Спосіб одержання стального дроту з комбінованим алюмоцинковим покриттям
Номер патенту: 21204
Опубліковано: 04.11.1997
Автори: Дем'янова Людміла Іванівна, Коковіхін Юрій Іванович, Коровайний Сергій Федорович, Парадня Павло Вікторович, Ганіна Лідія Кирилівна, Щербак Олександр Семенович, Іванцов Іван Іванович, Почта Віктор Миколайович
Завантажити PDF файл.
Формула / Реферат
Способ получения стальной проволоки с комбинированным алюмоцинковым покрытием, нанесенным из расплава, включающий в себя нагрев заготовки до температуры аустенизации, подготовку поверхности, патентирование и нанесение покрытия из расплава, отличающийся тем, что подготовку поверхности, патентирование и нанесение покрытия осуществляют непрерывно в ванне с многослойными несмешивающимися в жидком состоянии расплавами, пропусканием проволоки на входе через слой флюса, а на выходе - через слой расплава состава наносимого покрытия.
Текст
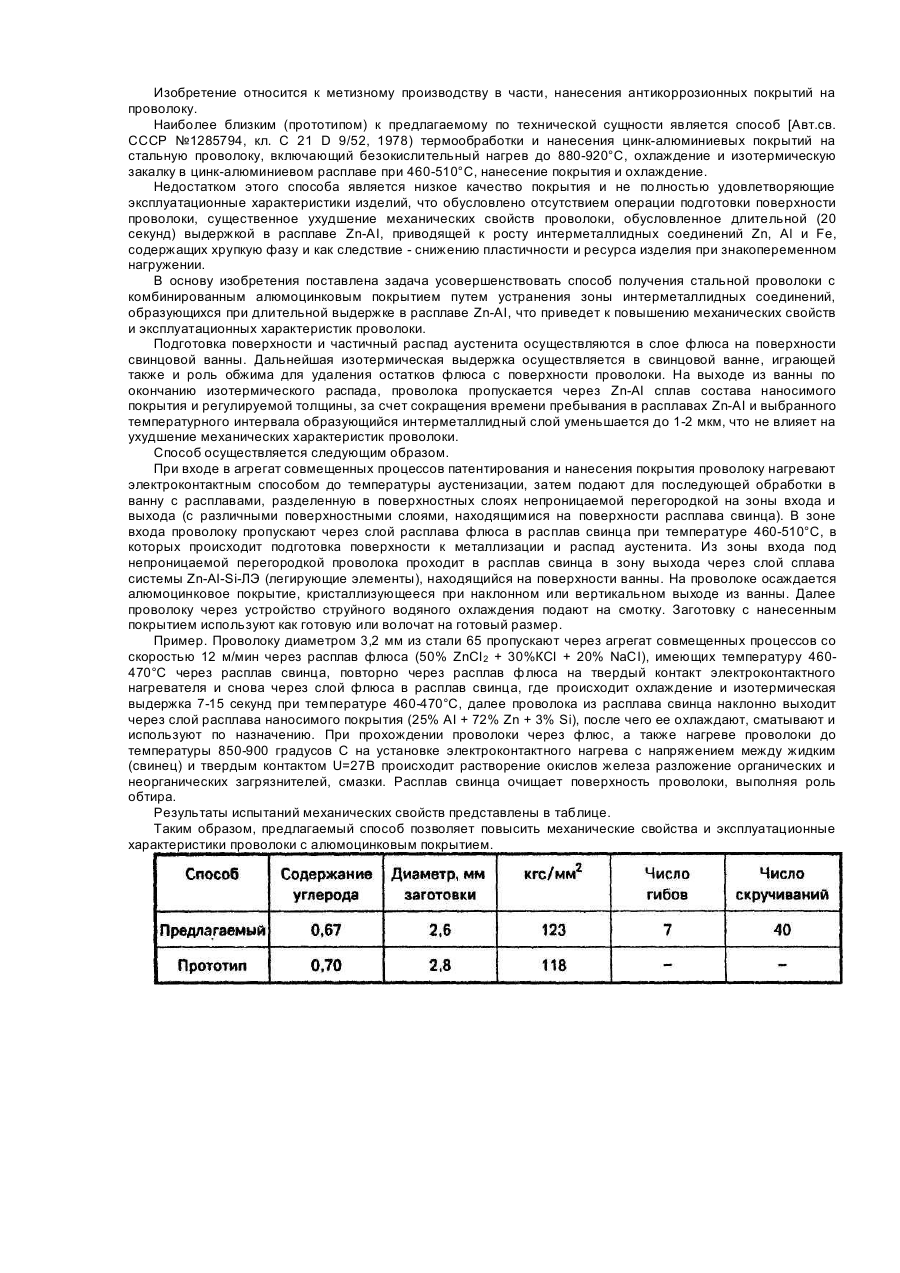
Изобретение относится к метизному производству в части, нанесения антикоррозионных покрытий на проволоку. Наиболее близким (прототипом) к предлагаемому по технической сущности является способ [Авт.св. СССР №1285794, кл. С 21 D 9/52, 1978) термообработки и нанесения цинк-алюминиевых покрытий на стальную проволоку, включающий безокислительный нагрев до 880-920°С, охлаждение и изотермическую закалку в цинк-алюминиевом расплаве при 460-510°С, нанесение покрытия и охлаждение. Недостатком этого способа является низкое качество покрытия и не полностью удовлетворяющие эксплуатационные характеристики изделий, что обусловлено отсутствием операции подготовки поверхности проволоки, существенное ухудшение механических свойств проволоки, обусловленное длительной (20 секунд) выдержкой в расплаве Zn-AI, приводящей к росту интерметаллидных соединений Zn, Al и Fe, содержащих хрупкую фазу и как следствие - снижению пластичности и ресурса изделия при знакопеременном нагружении. В основу изобретения поставлена задача усовершенствовать способ получения стальной проволоки с комбинированным алюмоцинковым покрытием путем устранения зоны интерметаллидных соединений, образующихся при длительной выдержке в расплаве Zn-AI, что приведет к повышению механических свойств и эксплуатационных характеристик проволоки. Подготовка поверхности и частичный распад аустенита осуществляются в слое флюса на поверхности свинцовой ванны. Дальнейшая изотермическая выдержка осуществляется в свинцовой ванне, играющей также и роль обжима для удаления остатков флюса с поверхности проволоки. На выходе из ванны по окончанию изотермического распада, проволока