Спосіб збирання статора електричної машини
Формула / Реферат
Способ сборки статора электрической машины, заключающийся в том, что наносят изоляционное покрытие на внутреннюю поверхность ярма, устанавливают гофрированную зубцовую зону с обмоткой внутрь ярма и закрепляют ее, отличающийся тем, что в гофрированную зубцовую зону устанавливают предварительно сформированные секции шаблонной омботки, затем, посредством клинообразных стержней, прижимают гофры зубцовой зоны к секциям и образуют теплоотводящие каналы между гофрами, затем зубцовую зону располагают внутри ярма с зазором, далее внутрь зубцовой зоны устанавливают оправку и центрируют ее, распирая ее, прижимают к внутренней поверхности ярма и образуют клиновые зазоры между гофрами, затем пропитывают изоляционным составом, заполняя им клиновые зазоры и зазоры около клинообразных стержней, а после отверждения изоляционного состава оправку и клинообразные стержни удаляют.
Текст
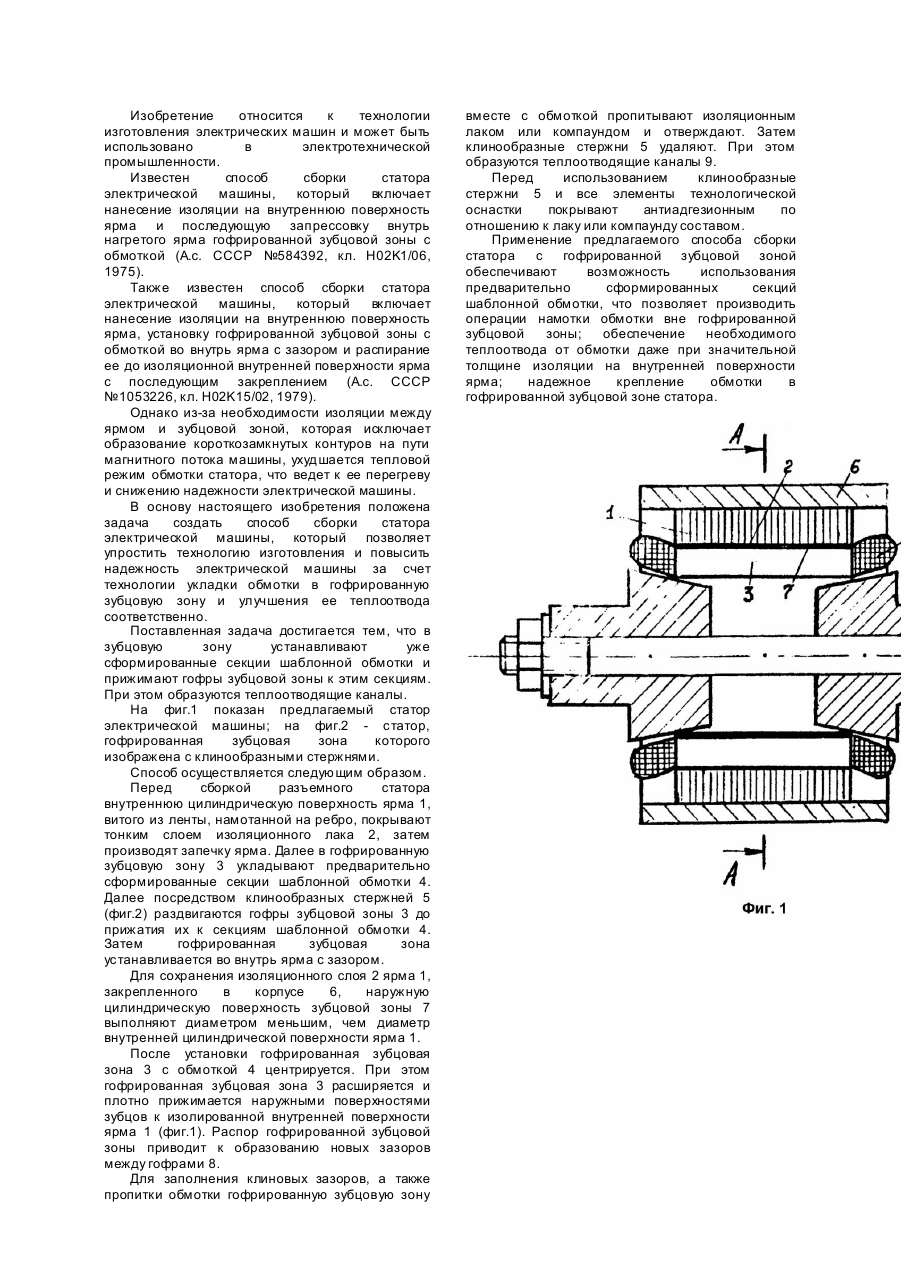
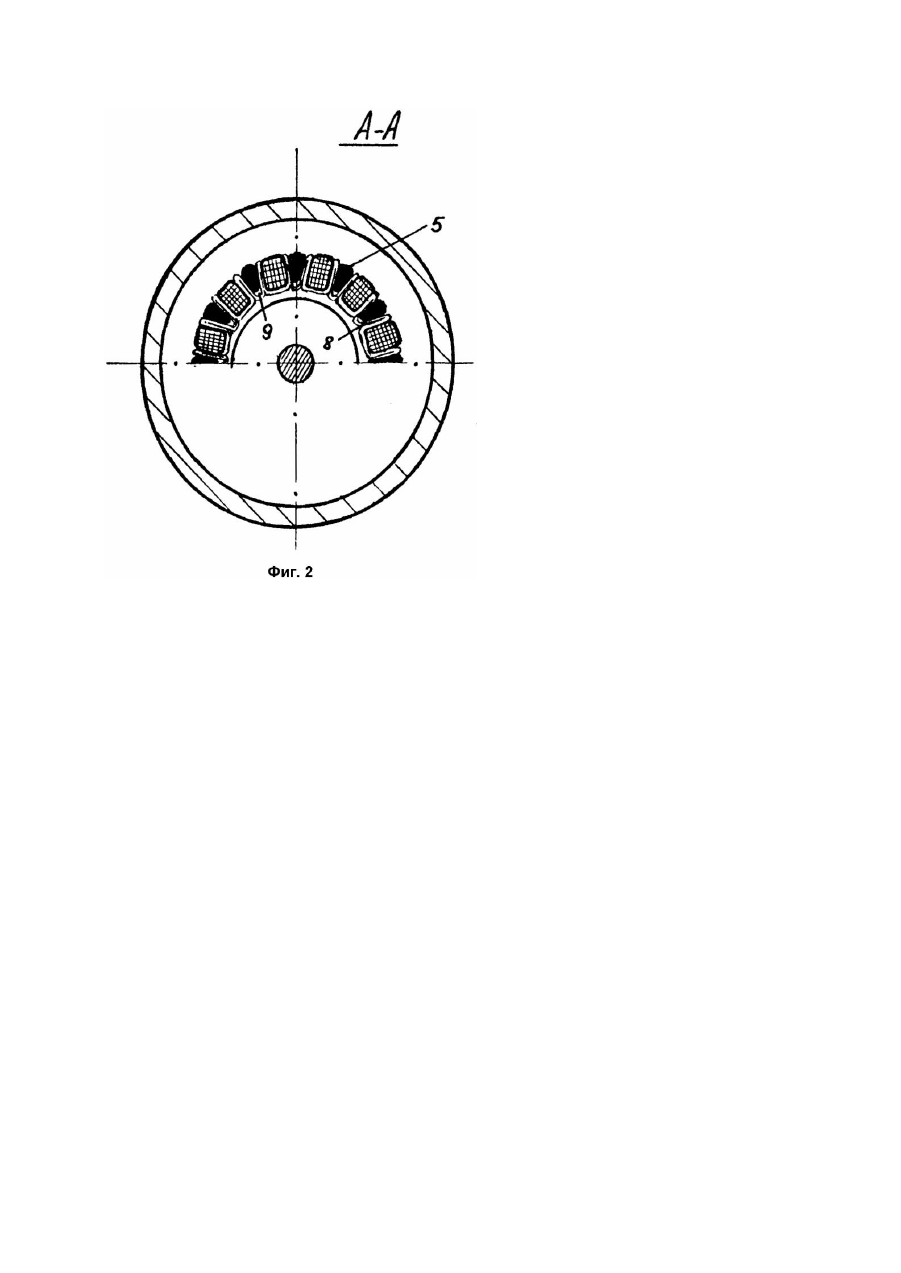
Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промышленности. Известен способ сборки статора электрической машины, который включает нанесение изоляции на внутреннюю поверхность ярма и последующую запрессовку внутрь нагретого ярма гофрированной зубцовой зоны с обмоткой (А.с. СССР №584392, кл. H02K1/06, 1975). Также известен способ сборки статора электрической машины, который включает нанесение изоляции на внутреннюю поверхность ярма, установку гофрированной зубцовой зоны с обмоткой во внутрь ярма с зазором и распирание ее до изоляционной внутренней поверхности ярма с последующим закреплением (А.