Патенти з міткою «трибосполучень»
Спосіб зменшення зносу трибосполучень деталей двигуна внутрішнього згорання під час його пуску
Номер патенту: 74656
Опубліковано: 12.11.2012
Автори: Бобрицький Віталій Миколайович, Кузик Олександр Володимирович, Тихий Андрій Анатолійович, Лисенко Сергій Володимирович, Голуб Дмитро Вадимович, Слонь Віктор Вікторович, Аулін Віктор Васильович
МПК: F01M 1/00
Мітки: внутрішнього, пуску, згорання, деталей, зменшення, трибосполучень, зносу, спосіб, двигуна
Формула / Реферат:
Спосіб зменшення зносу трибосполучень деталей двигуна внутрішнього згорання під час його пуску, який полягає в тому що з початком обертання колінчастого вала масляний насос створює тиск в системі мащення, який відрізняється тим, що в системі мащення двигуна додатково створюють тиск перед початком його пуску.
Спосіб діагностування трибосполучень двигуна внутрішнього згорання, які працюють в режимі гідродинамічного мащення
Номер патенту: 74249
Опубліковано: 25.10.2012
Автори: Голуб Дмитро Вадимович, Аулін Віктор Васильович, Бобрицький Віталій Миколайович, Тихий Андрій Анатолійович, Лисенко Сергій Володимирович, Слонь Віктор Вікторович, Кузик Олександр Володимирович
МПК: F01M 1/00
Мітки: спосіб, згорання, діагностування, внутрішнього, мащення, працюють, трибосполучень, двигуна, режимі, гідродинамічного
Формула / Реферат:
Спосіб діагностування трибосполучень двигуна внутрішнього згорання, які працюють в режимі гідродинамічного мащення, при якому в попередньо промиту систему мащення заправляють оливу відповідно до технічних умов, замінюють фільтрувальний елемент, прогрівають двигун до робочої температури, встановлюють мінімально стійку частоту обертання колінчастого вала, різко вмикають повну подачу палива, вимірюють та фіксують значення тиску оливи в...
Спосіб керування зносом трибосполучень деталей
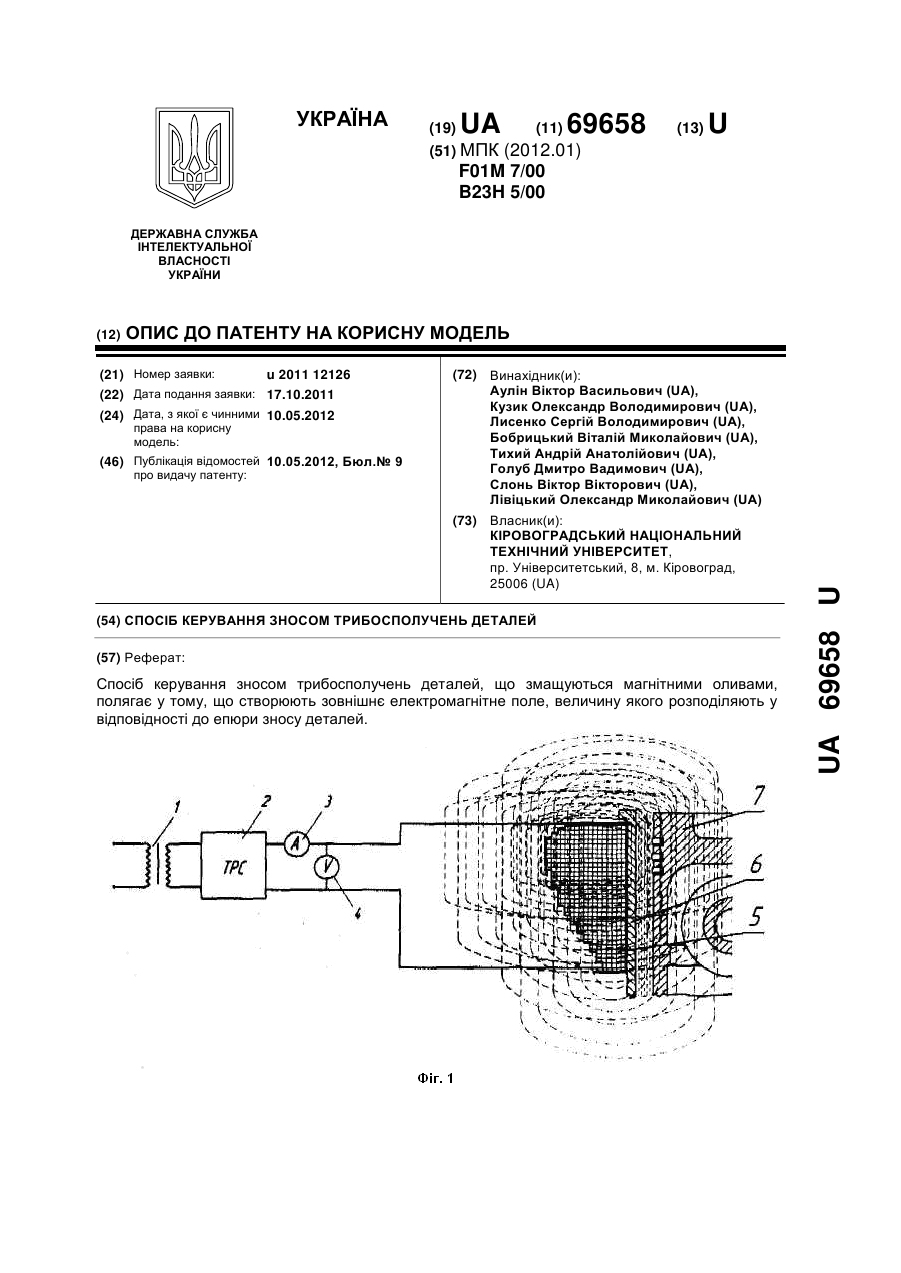
Номер патенту: 69658
Опубліковано: 10.05.2012
Автори: Аулін Віктор Васильович, Бобрицький Віталій Миколайович, Кузик Олександр Володимирович, Голуб Дмитро Вадимович, Лисенко Сергій Володимирович, Тихий Андрій Анатолійович, Слонь Віктор Вікторович, Лівіцький Олександр Миколайович
