Кругляк Микола Васильович
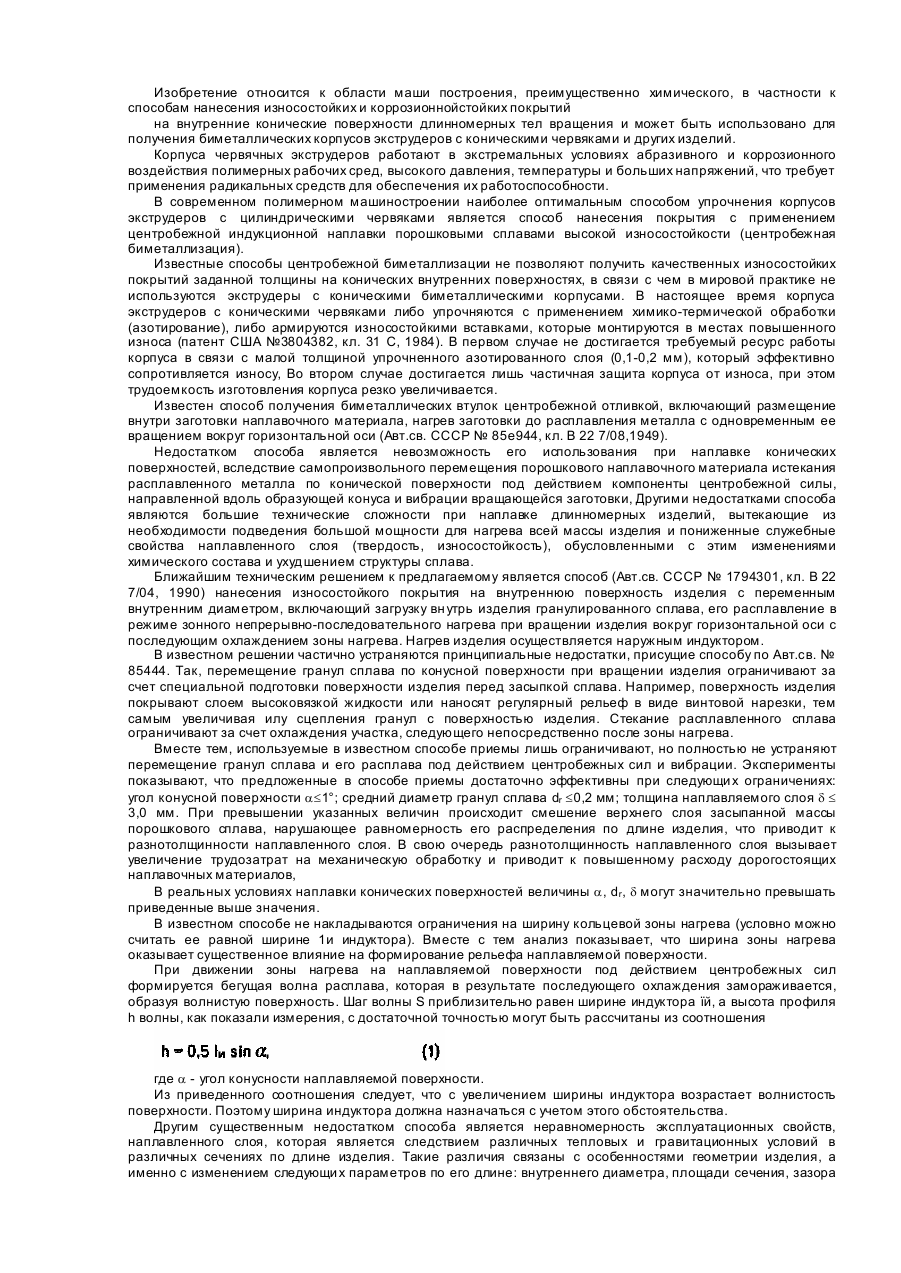
Пристрій для одержання покрить на внутрішніх поверхнях виробів
Номер патенту: 23008
Опубліковано: 30.06.1998
Автори: Зверлін Валерій Григорович, Жолнерчик Олександр Олександрович, Гладченко Олександр Миколаєвич, Тихончук Петро Петрович, Кругляк Микола Васильович, Федоров Віктор Архипович, Ізвеков Віталій Олексійович
МПК: B22F 7/04
Мітки: поверхнях, покрить, виробів, одержання, внутрішніх, пристрій
Текст:
...для каждого изделия регулировкой по высоте, установлены с двух сторон индуктора 7 на минимально допустимом расстоянии от него опорные ролики 15. 15 20 25 30 мают в центрирующих теплоизолированных приспособлениях 2 и с помощью привода сообщают ему вращение. При этом порошок равномерно распределяется по внутренней поверхности изделия 5. Включают источник нагрева и привод перемещения суппорта 8. Индуктор нагревает изделие 5 и...
Спосіб зносостійкої наплавки
Номер патенту: 14661
Опубліковано: 20.01.1997
Автори: Зверлін Валерій Григорович, Кругляк Микола Васильович, Гладченко Олександр Миколайович
МПК: B22F 7/04
Мітки: зносостійкої, наплавки, спосіб
Формула / Реферат:
1. Способ износостойкой наплавки, включающий загрузку во внутреннюю полость изделия гранулированного сплава, его расплавление наружным индуктором в режиме зонного непрерывно-последовательного нагрева при вращении изделия вокруг горизонтальной оси и последующее охлаждение зоны нагрева, отличающийся тем, что осуществляют принудительное распределение гранул сплава по наплавляемой поверхности, образуют узкую кольцевую зону нагрева с шириной...
Спосіб очищення заготовок від окалини
Номер патенту: 4112
Опубліковано: 27.12.1994
Автори: Гришин Володимир Сергійович, Волохов Юрій Олексійович, Кругляк Микола Васильович, Любченко Іван Макарович, Проволоцький Олександр Євдокимович, Просвєтов Валентин Іванович, Гавриленко Ігор Георгійович
Мітки: очищення, заготовок, спосіб, окалини
Формула / Реферат:
Способ очистки заготовок от окалины, включающий предварительное ее разрушение и последующую очистку гидроабразивной струей, отличающийся тем, что предварительное разрушение окалины осуществляют иглофрезами с нанесением сетки рисок на глубину 0,5...0,7 толщины окалины, а окончательную гидроабразивную очистку ведут с использованием абразива зернистостью 1...2,5 глубины рисок, наносимых иглофрезами.