с. СССР №1053226, кл. H02K15/02, 1979). Однако из-за необходимости изоляции между ярмом и зубцовой зоной, которая исключает образование короткозамкнутых контуров на пути магнитного потока машины, ухудшается тепловой режим обмотки статора, что ведет к ее перегреву и снижению надежности электрической машины. В основу настоящего изобретения положена задача создать способ сборки статора электрической машины, который позволяет упростить технологию изготовления и повысить надежность электрической машины за счет технологии укладки обмотки в гофрированную зубцовую зону и улучшения ее теплоотвода соответственно. Поставленная задача достигается тем, что в зубцовую зону устанавливают уже сформированные секции шаблонной обмотки и прижимают гофры зубцовой зоны к этим секциям. При этом образуются теплоотводящие каналы. На фиг.1 показан предлагаемый статор электрической машины; на фиг.2 - статор, гофрированная зубцовая зона которого изображена с клинообразными стержнями. Способ осуществляется следующим образом. Перед сборкой разъемного статора внутреннюю цилиндрическую поверхность ярма 1, витого из ленты, намотанной на ребро, покрывают тонким слоем изоляционного лака 2, затем производят запечку ярма. Далее в гофрированную зубцовую зону 3 укладывают предварительно сформированные секции шаблонной обмотки 4. Далее посредством клинообразных стержней 5 (фиг.2) раздвигаются гофры зубцовой