пропускается через Zn-АІ сплав состава наносимого покрытия и регулируемой толщины, за счет сокращения времени пребывания в расплавах Zn-AI и выбранного температурного интервала образующийся интерметаллидный слой уменьшается до 1-2 мкм, что не влияет на ухудшение механических характеристик проволоки. Способ осуществляется следующим образом. При входе в агрегат совмещенных процессов патентирования и нанесения покрытия проволоку нагревают электроконтактным способом до температуры аустенизации, затем подают для последующей обработки в ванну с расплавами, разделенную в поверхностных слоях непроницаемой перегородкой на зоны входа и выхода (с различными поверхностными слоями, находящимися на поверхности расплава свинца). В зоне входа проволоку пропускают через слой расплава флюса в расплав свинца при температуре 460-510°С, в которых происходит подготовка поверхности к металлизации и распад аустенита. Из зоны входа под непроницаемой перегородкой проволока проходит в расплав свинца в зону выхода через слой сплава системы Zn-AI-Si-ЛЭ (легирующие элементы), находящийся на поверхности ванны. На проволоке осаждается алюмоцинковое покрытие, кристаллизующееся при наклонном или вертикальном выходе из ванны. Далее проволоку через устройство струйного водяного охлаждения подают на смотку. Заготовку с нанесенным покрытием используют как готовую или волочат на готовый размер. Пример. Проволоку диаметром 3,2 мм из стали 65 пропускают через агрегат совмещенных процессов со скоростью 12 м/мин через расплав флюса (50% ZnCI 2 + 30%КСІ + 20% NaCI), имеющих температуру 460470°С через расплав свинца, повторно через расплав флюса на твердый контакт электроконтактного нагревателя и снова через слой флюса в расплав свинца, где происходит охлаждение и изотермическая выдержка 7-15 секунд при температуре 460-470°С, далее проволока из расплава свинца наклонно выходит через слой расплава наносимого покрытия (25% АІ + 72% Zn + 3% Si), после чего ее охлаждают, сматывают и используют по назначению. При прохождении проволоки через флюс, а также нагреве проволоки до температуры 850-900 градусов С на установке электроконтактного нагрева с напряжением между жидким (свинец) и твердым контактом U=27В происходит растворение окислов железа разложение органических и неорганических загрязнителей, смазки. Расплав свинца очищает поверхность проволоки, выполняя роль обтира. Результаты испытаний механических свойств представлены в таблице. Таким образом, предлагаемый способ позволяет повысить механические свойства и эксплуатационные характеристики проволоки с алюмоцинковым покрытием.
