Спосіб обробки дроту та пристрій для його здійснення
Номер патенту: 6422
Опубліковано: 29.12.1994
Автори: Покровков Микола Іванович, Хакімов Віль Габдулажановіч, Кузнєцов Євгеній Івановіч, Лохматов Олександр Павлович, Пілюшенко Віталій Лаврентьович, Рудаков Владімір Павловіч, Кузьмичов Михайло Васильович, Диканський Юрій Юхимович, Баришев Євген Володимирович, Сікачин Ігор Васильович, Артьомов Володимир Васильович, Подольскій Боріс Гєоргієвіч, Крівощапов Владімір Васільєвіч, Борисенко Гліб Павлович, Коровайний Сергій Федорович, Дем'янова Людміла Іванівна, Адамчук Владімір Стєпановіч, Семьонов Віктор Константіновіч, Щербак Олександр Семенович

Формула / Реферат
(57) 1. Способ обработки проволоки, включающий нагрев до 820-970°С, выдержку при этой температуре, интенсивное охлаждение от 400-550°С, окончательное охлаждение водой до цеховой температуры и очистку поверхности проволоки от окалины, отличающийся тем, что очистку поверхности проволоки от окалины проводят перед интенсивным охлаждением путем осуществления выдержки при температуре 820-970°С в восстановительной атмосфере в течение 5-15 с, а интенсивное охлаждение ведут продувкой защитным газом со скоростью газового потока 8-170 м/с в течение 4-15 с.
2. Устройство для обработки проволоки, содержащее печь, камеру охлаждения с входными и выходными окнами, расположенный в полости камеры вентилятор, выходной патрубок которого трубопроводами соединен с холодильником и напорными коробками, имеющими щелевые сопла, отличающееся тем, что оно снабжено герметично примыкающим к камере охлаждения термостатом и V-образными центрирующими элементами, напорные короба с щелевыми соплами установлены вдоль камеры охлаждения по ходу технологического процесса, при этом центрирующие элементы расположены под каждым щелевым соплом в продольном направлении.
Текст
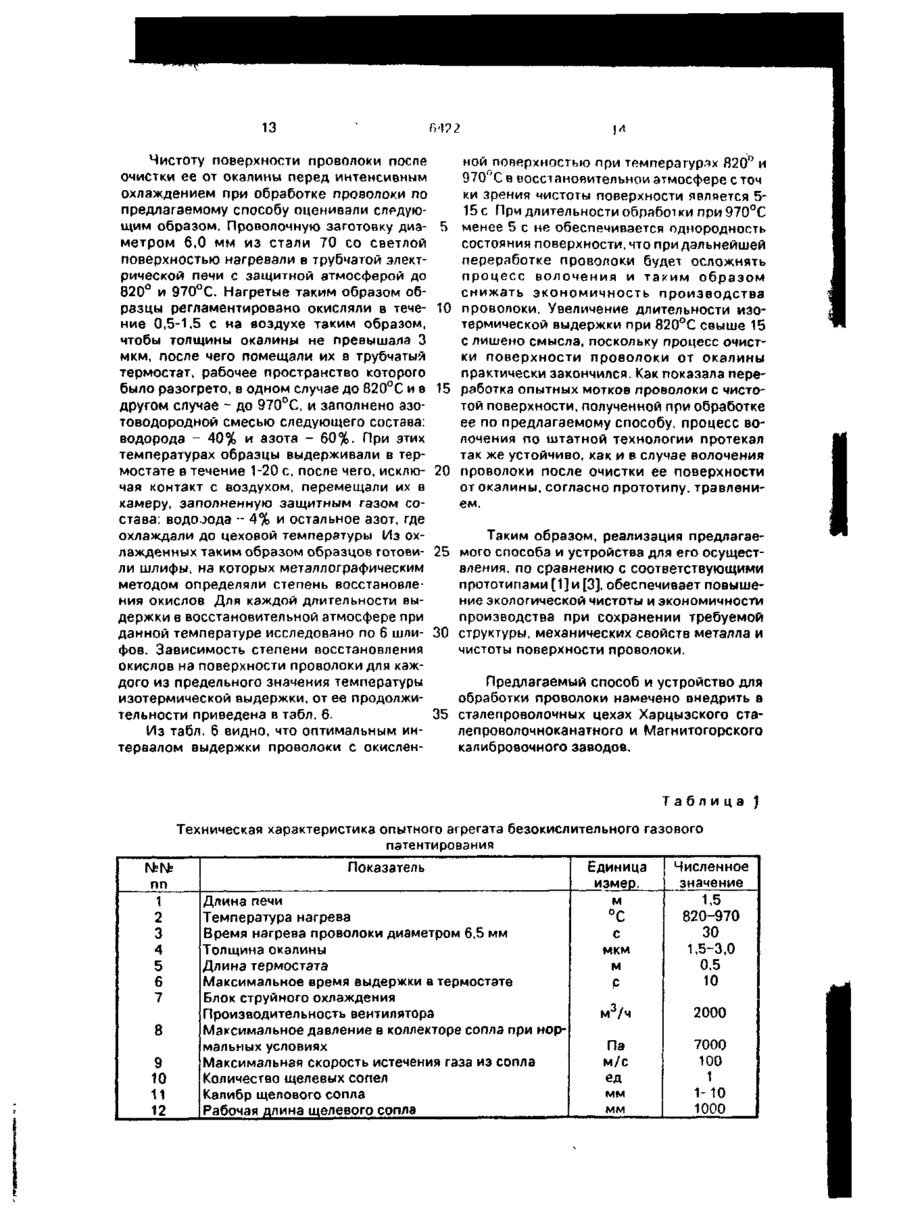
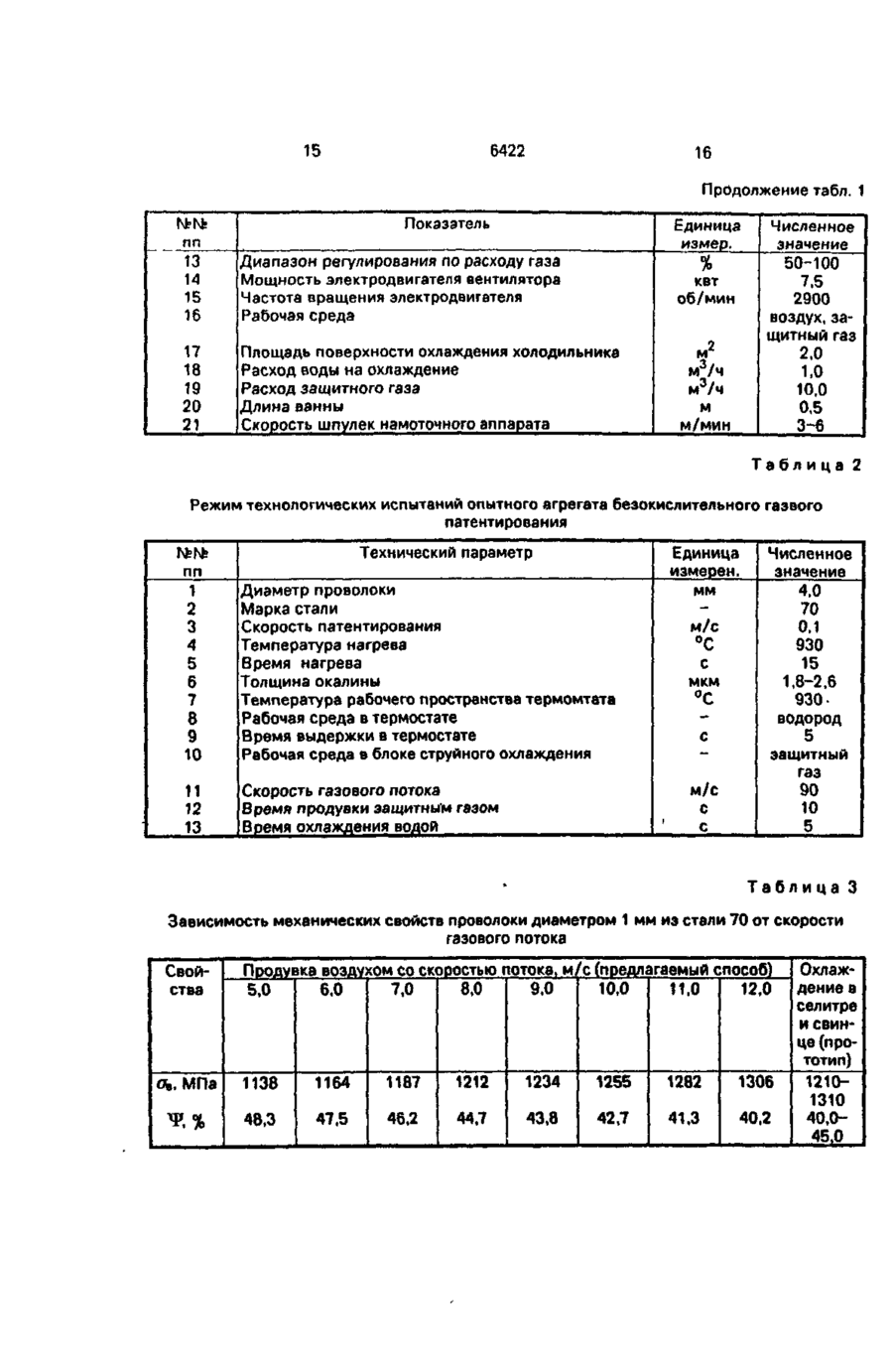
1. Способ обработки проволоки, включающий нагрев до 820-970°С, выдержку при этой температуре, интенсивное охлаждение от 400-550°С, окончательное охлаждение во дой до цеховой температуры и очистку поверхности проволоки от окалины, о т л и ч а ю щ и й с я тем, что очистку поверхности проволоки от окалины проводят перед интенсивным охлаждением путем осуществления выдержки при температуре 820-970°С в восстановительной атмосфере в течение 515 с, а интенсивное охлаждение ведут г.