспортують на ситі. Згодом за тання міряльний вал 8. Бункер 2 розділений мірядопомогою сепаратора додатково розділяють часльним валом 8 на верхню камеру 2U та нижню катинки середнього розміру на повертані компоненмеру 2L. При обертанні міряльного вала 8 ти, які відповідають нормальним частинкам, і комподрібнений тютюновий матеріал надходить з поненти, що збираються. верхньоїкамери 2U у нижню камеру 2L бункера 2. Повертальний шлях приєднаний до подавальКількість, що подається, визначають швидкістю ного шляху спереду по ходу від розділювального обертання міряльного вала 8. Таким чином, кільзасобу. Таким чином повертані частинки подрібнекість подрібненого тютюнового матеріалу, що знаного тютюнового матеріалу, повернені у подаваходиться в нижній камері 2L, можна регулювати льний шлях, знов піддають процесу розділення, шляхом варіювання швидкості обертання міряльякий виконується за допомогою розділювального ного вала 8. засобу. З лівої сторони від бункера 2, поруч з ним, роЗа допомогою живильника для подачі подрібзташований підйомний конвеєр 10. Підйомний неного тютюнового матеріалу сигаретовиробної конвеєр 10 продовжується вгору від низу нижньої машини витягують повертані компоненти з віддікамери 2L бункера 2. Підйомний конвеєр 10 місленого матеріалу до того, як відділений матеріал, тить нескінченну несучу конвеєрну стрічку. Несуча відділений від подрібненого тютюнового матеріаконвеєрна стрічка утворює ліву стінку бункера 2 на лу, збирають за допомогою центрального пилозбіФіг. 1. Несуча конвеєрна стрічка містить множину рника, а потім повертають повертані компоненти у зубів, розташованих з регулярними інтервалами в подавальний шлях подрібненого тютюнового манапрямку руху стрічки. Коли несучу конвеєрну теріалу. Таким чином можна підвищити ефективстрічку підйомного конвеєра 10 приводять в дію, ність використання повертаних компонентів без зуби несуть подрібнений тютюновий матеріал, що погіршення запаху і смаку сигарет, які випускаютьміститься в нижній камері 2L, вгору, в той час як ся апаратом для виготовлення сигарет. зуби захоплюють подрібнений тютюновий матеріСито відсіювального конвеєра захищене від ал. забивання комірок сита грубими частинками, і за До верхнього кінця підйомного конвеєра 10 його допомогою стабільно і надійно розділяють приєднана об'ємна шахта 12, яка знаходиться на відділений матеріал на грубі частинки і середні деякій відстані вниз від нього. В об'ємну шахту 12 частинки. надходить подрібнений тютюновий матеріал з Завдяки вторинному процесу розділення, яковерхнього кінця підйомного конвеєра 10. Потім му піддають повертані компоненти, використовуюподрібнений тютюновий матеріал падає вниз в чи розділювальний засіб, істотно підвищують об'ємну шахту 12. якість сигарет, що виготовляються. У нижньому кінці об'ємної шахти 12 встановНа кресленнях: лені з можливістю обертання голчатий вал 14 і Фіг. 1 - схематичний вигляд у перерізі живильзбивний вал 16. Під голчатим валом 14 і збивним ника для подачі подрібненого тютюнового матерівалом 16 розташована гравітаційна шахта 18. алу; Подрібнений тютюновий матеріал, поданий в Фіг. 2 - вигляд у плані вібросита згідно з пероб'ємну шахту 12, накопичується над голчатим шим варіантом виконання; валом 14 і збивним валом 16. Подрібнений тютюФіг. 3 - вигляд у перерізі комірок вібросита за новий матеріал, що скупчився в шахті 12, продовФіг. 2; жується між голчатим валом 14 і збивним валом Фіг. 4 - вигляд у перерізі комірки сита за Фіг. 3; 16 при обертанні валів 14 та 16, а потім надходить у гравітаційну шахту 18. Знов-таки, кількість подрі 7 91265 8 бненого тютюнового матеріалу, що подається в повітряне сопло 32 розташоване над повітряним гравітаційну шахту 18, можна регулювати шляхом затвором 30. За допомогою вторинного повітряноваріювання швидкості обертання валів 14 та 16. го сопла 32 інжектують вгору вторинний повітряБезпосередньо під нижнім кінцем гравітаційної ний потік у вторинний розділювальний шлях 28. За шахти 18 розташована первинна розділювальна допомогою вторинного повітряного потоку ствокамера 20. Первинна розділювальна камера 20 рюють висхідний повітряний потік у вторинному містить верхній кінець, з'єднаний з лотком 24, в розділювальному шляху 28. якому створюють псевдозріджений шар. Лоток 24, Коли відділений