Спосіб вибору хімічного складу добавок до вибухобезпечного сплаву
Номер патенту: 92138
Опубліковано: 11.08.2014
Автори: Гаврилюк Володимир Петрович, Горошко Ігор Петрович, Локтіонов-Ремізовський Валерій Андрійович, Іванченко Віктор Григорович

Формула / Реферат
1. Спосіб вибору хімічного складу добавок до вибухобезпечного сплаву на основі міді, який полягає в тому, що змішують дрібняк добавок, надають суміші визначеної форми, хімічний склад суміші визначають залежно від марки сплаву і розмірів деталі, який відрізняється тим, що змішування добавок виконують із якісних лігатур на мідній основі до однорідної маси.
2. Спосіб за п. 1, який відрізняється тим, що загальний хімічний склад добавок (лігатурної суміші) визначають у масових частках, %:
берилій
до 2,5
марганець
до 20
цинк
до 30
алюміній
до 12
нікель
до 20
хром
до 1,0
цирконій
до 0,5
титан
до 6
фосфор
до 0,05
магній
до 6
бор
до 0,05
мідь
решта.
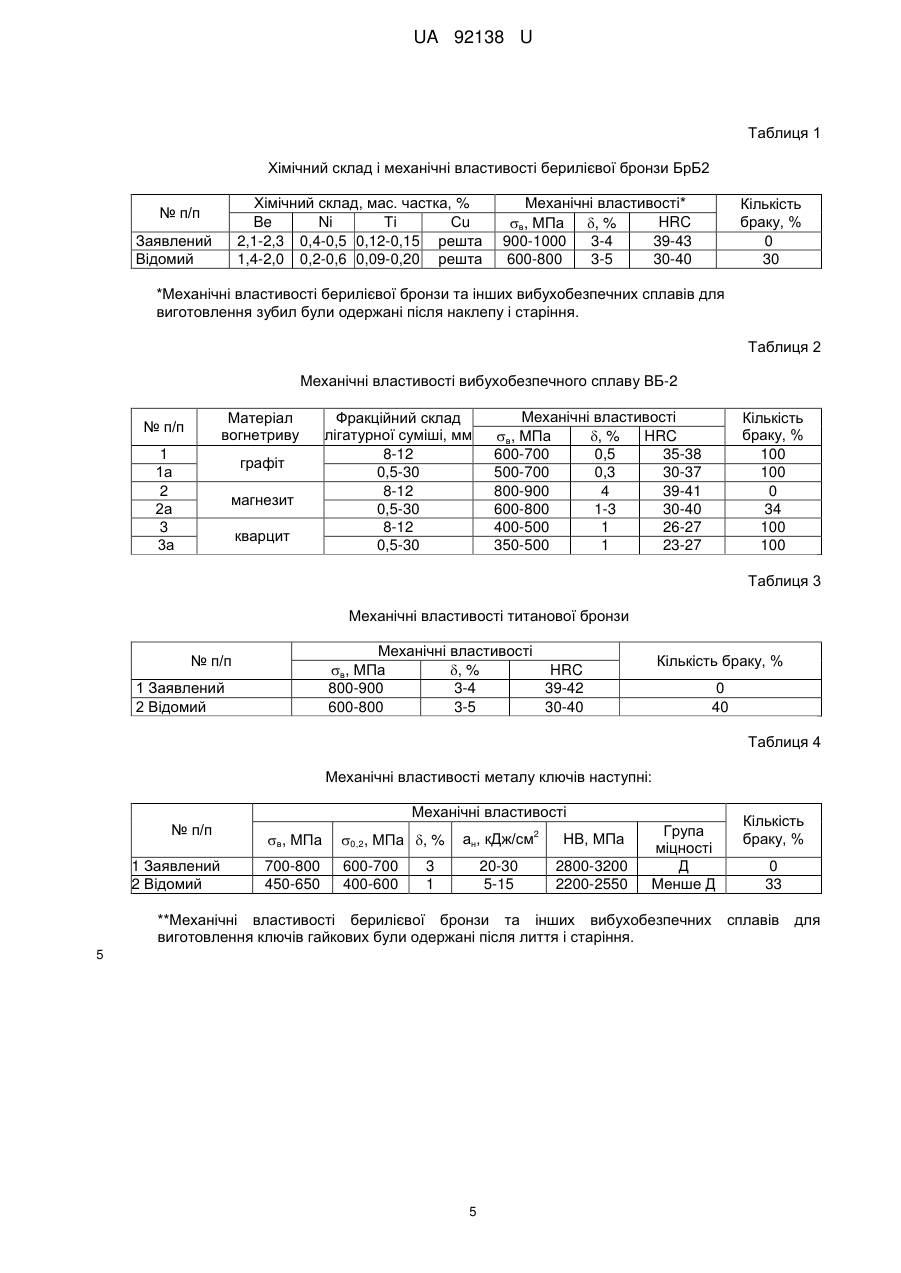
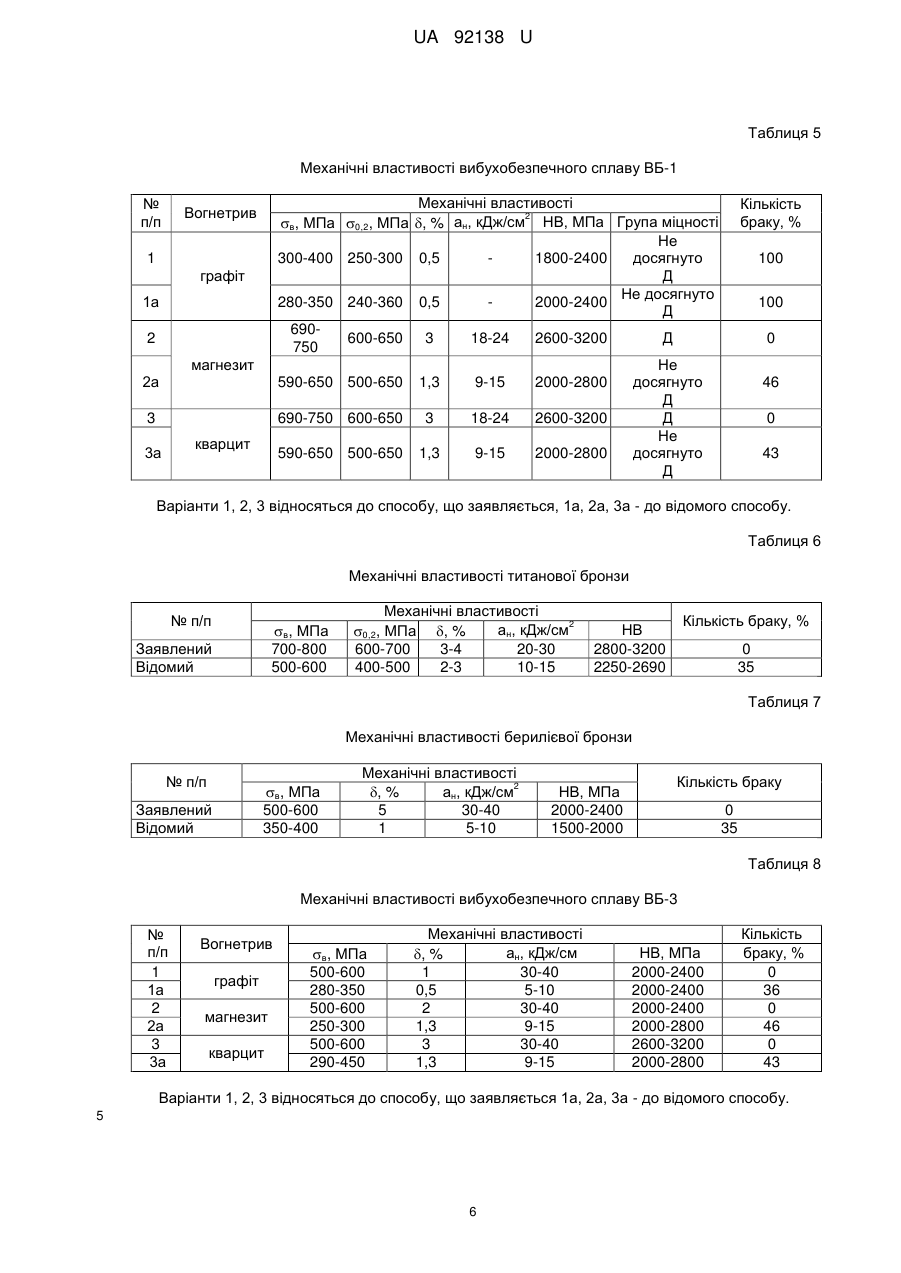
Текст
Реферат: Спосіб вибору хімічного складу добавок до вибухобезпечного сплаву на основі міді полягає в тому, що змішують дрібняк добавок, надають суміші визначеної форми, хімічний склад суміші визначають залежно від марки сплаву і розмірів деталі. Змішування добавок виконують із якісних лігатур на мідній основі до однорідної маси. UA 92138 U (54) СПОСІБ ВИБОРУ ХІМІЧНОГО СКЛАДУ ДОБАВОК ДО ВИБУХОБЕЗПЕЧНОГО СПЛАВУ UA 92138 U UA 92138 U 5 10 15 20 25 30 35 40 45 Спосіб належить до ливарного виробництва і може бути використаний для одержання вибухобезпечних сплавів, слюсарний інструмент з яких застосовують при роботах у вибухонебезпечних приміщеннях, камерах чи інших спорудах з устаткуванням виготовленим із чорних і кольорових металів, в яких за умовами технологічного процесу або внаслідок аварії можуть утворюватись вибухонебезпечні суміші горючих газів або парів всіх груп І і II категорій запалення. Існує спосіб визначення оптимального складу сплавів залежно від механічних властивостей марки сплаву і товщини стінки виливки (Поттер Г. Справочник по литейному производству и связанным с ним различным отраслям знаний. - М.: Машгиз, 1959. - С. 443-453). Основним недоліком визначення оптимального хімічного складу є ігнорування виробничих умов приготування сплавів, що призводить до додаткових витрат на придбання технологічного устаткування для санітарно-захисної зони ливарного цеху. Найбільш близьким за своїми параметрами і призначенням є спосіб одержання добавок для остаточного модифікування, що складається із змішування дрібняку відходів феросплавного виробництва, надання суміші визначеної форми, а хімічний склад суміші визначається залежно від марки чавуну і розмірів деталі (Пат. Франції № 2193880, МПК С21С 1/00, С22С 1/00 35/00 опубл. 25.10.1974.). Використання дрібняку відходів лігатурного виробництва для остаточного легування вибухобезпечних сплавів призводить до коливання їх хімічних складів в широкому діапазоні, до отримання нестабільних механічних властивостей вибухобезпечних сплавів і, як наслідок, до збільшення кількості браку вибухобезпечного інструменту. Вибухобезпечні сплави вміщують ряд шкідливих елементів, які потребують наявність санітарних зон для знешкодження їх шкідливого впливу. При виплавці для одних вибухобезпечних сплавів одні вогнетриви є корисними, а для інших - шкідливими