зоны 3 до прижатия их к секциям шаблонной обмотки 4. Затем гофрированная зубцовая зона устанавливается во внутрь ярма с зазором. Для сохранения изоляционного слоя 2 ярма 1, закрепленного в корпусе 6, наружную цилиндрическую поверхность зубцовой зоны 7 выполняют диаметром меньшим, чем диаметр внутренней цилиндрической поверхности ярма 1. После установки гофрированная зубцовая зона 3 с обмоткой 4 центрируется. При этом гофрированная зубцовая зона 3 расширяется и плотно прижимается наружными поверхностями зубцов к изолированной внутренней поверхности ярма 1 (фиг.1). Распор гофрированной зубцовой зоны приводит к образованию новых зазоров между гофрами 8. Для заполнения клиновых зазоров, а также пропитки обмотки гофрированную зубцовую зону вместе с обмоткой пропитывают изоляционным лаком или компаундом и отверждают. Затем клинообразные стержни 5 удаляют. При этом образуются теплоотводящие каналы 9. Перед использованием клинообразные стержни 5 и все элементы технологической оснастки покрывают антиадгезионным по отношению к лаку или компаунду составом. Применение предлагаемого способа сборки статора с гофрированной зубцовой зоной обеспечивают возможность использования предварительно сформированных секций шаблонной обмотки, что позволяет производить операции намотки обмотки вне гофрированной зубцовой зоны; обеспечение необходимого теплоотвода от обмотки даже при значительной толщине изоляции на внутренней поверхности ярма; надежное крепление обмотки в гофрированной зубцовой зоне статора.