родувкой защитным газом со скоростью газового потока 8-170 м/с в течение 4-15 с. 2. Устройство для обработки проволоки, содержащее печь, камеру охлаждения с входными и выходными окнами, расположенный в полости камеры вентилятор, выходной патрубок которого трубопроводами соединен с холодильником и напорными коробками, имеющими щелевые сопла, отлич а ю щ е е с я тем, что оно снабжено герметично примыкающим к камере охлаждения термостатом и V-обраэными центрирующими элементами, напорные короба с щелевыми соплами установлены вдоль камеры охлаждения по ходу технологического процесса, при этом центрирующие элементы расположены под каждым щелевым соплом в продольном направлении. С > О 64?? Изобретение относится к области кислыми стоками и продуктами их нейтралиметизного производства, конкретнее к прозации. изводству проволоки, и может быть испольЗадача изобретения заключается в раззовано в сталепроволочных цехах при работке способа обработки проволоки с патентировании проволоки 5 обеспечением экологически чистой окружаОдним из видов термической обработки ющей среды, изысканием дополнительных в сталепроволочных цехах является патентехнологических операций и оптимальных тирование проволоки в расплавах свинца условий их совокупного применения, позвоили селитры с последующим удалением окаляющих увеличить выход годной продукции, лины кислотным травлением. С целью новы- 10 исключить кислотное травление провошения экономичности и экологической лочной заготовки перед нанесением на ее чистоты этого процесса в настоящее время поверхность подсмазочного слоя и одновреразрабатываются и^внедряются новые его менно получить структуру металла и механиразновидности. ческие свойства проволоки такие же как и 15 при традиционном патентировании, но без Наиболее близким к заявляемому по применения расплавов свинца или селитры. технической сущности и достигаемому эфПоставленная задача решается тем, что фекту является способ, включающий нагрев в способе обработки проволоки, включаюдо 820-970°С, выдержку при этой температущем нагрев до 820-970°С, выдержку при ре, интенсивное охлаждение до 400-550°С 20 этой