відносно їх механічних властивостей. В основу корисної моделі поставлено задачу зменшення браку вибухобезпечного інструменту за рахунок стабілізації їх механічних властивостей внаслідок зменшення коливання вмісту легуючих мідь елементів у вибухобезпечних сплавах, а також збільшення критеріїв вибору компонентного складу лігатурної суміші. Поставлену задачу вирішують тим, що в способі вибору хімічного складу добавок до вибухобезпечного сплаву на основі міді, який полягає в тому, що змішують дрібняк добавок, надають суміші визначеної форми, хімічний склад суміші визначають залежно від марки сплаву і розмірів деталі, згідно з корисною моделлю, змішування добавок виконують із якісних лігатур на мідній основі до однорідної маси. Крім того, загальний хімічний склад добавок (лігатурної суміші) визначають у масових частках, %: берилій до 2,5 марганець до 20 цинк до 30 алюміній до 12 нікель до 20 хром до 1,0 цирконій до 0,5 титан до 6 фосфор до 0,05 магній до 6 бор до 0,05 мідь решта. Змішування компонентів шихти із якісних лігатур на мідній основі до однорідної маси досягається за рахунок використання лігатур одного і того ж фракційного складу. Використання лігатурних сумішей вузького фракційного складу призводить до зменшення браку вибухобезпечного інструменту із вибухобезпечних сплавів по механічних властивостях. Вибухобезпечні сплави, що вміщують шкідливий елемент берилій, не можна виготовляти без наявної санітарної зони, яка знешкоджує його шкідливий вплив на навколишнє середовище. Завдяки правильному підбору вогнетриву для виплавки того чи іншого вибухобезпечного сплаву забезпечуються його високі механічні та експлуатаційні властивості. Приклади використання вибору хімічного складу добавок до вибухобезпечного сплаву на основі міді. Приклади побудовані таким чином, щоб охопити виготовлення вибухобезпечного слюсарного інструменту із стандартних вибухобезпечних сплавів в залежності від виробничих 1 UA 92138 U 5 10 15 20 25 30 35 40 45 50 55 60 умов, тобто наявності санітарної зони захисту виробничого персоналу і існуючих вогнетривів плавильних печей. Для приготування сплавів використовували стандартні шихтові матеріали, плавку проводили в індукційній плавильній печі. Рідкий сплав розливали в металеву форму. Після відповідної для кожного сплаву термообробки зразки виливок інструменту піддавали механічній обробці. Механічні властивості сплаву визначалися згідно зі стандартами: границя міцності (в), границя текучості (0,2) і відносне подовження () по ГОСТ 1497-84, твердість по Роквелу (HRC) - ГОСТ 9013-59, по Бринелю - (НВ) ГОСТ 9012-59, ударна в'язкість (ан) - ГОСТ 9454-78, а технологічні властивості - згідно з діючими технічними умовами на інструмент. Визначення концентрації шкідливої речовини берилію проводили згідно з Методичними вказівками по фотометричному виміру концентрації берилію в повітрі робочої зони за № 2571 від 12.07.82 р. та ГОСТ 12.1.016-79. 1. Зубило ТУ У 2164785.001-2001. 