Спосіб різання прокату
Номер патенту: 16780
Опубліковано: 29.08.1997
Автори: Рибальченко Альберт Олексійович, Сайко Віталій Васильович, Летяєв Володимир Сергійович, Гребе Олександр Констянтинович, Іщенко Анатолій Олексійович, Корчагін В'ячеслав Олександрович
Формула / Реферат
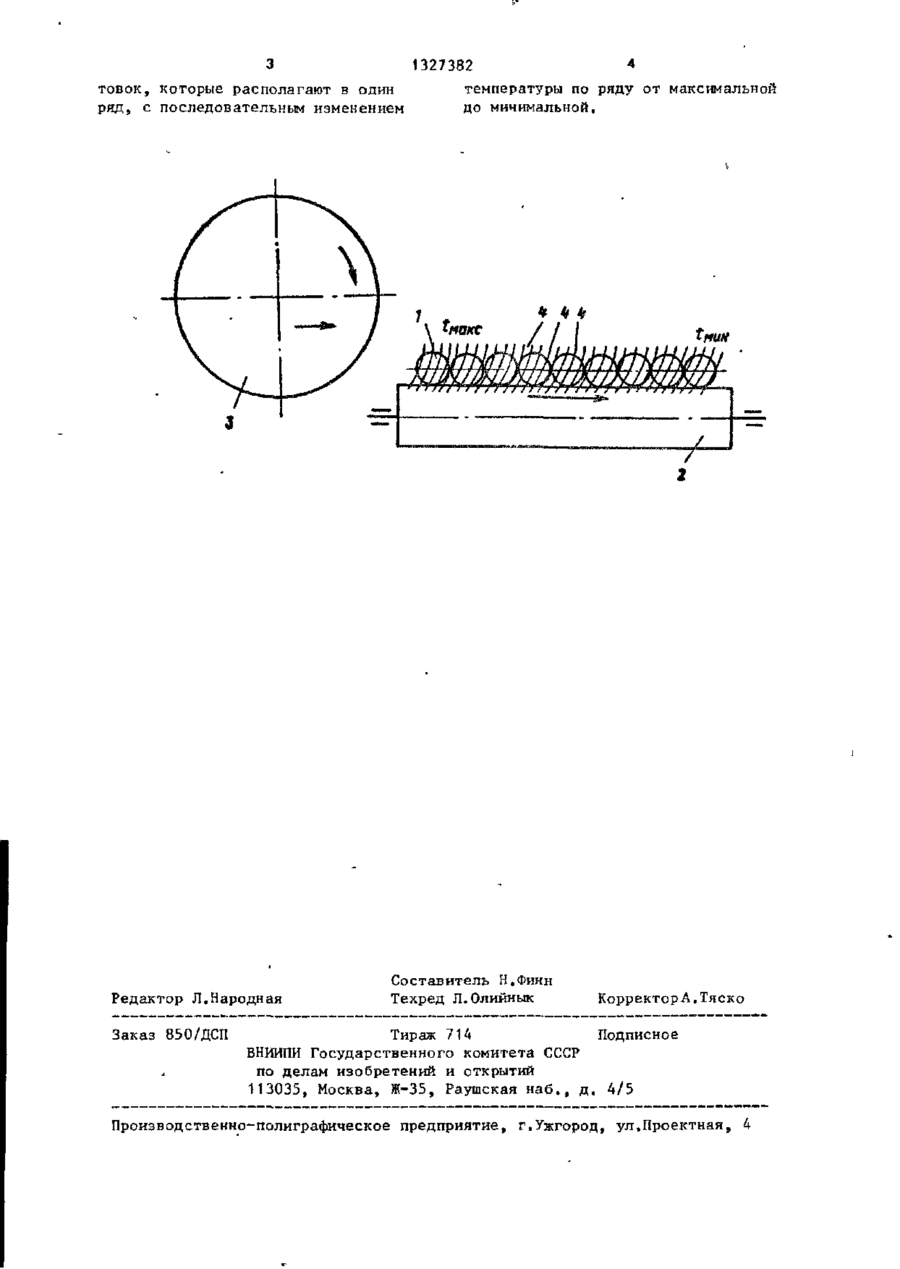
Способ резки проката вращающимся пильным диском, при котором изменяют условия резания путем создания в зоне резания перепада температур в диапазоне 200-400°С, отличающийся тем, что, с целью улучшения качества резки, указанный перепад температур создают в пакете заготовок, которые располагают в один ряд, с последовательным изменением температуры по ряду от максимальной до минимальной.