температуре, интенсивное охлаждение погружением в ванну с расплавом свинца до 400-550°С, окончательное охлаждение или селитры, окончательное охлаждение водой до цеховой температуры и очистку водой до цеховой температуры и очистку поверхности проволоки от окалины, соповерхности проволоки от окалины травлегласно изобретению, очистку поверхности нием, промывку водой и нанесение на по- 25 проволоки от окалины проводят перед инверхность проволоки подсмазочного слоя тенсивным охлаждением путем осуществления выдержки при температуре 820-970°С в [1]. восстановительной атмосфере в течение 5Недостатком прототипа является недо15 с, а интенсивное охлаждение ведут простаточная его экономичность и экологичедувкой защитным газом со скоростью ская чистота. Для получения заданной 30 газового потока 8-170 м/с в течение 4-15 с. структуры металла и соответствующих ей В предлагаемом способе выдержка при механических свойств в этом процессе притемпературе 820-970°С в восстановительменяют такие дорогостоящие и дефицитные ной атмосфере в течение 5-15 с и последуюматериалы, как свинец, селитра и др. Поддержание постоянной температуры распла- 35 щее интенсивное охлаждение продувкой защитным газом производятся для исключевов этих материалов требует постоянных и ния очистки поверхности проволоки от оказначительных расходов различных энерголины травлением и повышения за счет этого носителей. Кроме того, испарения расплаэкологической чистоты и экономичности вов свинца и селитры загрязняют атмосферу цеха, а растворенные в промывных водах 40 производства проволоки. остатки селитры после интенсивного охлажПрименение выдержки при температуре дения проволоки в расплавах, загрязняют аустенитизации в восстановительной атмосприлегающие водоемы и местность. В этом фере перед патентированием проволоки в случае требуются дополнительные затраты на осуществление здоровых условий труда и 45 расплавах селитры и свинца не позволят повысить экологическую чистоту и эконосоответствующих природоохранных мер. мичность ее производства за счет исключеКроме того, нагреэ проволоки до 820-970°С, ния очистки поверхности проволоки от выдержка при этой температуре, погружеокалины травлением, так как применяемые ние в ванну с расплавом селитры сопровождаются