1.1. Санітарна зона існує. Футерівка печі - графіт. Лігатурна суміш вибрана для одержання вибухобезпечного сплаву берилієвої бронзи БрБ2 ГОСТ 18175-78. Компонентний склад лігатурної суміші способу, що заявляється, і відомого був однаковий і складався із наступних компонентів, мас. частка, %: мідно-берилієва лігатура (СuВе6) 94; міднонікелева лігатура (СuNi30) 4,6; мідно-титанова лігатура (СuТі30) 1,4. Фракційний склад лігатурних сумішей по способу, що заявляється складав 8-12 мм, фракційний склад відходів лігатурного виробництва - 0,5-30 мм. Хімічний склад і механічні властивості берилієвої бронзи БрБ2 наведено в табл. 1. Як видно із табл. 1, механічні властивості сплаву, виготовленого по способу, що заявляється, задовольняють технічні вимоги, які представлені в технічних умовах України щодо зубил відносно механічних властивостей. Кількість браку по механічних властивостях зменшено на 30 %. 1.2. Санітарної зони щодо берилію не існує. Механічні властивості і кількість браку аналогічні приведеним вище, але можливість отримання професійної хвороби - берульозу зводить нанівець застосування цього сплаву. 3 Концентрація з'єднань берилію в пічній атмосфері становить 0,003 млг/м , що втричі перевищує санітарну норму (0,001 млг/м). 1.3. Санітарної зони не існує. Футерівка плавильної печі - графіт, магнезит, кварцит.Із загального хімічного складу лігатурної суміші вибираємо суміш для приготування вибухобезпечного сплаву ВБ-2 ТУ2-03 5-1030-86 наступного хімічного складу, мас. частка %: Ni 20; Мn 20; Zn 18; Аl 1,2; Ті 0,2; Сr 0,4; Сu решта. Компонентний склад лігатурної суміші наступний, мас. частка %: мідно-нікелева лігатура (CuNi60) 33,3; мідно-марганцева лігатура (СuМn60) 33,3; мідно-цинкова лігатура (CuZn60) 30,1; мідно-алюмінієва лігатура (СuАl60) 2,0; мідно-титанова лігатура (СuТі40) 0,2; мідно-хромова лігатура (CuCr50) 0,9. Механічні властивості вибухобезпечного сплаву ВБ-2, кількість браку в залежності від фракційного складу лігатурної суміші і матеріалу вогнетриву наведені в табл. 2. Як видно з табл. 2 механічні властивості сплаву ВБ-2 за п. 1 і 1а не задовольняють вимоги технічних умов України щодо механічних властивостей цього сплаву із-за крихкості сплаву внаслідок утворення великої кількості карбідів марганцю в його структурі. Механічні властивості металу зубил за п. 2, який був виплавлений із якісної лігатурної суміші однорідної маси, задовольняють технічні вимоги технічних умов України щодо механічних властивостей металу зубил. Кількість браку сплаву ВБ-2 по механічних властивостях зведена нанівець в порівнянні з механічними властивостями цього сплаву, виплавленого з відходів лігатурної суміші (п. 2а). Механічні властивості металу зубил (п. 3 і 3а), який був виплавлений у футерівці з кварциту, не задовольняють технічним вимогам технічних умов України щодо механічних властивостей зубил із-за великої кількості окислів марганцю і високого насичення рідкого металу кремнієм із футерівки (більше 1 % по масі). 1.4. Футерівка плавильної печі - кварцит. Вакуумна технологія плавки або під атмосферою аргону. Із загального хімічного складу лігатурної суміші вибираємо суміш для приготування вибухобезпечного сплаву - титанової бронзи, наступного хімічного складу, мас. частка, %: Mg 2; Ті 4; Р 0,04; Сr 0,5; В 0,05; Сu решта. Компонентний склад лігатурної суміші - наступний, мас. частка %: мідно-титанова лігатура (СuТі30) 39; мідно-магнієва лігатура (CuMg10) 58; міднофосфорна лігатура (СuР10) 1,0; мідно-хромова лігатура (CuCr10) 1,5; мідно-борна лігатура (СuВ3) 0,5. Фракційний склад лігатурних сумішей по способу, що заявляється, складав 8-12 мм, 2 UA 92138 U 5 10 15 20 25 30 35 40 45 50 55 60 фракційний склад відходів лігатурного виробництва - 0,5-30 мм. Механічні властивості титанової бронзи і кількість браку в залежності від фракційного складу лігатурної суміші приведено в табл. 3. Як видно із табл. 3, механічні властивості титанової бронзи, виготовленого по заявлюваному способу, задовольняють технічні вимоги технічних умов України щодо зубил. Кількість браку по механічним властивостям зменшено на 40 %. 