Спосіб виготовлення біметалевих виробів
Номер патенту: 94873
Опубліковано: 10.12.2014
Автори: Лельков Станіслав Станіславович, Титов Вячеслав Андрійович, Борис Руслан Степанович, Тривайло Михайло Семенович


Формула / Реферат
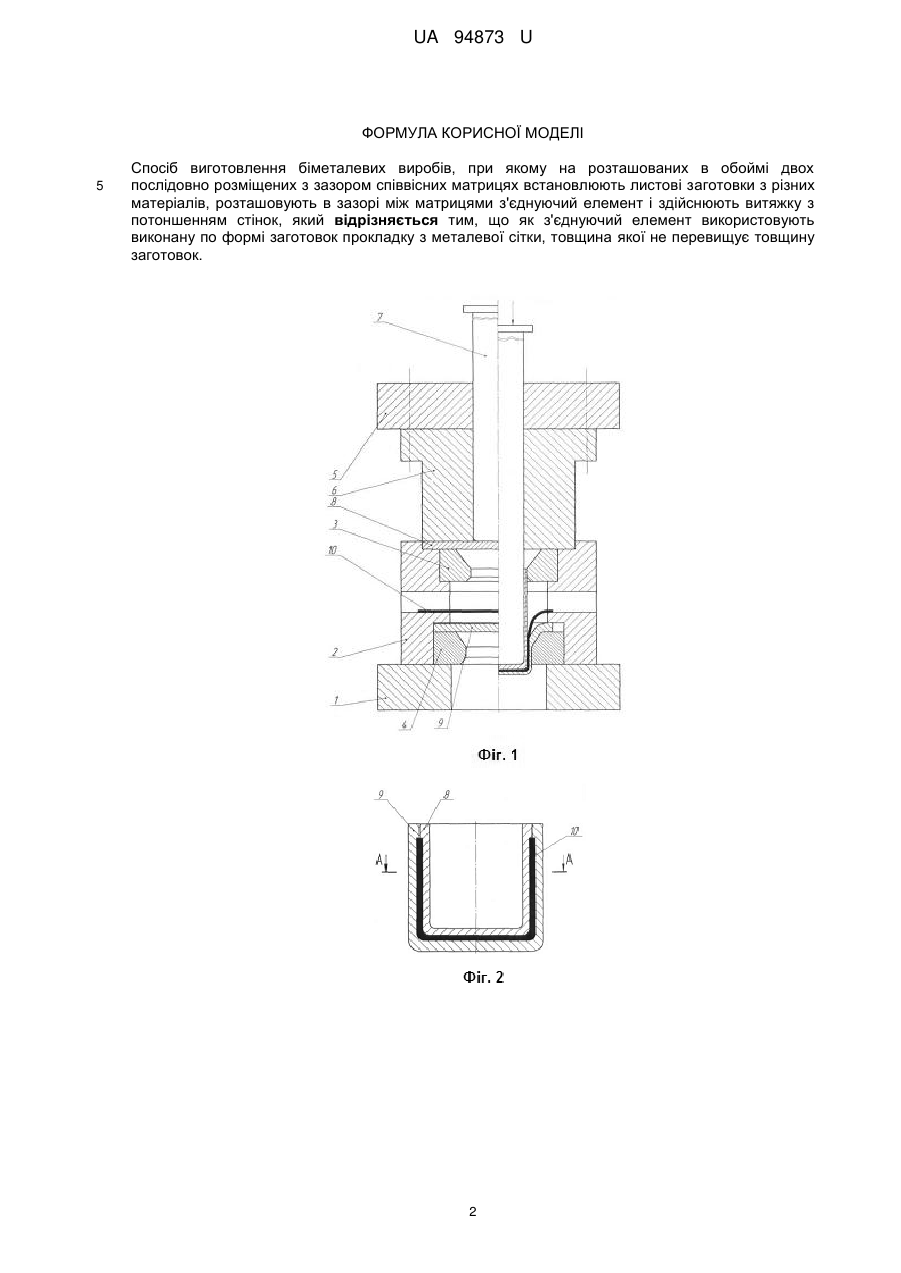
Спосіб виготовлення біметалевих виробів, при якому на розташованих в обоймі двох послідовно розміщених з зазором співвісних матрицях встановлюють листові заготовки з різних матеріалів, розташовують в зазорі між матрицями з'єднуючий елемент і здійснюють витяжку з потоншенням стінок, який відрізняється тим, що як з'єднуючий елемент використовують виконану по формі заготовок прокладку з металевої сітки, товщина якої не перевищує товщину заготовок.