матеріал вивантажують з нив якому створюють псевдозріджений шар, продовжнього кінця первинної розділювальної камери 20 жується від верхнього кінця первинної розділювачерез повітряний затвор 30 у вторинний розділюльної камери 20 до камери всмоктування 22 сигавальний шлях 28, частину нормальних частинок, ретовиробної машини. У камері всмоктування 22 що містяться у відділеному матеріалі, вдувають розташована конвеєрна стрічка всмоктування, або вгору висхідним повітряним потоком у вторинний тютюнова конвеєрна стрічка (не показана). Тютюрозділювальний шлях 28 так, щоб подавати їх в нова конвеєрна стрічка продовжується так, що лоток 24, в якому створюють псевдозріджений досягає секції загортання (не показана) сигаретошар. Інша частина відділеного матеріалу падає у виробної машини. У секцію загортання надходить вторинний розділювальний шлях 28. Таким чином подрібнений тютюновий матеріал, який несе тюпроводять вторинний процес провіювання, вплитюнова конвеєрна стрічка, який укладається на ваючи на відділений матеріал висхідним повітряпаперове полотно, причому подрібнений тютюноним потоком у вторинному розділювальному шлявий матеріал загортають у паперове полотно, таху 28. ким чином формуючи тютюновий штранг. Лоток 24, в якому створюють псевдозріджений На верхньому кінці первинної розділювальної шар, додатково містить множину рядів повітряних камери 20 розташоване первинне повітряне сопло сопел (не показані). Ряди повітряних сопел розта26. Первинне повітряне сопло 26 направлене у бік шовані з інтервалами в напрямку руху первинного лотка 24, в якому створюють псевдозріджений повітряного потоку. Через ряди повітряних сопел шар. За допомогою первинного повітряного сопла інжектують повітря в напрямку тютюнової конвеє26 створюють первинний повітряний потік. Перрної стрічки. Потоком інжектованого повітря перевинний повітряний потік продовжується по ширині носять нормальні частинки подрібненого тютюноверхнього кінця первинної розділювальної камери вого матеріалу, подані на лоток 24, в якому 20 і надходить в лоток 24, в якому створюють псестворюють псевдозріджений шар, за допомогою вдозріджений шар. первинного повітряного потоку, до тютюнової конКоли подрібнений тютюн, що падає з гравітавеєрної стрічки вздовж лотка 24, в якому створюційної шахти 18 в первинну розділювальну камеру ють псевдозріджений шар. Потім нормальні части20, піддають впливу первинного повітряного потонки присмоктують до нижньої поверхні тютюнової ку, нормальні частинки, що містяться в подрібнеконвеєрної стрічки шарами. Нормальні частинки, ному тютюновому матеріалі, які мають розміри в укладені шарами шляхом підсмоктування на тюбажаному діапазоні, відхиляються під впливом тюновій конвеєрній стрічці, потім подають в секцію первинного повітряного потоку в напрямку лотка загортання переробного апарата. Як сказано ви24, в якому створюють псевдозріджений шар. У ще, тютюновий штранг формують з нормальних той самий час інший подрібнений тютюновий мачастинок подрібненого тютюнового матеріалу і теріал продовжується через первинний повітряний паперового полотна в секції загортання. Тютюнопотік і потім падає в первинну розділювальну кавий штранг ріжуть на відрізки заданої довжини, з меру 20 як відділений матеріал. Відділений матеяких одержують сигаретні стрижні. ріал в основному містить грубі частинки, але частЯк очевидно з попереднього опису, живильник ково містить також нормальні частинки. Таким містить подавальний шлях для подачі подрібненочином, за допомогою первинного повітряного пого тютюнового матеріалу, який продовжується від току виконують первинний процес провіювання живильної камери 4 до камери всмоктування 22. У подрібненого тютюнового матеріалу. За допомосередині подавального шляху подрібнений тютюгою процесу провіювання тут розділяють подрібновий матеріал піддають первинному і вторинному нений тютюновий матеріал на нормальні частинки процесам провіювання. і відділений матеріал, що містить нормальні часБезпосередньо під вторинним розділювальним тинки і грубі частинки. шляхом 28 розташований відсіювальний конвеєр Вторинний розділювальний шлях 28 розташо34 вібраційного типу. На відсіювальний конвеєр 34 ваний поблизу первинної розділювальної камери надходить відділений подрібнений тютюновий ма20. Вторинний розділювальний