ДивитисяДодаткова інформація
Назва патенту англійськоюAssembly method for stator of electric machine
Автори англійськоюArkadiev Viktor Yuriiovych
Назва патенту російськоюСпособ сборки статора электрической машины
Автори російськоюАркадьев Виктор Юрьевич
МПК / Мітки
МПК: H02K 15/02
Мітки: спосіб, електричної, машини, збирання, статора
Код посилання
<a href="https://ua.patents.su/2-20370-sposib-zbirannya-statora-elektrichno-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб збирання статора електричної машини</a>
Сегмент шихтованого магнітопроводу статора електричної машини
Номер патенту: 4968
Опубліковано: 28.12.1994
Автори: Єлін Володимир Афанасійович, Усенко Всеволод Васильович, Лейбович Анатолій Романович, Богуславський Адольф Ілліч, Євзикова Елла Гіршевна, Череп Дмитро Олексійович
МПК: H02K 1/16
Мітки: машини, електричної, шихтованого, сегмент, магнітопроводу, статора
Формула / Реферат:
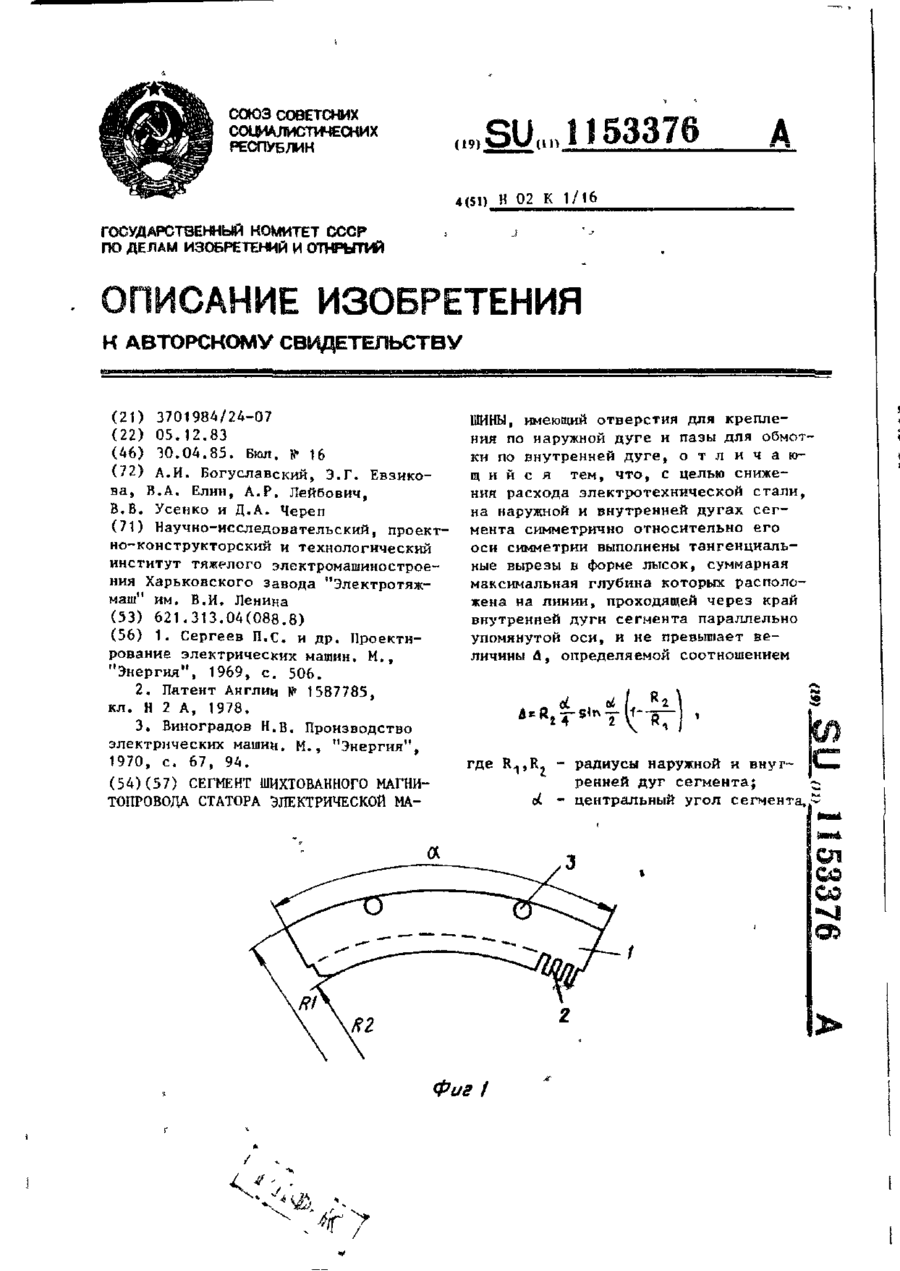
Сегмент шихтованного магнитопровода статора электрической машины, имеющий отверстия для крепления по наружной дуге и пазы для обмотки по внутренней дуге, отличающийся тем, что, с целью снижения расхода электротехнической стали, на наружной и внутренней дугах сегмента симметрично относите.пьно его оси симметрии выполнены тангенциальные вырезы в форме лысок, суммарная максимальная глубина которых расположена на линии, проходящей через...
