Спосіб збирання складової оправки
Номер патенту: 20031
Опубліковано: 25.12.1997
Автори: Канов Геннадій Лаврентійович, Зорін Юрій Алєксандровіч, Вєдєрніков Алєксандр Константіновіч,, Тарасов Владімір Вітальєвіч, Лоскутов Петро Олексійович, Ратнер Олександр Григорович, Сизоненко Григорій Олександрович

Завантажити PDF файл.
Формула / Реферат
Способ сборки составной оправки, включающий завинчивание резьбовых участков, снабженных самоконтрящимися элементами, и создание натяга по сопрягающимся поверхностям самоконтрящихся элементов, отличающийся тем, что перед завинчиванием резьбовых участков самоконтрящийся элемент с внутренней сопрягаемой поверхностью нагревают, а завинчивание производят до сопряжения поверхностей самоконтрящихся элементов.
Текст
Изобретение относится к производству труб, в частности к трубопрокатному инструменту, а именно, к удерживаемым оправкам для производства горячекатаных труб на станах продольной прокатки. Известен способ сборки резьбового соединения путем завинчивания резьбовых участков, снабженных самоконтрящимися элементами, и создания завинчиванием натяга по сопрягаемым поверхностям самоконтрящихся элементов [1]. При использовании указанного способа имеет место снижение прочностной характеристики оправки из-за создания в резьбовом соединении составных ее частей осевых растягивающих напряжений, возникающих при создании натяга по сопрягающимся поверхностям самоконтрящихся элементов. В основу изобретения поставлена задача создания способа сборки составной оправки, в котором при сборке оправки температурным режимом обеспечивается натяг по сопрягающимся поверхностям самоконтрящихся элементов, и за счет этого повысить прочностную характеристику составной оправки. Эта задача решена тем, что в способе, включающем завинчивание резьбовых участков, снабженных самоконтрящимися элементами и создание натяга по сопрягающимся поверхностям самоконтрящихся элементов, перед завинчиванием резьбовых участков самоконтрящийся элемент с внутренней сопрягаемой поверхностью нагревают, а завинчивание производят до сопряжения поверхностей самоконтрящихся элементов. Сущность