Спосіб обробки нерухомих трибосполучень із сталевих і чавунних деталей
Номер патенту: 48963
Опубліковано: 12.04.2010
Автори: Голуб Дмитро Вадимович, Лисенко Сергій Володимирович, Кузик Олександр Володимирович, Аулін Віктор Васильович, Лізунов Сергій Миколайович, Тихий Андрій Анатолійович
Формула / Реферат
Спосіб обробки нерухомих трибосполучень із сталевих і чавунних деталей, який включає термічне легування, який відрізняється тим, що на сполучену поверхню сталевих і чавунних деталей наносять покриття з нікелю лазерною обробкою з густиною потужності 3∙108 Вт/м2, потім на поверхневий шар із нікелю цим же методом і на тих самих режимах наносять кільцеві ділянки покриття з твердого сплаву ВК з інтервалом і шириною 3...5 мм.
Текст
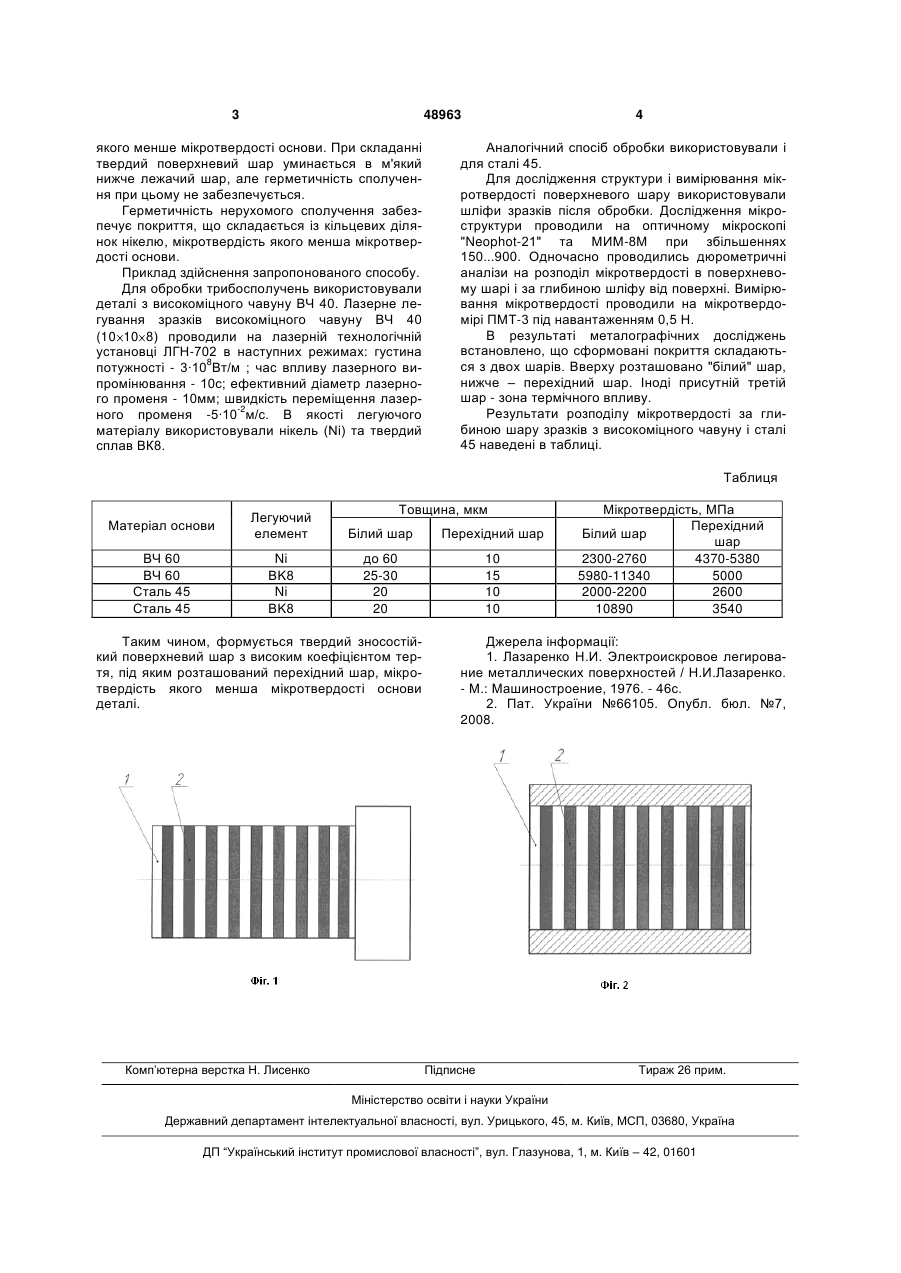
Спосіб обробки нерухомих трибосполучень із сталевих і чавунних деталей, який включає термічне легування, який відрізняється тим, що на сполучену поверхню сталевих і чавунних деталей наносять покриття з нікелю лазерною обробкою з густиною потужності 3∙108Вт/м2, потім на поверхневий шар із нікелю цим же методом і на тих самих режимах наносять кільцеві ділянки покриття з твердого сплаву ВК з інтервалом і шириною 3...5мм. (19) (21) u200911037 (22) 02.11.2009 (24) 12.04.2010 (46) 12.04.2010, Бюл.№ 7, 2010 р. (72) АУЛІН ВІКТОР ВАСИЛЬОВИЧ, ЛІЗУНОВ СЕРГІЙ МИКОЛАЙОВИЧ, ЛИСЕНКО СЕРГІЙ ВОЛОДИМИРОВИЧ, КУЗИК ОЛЕКСАНДР ВОЛОДИМИРОВИЧ, ТИХИЙ АНДРІЙ АНАТОЛІЙОВИЧ, ГОЛУБ ДМИТРО ВАДИМОВИЧ (73) КІРОВОГРАДСЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ 3 48963 якого менше мікротвердості основи. При складанні твердий поверхневий шар уминається в м'який нижче лежачий шар, але герметичність сполучення при цьому не забезпечується. Герметичність нерухомого сполучення забезпечує покриття, що складається із кільцевих ділянок нікелю, мікротвердість якого менша мікротвердості основи. Приклад здійснення запропонованого способу. Для обробки трибосполучень використовували деталі з високоміцного чавуну ВЧ 40. Лазерне легування зразків високоміцного чавуну ВЧ 40 (10 10 8) проводили на лазерній технологічній установці ЛГН-702 в наступних режимах: густина потужності - 3∙108Вт/м ; час впливу лазерного випромінювання - 10с; ефективний діаметр лазерного променя - 10мм; швидкість переміщення лазерного променя -5∙10-2м/с. В якості легуючого матеріалу використовували нікель (Ni) та твердий сплав ВК8. 