Текст
Изобретение относится к прокатному производству, а точнее к способам разделения проката на мерные длины вращающимся пильным диском. Цель изобретения - повышение качества резки проката. Для этого изменяют условия резания путем создания в зоне резания перепада температур в диапазоне 200-400сС, Указанный перепад температур создают в пакете заготовок, расположенных в один ряд, с последовательным изменением температуры по ряду от максимальной до минимальной. 1 ил. І if) С 1 1327382 будет начинаться острым зубом. В проИзобретение относится к прокатному цессе перерезания основной массы пропроизводству, а точнее к способам разкатз задняя грань зуба будет покрыта деления проката на мерные длины, и с незначительным наростом, предохраняюможет быть использовано при порезке щим фаску от износа, а в конце' резапакета заготовок дисковой пилой. ния пакета нарост будет удаляться. Целью изобретения является повыПоскольку за перерезание одного пакешение качества резки проката. та нарост не может вырасти более, чем На чертеже представлена схема реа10 10-20% по сравнению с размерами фаслизации способа. ки износа, качество резки таким зубом В описываемом способе резки прокабудет несравненно выше, чем зубьями, та вращающимся пильным диском изменяу которых нарост постоянно увеличивают условия резания путем создания в ется на всем протяжении работы диска, зоне резания перепада температур в 15 т.е. в процессе нескольких сот или диапазоне 200-400 С, При этом указантысяч резов, ный перепад создают в пакете заготоСпособ резки проката осуществлявок, распопоженных в один ряд, с посется следующим образом. ледовательным изменением температуры по ряду, причем заготовки с максимальПредварительно нагретый прокат 1 ной температурой разрезают в первую 20 поштучно подается по рольгангу 2 на очередь, а с минимальной - в последпозицию резки перед диском 3, Темпенюю.' ратура проката во время подачи его к диску одинакова для всех раскатов Такое выполнение способа резки и равна 900 С. По мере подхода елепроката позволяет практически полностью освободить зубья диска от нарос- 25 дующих' полог и набора пакета раскаты, первыми установленные на позицию резта после окончания -резания и новый ки, остывают. Набор пакета заготовок рез начинать зубом без нароста, что заканчивается после того, как разница улучшает качество резки за счет уменьв температуре первой и последней зашения наплывов и заусенцев на торцах проката. 