изобретения поясняется чертежом, на котором показано резьбовое соединение составных частей оправки в разрезе. Предлагаемый способ осуществляется следующим образом. С внутренней сопрягаемой поверхностью самоконтрящийся элемент 1 нагревают. При нагреве полость самоконтрящегося элемента 1 увеличивается по диаметру на величину натяга. После нагрева производят завинчивание резьбового соединения до сопряжения самоконтрящихся элементов 1,4, не вызывая при этом растягивающих напряжений в резьбовом соединении. При остывании полость самоконтрящегося элемента 1 уменьшается и благодаря этому создается натяг в сопряжении самоконтрящихся элементов 1 и 4, вызывающий на сопрягающихся поверхностях нормальные контактные напряжения. Нормальные контактные напряжения в свою очередь способствуют возникновению сил трения, которые оказывают сопротивление развинчиванию. Таким образом, в заявленной совокупности признаков устраняется при сборке связь величины натяга по сопрягающимся поверхностям самоконтрящихся элементов с усилием завинчивания резьбовых участков, поскольку величина натяга достигается за счет нагрева перед завинчиванием самоконтрящегося элемента с внутренней сопрягающейся поверхностью. Завинчивание резьбовых участков до сопряжения поверхностей самоконтрящихся элементов не вызывает осевых растягивающих напряжений в резьбовом соединении и за счет этого достигается повышение прочностной характеристики резьбового соединения и оправки в целом. Пример осуществления способа. Соединение с резьбой М42х3 мм, снабженное самоконтрящимися элементами, с диаметром меньшего основания 44 мм и углом наклона образующей к продольной оси оправки 1°25'54", необходимо собрать с натягом в сопряжении самоконтрящихся элементом 30 мкм. Температуру нагрева самоконтрящего элемента с внутренней сопрягаемой поверхностью определяем по уравнению где D- величина натяга, мкм; d - меньший диаметр в сопряжении конических элементов, мм; - коэффициент линейного расширения материала охватывающего конического элемента; to- температура сборки, °С; С учетом остывания детали за время сборки на 20-25°С температуру