4 Аналогічний спосіб обробки використовували і для сталі 45. Для дослідження структури і вимірювання мікротвердості поверхневого шару використовували шліфи зразків після обробки. Дослідження мікроструктури проводили на оптичному мікроскопі "Neophot-21" та МИМ-8М при збільшеннях 150...900. Одночасно проводились дюрометричні аналізи на розподіл мікротвердості в поверхневому шарі і за глибиною шліфу від поверхні. Вимірювання мікротвердості проводили на мікротвердомірі ПМТ-3 під навантаженням 0,5 Н. В результаті металографічних досліджень встановлено, що сформовані покриття складаються з двох шарів. Вверху розташовано "білий" шар, нижче – перехідний шар. Іноді присутній третій шар - зона термічного впливу. Результати розподілу мікротвердості за глибиною шару зразків з високоміцного чавуну і сталі 45 наведені в таблиці. Таблиця Товщина, мкм Матеріал основи Легуючий елемент Білий шар Перехідний шар ВЧ 60 ВЧ 60 Сталь 45 Сталь 45 Ni ВK8 Ni ВK8 до 60 25-30 20 20 10 15 10 10 Таким чином, формується твердий зносостійкий поверхневий шар з високим коефіцієнтом тертя, під яким розташований перехідний шар, мікротвердість якого менша мікротвердості основи деталі. Комп’ютерна верстка Н. Лиcенко Мікротвердість, МПа Перехідний Білий шар шар 2300-2760 4370-5380 5980-11340 5000 2000-2200 2600 10890 3540 Джерела інформації: 1. Лазаренко Н.И. Электроискровое легирование металлических поверхностей / Н.И.Лазаренко. - М.: Машиностроение, 1976. - 46с. 2. Пат. України №66105. Опубл. бюл. №7, 2008. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of treatment of fixed tribojoints from steel and cast iron components
Автори англійськоюAulin Viktor Vasyliovych, Lizunov Serhii Mykolaiovych, Lysenko Serhii Volodymyrovych, Kuzyk Oleksandr Volodymyrovych, Tykhyi Andrii Anatoliiovych, Holub Dmytro Vadymovych
Назва патенту російськоюСпособ обработки неподвижных трибосоединений из стальных и чугунных деталей
Автори російськоюАулин Виктор Васильевич, Лизунов Сергей Николаевич, Лысенко Сергей Владимирович, Кузик Александр Владимирович, Тихий Андрей Анатольевич, Голуб Дмитрий Вадимович
МПК / Мітки
МПК: B23H 5/00
Мітки: обробки, чавунних, спосіб, нерухомих, трибосполучень, деталей, сталевих
Код посилання
<a href="https://ua.patents.su/2-48963-sposib-obrobki-nerukhomikh-tribospoluchen-iz-stalevikh-i-chavunnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки нерухомих трибосполучень із сталевих і чавунних деталей</a>
Спосіб місцевого зміцнення сталевих і чавунних деталей
Номер патенту: 46605
Опубліковано: 25.12.2009
Автори: Азарова Яна Сергіївна, Ковалевський Сергій Вадимович, Тулупов Володимир Іванович
МПК: B23H 9/04
Мітки: спосіб, сталевих, місцевого, зміцнення, деталей, чавунних
Формула / Реферат:
Спосіб місцевого зміцнення сталевих і чавунних деталей, який полягає в поверхневій пластичній деформації, яка здійснюється за рахунок тертя інструмента по поверхні деталі, що оброблюється, з одночасним пропусканням електричного струму через зону контакту інструмента з деталлю, що формує зміцнений шар, який відрізняється тим, що пропускається імпульсний прямокутний струм, який утворює регулярну мікроструктуру поверхневого шару у вигляді...