Мітки: керування, трибосполучень, деталей, зносом, спосіб
Формула / Реферат:
Спосіб керування зносом трибосполучень деталей, що змащуються магнітними оливами, який відрізняється тим, що створюють зовнішнє електромагнітне поле, величину якого розподіляють у відповідності до епюри зносу деталей.
Спосіб підвищення задиростійкості трибосполучень деталей циліндро-поршневої групи
Номер патенту: 49555
Опубліковано: 26.04.2010
Автори: Голуб Андрій Анатолійович, Кузик Олександр Володимирович, Тихий Андрій Анатолійович, Лисенко Сергій Володимирович, Аулін Віктор Васильович, Голуб Дмитро Вадимович, Варламов Олександр Олександр, Лізунов Сергій Миколайович
МПК: B23H 5/00
Мітки: деталей, циліндро-поршневої, задиростійкості, спосіб, підвищення, трибосполучень, групи
Формула / Реферат:
Спосіб підвищення задиростійкості трибосполучень деталей циліндро-поршневої групи, який включає механічні методи нанесення маслоутримуючого рельєфу та протизадирних покриттів на робочу поверхню втулок і поршнів, який відрізняється тим, що обробка відбувається концентрованими потоками енергії з подаванням дисульфід молібдену (MoS2) в зону оплавлення.
Спосіб обробки нерухомих трибосполучень із сталевих і чавунних деталей
Номер патенту: 48963
Опубліковано: 12.04.2010
Автори: Лізунов Сергій Миколайович, Тихий Андрій Анатолійович, Кузик Олександр Володимирович, Аулін Віктор Васильович, Лисенко Сергій Володимирович, Голуб Дмитро Вадимович
МПК: B23H 5/00
Мітки: сталевих, чавунних, спосіб, деталей, обробки, трибосполучень, нерухомих
Формула / Реферат:
Спосіб обробки нерухомих трибосполучень із сталевих і чавунних деталей, який включає термічне легування, який відрізняється тим, що на сполучену поверхню сталевих і чавунних деталей наносять покриття з нікелю лазерною обробкою з густиною потужності 3∙108 Вт/м2, потім на поверхневий шар із нікелю цим же методом і на тих самих режимах наносять кільцеві ділянки покриття з твердого сплаву ВК з інтервалом і шириною 3...5 мм.