нагрева принимаем 97-102°С. После нагрева самоконтрящегося элемента с внутренней сопрягаемой поверхностью до температуры 97-102°С завинчивают резьбовое соединение до сопряжения поверхностей самоконтрящихся элементов. При остывании самоконтрящегося элемента с внутренней сопрягаемой поверхностью диаметр его уменьшается, создавая при этом в сопряжении 30 мкм натяг.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of assembling built-up mandrel
Автори англійськоюSyzonenko Hryhorii Oleksandrovych, Loskutov Petro Oleksiiovych, Ratner Oleksandr Hryhorovych, Kanov Hennadii Lavrentiiovych, Viediernikov Alieksandr Konstantinovich, Tarasov Vladimir Vitalievich, Zorin Yurii Alieksandrovich
Назва патенту російськоюСпособ сборки составной оправки
Автори російськоюСизоненко Григорий Александрович, Лоскутов Петр Алексеевич, Ратнер Александр Григорьевич, Канов Геннадий Лаврентьевич, Ведерников Александр Константинович, Тарасов Владимир Витальевич, Зорин Юрий Александрович
МПК / Мітки
МПК: B21B 25/00
Мітки: збирання, оправки, спосіб, складової
Код посилання
<a href="https://ua.patents.su/1-20031-sposib-zbirannya-skladovo-opravki.html" target="_blank" rel="follow" title="База патентів України">Спосіб збирання складової оправки</a>
Спосіб ультразвукового контролю якості збирання трубних виробів з натягом
Номер патенту: 16195
Опубліковано: 29.08.1997
Автори: Турко Федір Іванович, Карпаш Олег Михайлович, Мігаль Іван Григорович, Подрушняк Людмила Федорівна, Чеховська Лідія Андріївна, Даниляк Ярослав Богданович, Бажалук Ярополк Мирославович
МПК: G01N 29/04
Мітки: спосіб, контролю, трубних, збирання, виробів, якості, натягом, ультразвукового
Формула / Реферат:
Способ ультразвукового контроля качества сборки трубных изделий с натягом, заключающийся в том, что ультразвуковые колебания излучают под углом к внешней поверхности трубного изделия в плоскости поперечного сечения к его продольной оси, принимают эхо-сигналы, отраженные от внутренних поверхностей охватывающей и охватываемой труб, и по соотношению их амплитуд судят о качестве сборки, отличающийся тем, что, с целью повышения точности и...