окислением поверхности проволоки, 50 в настоящее время расплавы азотнокислых солей натрия вызывают заметное окисление в результате чего потери металла в окалину свежевосстановленной поверхности, что и соответствующее им снижение выхода требует дальнейшего удаления окислов годной продукции достигают 5-14 кг/т. Очитравлением, а свинец, налипший на активстка поверхности проволоки от окалины травлением, являющаяся необходимой тех- 55 ную восстановленную поверхность проволоки, даже при дальнейшем травлении вообще нологической операцией перед нанесением удаляется с большим трудом вследствие слана нее подсмазочного слоя, не только требубого химического взаимодействия и делает ет значительных материальных затрат, но и проволоку не пригодной для дальнейшей ее сильно загрязняет атмосферу цеха парами переработки. кислоты и окружающую местность серно 6422 Применение выдержки при температуре аустенитизации в восстановительной атмосфере для производства высокопрочной проволоки без применения расплавов селитры и свинца неизвестно. Поэтому предлагаемая 5 выдержка при температуре 820-970°С в восстановительной атмосфере в течение 4-15 с и последующее охлаждение продувкой защитным газом, являясь технической новизной, одновременно позволяет получить 10 новый положительный эффект - исключить травление поверхности металла при производстве высокопрочной проволоки без применения расплавов селитры и свинца. Предлагаемый способ осуществляется 15 следующим образом. Проволочную заготовку разматывают и нагревают нитью в печи с малоокислительной атмосферой до 820-970°С. При таком нагреве в печах современной конструкции, 20 как показывают исследования, поверхность проволоки окисляется на глубину до 3,0 мкм. После этого проволока поступает в термостат, рабочее пространство которого разогрето соответственно до 820-970°С и 25 заполнено восстановительным газом, например смесью водорода и азота, где производят выдержку ее в течение 5-15 с. Указанная длительность изотермической выдержки обеспечивает завершение про- 30 цесса аустенитизации и полное восстановление окисленной поверхности проволоки до чистого железа. Очищенная таким образом от окалины проволока поступает в блок струйного охлаждения, где интенсивное ее 35 охлаждение ведут продувкой