30 готовки войдет в требуемый диапазон 200-400*С, После этого вращающийся Это достигается благодаря располосо скоростью 100 м/с диск 3 подают жению заготовок с различной темперана прокат со скоростью 0,5 м/с и вытурой в один ряд таким образом, чтобы полняют перерезание всех заготовок, вначале разрезались заготовки с максимальной температурой, а затем - с , З с Последовательность положений режущей кромки диска во время резки показана минимальной. При этом уменьшаются линиями 4. Причем набор пакета осуразмеры нароста при перепаде темпера-ществляют таким образом, чтобы первытур по сечению проката 200-400°С. ми перерезались заготовки, которые В отличие от прототипа, где зуб за одно вхождение проходит в заготов- 40 в ° время подачи имели максимальную ке зоны с различной температурой и температуру 900°С, а в конце - митвердостью, что способствует стабилинимальную (600 С ) . зации процесса каростообразования, в Такое исполнение способа позволяпредлагаемом способе зуб за одно вхожет полностью удалять нарост в конце дение будет находиться в контакте с 45 каждого реза, что в свою очередь материалом одинаковой твердости. По'приводит к повышению качества резки этому по мере перерезания пакета заго(за счет снижения высоты заусенцев товок с большей температурой на нем на торцах проката. будет появляться небольшой нарост и Ф о р м у л а и з о б р е т е н и я расти по высоте. Однако по мере уменьшения температуры в ряду заготовок рост его будет замедляться и при пеСпособ резки проката вращающимся ререзании заготовки с самой низкой пильным диском, при котором изменяют температурой нарост будет полностью условия резания путем создания в зоудаляться с зуба, поскольку тангенцине резания перепада температур в альные усилия, действующие на нарост, диапазоне 200-400°С, о т л и ч а ю будут превышать силы его сцепления щ и й с я тем, что, с целью улучшес задней поверхностью зуба. Таким обния качества резки, указанный переразом, резание последующей заготовки пад температур создают в пакете заго З 1327382 товок. которые располагают в один ряд 9 с п о с л е д о в а т е л ь н а изменением Редактор Л.Народная Заказ 850/ДСП 4 температуры по ряду от максимальной до минимальной. Составитель Н.Фиин Техред Л.Олиннык Корректор А. Тяско Тираж 71А Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская н а б , ( д . 4/5 Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cutting rolled products