Спосіб укладання проводу у пази статора електричної машини
Номер патенту: 1990
Опубліковано: 20.12.1994
Автори: Іванова Зоя Григорівна, Ткалич Анатолій Пилипович, Вишневський Володимир Васильович
МПК: H02K 15/08
Мітки: електричної, машини, статора, пази, проводу, укладання, спосіб
Формула / Реферат:
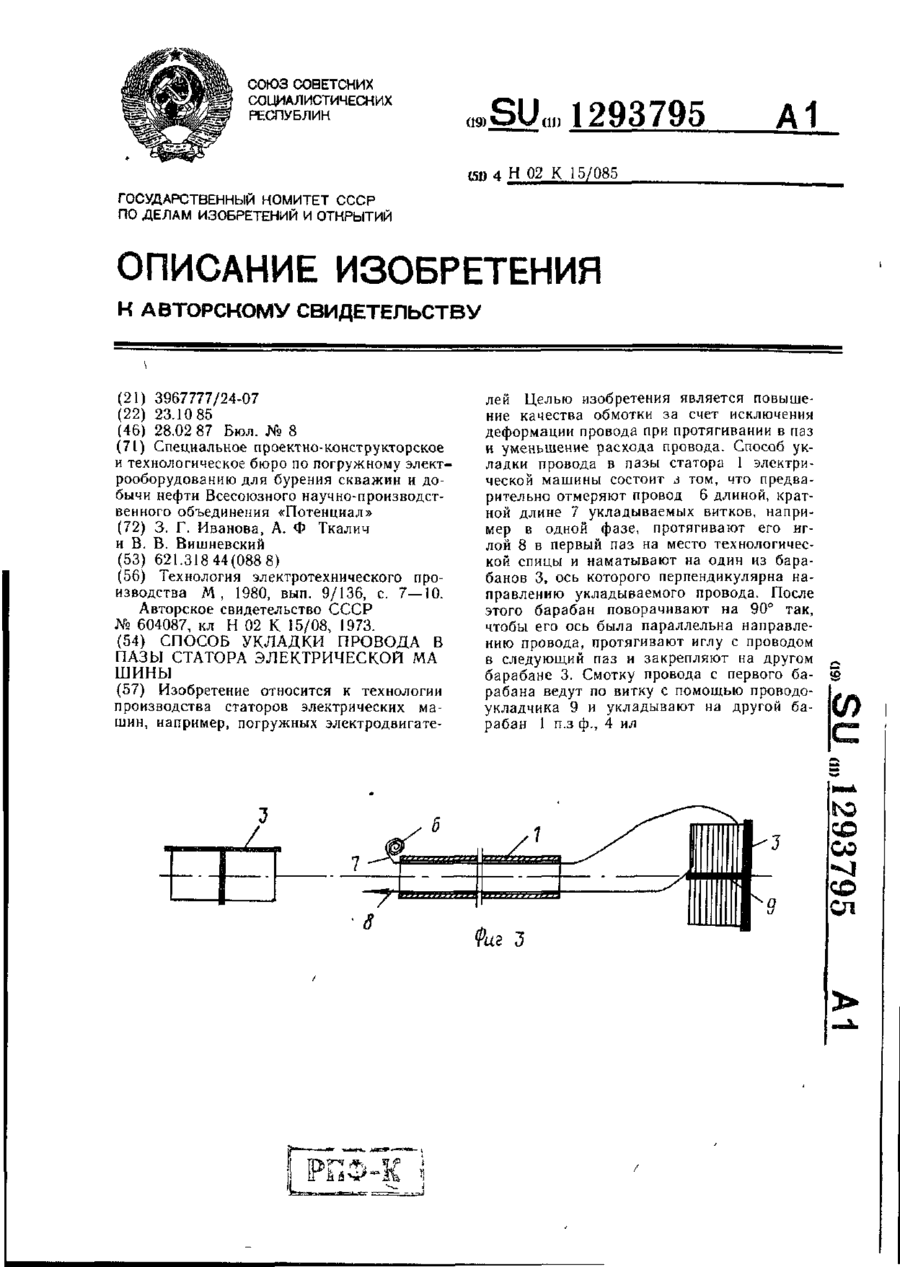
1. Способ укладки провода в пазы статора электрической машины, включающий укладку в пазы статора технологических спиц, протягивание провода, закрепленного на игле, в паз статора, промежуточную намотку его на барабаны и укладку в следующий паз, отличающийся тем, что, с целью повышения качества обмотки за счет исключения деформации провода при его протягивании в паз и уменьшения расхода провода, после протягивания иглы в паз, ее закрепляют на...
