Спосіб виготовлення сталевих канатів
Номер патенту: 14892
Опубліковано: 18.02.1997
Автори: Овчаренко Володимир Михайлович, Ханонкін Олександр Аркадійович, Єрмолаєв Юрій Олексійович
Завантажити PDF файл.
Формула / Реферат
1. Способ изготовления стальных канатов, включающий свивку прядей с одновременным круговым радиальным обжатием волочением и последующее профилирование прокаткой, отличающийся тем, что перед сливкой проволоки наружного слоя прядей подвергают воздействию с образованием по их поверхности размягченного слоя, а обжатие производят в пределах этого слоя.
2. Способ по п.1, отличающийся тем, что свивку производят так, чтобы проволоки с размягченным слоем чередовались с проволоками без этого слоя, примем диаметр проволок с размягченным слоем должен быть больше диаметра проволок без него на величину этого слоя.
Текст
Изобретение относится к производству стальных канатов и други х витых проволочных изделий. Известен способ изготовления стальных канатов (см. Глушко М.Ф., Скалацкий В.К., Шилин И.А. сб. "Стальные канаты"; Вып.5. - К.: Техніка, 1968. - С.97 98). По этому способу операцию свивки проволочных прядей совмещают с операцией их кругового радиального обжатия. Введение операции обжатия приводит к уменьшению пластических свойств проволоки, о чем свидетельствует уменьшение числа гибов и кручение проволок при испытании и результаты металлографических исследований. Уменьшение пластических свойств особенно характерно для проволок наружного слоя. Дополнительная операция обжатия вызывает увеличение силы вытяжки на которое существующее прядевьющее оборудование не рассчитано, и снижает (уменьшает) исходные качественные параметры проволок составляющих канат, что соответственно снижает качество каната в целом. Наиболее близким к заявленному по технической сущности является способ изготовления стальных канатов описанный также на с.99 - 100. Этот способ включает свивку с одновременным круговым радиальным обжатием прядей на прядевьющей машине и последующим их профилированием прокаткой на канатовьющей машине. Общими для заявляемого изобретения и прототипа являются все вышеперечисленные признаки прототипа. Двойная деформация приводит к еще большему ухудшению пластических свойств исходной проволоки, ухудшает качество каната и вызывает перенапряжение, износ и даже поломку отдельных узлов прядевьющего и канатовьющего оборудования, требует увеличение мощности привода. В основу изобретения поставлена задача создать такой способ изготовления стальных канатов, в котором, путем создания на поверхности части исходной проволоки размягченного слоя и различного расположения проволок с этим слоем по отношению к проволокам без него, можно было сохранить исходные пластические свойства проволок и за счет этого уменьшить силу вытяжки при обжатии и повысить качество каната. Поставленная задача решается следующим образом: производят свивку прядей с одновременным круговым радиальным обжатием волочением с последующим профилированием прокаткой, перед свивкой проволоки наружного слоя прядей подвергают воздействию с образованием по их поверхности размягченного слоя, а обжатие производят в пределах этого слоя. В частном случае свивк у производят так, чтобы проволоки с размягченным слоем чередовались с проволоками без этого слоя, причем диаметр проволок с размягченным слоем должен быть больше диаметра проволок без него на величину этого слоя. Поскольку проволоки наружного слоя прядей имеют на своей поверхности размягченный слой и обжатие производится в его пределах, то при его деформировании уменьшается работа деформации, а с ней и сила вытяжки при изготовлении прядей и канатов. В частном случае, когда свивку прядей производят таким образом, чтобы проволоки с размягченным слоем чередовались с проволоками без этого слоя и имели диаметр больше последних на величину этого слоя, эффект уменьшения силы вытяжки усиливается так как деформироваться будут только проволоки с размягченным слоем, количество которых уменьшается вдвое. Это соответственно уменьшает работу де формации и силу вытяжки. При этом проволоки без размягченного слоя вообще не деформируются, а проволоки со слоем получают предохраняемую размягченным слоем недеформируемую сердцевину такого же диаметра, что и приводит к повышению качества прядей. Уменьшение работы деформации при профилировании прокаткой происходит за счет того, что формоизменение пряди происходит в размягченном слое (материале), при этом основной материал проволок вне размягченного слоя вообще может не деформироваться. Таким образом пластические свойства исходных проволок не будут изменены, а сила вытяжки уменьшится и качество каната повысится. Способ осуществляют следующим образом. В общем случае - подвергают, например, электроимпульсному воздействию с образованием размягченного слоя необходимое количество стальной проволоки и формируют прядь таким образом, чтобы подвергнутая обработке проволока образовывала внешний (наружный) слой пряди. Затем на прядевьющей машине производят свивку пряди одновременно с ее круговим радиальным обжатием в пределах размягченного слоя. После этого на канатовьющей машине с установленным на ней прокатным узлом производят придание канату необходимого профиля. В частном случае перед скруткой формируют прядь таким образом, чтобы проволочки с размягченным слоем чередовались с проволоками без него, а диаметр проволок с этим слоем был больше диаметра проволок без него на величину этого слоя. Затем производят все операции, аналогичные общему случаю.