Текст
Реферат: Спосіб виготовлення біметалевих виробів, при якому на розташованих в обоймі двох послідовно розміщених з зазором співвісних матрицях встановлюють листові заготовки з різних матеріалів. Розташовують в зазорі між матрицями з'єднуючий елемент і здійснюють витяжку з потоншенням стінок. Як з'єднуючий елемент використовують виконану по формі заготовок прокладку з металевої сітки, товщина якої не перевищує товщину заготовок. UA 94873 U (54) СПОСІБ ВИГОТОВЛЕННЯ БІМЕТАЛЕВИХ ВИРОБІВ UA 94873 U UA 94873 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском і може бути використана для одержання заготовок при виготовленні різноманітних деталей машин: підшипників, гільз, втулок, стаканів і т.п. Відомий спосіб виготовлення біметалевих виробів, при якому між нагрітими до температури кування круглими заготовками з різних матеріалів розміщують кільце з міцнішого від заготовок матеріалу і здійснюють видавлювання заготовок в зазор між матрицею та пуансоном [1]. Недоліком цього способу є те, що його реалізація потребує нагрівання заготовок, що збільшує вартість виготовлення. Найбільш близьким за технічною сутністю до технічного рішення та досягненим ефектом та прийнятий за найближчий аналог є "Спосіб виготовлення біметалевих виробів", при якому на розташовані вертикально в обоймі дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів, в зазорі між заготовками розташовують з'єднуючий їх при витягуванні елемент у вигляді часток клею і здійснюють витяжку заготовок з потоншенням стінок [2]. Недоліком цього способу є те, що він не забезпечує достатню міцність з'єднання матеріалів заготовок в умовах підвищених температур, що знижує надійність за рахунок того, що клей при високих (більше 100 °C-150 °C) температурах частково або повністю втрачає свої дифузійні властивості, а отже і роботоздатність. В основу корисної моделі поставлена задача вдосконалення способу виготовлення біметалевих виробів, в якому шляхом введення механічного з'єднання матеріалів за рахунок розміщення між частинами заготовок прокладки з металевої сітки усувається втрата роботоздатності виробу при роботі в умовах підвищених і високих температур, що збільшує надійність. Поставлена задача вирішується тим, що в заявленому способі при якому на розташованих в обоймі двох послідовно розміщених з зазором співвісних матрицях встановлюють листові заготовки з різних матеріалів, розташовують в зазорі між матрицями з'єднуючий елемент і здійснюють витяжку з потоншенням стінок заготовок, згідно з корисною моделлю, як з'єднуючий елемент використовують виконану по формі заготовок прокладку з металевої сітки, товщина якої не перевищує товщину заготовок. Реалізацію заявленого способу здійснюють за допомогою штампу зображеного на Фіг. 1; на Фіг. 2 - розріз готового виробу; на Фіг. 3 - переріз А-А на Фіг. 2. Штамп містить встановлений на нижній плиті 1 обойму 2, в якій співвісно розміщені верхня 3 і нижня 4 матриці. Над обоймою 2 і матрицею 3 розташована закріплена на верхній плиті 5 прижимна втулка 6 з пуансоном 7. Реалізація способу відбувається наступним чином. Спочатку на матриці 3, 4 встановлюють листові заготовки 8 з різних матеріалів, попередньо розміщують на верхній поверхні заготовки 9 прокладку 10 з металевої сітки, яка виконана по формі заготовок і має меншу від них товщину. Потім здійснюють витяжку з потоншенням стінок. На початку робочого ходу пуансона 7 відбувається витяжка заготовки через матрицю 3, внаслідок чого її поверхня набуває циліндричну форму. При подальшому переміщенні пуансона заготовка 8 входить в контакт з розміщеною на заготовці 9 з прокладкою 10, внаслідок чого відбувається спільна витяжка заготовок 8, 9 та прокладки 10, при якій матеріали заготовок затікають в отвори сітчастої прокладки, утворюючи механічне з'єднання між собою. Після закінчення робочого ходу пуансона готовий виріб (заготовка деталі) видаляють з місця виготовлення для подальшого використання. Так з'єднання частин виробу відбувається за допомогою металевої сітки, тобто механічним способом, замість чутливого до зміни температур клейового (дифузійного з'єднання), то його міцність при нагріванні до високих температур залишається сталою, що приводить до зростання надійності. Крім зростання надійності, розширюється температурний діапазон використання заявляемого способу та забезпечується виготовлення виробів не тільки холодною а і гарячою витяжкою. Джерела інформації: 1. Патент на корисну модель UA №31541, МПК B21D 22/20. "Штамп для виготовлення біметалевих виробів" М.С. Тривайло, В.А. Тітов, Р.С. Борис. Опубл. 10.04.2008, Бюл. № 7. 2. Патент на корисну модель UA №34443, МПК В21 С23/22, В23К 20/00, B21D 22/30. "Спосіб виготовлення біметалевих виробів" М.С. Тривайло, В.А. Тітов, Р.С. Борис, А.В. Тітов, Є.В. Чєстнов. Опубл. 11.08.2008, Бюл. № 15. 1 UA 94873 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб виготовлення біметалевих виробів, при якому на розташованих в обоймі двох послідовно розміщених з зазором співвісних матрицях встановлюють листові заготовки з різних матеріалів, розташовують в зазорі між матрицями з'єднуючий елемент і здійснюють витяжку з потоншенням стінок, який відрізняється тим, що як з'єднуючий елемент використовують виконану по формі заготовок прокладку з металевої сітки, товщина якої не перевищує товщину заготовок. 2 UA 94873 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюTitov Viacheslav Andriiovych, Tryvailo Mykhailo Semenovych, Borys Ruslan Stepanovych