2. Ключі гайкові двосторонні з відкритим зівом ТУ У 2164785.002-2001. 2.1. Санітарна зона існує. Футерівка печі - графіт. Лігатурна суміш вибрана для одержання вибухобезпечного сплаву берилієвої бронзи БрБ2 ГОСТ 18175-78. Компонентний склад лігатурної суміші по способу, що заявляється і відомому був однаковий і приведено в п. 1. Фракційний склад лігатурних сумішей по способу, що заявляється, складав 8-12 мм, фракційний склад відходів лігатурного виробництва - 0,5-30 мм. Хімічний склад і механічні властивості берилієвої бронзи БрБ2 наведено в табл. 4. Як видно із табл. 4, механічні властивості сплаву, виготовленого по способу, що заявляється, задовольняють технічні вимоги технічних умов України щодо ключів гайкових. Механічні властивості сплаву, виготовленого по відомому способу, не задовольняють технічні вимоги технічних умов України щодо ключів гайкових по групі міцності. Кількість браку по механічним властивостям зменшено на 33 %. 2.2. Санітарної зони щодо берилію не існує. Механічні властивості і кількість браку аналогічні наведеним в табл. 4, але можливість отримання професійної хвороби - берульозу - зводить нанівець застосування цього сплаву. 3 Концентрація з'єднань берилію в пічній атмосфері становить 0,003 млг/м , що втричі перевищує санітарну норму (0,001 млг/м). 2.3. Санітарної зони не існує. Футерівка плавильної печі - графіт, магнезит, кварцит. Із загального хімічного складу лігатурної суміші вибираємо суміш для приготування ВБ-1 ТУ 2-18-246-83 наступного хімічного складу, мас. частка, %: Аl 10,0; Ni 7,0; Сr 0,5; Zr 0,3; Сu решта. Компонентний склад лігатурної суміші - наступний, мас. частка %: мідно-алюмінієва лігатура (CuAl60) 37; мідно-нікелева лігатура (СuNi30) 50; мідно-хромова лігатура (СuСr10) 11; мідноцирконієва лігатура (CuZr50) 1; мідно-фосфорна лігатура (CuP10) 1. По способу, що заявляється, для досягнення однорідності лігатурної суміші використовували подрібнені лігатури фракцією 8-12 мм, а по відомому способу - відходи виробництва мідних лігатур фракцією 0,3-30 мм. Механічні властивості вибухобезпечного сплаву ВБ-2, кількість браку залежно від фракційного складу лігатурної суміші і матеріалу вогнетриву наведені в табл. 5 Як видно з табл. 5, механічні властивості сплаву ВБ-1 за п. 1 і 1а не задовольняють вимоги ТУ У щодо механічних властивостей цього сплаву із-за крихкості сплаву внаслідок утворення великої кількості графіту в його структурі. Механічні властивості металу ключів гайкових за п. 2, який був виплавлений із якісної лігатурної суміші однорідної маси, задовольняють технічним вимогам технічних умов України щодо механічних властивостей металу ключів. Кількість браку сплаву ВБ-1 по механічних властивостях зведена нанівець в порівнянні з механічними властивостями цього сплаву, виплавленого з відходів лігатурної суміші (п. 2а). Механічні властивості металу ключів гайкових (п. 3), який був виплавлений у футерівці з кварциту, задовольняють технічним вимогам технічних умов України щодо механічних властивостей ключів. Кількість браку сплаву ВБ-1 по механічних властивостях, виплавленого в печі кварцитовою футерівкою по відомому способу (п. 3а), досягає 43 %. 