защитным газом со скоростью газового потока 8-170 м/с в течение 4-15 с, при этом температура проволоки снижается до 400-450°С. Охлажденная таким образом проволока с чистой и 40 свободной от окалины поверхностью, выходя из блока струйного охлаждения, окончательно охлаждается до цеховой температуры водой и сматывается в моток или на шпулю. 45 Предлагаемый способ существенно повышает экологическую чистоту и экономичность производства проволоки. Выдержка проволоки, нагретой до 820970°С, с поверхностью, окисленной на глу- 50 бину до 3 мкм при температуре 820-970°С в восстановительной атмосфере в течение 515 с, обеспечивая практически полную очистку поверхности от окалины, исключает необходимость применения для этой цели 55 дорогостоящей серной или соляной кислоты, извести, других материалов и энергоресурсов. В результате этого существенно снижаются эксплуатационные расходы на патентирование проволоки и ликвидируется загрязнение цеха испарениями кислотных растворов и окружающей среды сернокислыми стоками и продуктами нейтрализации Интенсивное охлаждение продувкой газом со скоростью газового потока 8-170 м/с в течение 4-15 с, обеспечивал необходимые прочностные свойства проволоки, исключает необходимость применения для этой цели дорогостоящих и дефицитных материалов, свинца и селитры. В результате этого снижаются эксплуатационные расходы на патентирование проволоки и ликвидируется загрязнение цеха испарениями расплавов свинца и селитры. Кроме этого, по сравнению с прототипом отпадает необходимость очищать поверхность проволоки от остатков селитры растворением их в промывных водах и тратить определенные средства на очистку этих вод, что также заметно повышает экономичность процесса и его экологическую чистоту. Предлагаемый способ предназначен, в основном, для обработки проволоки диаметром 1,0-8,0 мм. Интенсивное охлаждение продувкой газом со скоростью газового потока 8-170 м/с в течение 4-15 с обеспечивает получение требуемой структуры металла и прочностных свойств проволоки соответственно диаметром 1,0 и 8,0 мм Снижение скорости газового потока до величин менее 8 м/с не имеет смысла, так как при этом предел прочности
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of wire and device for inplementation thereof