Корпус статора електричної машини
Номер патенту: 9070
Опубліковано: 30.09.1996
Автори: Мінацевич Едуард Миколайович, Ревенко Віктор Васильович, Ільницький Анатолій Васильович, Кір'янов Анатолій Миколайович
МПК: H02K 1/18
Мітки: машини, статора, електричної, корпус
Формула / Реферат:
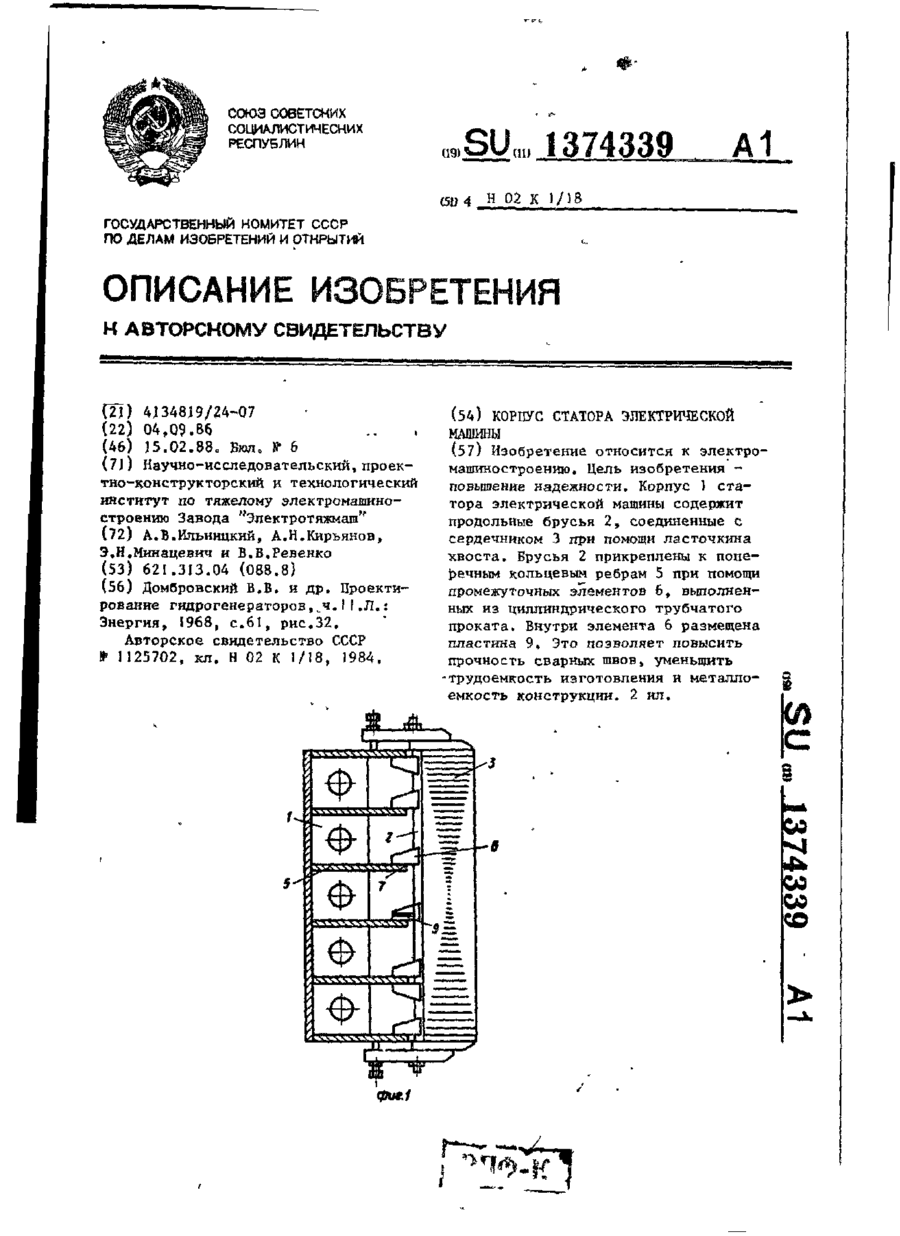
Корпус статора электрической машины, преимущественно гидрогенератора, содержащий продольные призматические брусья с выступами типа ласточкина хвоста, приваренные к поперечным кольцевым полкам корпуса при помощи промежуточных пустотелых элементов, имеющих две боковые грани с прямолинейными прилегающими и приваренными к брусу краями, перпендикулярными плоскому торцу элементов, прилегающему и приваренному к полке, отличающийся тем, что, с...