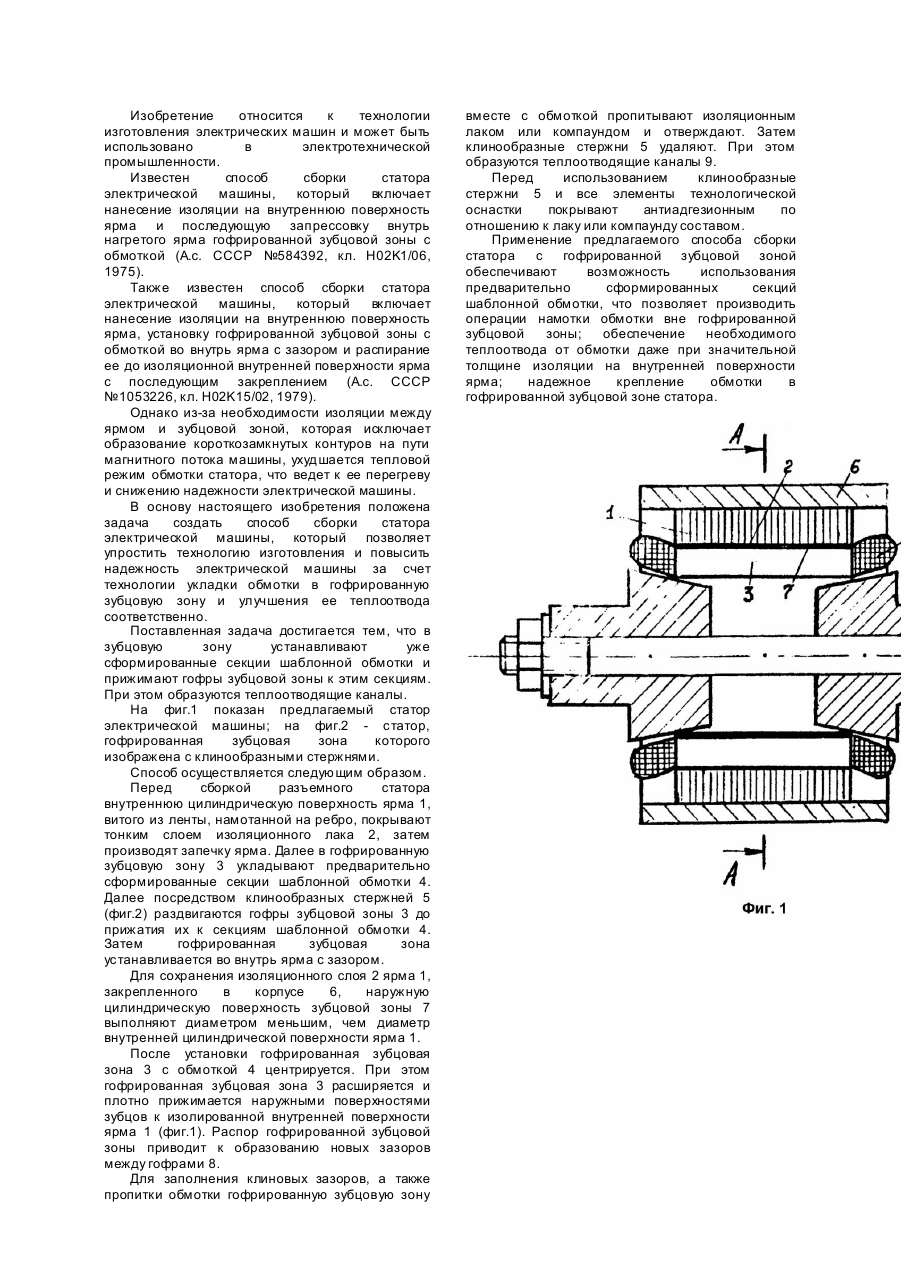
Спосіб збирання статора електричної машини
Номер патенту: 20370
Опубліковано: 15.07.1997
Автор: Аркадьєв Віктор Юрійович
МПК: H02K 15/02
Мітки: машини, спосіб, електричної, статора, збирання
Формула / Реферат:
Способ сборки статора электрической машины, заключающийся в том, что наносят изоляционное покрытие на внутреннюю поверхность ярма, устанавливают гофрированную зубцовую зону с обмоткой внутрь ярма и закрепляют ее, отличающийся тем, что в гофрированную зубцовую зону устанавливают предварительно сформированные секции шаблонной омботки, затем, посредством клинообразных стержней, прижимают гофры зубцовой зоны к секциям и образуют теплоотводящие...
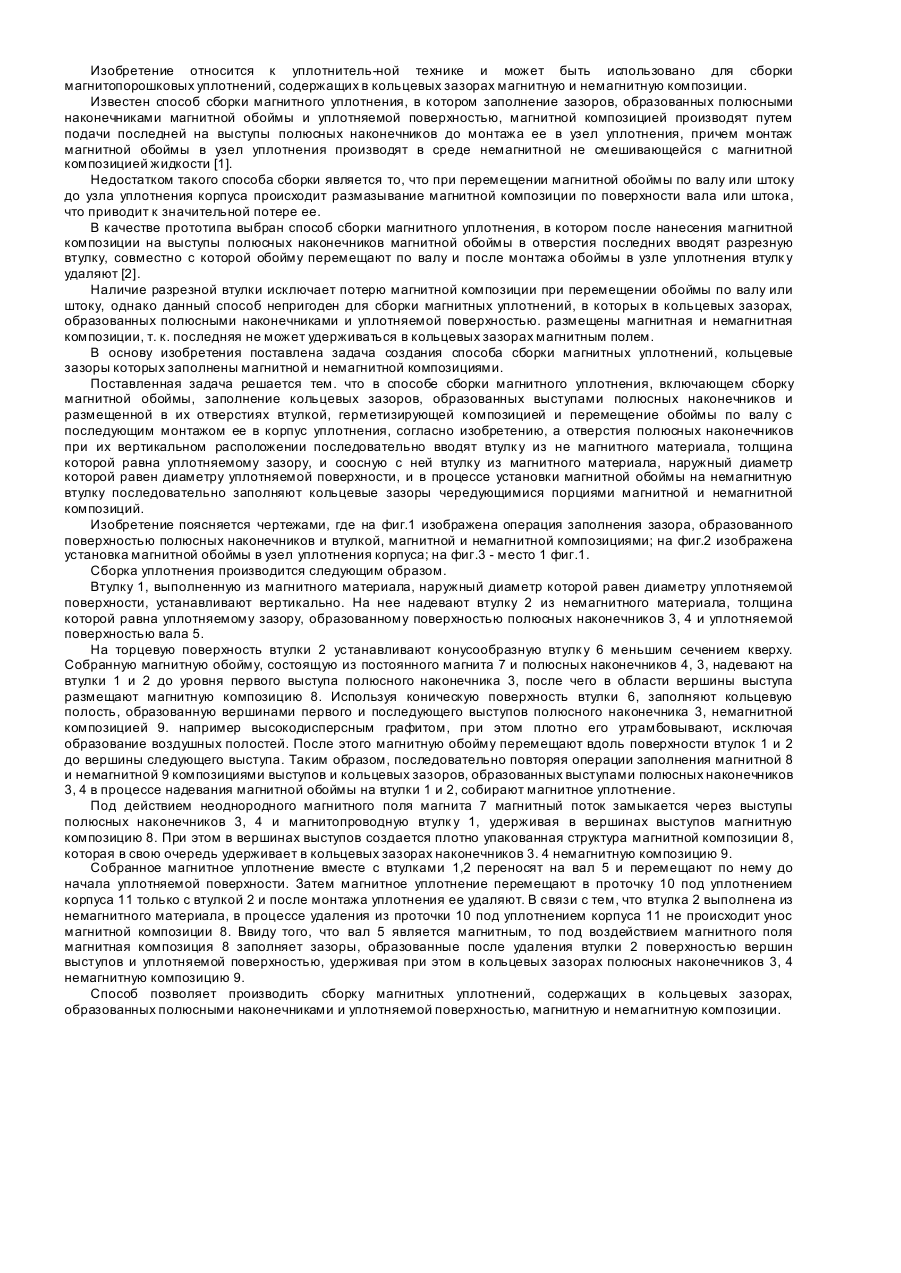
Спосіб збирання магнітного ущільнення
Номер патенту: 551
Опубліковано: 15.12.1993
Автори: Комаров Володимир Олексійович, Кравцов Олександр Іванович
МПК: F16J 15/40
Мітки: ущільнення, магнітного, збирання, спосіб
Формула / Реферат:
Способ сборки магнитного уплотнения, заключающийся в сборке магнитной обоймы, заполнении кольцевых зазоров, образованных выступами полюсных наконечников и размещенной в их отверстиях втулкой, герметизирующей композицией и перемещении обоймы по валу с последующим монтажом ее в корпус уплотнения, отличающийся тем, что в отверстия полюсных наконечников при их вертикальном расположении последовательно вводят втулку из немагнитного материала,...
Електролізер для розкладання води та спосіб його збирання
Номер патенту: 12577
Опубліковано: 28.02.1997
Автори: Середенко Петро Сергійович, Блувштейн Олександр Львович
Мітки: води, збирання, спосіб, електролізер, розкладання
Формула / Реферат:
1. Электролизер для разложения воды, содержащий соединенные стяжными элементами стяжные фланцы, между которыми установлены биполярные электроды, выступающие за пределы электролизера, выполненные из основного листа, прокладки из изолирующего материала, в основных листах выполнены отверстия, образующие при сборке каналы для подвода реагентов и отвода продуктов. и компенсаторы, установленные с внешней стороны стяжных фланцев, отличающийся...