ДивитисяДодаткова інформація
Автори англійськоюYermolaiev Yurii Oleksiiovych, Ovcharenko Volodymyr Mykhailovych, Khanonkin Oleksandr Arkadiiovych
Автори російськоюЕрмолаев Юрий Алексеевич, Овчаренко Владимир Михайлович, Ханонкин Олександр Аркадьевич
МПК / Мітки
МПК: D07B 5/00
Мітки: сталевих, канатів, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/1-14892-sposib-vigotovlennya-stalevikh-kanativ.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення сталевих канатів</a>
Мастило для сталевих канатів
Номер патенту: 1996
Опубліковано: 20.12.1994
Автори: Бережинський Володимир Ізраілович, Коберідзе Людмила Вікторівна, Калічевська Катерина Андріївна, Сімашко Володимир Васильович, Єна Борис Павлович, Стєрхова Людмила Миколаївна, Іщук Юрій Лукич, Калічевський Василь Федорович, Степанянц Сурен Аванесович, Чернишова Євгенія Андріївна
МПК: C10N 40/32, C10M 101/02
Мітки: сталевих, канатів, мастило
Формула / Реферат:
Смазка для стальных канатов, содержащая нефтяное масло, нефтяной церезин, монтан-воск и экстракт селективной очистки нефтяных масел, отличающаяся тем, что, с целью повышения защитных и адгезионных свойств, смазка дополнительно содержит окисленный нефтяной церезин, этерифицированный аминоспиртами, при следующем содержании компонентов, мае. %:нефтяной церезин 20—26...
Пристрій для дефектоскопії сталевих канатів
Номер патенту: 11423
Опубліковано: 25.12.1996
Автори: Малишев Євген Миколайович, Софієв Валентин Миколайович, Головатий Михайло Олексійович, Бережинський Володимир Ізраілевич, Кудрявцев Євген Михайлович, Клименко Станіслав Степанович
МПК: G01N 27/82
Мітки: пристрій, сталевих, дефектоскопії, канатів
Формула / Реферат:
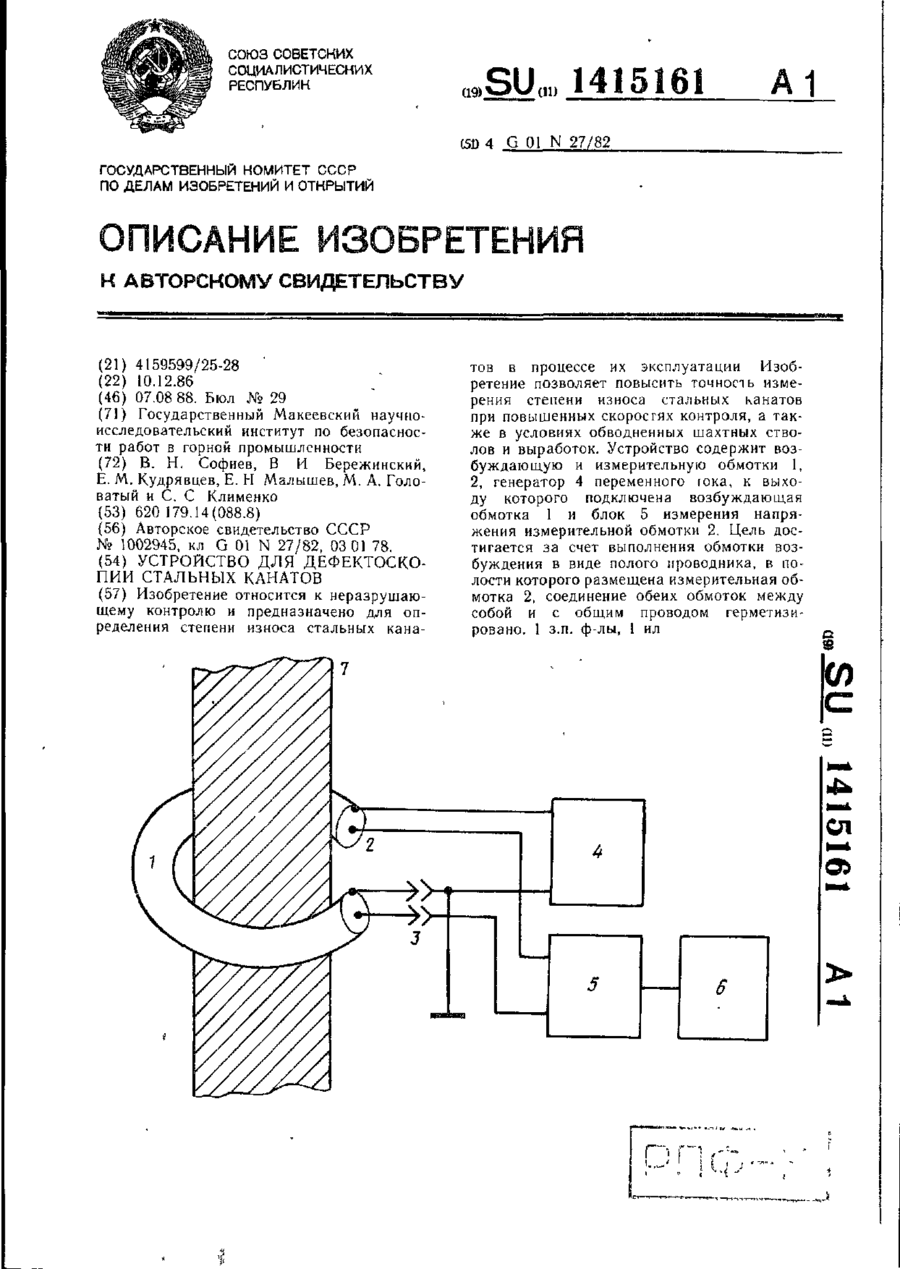
1. Устройство для дефектоскопии стальных канатов, содержащее источник переменного тока, подключенную к нему возбуждающую обмотку, измерительную обмотку и соединенный с ней измерительный блок, отличающееся тем, что, с целью повышения точности, обмотка возбуждения выполнена в виде полого проводника, предназначенного для охвата контролируемого каната, а измерительная обмотка размещена внутри полого проводника.2. Устройство по п.1,...
Пристрій для різання канатів
Номер патенту: 11055
Опубліковано: 25.12.1996
Автор: Омельченко Сергій Вікторович
МПК: B23D 29/00