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні, переважно чавунних та сталевих деталей
Номер патенту: 16058
Опубліковано: 17.07.2006
Автори: Калита Микола Миколайович, Аулін Віктор Васильєвич, Капелюшний Федір Михайлович
МПК: B23P 6/02
Мітки: чавунних, відновлення, внутрішньої, сталевих, спосіб, спрацьованої, циліндричної, деталей, поверхні, переважно
Формула / Реферат:
1. Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні, переважно чавунних та сталевих деталей, типу гільз циліндрів двигунів внутрішнього згоряння, що включає створення градієнта температур в стінці деталі за рахунок впливу на деталь джерел нагрівання і охолодження, який відрізняється тим, що градієнт температур створюють у стінці деталі рівномірно та в один момент часу за допомогою, наприклад, електроконтактного нагрівання з...
Пристрій для відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей
Номер патенту: 26293
Опубліковано: 10.09.2007
Автори: Жулай Олександр Юрійович, Капелюшний Федір Михайлович, Аулін Віктор Васильович, Калита Микола Миколайович
МПК: B23P 6/00
Мітки: нерівномірним, відновлення, спрацьованої, пристрій, висоті, сталевих, чавунних, поверхні, зносом, деталей, переважно, внутрішньої, циліндричної
Формула / Реферат:
Пристрій для відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей, типу гільз циліндрів двигунів внутрішнього згоряння, який складається з джерела нагрівання, джерела охолодження, механізму обертання і переміщення гільзи, який відрізняється тим, що джерело нагрівання виконане у вигляді ніхромової спіралі, навитої на керамічному осерді з різним розподілом кількості...
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей
Номер патенту: 24912
Опубліковано: 25.07.2007
Автори: Аулін Віктор Васильович, Калита Микола Миколайович, Капелюшний Федір Михайлович, Жулай Олександр Юрійович
МПК: B23P 6/02
Мітки: внутрішньої, нерівномірним, чавунних, деталей, зносом, висоті, сталевих, спрацьованої, спосіб, переважно, відновлення, циліндричної, поверхні
Формула / Реферат:
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей типу гільз циліндрів двигунів внутрішнього згоряння, шляхом створення різного по величині градієнта температур у відповідності з величиною зносу в даному перерізі деталі під впливом джерела нагрівання та охолодження, який відрізняється тим, що різний по величині градієнт температур по твірній внутрішньої...
Спосіб обробки сталевих деталей
Номер патенту: 76654
Опубліковано: 15.08.2006
Автори: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Лопатько Костянтин Георгійович, Зазимко Оксана Володимирівна, Афтанділянц Євген Григорович
Мітки: деталей, спосіб, сталевих, обробки
Формула / Реферат:
Спосіб обробки сталевих деталей, який включає дифузійне насичення бором в процесі термоциклювання в інтервалі температур 900-940°С і на 30-50°С нижче Ar1 протягом 0,5-1 год. з числом циклів обробки 4-6, ізотермічне борування при температурах 880-920°С протягом 1,0-2,0 год., допоміжну термоциклічну обробку в розплаві хлориду натрію в інтервалі температур на 30-50°С вище Ас3 і на 30-50°С нижче Ar1 з числом циклів обробки 4-6 і гартування, який...
Попередній патент: Пристрій для групової обробки нечіткої інформації
Наступний патент: Композиція для клейової анкеровки болтів
Випадковий патент: Муфта фрикційна пускозахисна з гідравлічним керуванням