Автори англійськоюHrebe Oleksandr Konstiantynovych, Letiaiev Volodymyr Serhiiovych, Rybalchenko Albert Oleksiiovych, Saiko Vitalii Vasyliovych, Ischenko Anatolii Oleksiiovych, Korchahin Viacheslav Oleksandrovych
Назва патенту російськоюСпособ резки проката
Автори російськоюГребе Александр Константинович, Летяев Владимир Сергеевич, Рыбальченко Альберт Алексеевич, Сайко Виталий Васильевич, Ищенко Анатолий Алексеевич, Корчагин Вячеслав Александрович
МПК / Мітки
МПК: B23D 45/00
Мітки: спосіб, різання, прокату
Код посилання
<a href="https://ua.patents.su/4-16780-sposib-rizannya-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб різання прокату</a>
Пила для різання прокату
Номер патенту: 15050
Опубліковано: 30.06.1997
Автори: Ткаченко Сергій Олександрович, Іщенко Анатолій Олексійович, Лунякін Дмитро Олександрович, Хаврусь Олександр Іванович
МПК: B23D 45/00
Формула / Реферат:
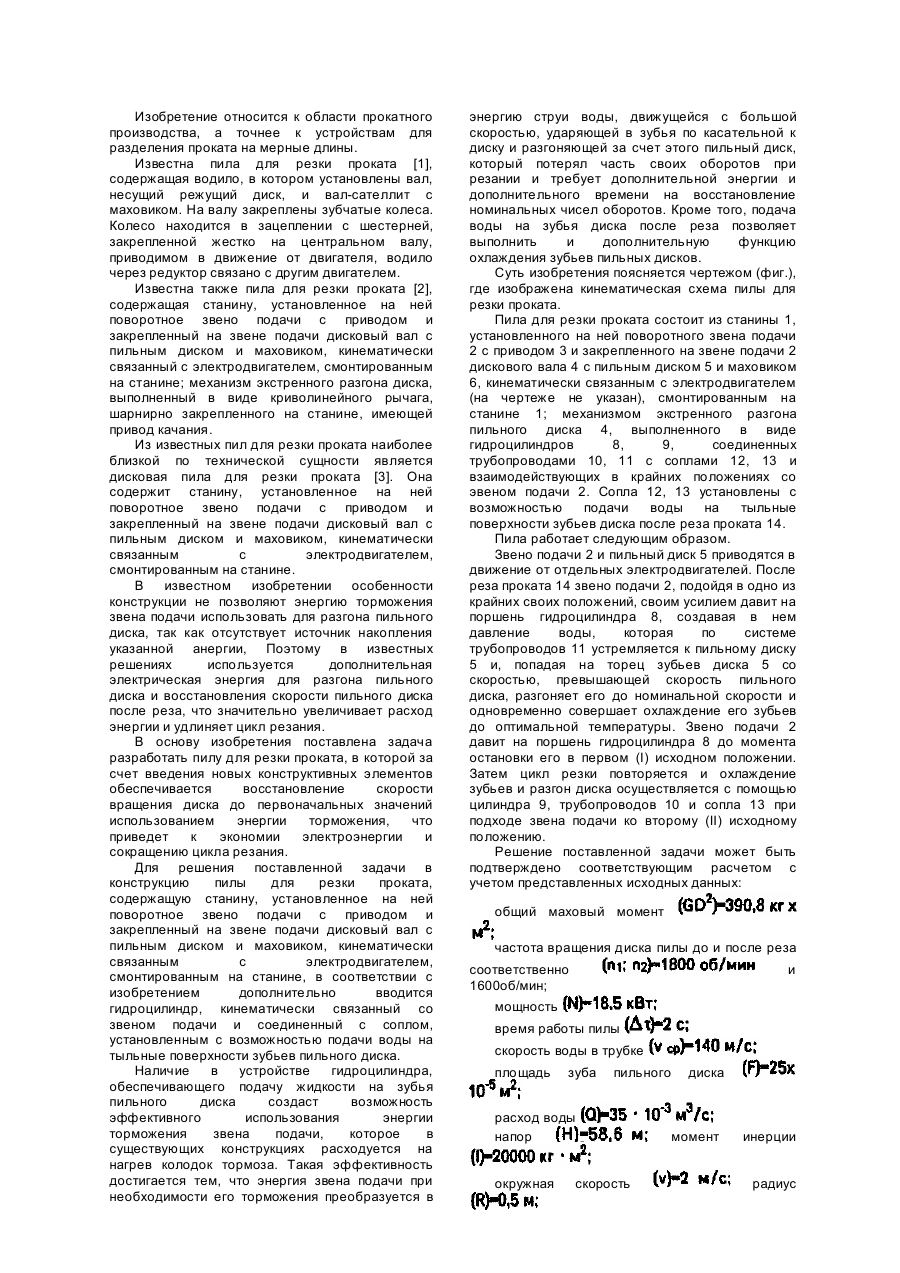
Пила для редки проката, содержащая станину, установленное на ней поворотное звено подачи с приводом и закрепленный на звене подачи дисковый вал с пильным диском и маховиком, кинематически связанным с электродвигателем, смонтированным на станине, отличающаяся тем, что она дополнительно снабжена гидроцилиндром, кинематически связанным со звеном подачи и соединенным с соплом, установленным с возможностью подачи жидкости на тыльные поверхности...
Ножиці для різання сортового прокату
Номер патенту: 6460
Опубліковано: 29.12.1994
Автори: Енвальд Анатолій Васильович, Сапригін Хразален Михайлович, Крупнік Леонід Ісаакович, Гончар Володимир Павлович, Чумаченко Віталій Олександрович, Гамота Сергій Сергійович, Карнаух Василь Гаврилович
МПК: B23D 23/00
Мітки: прокату, різання, ножиці, сортового
Формула / Реферат:
(57) Ножницы для резки сортового проката, содержащие станину с неподвижным ножом, приводной суппорт с установленным на нем верхним подвижным ножом с рабочей частью и два приводных прижима, один из которых расположен над неподвижным ножом, отличающиеся тем, что они снабжены дополнительным неподвижным ножом, закрепленным на станине параллельно первому неподвижному кожу и с зазором относительно него под верхний подвижный нож, направляющей...