Мітки: канатів, пристрій, різання
Формула / Реферат:
(57) Устройство для резки канатов, содержащее корпус, в нижней части которого выполнен паз для размещения каната, а также размещенные в корпусе поршень со штоком, несущим нож, образующие со стенками корпуса рабочую камеру и подпоршневую полость дополнительную полость, заполненную газообразной рабочей средой под давлением меньшим, чем давление в рабочей камере, и соединенную каналами с подпоршневой полостью, и обратный клапан, установленный в...
Мастило для стальних канатів

Номер патенту: 328
Опубліковано: 30.04.1993
Автори: Калічевська Катерина Андрієвна, Ганіна Лідія Кирилівна, Шемеляк Ігор Євстахович, Коровайний Сергій Федорович, Хвалеба Надія Наумівна, Бережинський Володимир Ізраілович, Вайншенкер Світлана Ізраіловна, Чарнош Ярослав Михайлович
МПК: C10N 30/06, C10N 40/32, C10M 163/00, C10M 129/40, C10M 159/06, C10M 159/04
Мітки: мастило, стальних, канатів
Формула / Реферат:
Формула изобретенияСмазка для стальных канатов, содержащая нефтяное масло, экстракт селективной очистки нефтяных масел, нефтяной церезин и буроугольный воск, отличающаяся тем, что, с целью повышения смазочных свойств смазка дополнительно содержит озокерит и синтетические жирные кислоты фракции С25-С30 при следующем соотношении компонентов, мас.%: нефтяной церезин 12-25; экстракт селективной очистки нефтяных масел 12-25; буроугольный...
Пустотілий канат
Номер патенту: 6402
Опубліковано: 29.12.1994
Автори: Костін Боріс Юр'євіч, Білобров Віктор Іванович, Едельштейн Михаіл Борісовіч, Попов Микола Олександрович, Івановський Віктор Михайлович, Мостовий Олег Григор'євич, Псарьов Сєргєй Дмітрієвіч
МПК: D07B 1/00
Мітки: канат, пустотілий
Формула / Реферат:
(57) Пустотелый канат, свитый из проволочных прядей, отличающийся тем, что он снабжен многозаходными проволочными спиралями, каждая из которых навита на соответствующую ей прядь с шагом, равным шагу свивки прядей в канат, при этом рас стояние между заходами каждой спирали равно диаметру проволоки спирали.
Попередній патент: Спосіб обробки привибійної зони горизонтальної свердловини
Наступний патент: Спосіб виготовлення фільєри для формування хімічних ниток
Випадковий патент: Спосіб геохімічного обґрунтування небезпечних зон вугільних гірничих виробок