2.4. Футерівка плавильної печі - кварцит. Вакуумна технологія плавки або під атмосферою аргону. Із загального хімічного складу лігатурної суміші вибираємо суміш для приготування вибухобезпечного сплаву - титанової бронзи, наступного хімічного складу, мас. частка %: Mg 1; Ті 3,4; Р 0,04; Сr 0,5; В 0,05; Сu решта. Компонентний склад лігатурної суміші - наступний, мас. частка %: мідно-титанова лігатура (СuТі30) 39; мідно-магнієва лігатура (CuMg10) 58; міднофосфорна лігатура (СuР10) 1,0; мідно-хромова лігатура (СuСr10) 1,5; мідно-борна лігатура (СuВ3) 0,5. Фракційний склад лігатурних сумішей по способу, що заявляється, складав 8-12 мм, фракційний склад відходів лігатурного виробництва - 0,5-30 мм. Механічні властивості титанової бронзи і кількість браку залежно від фракційного складу лігатурної суміші наведено в табл. 6. Як видно із табл. 6, механічні властивості титанової бронзи, виготовленої по способу, що заявляється, задовольняють технічним вимогам технічних умов України щодо ключів гайкових. Кількість браку по механічним властивостям зменшено на 35 %. 3 UA 92138 U 5 10 15 20 25 30 35 40 45 50 3. Молотки і кувалди ТУ У 21624785.003-2001. 3.1. Санітарна зона існує. Футерівка печі - графіт. Із загального хімічного складу лігатурної суміші вибираємо суміш для приготування вибухобезпечного сплаву - берилієвої бронзи, наступного хімічного складу, мас. частка, %: Be 1,6; Ni 0,5; Ті 0,15 Сu решта. Компонентний склад лігатурної суміші - наступний, мас. частка, %: мідно-берилієва лігатура (СuВе6) 93; мідно-титанова лігатура (СuТі30) 2; мідно-нікелева лігатура (СuСr30) 5; Фракційний склад лігатурних сумішей по способу, що заявляється, складав 8-12 мм, фракційний склад відходів лігатурного виробництва - 0,5-30 мм. Механічні властивості берилієвої бронзи і кількість браку залежно від фракційного складу лігатурної суміші наведено в табл. 7. Як видно із табл. 7, механічні властивості берилієвої бронзи, виготовленої по способу, що заявляється, задовольняють технічним вимогам технічних умов України щодо молотків і кувалд. Кількість браку по механічних властивостях зменшено на 35 %. 3.2. Санітарної зони щодо берилію не існує. Механічні властивості аналогічні наведеним в табл. 7, але можливість отримання професійної хвороби при плавці і розливці берилієвої бронзи - берульозу - зводить нанівець застосування цього сплаву. 3.3. Санітарної зони не існує. Футерівка печі - графіт, кварцит, магнезит. Із загального хімічного складу лігатурної суміші вибираємо суміш для приготування ВБ-3 ТУ2-035-1031-86 наступного хімічного складу, мас. частка %: Zn 32; Аl 7; Мn 0,7; Fe 0,7; Si 0,3; Сu решта. Компонентний склад лігатурної суміші - наступний, мас. частка, %: мідно-цинкова лігатура (CuZn60) 62; мідно-алюмінієва лігатура (СuА150) 16; мідно-марганцева лігатура (CuMn10) 8; мідно-залізна лігатура (CuFe7) 11; мідно-кремнієва лігатура (CuSi10) 3. По способу, що заявляється, для досягнення однорідності лігатурної суміші використовували подрібнені лігатури фракцією 8-12 мм, а по відомому способу - відходи виробництва мідних лігатур фракцією 0,3-30 мм. Механічні властивості вибухобезпечного сплаву ВБ-3, кількість браку залежно від фракційного складу лігатурної суміші і матеріалу вогнетриву наведені в табл. 8. Як видно з табл. 8, механічні властивості сплаву ВБ-3 за пп. 1, 2, 3 задовольняють технічним вимогам технічних умов України щодо механічних властивостей цього сплаву. Кількість браку сплаву ВБ-3 пп. 1, 2, 3 зведена нанівець в порівнянні з пп. 1а, 2а, 3а, де кількість браку досягає 46 % за рахунок низької ударної в'язкості. 