шлях 28 продовжутеріал, який падає з нижнього кінця вторинного ється у вертикальному напрямку і містить верхній розділювального шляху 28. Більш конкретно, відкінець, відкритий з боку низу лотка 24, в якому сіювальний конвеєр 34 містить двошарові несучі створюють псевдозріджений шар, біля вхідної часповерхні. Верхня несуча поверхня утворена з вібтини лотка 24, в якому створюють псевдозріджеросита 36, а нижня несуча поверхня утворена з ний шар. Первинна розділювальна камера 20 міспередавальної віброповерхні 38. тить нижній кінець, приєднаний до вторинного Позицією 40 (див. Фіг. 1) позначена пара віброзділювального шляху 28 за допомогою повітряроциліндрів, які служать джерелами вібрації відсіного затвора 30. ювального конвеєра 34. Що стосується дії віброВторинний розділювальний шлях 28 забезпециліндрів 40, то можна сказати, що швидкості чений вторинним повітряним соплом 32. Вторинне 9 91265 10 розширення і стиснення віброциліндрів 40 є довісита розподілені з утворенням множини рядів. Ряльно варійованими. ди комірок 52 сита продовжуються в напрямку пеВідділений матеріал, який падає з нижнього редачі відділеного матеріалу. Крок між комірками кінця вторинного розділювального шляху 28, спосита в кожному ряду відрізняється від кроку комічатку надходить на вібросито 36 відсіювального рок сита суміжного ряду на півкроку. Комірки 52 в конвеєра 34, а потім його передають на вібросито одному ряду безперервно розташовані в напрямку 36. Під час цього процесу передачі грубі частинки передачі. відділеного матеріалу, які мають великі розміри, Як очевидно з Фіг. 3-5, кожна з комірок 52 сита залишаються на віброситі 36, тоді як середні часмістить отвір 54, виступаючий від поверхні вібротинки, які мають менші розміри, ніж грубі частинки, сита 36. Отвір 54 має плоску овальну форму і напродовжуються через комірки вібросита 36 і надхилений вниз відносно напрямку передачі. Кожна з ходять на передавальну віброповерхню 38, розкомірок 52 сита містить нижню поверхню 56, що ташовану під віброситом 36. У результаті грубі продовжується похило вниз від нижнього краю частинки і середні частинки відділяють одні від отвору 54 в сторону перед ними, якщо дивитися в одних та укладають на вібросито 36 і передавальнапрямку передачі. Поперечний переріз нижньої ну віброповерхню 38, відповідно, і транспортують поверхні 56 не плоский, а має дугоподібну форму і в тому самому напрямку. Більш конкретно, грубі повернутий опуклістю вниз. частинки мають розмір, що приблизно становить Для утворення отвору 54 кожна з комірок 52 3,3 мм або більше. сита забезпечена піднятою вгору стінкою 58, яка Збиральний шлях 42 продовжується від кінця має по суті трикутову форму при вигляді зверху. вібросита 36, і з'єднаний з центральним пилозбірПіднята вгору частина 58 звужується в сторону ником 44. Грубі частинки вивантажують з вібросиперед ними, якщо дивитися в напрямку передачі, і та 36 у збиральний шлях 42 і транспортують по має поперечний переріз у формі дуги розпилення, збиральному шляху 42 у центральний пилозбірник яка виступає вгору (див. Фіг. 5). 44 повітряним потоком для збору в центральному Комірки 52 сита мають розмір, який належним пилозбірнику 44. чином узгоджується з розмірами грубих частинок Повертальний шлях 46 продовжується від петаким чином, щоб відділений матеріал міг бути редавальної віброповерхні 38, і з'єднаний з бункерозділений на грубі частинки і середні частинки, як ром 2. Циклон 48, який діє як сепаратор, розташовказано вище. Більш конкретно, комірки 52 сита, ваний у повертальному шляху 46. Циклон 48 виконані в напрямку передачі, мають довжину біприєднаний до збирального шляху 42 за допомольше розміру грубих частинок. Максимальні розмігою розвантажувального шляху 50. Середні частири ио ширині і висоті отвору 54 і максимальна донки вивантажують з передавальної віброповерхні вжина нижньої поверхні 56 менше довжини 38 у повертальний шлях 46 і транспортують по великих частинок. Наприклад, максимальні розміповертальному шляху 46 повітряним потоком для ри по ширині і висоті отвору 54 становлять 8,0 мм і подачі в циклон 48. 