Спосіб гарячого різання
Номер патенту: 16779
Опубліковано: 29.08.1997
Автори: Сидоров Павло Іванович, Ким Юрій Юхимович, Іщенко Анатолій Олексійович, Сайко Віталій Васильович, Рибальченко Альберт Олексійович, Дворжак Іван Пилипович, Летяєв Володимир Сергійович
МПК: B23D 45/00
Мітки: спосіб, гарячого, різання
Формула / Реферат:
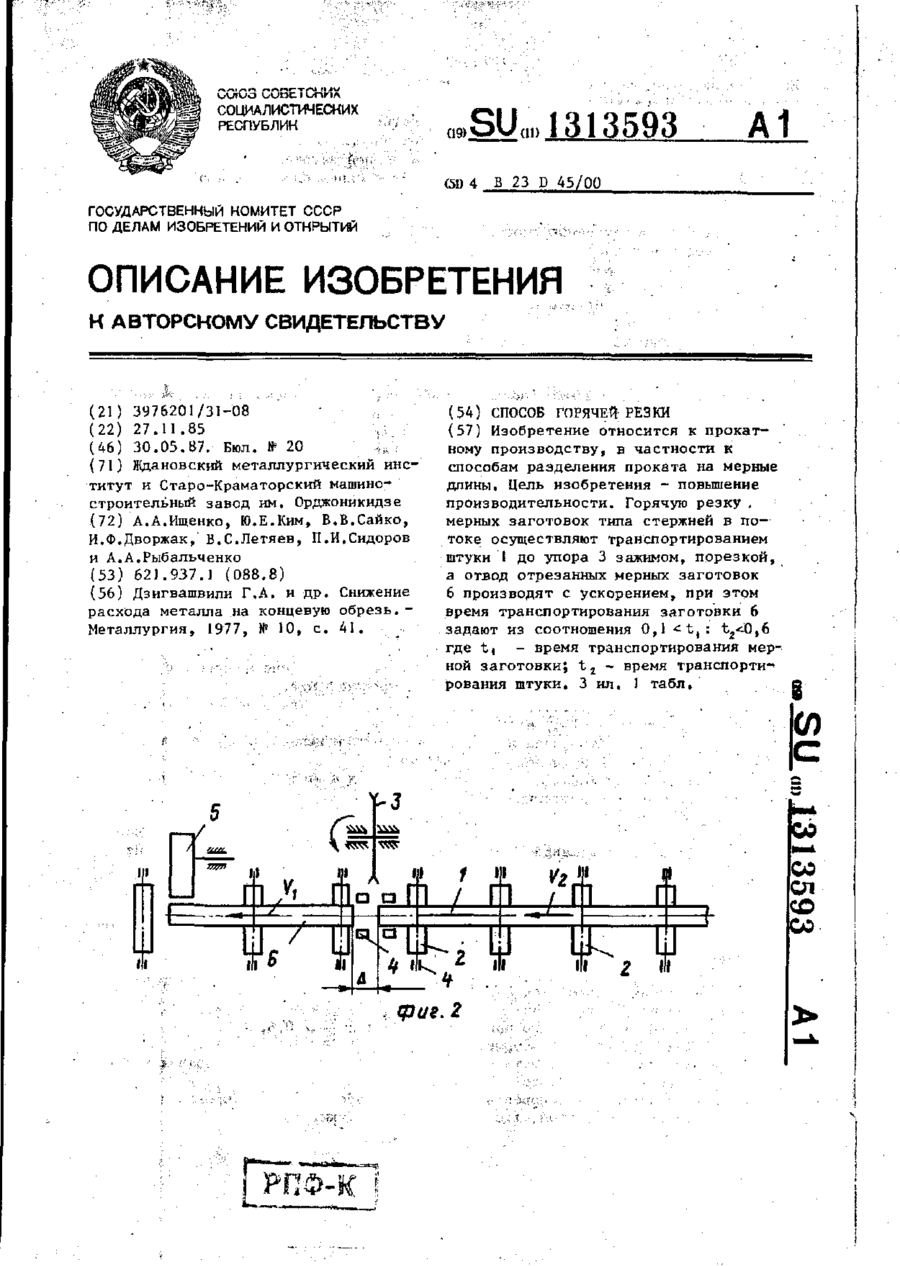
Способ горячей резки мерных заготовок типа стержней в потоке, при котором осуществляют транспортирование штуки до упора, зажим, порезку и отвод отрезанных мерных заготовок, отличающийся тем, что, с целью повышения производительности, отвод отрезанных мерных заготовок производятсускорением. а время транспортирования заготовки залают из соотношения
Спосіб різання холодних сталевих заготовок
Номер патенту: 6140
Опубліковано: 29.12.1994
Автори: Сизий Юрій Анатолійович, Шатерніков Олександр Семенович, Босий Володимир Миколайович, Савченко Едуард Вікторович