3.6. Футерівка плавильної печі - кварцит. Вакуумна технологія плавки або під атмосферою аргону. Із загального хімічного складу лігатурної суміші вибираємо суміш для приготування вибухобезпечного сплаву - титанової бронзи, наступного хімічного складу, мас. частка, %: Mg 1; Ті 1,4; Р 0,04; Сr 0,5; В 0,05; Сu решта. Компонентний склад лігатурної суміші - наступний, мас. частка %: мідно-титанова лігатура (СuТі30) 22; мідно-магнієва лігатура (CuMg10) 46; міднофосфорна лігатура (СuР10) 2; мідно-хромова лігатура (CuCr10) 23; мідно-борна лігатура (СuВ3) 7. Фракційний склад лігатурних сумішей по способу, що заявляється, складав 8-12 мм, фракційний склад відходів лігатурного виробництва - 0,5-30 мм. Механічні властивості титанової бронзи і кількість браку залежно від фракційного складу лігатурної суміші наведено в табл. 9. Як видно із табл. 9, механічні властивості титанової бронзи, виготовленої по способу, що заявляється, задовольняють технічним вимогам технічних умов України щодо молотків і кувалд. Кількість браку по механічним властивостям зменшено на 35 %. Таким чином, спосіб вибору хімічного складу добавок до вибухобезпечного сплаву на основі міді, що заявляється, дозволяє зменшувати кількість браку до 46 %, а також стає більш універсальним, так як враховує виробничі умови його приготування, тобто наявності санітарної зони захисту виробничого персоналу і існуючих вогнетривів плавильних печей. 4 UA 92138 U Таблиця 1 Хімічний склад і механічні властивості берилієвої бронзи БрБ2 Хімічний склад, мас. частка, % Be Ni Ті Сu 2,1-2,3 0,4-0,5 0,12-0,15 решта 1,4-2,0 0,2-0,6 0,09-0,20 решта № п/п Заявлений Відомий Механічні властивості* HRC в, МПа , % 900-1000 3-4 39-43 600-800 3-5 30-40 Кількість браку, % 0 30 *Механічні властивості берилієвої бронзи та інших вибухобезпечних сплавів для виготовлення зубил були одержані після наклепу і старіння. Таблиця 2 Механічні властивості вибухобезпечного сплаву ВБ-2 Матеріал вогнетриву № п/п 1 1а 2 2а 3 3а графіт магнезит кварцит Фракційний склад лігатурної суміші, мм 8-12 0,5-30 8-12 0,5-30 8-12 0,5-30 Механічні властивості HRC в, МПа , % 600-700 0,5 35-38 500-700 0,3 30-37 800-900 4 39-41 600-800 1-3 30-40 400-500 1 26-27 350-500 1 23-27 Кількість браку, % 100 100 0 34 100 100 Таблиця 3 Механічні властивості титанової бронзи Механічні властивості HRC в, МПа , % 800-900 3-4 39-42 600-800 3-5 30-40 № п/п 1 Заявлений 2 Відомий Кількість браку, % 0 40 Таблиця 4 Механічні властивості металу ключів наступні: Механічні властивості № п/п 1 Заявлений 2 Відомий в, МПа 0,2, МПа , % 700-800 450-650 600-700 400-600 ан, кДж/см 3 1 20-30 5-15 2 НВ, МПа 2800-3200 2200-2550 Група міцності Д Менше Д **Механічні властивості берилієвої бронзи та інших вибухобезпечних виготовлення ключів гайкових були одержані після лиття і старіння. 