Статор електричної машини
Номер патенту: 12113
Опубліковано: 25.12.1996
Автори: Гіндес Леонід Пінкусович, Дмитренко Юрій Іванович, Островський Михайло Йосипович, Бурковський Анатолій Миколайович, Шірнін Іван Григорович, Якунін Володимир Федорович
МПК: H02K 1/16
Мітки: електричної, машини, статор
Формула / Реферат:
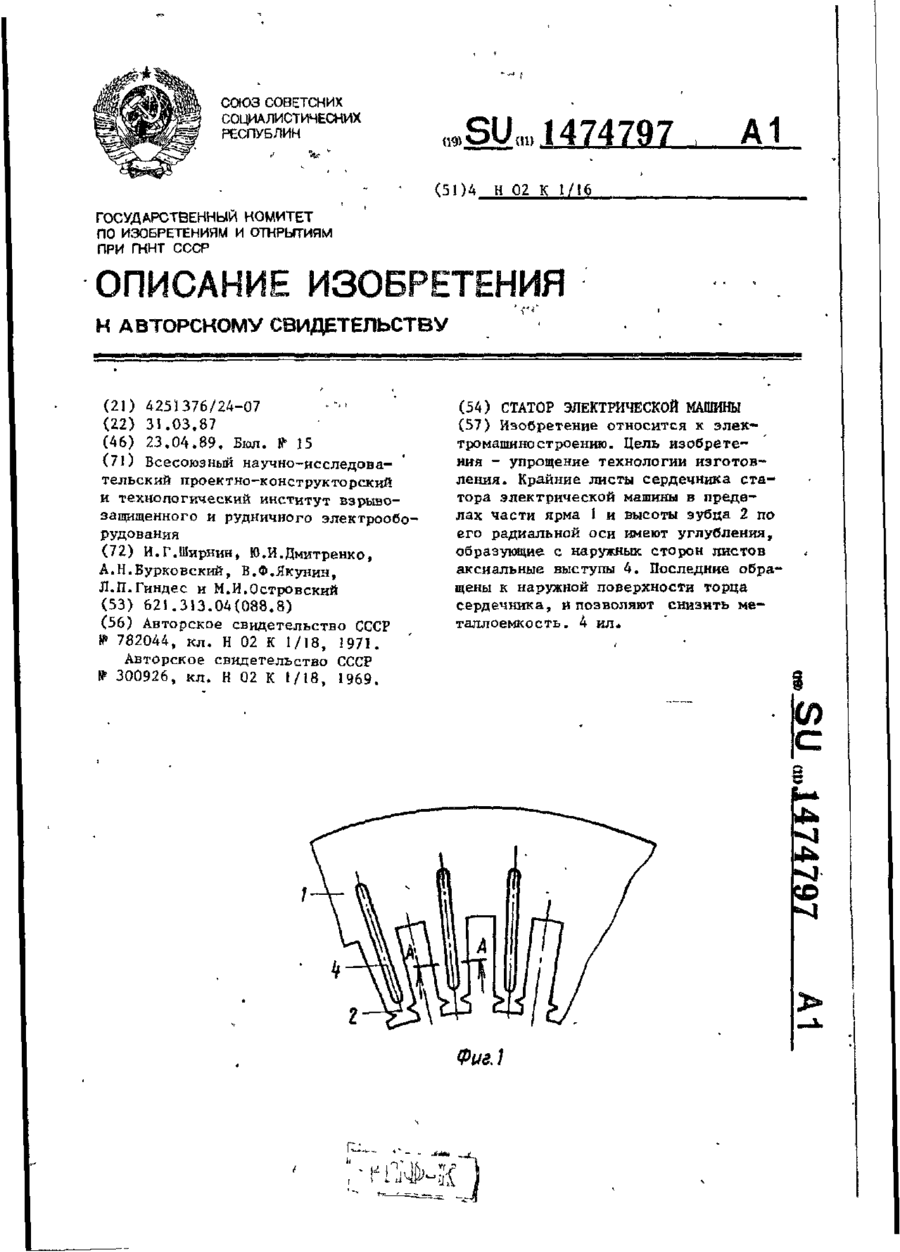
Статор электрической машины, содержащий сердечник с крайними и средними листами, имеющими зубцовую зону и ярмо, отличающийся тем, что, с целью упрощения технологии изготовления, в крайних листах сердечника в пределах части ярма и высоты зубца по его радиальной оси выполнены углубления, образующие с наружной стороны листов аксиальные выступы.