3,5 мм, відповідно. Коли середні частинки подають у циклон 48, в Для запобігання забиванню комірок 52 віброциклоні 48 відбувається відділення частинок подсита 36 відсіювального конвеєра 34 грубими часрібненого тютюну з розмірами, які відповідають тинками, при швидкості збудження вібросита 36, розмірам нормальних частинок, з маси середніх тобто при русі уперед вібросита 36 в напрямку частинок, які є повертаними компонентами. Повепередачі і при русі назад вібросита 36 у протилежртані компоненти повертають з циклона 48 по поному напрямку відносно напрямку передачі, швидвертальному шляху 46 у бункер 2. Більш конкреткість при русі назад встановлюють таким чином, но, повертані компоненти мають розміри частинок, щоб вона була менше швидкості при русі уперед. що становлять приблизно 1,8 мм, а нормальні чаШвидкість збудження можна легко реалізувати стинки - приблизно 2,5 мм. шляхом встановлення різних швидкостей розшиОскільки подрібнений тютюн у вигляді поверрення і стиснення віброциліндрів 40. Немає необтаних компонентів становить частину подрібненого хідності говорити про те, що амплітуду збудження і тютюнового матеріалу в бункері 2, повертані комнапрямок збудження віброциліндрів 40 також напоненти мають ті самі аромат і смак, що і подріблежним чином регулюють. нений тютюновий матеріал. Таким чином, навіть Як сказано вище, кожна з комірок 52 сита місякщо повертані компоненти повертають у бункер тить підняту вгору частину 58, яка виступає від 2, то це шкідливо не впливає на сигаретні стрижні вібросита 36, і отвір 54, і комірки 52 сита в кожноабо на запах і смак сигарет. му ряду повернуті у бік напрямку передачі відділеМікрочастинки (тонкоподрібнений порошок поного матеріалу. Відділений матеріал на віброситі дрібненого тютюну), які мають менші розміри, ніж 36 транспортують за допомогою вібрації вібросита повертані компоненти, відбирають як компоненти, 36. У цьому процесі, навіть якщо відділений матещо збираються, з циклона 48 по розвантажувальріал повторно підстрибує на віброситі 36, через ному шляху 50 і збиральному шляху 42 у центравищезгадані розміри комірок 52 сита грубі частинльний пилозбірник 44. ки, що містяться у відділеному матеріалі, залишаНа Фіг. 2 більш детально показане вібросито ються на віброситі 36 в стані, при якому вони за36 згідно з першим варіантом виконання. хоплені між суміжними комірками 52 сита. Грубі Вібросито 36 є ситом з комірками так званого частинки у відділеному матеріалі відповідним чи«ніздряного» типу, і воно містить множину комірок ном переміщаються, перескакуючи через комірки 52. Комірки 52 сита рівномірно розподілені по 52 сита таким чином, що вони не продовжуються всьому віброситу 36. Більш конкретно, комірки 52 через отвори 54 комірок 52 сита. 11 91265 12 Середні частинки, що містяться у відділеному ного матеріалу. Цим скорочують кількість середніх матеріалі, які менше грубих частинок, падають частинок, які вивантажуються у збиральний шлях вниз на нижні поверхні 56 комірок 52. Як вказано 42 разом з грубими частинками, і підвищують ефевище, нижні поверхні 56 нахилені вниз у задньому ктивність використання подрібненого тютюнового напрямку вібросита 36, а швидкість руху назад матеріалу. вібросита 36 нижче швидкості його руху уперед. З Приймаючи, що комірки 52 сита мають однацієї причини під час переміщення вібросита 36 кові розміри, відносну щільність отворів обчислюназад середні частинки, що знаходяться на нижніх ють за наступною формулою: поверхнях 56, виштовхуються нижніми поверхнями 56 в сторону перед ними по ходу передачі, і рухаВідносна щільність отворів (%)=(S/(PW PL)) 100, ються до нижніх країв нижніх поверхонь 56, або в де отвори 54. Під час подальшого переміщення уперед вібросита 36 нижні поверхні 56 рухаються в S=площа вібросита 36; напрямку передачі таким чином, що звільняються PW=крок між комірками 52 сита, розташованивід середніх частинок. У результаті середні частими поруч одна з одною по ширині вібросита 36 нки на нижніх поверхнях 56 плавно продовжуються (кількість комірок 52 сита в напрямку ширини); через отвори 54 комірок 52 сита, а потім падають PL=крок між комірками 52 сита, розташованивниз з вібросита 36 на передавальну віброповерхми поруч одна з одною в напрямку передачі віброню 38, розташовану під віброситом 36. Відділений сита 36 (кількість комірок 52 сита в напрямку пематеріал надійно розділяється на грубі і середні редачі). частинки без забивання комірок 52 сита відсіюваУ віброситі 36 комірки 52 у кожному ряду