МПК: B23D 45/00
Мітки: сталевих, різання, холодних, спосіб, заготовок
Формула / Реферат:
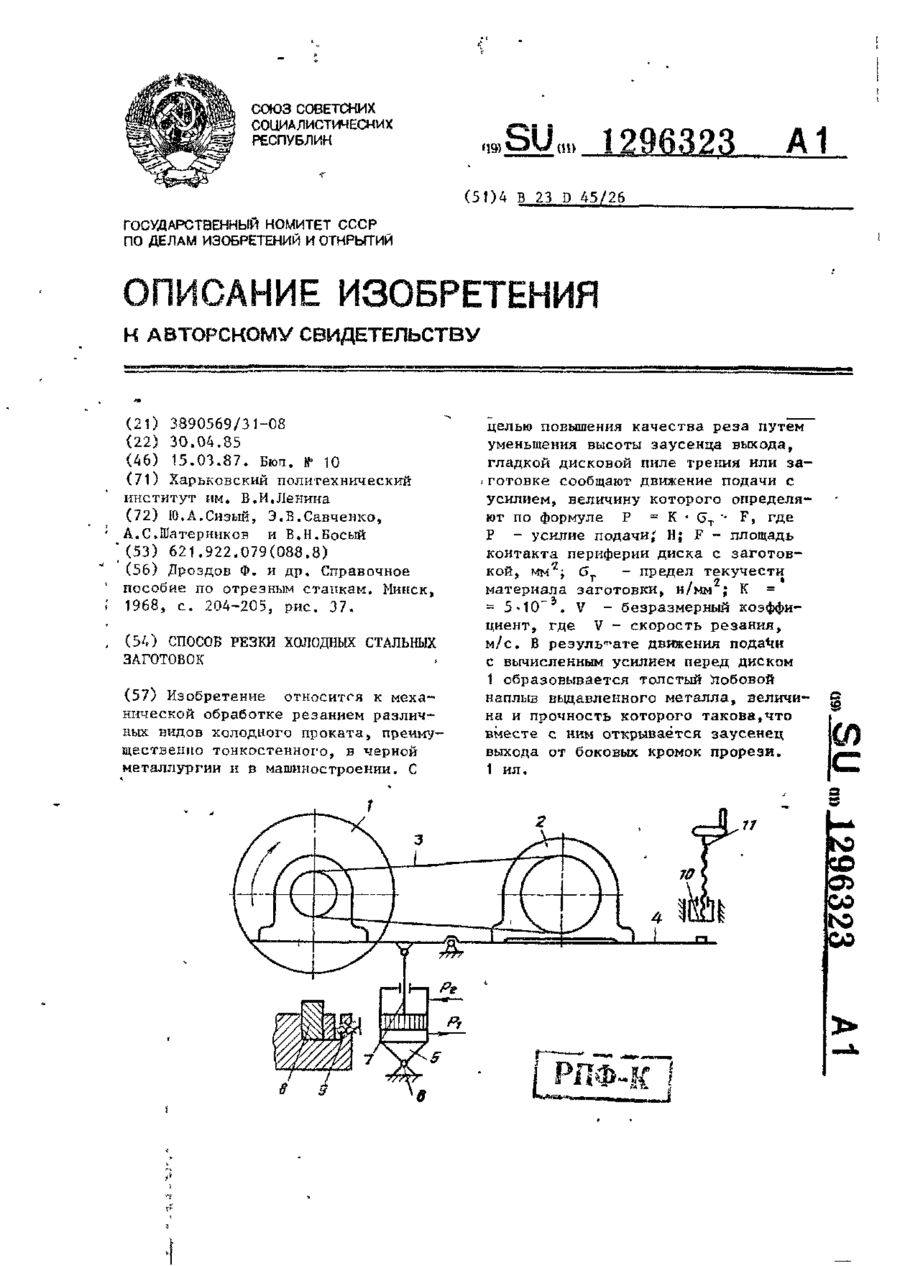
Способ резки холодных стальных заготовок, преимущественно тонкостенных, включающий сообщение движения подачи вращающейся гладкой дисковой пиле трения относительно заготовки при скоростях резания, обеспечивающих самоохлаждение диска, отличающийся тем, что, с целью повышения качества реза путем уменьшения высоты заусенца выхода, гладкой дисковой пиле трения или заготовке сообщают движение подачи с усилием, величину которого определяют по...
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Мітки: обробки, спосіб, стального, прокату
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Попередній патент: Спосіб гарячого різання
Наступний патент: Шихта для одержання сталі у кисневому конвертері
Випадковий патент: Спосіб гумування металевих ємкостей