Автори англійськоюBorysenko Hlib Pavlovych, Piliushenko Vitalii Lavrentiiovych, Lokhmatov Oleksandr Pavlovych, Baryshev Yevhen Volodymyrovych, Kuzmychov Mykhailo Vasyliovych, Sikachyn Ihor Vasyliovych, Podolskii Borys Heorhievich, Korovainyi Serhii Fedorovych, Scherbak Oleksandr Semenovych, Artiomov Volodymyr Vasyliovych, Dykanskyi Yurii Yukhymovych, Pokrovkov Mykola Ivanovych, Demianova Liudmyla Ivanivna, Krivoschapov Vladimir Vasilevich, Adamchuk Vladimir Stepanovich, Kuznetsov Yevhenii Ivanovich, Khakimov Vil Habdulazhanovich, Semionov Viktor Konstantinovich, Rudakov Vladimir Pavlovich
Назва патенту російськоюСпособ обработки проволки и устройства для его выполнения
Автори російськоюБорисенко Глеб Павлович, Пилюшенко Виталий Лаврентьевич, Лохматов Александр Павлович, Барышев Евгений Владимирович, Кузьмичов Михаил Васильевич, Сикачин Игорь Васильевич, Подольский Борис Георгиевич, Коровайный Сергей Федорович, Щербак Александр Семенович, Артемов Владимир Васильевич, Диканский Юрий Юхимович, Покровков Николай Иванович, Демьянова Людмила Ивановна, Кривощапов Владимир Васильевич, Адамчук Владимир Степанович, Кузнецов Евгений Иванович, Хакимов Виль Габдулажанович, Семенов Виктор Константинович, Рудаков Владимир Павлович
МПК / Мітки
МПК: C21D 9/52
Мітки: спосіб, здійснення, пристрій, дроту, обробки
Код посилання
<a href="https://ua.patents.su/12-6422-sposib-obrobki-drotu-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки дроту та пристрій для його здійснення</a>
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: B21B 45/02, C23F 15/00
Мітки: стального, спосіб, прокату, обробки
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Спосіб обробки зерна і круп та пристрій для його здійснення
Номер патенту: 3270
Опубліковано: 26.12.1994
Автори: Звєрєв Сєргєй Васільєвіч, Цигульов Олег Васильович, Тюрєв Євгєній Пєтровіч
МПК: F26B 3/30, A23K 1/14, A23K 1/00, A23L 1/00
Мітки: пристрій, зерна, здійснення, спосіб, круп, обробки
Формула / Реферат:
1. Способ обработки зерна и крупы, включающий воздействие на них потоком электромагнитного излучения в инфракрасном диапазоне, отличающийся тем, что воздействие осуществляют в течение трех следующих друг за другом этапов, первый из которых осуществляют с длиной волны 0,96 - 1 мкм, плотностью потока 28 - 30 кВт/м2 и экспозицией 10 - 15 сек. второй - с длиной волны 1,4 - 1,6 мкм, плотностью потока 28 - 30 кВт/м2 и экспозицией 30 - 40 сек,...