ДивитисяДодаткова інформація
Автори англійськоюKokovikhin Yurii Ivanovych, Paradnia Pavlo Viktorovych, Pochta Viktor Mykolaiovych, Korovainyi Serhii Fedorovych, Scherbak Oleksandr Semenovych, Demianova Liudmyla Ivanivna, Hanina Lidiia Kyrylivna, Ivantsov Ivan Ivanovych
Автори російськоюКоковихин Юрий Иванович, Парадня Павел Викторович, Почта Виктор Николаевич, Коровайный Сергей Федорович, Щербак Александр Семенович, Демьянова Людмила Ивановна, Ганина Лидия Кирилловна, Иванцов Иван Иванович
МПК / Мітки
МПК: C21D 9/52
Мітки: одержання, спосіб, покриттям, дроту, комбінованим, стального, алюмоцинковим
Код посилання
<a href="https://ua.patents.su/1-21204-sposib-oderzhannya-stalnogo-drotu-z-kombinovanim-alyumocinkovim-pokrittyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання стального дроту з комбінованим алюмоцинковим покриттям</a>
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: B21B 45/02, C23F 15/00
Мітки: стального, спосіб, обробки, прокату
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Спосіб виготовлення електрода-дроту на основі міді або її сплава з цинком
Номер патенту: 8039
Опубліковано: 26.12.1995
Автори: Ганс Германні, Гейнріх Гроос
МПК: B23H 7/08
Мітки: міді, електрода-дроту, сплава, цинком, спосіб, виготовлення, основі
Формула / Реферат:
1. Способ изготовления электрода-проволоки на основе меди или ее сплава с цинком, включающий нанесение на проволоку слоя цинка, кадмия или сурьмы, отличающийся тем, что, с целью уменьшения износа при электроэрозионном вырезании, электрод-проволоку подвергают термообработке в атмосфере азота, аргона или водорода при 700-850°С в течение 0,096-0,3 мин с последующим охлаждением до 30-80°С в течение 0,02-0,2 мин.2. Способ по п. 1,...
Спосіб виготування порошкового дроту
Номер патенту: 12340
Опубліковано: 25.12.1996
Автори: Бать Юрій Ізраілевич, Писаренко Федір Олексійович, Потапенко Валентин Карпович, Тітієвський Володимир Маркович, Кочевенко Іван Іванович, Бать Сергій Юрійович
МПК: B23K 35/40
Мітки: спосіб, порошкового, виготування, дроту
Формула / Реферат:
Способ изготовления порошковой проволоки, включающий формирование из металлической ленты вогнутой оболочки, заполнение ее порошкообразным магнием и доломитом и замыкание оболочки, отличающийся тем, что оболочку заполняют послойно с образованием трех слоев, первый и третий из которых состоят из доломита, а второй- из магния или из смеси магния с доломитом.
Спосіб одержання вольфрамового дроту
Номер патенту: 7470
Опубліковано: 29.09.1995
Автори: Ткаченко Микола Якович, Лященко Віктор Павлович, Тітова Тетяна Іванівна
МПК: B21C 1/00
Мітки: дроту, вольфрамового, одержання, спосіб
Формула / Реферат:
1. Способ получения вольфрамовой проволоки, включающий прессование порошка, спекание и сварку штабиков, пластическую деформацию прутков с промежуточным отжигом и волочение проволоки до заданного диаметра, отличающийся тем, что сварку штабиков осуществляют путем термоциклической обработки при температуре 0,30-0,95 температуры плавления вольфрама, длительности термоцикла 120-300 с и количестве термоциклов 10-25. 2. Способ получения...
Спосіб обробки дроту та пристрій для його здійснення
Номер патенту: 6422
Опубліковано: 29.12.1994
Автори: Борисенко Гліб Павлович, Хакімов Віль Габдулажановіч, Диканський Юрій Юхимович, Пілюшенко Віталій Лаврентьович, Сікачин Ігор Васильович, Баришев Євген Володимирович, Коровайний Сергій Федорович, Подольскій Боріс Гєоргієвіч, Лохматов Олександр Павлович, Адамчук Владімір Стєпановіч, Крівощапов Владімір Васільєвіч, Кузьмичов Михайло Васильович, Рудаков Владімір Павловіч, Семьонов Віктор Константіновіч, Дем'янова Людміла Іванівна, Кузнєцов Євгеній Івановіч, Артьомов Володимир Васильович, Щербак Олександр Семенович, Покровков Микола Іванович
МПК: C21D 9/52
Мітки: дроту, пристрій, обробки, спосіб, здійснення
Формула / Реферат:
(57) 1. Способ обработки проволоки, включающий нагрев до 820-970°С, выдержку при этой температуре, интенсивное охлаждение от 400-550°С, окончательное охлаждение водой до цеховой температуры и очистку поверхности проволоки от окалины, отличающийся тем, что очистку поверхности проволоки от окалины проводят перед интенсивным охлаждением путем осуществления выдержки при температуре 820-970°С в восстановительной атмосфере в течение 5-15 с, а...
Попередній патент: Безтрансформаторне джерело електроживлення
Наступний патент: Дезінфекційний засіб
Випадковий патент: Прилад стимулювання біологічних процесів поляризованим випромінюванням