Летяєв Володимир Сергійович
Верстат для з`єднання тонкостінних фасонних виробів
Номер патенту: 16140
Опубліковано: 29.08.1997
Автори: Летяєв Володимир Сергійович, Клименко Людмила Миколаївна, Сидоренко Борис Миколайович, Хейфец Григорій Рувимович, Білоусов Анатолій Пилипович
МПК: B21D 39/00
Мітки: з'єднання, верстат, виробів, фасонних, тонкостінних
Формула / Реферат:
Станок для соединения тонкостенных фасонных деталей, содержащий станину, установленные в направляющих станины две каретки с приводами их горизонтального перемещения, матрицы, жестко закрепленные на каретках, и ползуны с пуансонами, размещенные в направляющих каждой каретки с приводами их перемещения, отличающийся тем, что, с целью повышения производительности и качества соединения, станина выполнена с двумя боковыми стойками, а каретки...
Спосіб різання прокату
Номер патенту: 16780
Опубліковано: 29.08.1997
Автори: Рибальченко Альберт Олексійович, Летяєв Володимир Сергійович, Іщенко Анатолій Олексійович, Сайко Віталій Васильович, Корчагін В'ячеслав Олександрович, Гребе Олександр Констянтинович
МПК: B23D 45/00
Мітки: прокату, різання, спосіб
Формула / Реферат:
Способ резки проката вращающимся пильным диском, при котором изменяют условия резания путем создания в зоне резания перепада температур в диапазоне 200-400°С, отличающийся тем, что, с целью улучшения качества резки, указанный перепад температур создают в пакете заготовок, которые располагают в один ряд, с последовательным изменением температуры по ряду от максимальной до минимальной.
Спосіб гарячого різання
Номер патенту: 16779
Опубліковано: 29.08.1997
Автори: Сайко Віталій Васильович, Ким Юрій Юхимович, Сидоров Павло Іванович, Летяєв Володимир Сергійович, Дворжак Іван Пилипович, Рибальченко Альберт Олексійович, Іщенко Анатолій Олексійович
МПК: B23D 45/00
Мітки: різання, гарячого, спосіб
Формула / Реферат:
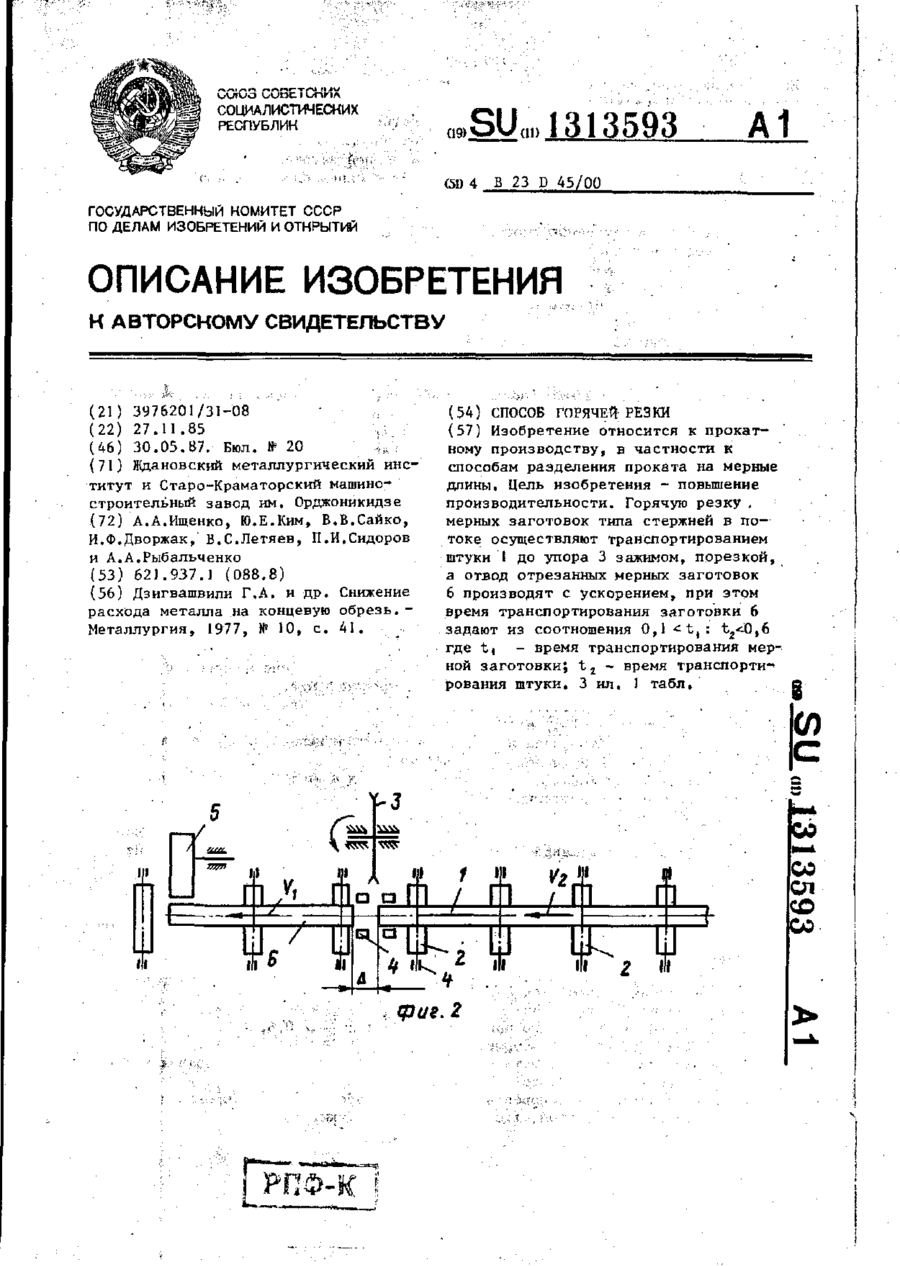
Способ горячей резки мерных заготовок типа стержней в потоке, при котором осуществляют транспортирование штуки до упора, зажим, порезку и отвод отрезанных мерных заготовок, отличающийся тем, что, с целью повышения производительности, отвод отрезанных мерных заготовок производятсускорением. а время транспортирования заготовки залают из соотношения