мольного конвеєра 34. жуть бути розташовані зигзагоподібно, як комірки За допомогою процесу розділення з викорис52b, показані на Фіг. 6, замість розташування у танням відсіювального конвеєра 34 забезпечують вигляді безперервних рядів у напрямку передачі. розділення на грубі частинки з розмірами частиВідсіювальний конвеєр 34 може містити тільки нок, що становлять приблизно 3,3 мм або більше, і вібросито 36, а замість передавальної віброповерповертані частинки подрібненого тютюну з розміхні 38 може бути встановлений стрічковий конверами частинок, що становлять приблизно 1,8 мм. єр, розташований під відсіювальним конвеєром 34. При цьому регулярні частинки подрібненого тютюПосилальні позиції ну мають розміри частинок, що становлять приб2 бункер лизно 2,5 мм. Більш точно, максимальні ширина і 2U верхня камера висота отворів 54 становлять 8 мм та 3,5 мм, від2L нижня камера повідно. 4 живильна камера Винахід не обмежений одним варіантом вико6 заслінка нання і може бути модифікований різними шляха8 міряльний вал ми. 10 підйомний конвеєр Наприклад, комірки 52 вібросита 36 можуть 12 об'ємна шахта бути довільно модифіковані з наданням ним особ14 голчатий вал ливої форми і розташування при тому, що комірки 16 збивний вал 52 сита можуть містити отвори 54 вищезгаданих 18 гравітаційна шахта розмірів і нижні поверхні 56, описані вище. 20 первинна розділювальна камера На Фіг. 6 показане вібросито 36 згідно з другим 22 камера всмоктування варіантом виконання. У другому варіанті виконан24 лоток ня комірки 52 вібросита 36 мають не однакову від26 первинне повітряне сопло носну щільність отворів. Більш конкретно, коли 28 вторинний розділювальний шлях секції вібросита 36, розташовані спереду по ходу і 30 повітряний затвор далі по ходу, мають відносну щільність отворів 32 вторинне повітряне сопло 34 відсіювальний конвеєр та , відповідно, відносна щільність отворів бі36 вібросито льше відносної щільності отворів . Таким чином, 38 передавальна віброповерхня коли відділений матеріал транспортують на вібро40 пара віброциліндрів ситі 36, середні частинки, які не відділилися від 42 збиральний шлях відділеного матеріалу на секції вібросита 36, роз44 центральний пило збірник ташованій спереду по ходу, і залишилися на віб46 повертальний шлях роситі 36, можуть плавно продовжуватися через 48 циклон комірки 52 сита секції, розташованої далі по ходу, 52 множина комірок сита при попаданні їх на секцію вібросита 36, розташо54 отвір вану далі по ходу. Отже, за допомогою вібросита 56 нижня поверхня 36 згідно з другим варіантом виконання можна 58 стінка ефективно відділяти середні частинки від відділе 13 91265 14 15 91265 16 17 Комп’ютерна верстка О. Гапоненко 91265 Підписне 18 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCut tobacco raw material feeder for cigarette making machine
Автори англійськоюKageyama Tetsuo, Murase Naoto
Назва патенту російськоюПитатель для подачи измельченного табачного материала сигаретоделательной машины
Автори російськоюКагеяма Тецуо, Мурасе Наото
МПК / Мітки
Мітки: тютюнового, подрібненого, сигаретовиробної, живильник, машини, матеріалу, подачі
Код посилання
<a href="https://ua.patents.su/9-91265-zhivilnik-dlya-podachi-podribnenogo-tyutyunovogo-materialu-sigaretovirobno-mashini.html" target="_blank" rel="follow" title="База патентів України">Живильник для подачі подрібненого тютюнового матеріалу сигаретовиробної машини</a>
Спосіб приготування подрібненого тютюнового матеріалу, пристрій для його здійснення, курильний виріб та застосування екструдера з набивним шнеком
Номер патенту: 89806
Опубліковано: 10.03.2010
Автори: Елінг Уве, Франке Дітмар, Шмекель Геральд, Лінк Маттіас
Мітки: приготування, пристрій, шнеком, курильний, екструдера, здійснення, набивним, застосування, спосіб, матеріалу, виріб, тютюнового, подрібненого
Формула / Реферат:
1. Спосіб приготування подрібненого тютюнового матеріалу, при якому вихідний тютюновий матеріал нагрівають і поміщують під тиск, і нагрітий матеріал, що знаходиться під тиском, з експандуванням пропускають через різальну щілину (9), зі стінками, що мають шорстку або профільовану поверхню, і подрібнюють, зокрема розщеплюють на волокна.2. Спосіб за п. 1, при якому вихідний тютюновий матеріал переважно містить грубий тютюновий матеріал,...