Спосіб збирання безсепараторного підшипника
Номер патенту: 2824
Опубліковано: 26.12.1994
Автор: Ізосімов Михайло Юхимович
МПК: F16C 43/00
Мітки: безсепараторного, збирання, підшипника, спосіб
Формула / Реферат:
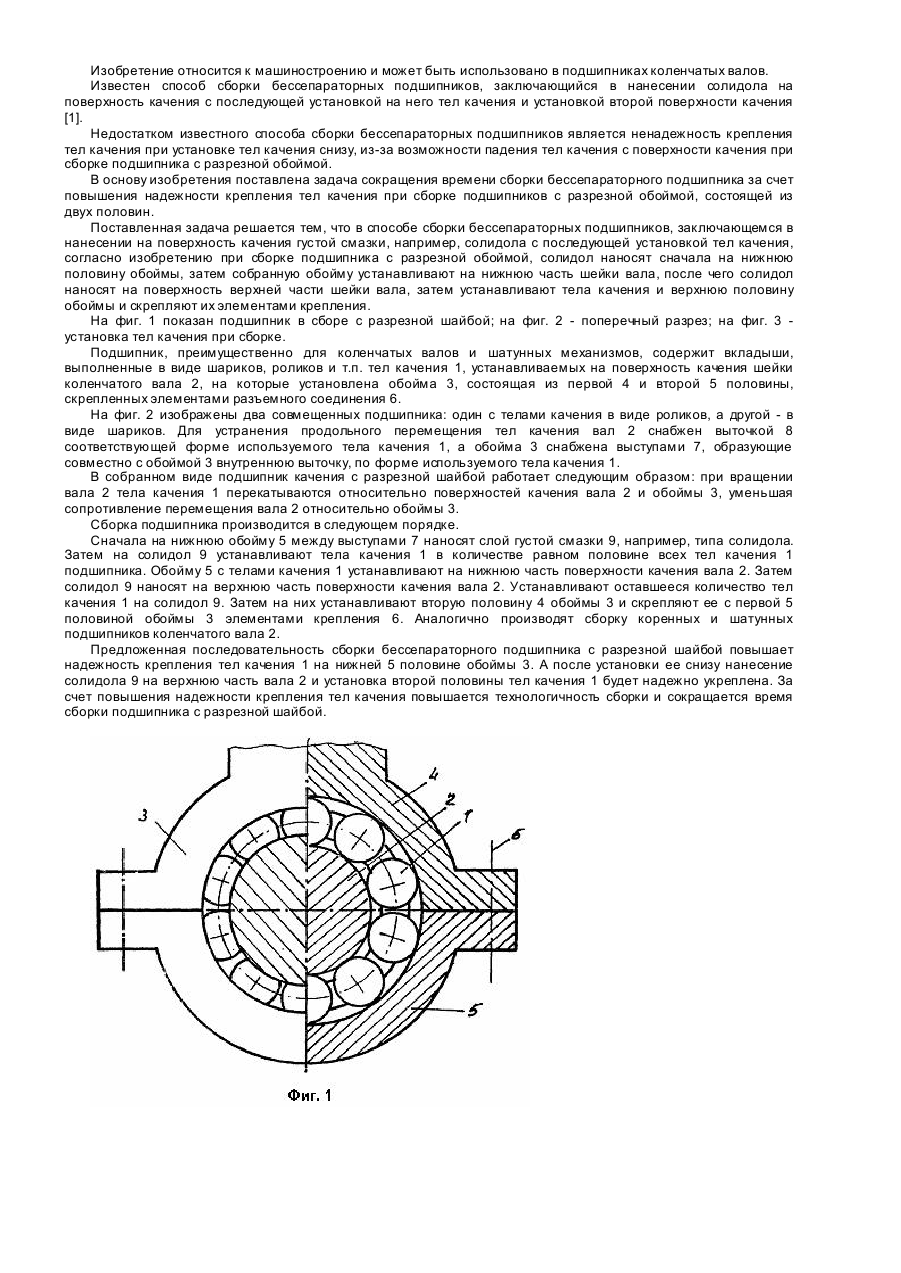
Способ сборки бессепараторного подшипника, заключающийся в нанесении на поверхности качения солидола с последующей установкой тел качения, отличающийся тем, что при сборке подшипников с разрезной обоймой солидол наносят сначала на нижнюю половину обоймы, затем собранную обойму устанавливают на нижнюю часть шейки вала, после чего солидол наносят на поверхность верхней части шейки вала, затем устанавливают тела качения и верхнюю половину обоймы...
Попередній патент: Спосіб лікування гіпертонічної хвороби гірудорефлексотерапією
Наступний патент: Важільно-муфтова передача (варіанти)
Випадковий патент: Пристрій для визначення підвищеної витрати палива дизель-генераторами тепловозів