Лельков Станіслав Станіславович
Спосіб виготовлення біметалевих виробів
Номер патенту: 94873
Опубліковано: 10.12.2014
Автори: Тривайло Михайло Семенович, Борис Руслан Степанович, Лельков Станіслав Станіславович, Титов Вячеслав Андрійович
МПК: B21C 23/00
Мітки: біметалевих, спосіб, виробів, виготовлення
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому на розташованих в обоймі двох послідовно розміщених з зазором співвісних матрицях встановлюють листові заготовки з різних матеріалів, розташовують в зазорі між матрицями з'єднуючий елемент і здійснюють витяжку з потоншенням стінок, який відрізняється тим, що як з'єднуючий елемент використовують виконану по формі заготовок прокладку з металевої сітки, товщина якої не перевищує товщину...
Пристрій для кутового пресування
Номер патенту: 94870
Опубліковано: 10.12.2014
Автори: Борис Руслан Степанович, Тривайло Михайло Семенович, Титов Вячеслав Андрійович, Лельков Станіслав Станіславович
МПК: B21C 37/00
Мітки: пристрій, пресування, кутового
Формула / Реферат:
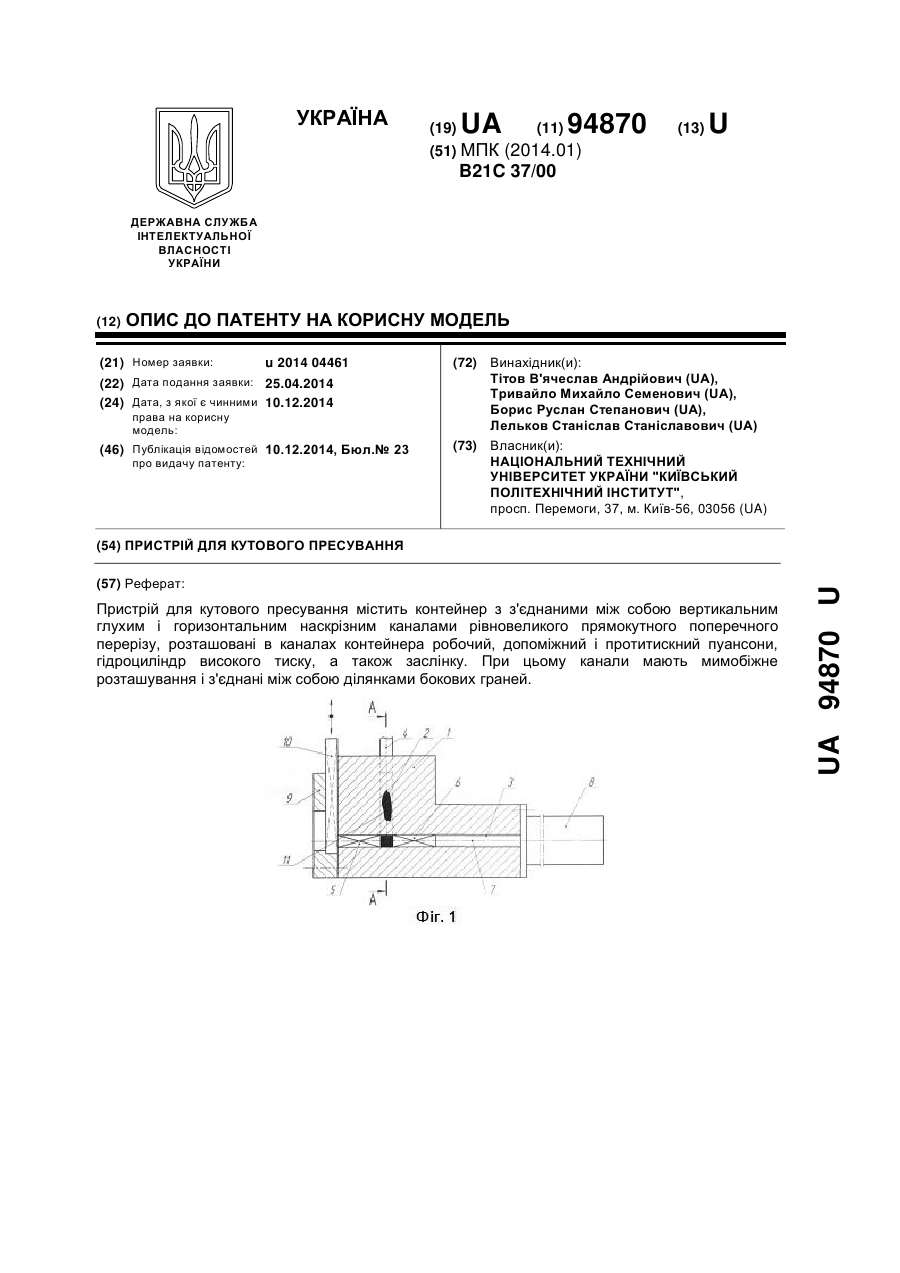
Пристрій для кутового пресування, що містить контейнер з з'єднаними між собою вертикальним глухим і горизонтальним наскрізним каналами рівновеликого прямокутного поперечного перерізу, розташовані в каналах контейнера робочий, допоміжний і протитискний пуансони, гідроциліндр високого тиску, а також заслінку, який відрізняється тим, що канали мають мимобіжне розташування і з'єднані між собою ділянками бокових граней.
Спосіб виготовлення біметалевих виробів
Номер патенту: 93140
Опубліковано: 25.09.2014
Автори: Титов Вячеслав Андрійович, Лельков Станіслав Станіславович, Тривайло Михайло Семенович, Борис Руслан Степанович
МПК: B21D 22/28
Мітки: виготовлення, виробів, біметалевих, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому нагріту до кувальної температури круглу пластину з центральним отвором встановлюють на матрицю і здійснюють її виворіт холодним сердечником у формі циліндра з фаскою на торці, після чого пластину разом з сердечником повторно нагрівають і виконують осадження сердечника для одержання натягу між частинами виробу, який відрізняється тим, що для вивороту пластини використовують сердечник, фаска...