Спосіб і пристрій для гідратації подрібненого або порошкового матеріалу, що містить cаo, гідратований продукт і застосування цього гідратованого продукту
Номер патенту: 83724
Опубліковано: 11.08.2008
Автори: Скоруп Йенсен Ларс, Гансен Йенс Петер
МПК: C01F 11/00, C04B 2/00, B01F 3/00
Мітки: продукт, порошкового, гідратованого, матеріалу, пристрій, продукту, містить, подрібненого, цього, гідратований, cаo, гідратації, спосіб, застосування
Формула / Реферат:
1. Спосіб гідратації подрібненого або порошкового матеріалу, що містить СаО, який відрізняється тим, що воду додають у кількості, при якій парціальний тиск РН20 доданої води як функції температури залишають в інтервалі, визначеному формулою:6,85-(5459/(Т+273))<log РН20 < 5,45-(2032/(Т+273)),де Т - температура, °С, а РН20 - парціальний тиск води, ат.2. Спосіб за п. 1, який відрізняється тим, що матеріал, який містить...
Спосіб і пристрій для контролю масової витрати подрібненого твердого матеріалу, який транспортується по пневмопроводу
Номер патенту: 77056
Опубліковано: 16.10.2006
Автори: Бреден Еміле, Крьоммер Іван
Мітки: масової, контролю, транспортується, подрібненого, твердого, матеріалу, витрати, спосіб, пневмопроводу, пристрій
Формула / Реферат:
1. Спосіб контролю масової витрати твердого подрібненого матеріалу, який транспортується по пневмопроводу (10, 12) у потоці газу-носія, що включає вимірювання структурних акустичних хвиль, який відрізняється тим, що з потоку газу-носія з подрібненим твердим матеріалом формують вільний і щільний струмінь, який складається з газу-носія і завислих у ньому частинок твердого подрібненого матеріалу, сформований вільний щільний струмінь газу з...
Спосіб виробництва відновленого тютюнового матеріалу
Номер патенту: 79698
Опубліковано: 10.07.2007
Автори: Хасегава Юкіко, Ямада Йосіюкі
МПК: A24B 15/00
Мітки: тютюнового, виробництва, відновленого, матеріалу, спосіб
Формула / Реферат:
1. Спосіб виробництва відновленого тютюнового матеріалу, що передбачає стадії: екстрагування природного тютюнового матеріалу екстрагуючим розчинником з одержанням екстрагованого розчину, що містить компоненти природного тютюнового матеріалу, і екстракційного залишку, причому природний тютюновий матеріал містить як бажані компоненти, так і небажані компоненти; одержання полотна відновленого тютюну з використанням екстракційного залишку, який...
Спосіб вилучення домішок із подрібненого матеріалу та пристрій для його здійснення
Номер патенту: 46713
Опубліковано: 17.06.2002
Автор: Лаатікайнен Аарне
МПК: B07B 1/12, B07B 13/07
Мітки: спосіб, здійснення, подрібненого, пристрій, домішок, матеріалу, вилучення
Формула / Реферат:
1. Способ удаления примесей из измельчённого материала, включающий подачу подлежащего просеиванию материала на комплект примыкающих друг к другу приводных валков, расположенных, по существу, параллельно, с зазорами друг относительно друга, причём имеется по меньшей мере одна пара валков, зазор «В» между которыми больше зазора «А» между предыдущими по направлению перемещения просеиваемого материала валками, таким образом, чтобы в процессе...
Попередній патент: Термопластичні термічно розширювані мікросфери, спосіб їх одержання, застосування, водна суспензія, що їх містить, та спосіб одержання паперу
Наступний патент: Спосіб визначення характеристик стійкості детонаторів до вібрації
Випадковий патент: Ретрансляція інформації бездротового зв'язку