Пристрій для кріплення лобових частин обмотки статора електричної машини
Номер патенту: 4964
Опубліковано: 28.12.1994
Автори: Жимолохов Олег Михайлович, Лівшиць Олександр Лазаревич, Кузьмін Віктор Володимирович, Рабінович Володимир Мордохеєвич
МПК: H02K 3/50
Мітки: лобових, електричної, пристрій, статора, частин, обмотки, машини, кріплення
Формула / Реферат:
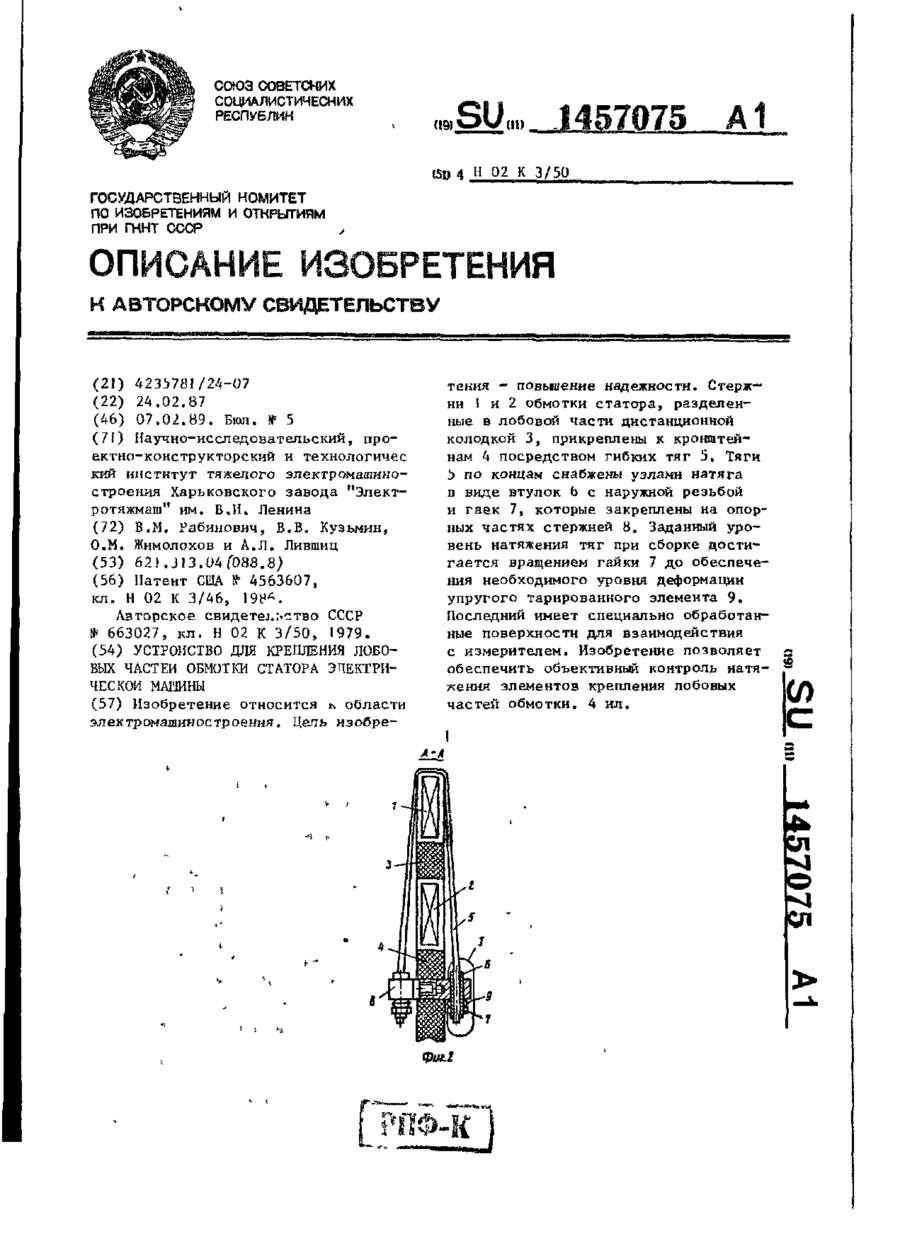
Устройство для крепления лобовых частей обмотки статора электрической машины, содержащее стержни, установленные в отверстиях кронштейнов, и гибкие тяги, снабженные по концам узлами натяга, состоящими из втулок и гаек, отличающееся тем, что, с целью повышения надежности, оно снабжено тарированными упругими элементами, установленными между гайками и стержнями, и имеющими поверхности для взаимодействия с измерителем.
Попередній патент: Пристрій для візуалізації картини зашумованості міської забудови
Наступний патент: Спосіб з’єднання деталей з натягом
Випадковий патент: Спосіб відновлення робочих розмірів стрижневих виробів