5 5 Кількість браку, % 0 33 сплавів для UA 92138 U Таблиця 5 Механічні властивості вибухобезпечного сплаву ВБ-1 № п/п Механічні властивості 2 в, МПа 0,2, МПа , % ан, кДж/см НВ, МПа Група міцності Не 300-400 250-300 0,5 1800-2400 досягнуто Д Не досягнуто 280-350 240-360 0,5 2000-2400 Д 690600-650 3 18-24 2600-3200 Д 750 Не 590-650 500-650 1,3 9-15 2000-2800 досягнуто Д 690-750 600-650 3 18-24 2600-3200 Д Не 590-650 500-650 1,3 9-15 2000-2800 досягнуто Д Вогнетрив 1 графіт 1а 2 магнезит 2а 3 кварцит 3а Кількість браку, % 100 100 0 46 0 43 Варіанти 1, 2, 3 відносяться до способу, що заявляється, 1а, 2а, 3а - до відомого способу. Таблиця 6 Механічні властивості титанової бронзи № п/п в, МПа 700-800 500-600 Заявлений Відомий Механічні властивості 2 ан, кДж/см 0,2, МПа , % 600-700 3-4 20-30 400-500 2-3 10-15 Кількість браку, % НВ 2800-3200 2250-2690 0 35 Таблиця 7 Механічні властивості берилієвої бронзи № п/п в, МПа 500-600 350-400 Заявлений Відомий Механічні властивості 2 ан, кДж/см , % 5 30-40 1 5-10 НВ, МПа 2000-2400 1500-2000 Кількість браку 0 35 Таблиця 8 Механічні властивості вибухобезпечного сплаву ВБ-3 № п/п 1 1а 2 2а 3 3а Вогнетрив графіт магнезит кварцит в, МПа 500-600 280-350 500-600 250-300 500-600 290-450 Механічні властивості ан, кДж/см , % 1 30-40 0,5 5-10 2 30-40 1,3 9-15 3 30-40 1,3 9-15 НВ, МПа 2000-2400 2000-2400 2000-2400 2000-2800 2600-3200 2000-2800 Кількість браку, % 0 36 0 46 0 43 Варіанти 1, 2, 3 відносяться до способу, що заявляється 1а, 2а, 3а - до відомого способу. 5 6 UA 92138 U Таблиця 9 Механічні властивості титанової бронзи № п/п Заявлений Відомий МПа 500-600 300-450 Механічні властивості ан, кДж/см , % 3-4 20-30 1-2 10-15 НВ 2800-3200 2250-2690 Кількість браку, % 0 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 1. Спосіб вибору хімічного складу добавок до вибухобезпечного сплаву на основі міді, який полягає в тому, що змішують дрібняк добавок, надають суміші визначеної форми, хімічний склад суміші визначають залежно від марки сплаву і розмірів деталі, який відрізняється тим, що змішування добавок виконують із якісних лігатур на мідній основі до однорідної маси. 2. Спосіб за п. 1, який відрізняється тим, що загальний хімічний склад добавок (лігатурної суміші) визначають у масових частках, %: берилій марганець цинк алюміній нікель хром цирконій титан фосфор магній бор мідь до 2,5 до 20 до 30 до 12 до 20 до 1,0 до 0,5 до 6 до 0,05 до 6 до 0,05 решта. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Автори англійськоюHavryliuk Volodymyr Petrovych, Horoshko Ihor Petrovych
Автори російськоюГаврилюк Владимир Петрович, Горошко Игорь Петрович
МПК / Мітки
МПК: C22C 1/00
Мітки: спосіб, складу, вибору, хімічного, добавок, сплаву, вибухобезпечного
Код посилання
<a href="https://ua.patents.su/9-92138-sposib-viboru-khimichnogo-skladu-dobavok-do-vibukhobezpechnogo-splavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб вибору хімічного складу добавок до вибухобезпечного сплаву</a>
Сплав для виготовлення вибухобезпечного ручного слюсарного інструменту і технологічної оснастки
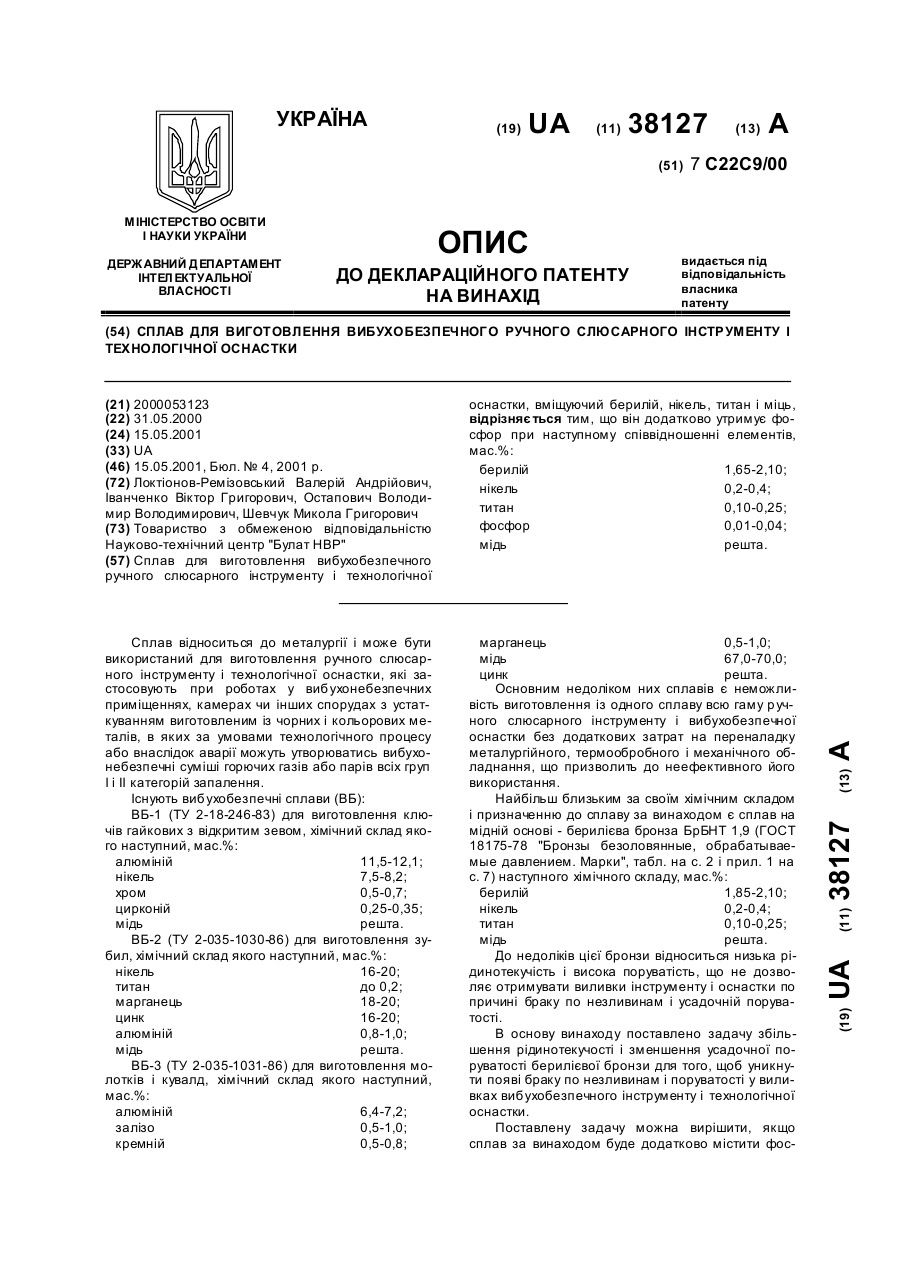
Номер патенту: 38127
Опубліковано: 15.05.2001
Автори: Локтіонов-Ремізовський Валерій Андрійович, Шевчук Микола Григорович, Остапович Володимир Володимирович, Іванченко Віктор Григорович
МПК: C22C 9/00
Мітки: сплав, вибухобезпечного, слюсарного, інструменту, ручного, оснастки, виготовлення, технологічної
Формула / Реферат:
Сплав для виготовлення вибухобезпечного ручного слюсарного інструменту і технологічної оснастки вміщуючий берилій, нікель, титан і міць, який відрізняється тим, що він додатково утримує фосфор при наступному співвідношенні елементів, мас. %: берилій 1,65-2,10; нікель 0,2-0,4; титан 0,10-0,25; фосфор 0,01-0,04;...
Спосіб доведення хімічного складу сталі в ковші
Номер патенту: 95729
Опубліковано: 25.08.2011
Автори: Тогобицька Дар'я Миколаївна, Козачок Олександра Сергіївна, Раздобрєєв Валерій Гурійович, Луценко Владислав Анатолійович, Ліхачов Юрій Михайлович, Головко Людмила Андріївна, Приходько Едуард Васильович
МПК: G01N 33/20, B22D 1/00, C22B 9/00, C21C 7/04
Мітки: ковші, спосіб, хімічного, складу, доведення, сталі
Формула / Реферат:
Спосіб доведення хімічного складу сталі в ковші, що полягає у відборі проб, визначенні хімічного складу сталі, розрахунку електронного хімічного еквіваленту, визначенні необхідного вмісту легуючих домішок та подальшій обробці сталі, який відрізняється тим, що у хімічному складі сталі виділяють легуючу та домішкову підсистеми, визначають електронні еквіваленти легуючої
Спосіб вибору оптимального складу матеріалу
Номер патенту: 35084
Опубліковано: 15.03.2001
Автори: Новікова Лідія Володимирівна, Єзіков Володимир Іванович
МПК: C03C 17/02
Мітки: вибору, оптимального, спосіб, матеріалу, складу
Формула / Реферат:
Спосіб вибору оптимального складу матеріалу, полягаючий в його легуванні домішками, відрізняється тим, що процес легування проводять шляхом центрифугування.
Спосіб вибору складу термостійкого кам’яного литва
Номер патенту: 77526
Опубліковано: 25.02.2013
Автори: Мартинова Валерія Миколаївна, Вагін Віктор Васильович, Мартинов Микола Миколаєвич, Драгоун Павєл
МПК: C04B 30/00
Мітки: спосіб, вибору, термостійкого, кам'яного, литва, складу
Формула / Реферат:
Спосіб вибору складу термостійкого кам'яного литва шляхом вибору фігуративної точки на діаграмі Al-An-Di у полі 1300-Di-1300 °C, визначення на діаграмі кількісного вмісту в цій точці компонентів SiO2, А12О3, СаО, MgO, Na2O і підбору відповідного промислового мінералогічного складу, який відрізняється тим, що потім виконують перерахунок - кількісно об'єднують вільний Fe2O3 з А12О3, а ТіО2, MnO, FeO з MgO, і після цього, за уточненим...
Спосіб одержання багатошарового смуги з порошків різного хімічного складу
Номер патенту: 98905
Опубліковано: 25.06.2012
Автори: Радченко Людмила Олексіївна, Калуцький Георгій Якович, Воропаєв Віталій Семенович, Гогаєв Казбек Олександрович, Колпаков Артур Сергійович, Радченко Олександр Кузьмич
Мітки: одержання, хімічного, порошків, складу, смуги, різного, спосіб, багатошарового
Формула / Реферат:
1. Спосіб одержання багатошарової смуги з порошків різного хімічного складу, що включає подачу порошків різного хімічного складу у бункер, у якому встановлюють щонайменше один шибер для поділу цих порошків, і подальше прокатування порошків у горизонтально розташованих валках прокатного стану, який відрізняється тим, що щонайменше один шибер у процесі прокатування переміщують по горизонтальних напрямних зі швидкістю, яка зв'язана зі швидкістю...
Попередній патент: Установка для ультразвукового крекінгу вуглеводневих сполук (вуглеводневої сировини)
Наступний патент: Спосіб підвищення продуктивності кролематок і збереженості кроленят
Випадковий патент: Спосіб електронно-променевого лиття диспергуванням