Автори російськоюТитов Вячеслав Андреевич, Тривайло Михаил Семенович, Борис Руслан Степанович
МПК / Мітки
МПК: B21C 23/00
Мітки: виготовлення, біметалевих, спосіб, виробів
Код посилання
<a href="https://ua.patents.su/5-94873-sposib-vigotovlennya-bimetalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалевих виробів</a>
Спосіб виготовлення біметалевих виробів
Номер патенту: 69279
Опубліковано: 25.04.2012
Автори: Холявік Ольга Віталіївна, Сабол Сергій Францович, Горностай Вадим Миколайович, Тривайло Михайло Семенович
МПК: B21D 22/00, B23K 20/00, B21C 23/00
Мітки: виготовлення, спосіб, виробів, біметалевих
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому на розташовані в обоймі дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів, розташовують в зазорі між матрицями з'єднуючий елемент у вигляді відрізка металевого дроту, діаметр якого не перевищує товщину заготовок і здійснюють витяжку з потоншенням стінок, який відрізняється тим, що як з'єднуючий елемент використовують відрізок металевого...
Спосіб виготовлення біметалевих виробів
Номер патенту: 40860
Опубліковано: 27.04.2009
Автори: Сабол Сергій Францович, Борис Руслан Степанович, Холявік Ольга Віталіївна, Горностай Вадим Миколайович, Титов Вячеслав Андрійович, Тривайло Михайло Семенович
МПК: B21C 23/00, B23K 20/00, B21D 22/00
Мітки: біметалевих, виготовлення, спосіб, виробів
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому на розташовані вертикально в обоймі дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів, розташовують в зазорі між матрицями з'єднуючий елемент і здійснюють витяжку з потоншенням стінок, який відрізняється тим, що як з'єднуючий елемент використовують відрізок металевого дроту, діаметр якого не перевищує товщину заготовок.
Спосіб виготовлення біметалевих виробів з листових заготовок
Номер патенту: 65392
Опубліковано: 12.12.2011
Автори: Богодіст Егор Ігорович, Титов Вячеслав Андрійович, Борис Руслан Степанович
МПК: B21C 23/22
Мітки: заготовок, біметалевих, виготовлення, виробів, листових, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевих виробів з листових заготовок, при якому на дві послідовно розміщені з зазором співвісні вертикально розташовані матриці встановлюють листові заготовки з різних матеріалів і здійснюють їх витяжку з потоншенням стінок, а на зовнішній поверхні верхньої заготовки після першої витяжки формують розташованим між матрицями інструментом поздовжні канавки, який відрізняється тим, що канавки мають хвилястий профіль та...
Спосіб виготовлення біметалевих виробів з листових заготовок
Номер патенту: 31540
Опубліковано: 10.04.2008
Автори: Борис Руслан Степанович, Титов Вячеслав Андрійович, Тривайло Михайло Семенович
МПК: B21D 22/20, B21C 23/22
Мітки: біметалевих, листових, заготовок, виготовлення, виробів, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевих виробів з листових заготовок, при якому на дві послідовно розміщені з зазором співвісні вертикально розташовані матриці встановлюють листові заготовки з різних матеріалів i здійснюють їх витягання зі стоншенням стінок, а на зовнішній поверхні верхньої заготовки після першого витягання формують розташованим між матрицями інструментом поздовжні канавки, який відрізняється тим, що канавки формують методом...
Спосіб виготовлення біметалевих виробів
Номер патенту: 30195
Опубліковано: 11.02.2008
Автори: Борис Руслан Степанович, Титов Вячеслав Андрійович, Тривайло Михайло Семенович
МПК: B21D 22/00, B23K 20/00, B21C 23/22
Мітки: спосіб, виробів, біметалевих, виготовлення
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому на дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів і здійснюють їх витяжку з потоншенням стінок, який відрізняється тим, що зовнішній поверхні верхньої заготовки при витяжці в першій матриці надають в поперечному перерізі овальну форму.
Попередній патент: Болт з нормованим зусиллям затяжки
Наступний патент: Система живлення з вимикачем електронної техніки та приладів
Випадковий патент: Пристрій для вимірювання та оцінки напружено-деформованого стану транспортних споруд при змінних температурах і статичних та динамічних навантаженнях