Спосіб токарної обробки асферичних поверхонь та пристрій для його здійснення
Номер патенту: 3476
Опубліковано: 27.12.1994
Автори: Крячек Борис Степанович, Люненко Микола Кузьмич, Добровольський Геннадій Георгійович
МПК: B23B 5/00
Мітки: токарної, асферичних, спосіб, здійснення, обробки, поверхонь, пристрій
Формула / Реферат:
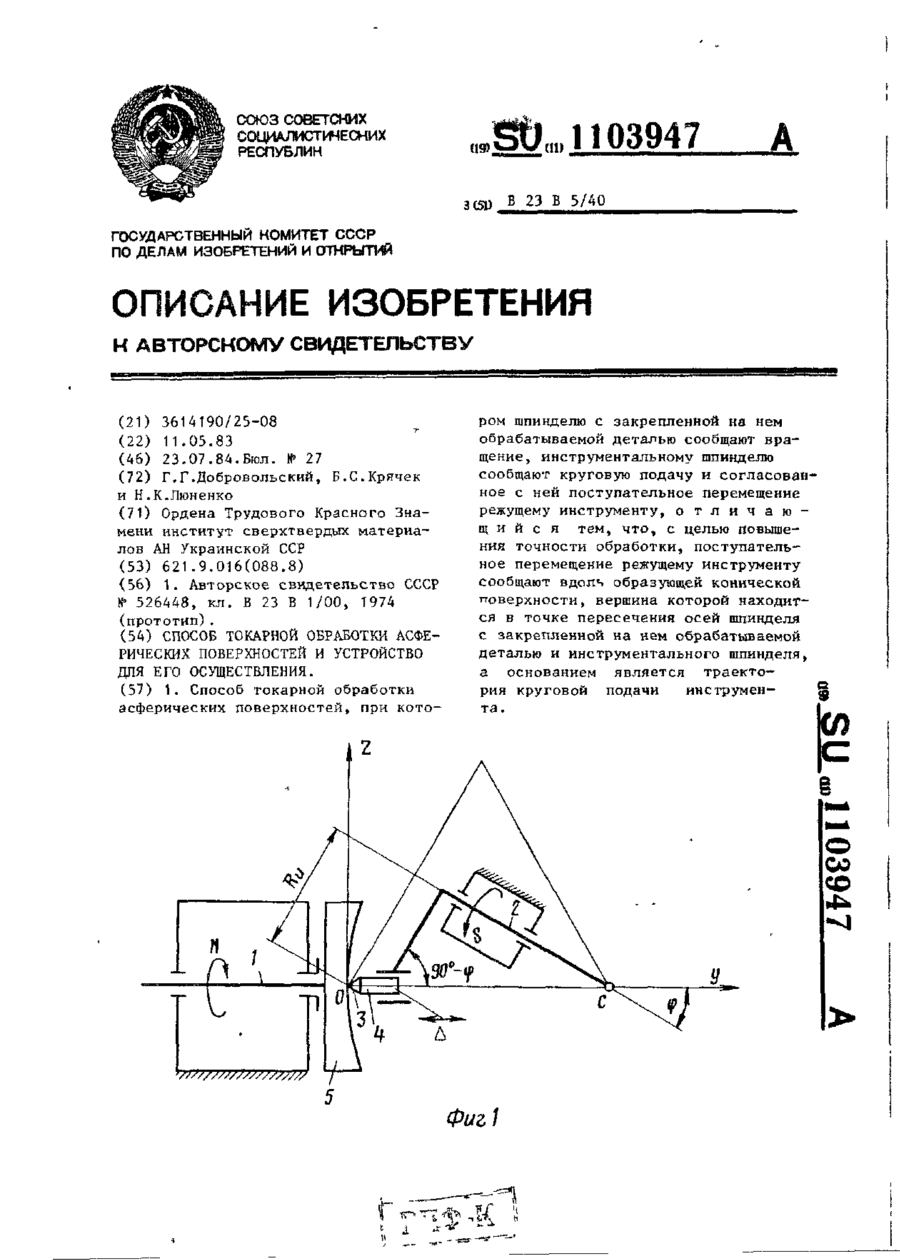
1. Способ токарной обработки асферических поверхностей, при котором шпинделю с закрепленной на нем обрабатываемой деталью сообщают вращение, инструментальному шпинделю сообщают круговую подачу и согласованное с ней поступательное перемещение режущему инструменту, отличающийся тем, что, с целью повышения точности обработки, поступательное перемещение режущему инструменту сообщают вдоль образующей конической поверхности, вершина которой...
Спосіб налагодження верстату для обробки поверхонь обертання та пристрій для його здійснення

Номер патенту: 2427
Опубліковано: 26.12.1994
Автори: Єфремов Володимир Борисович, Баришников Олександр Олександрович, Мельниченко Володимир Васильйович, Добровольський Геннадій Георгійович, Муравський Аркадій Миколайович
МПК: B23B 25/00
Мітки: здійснення, обробки, спосіб, налагодження, поверхонь, верстату, обертання, пристрій
Формула / Реферат:
1. Способ наладки станка для обработки поверхностей вращения, заключающийся в измерении одновысотности и параллельности осей шпинделя и суппорта, регистрации и анализе результатов измерения с последующим устранением рассогласований, отличающийся тем, что, с целью повышения точности формообразования, измеряют величины перемещения оси суппорта от контрольной поверхности в середине и на максимальных удалениях контролируемого участка для...
Спосіб очищення металевих виробів від окалини і пристрій для його здійснення
Номер патенту: 2686
Опубліковано: 26.12.1994
Автори: Дручок Генріетта Володимирівна, Касьяновський Вячеслав Аркадійович, Виноградова Валентина Василівна, Галак Микола Матвійович, Гетьман Віктор Андрійович, Крихта Валерій Петрович, Лозовий Віктор Іванович, Євдохін Олексій Іванович
МПК: B08B 3/10, B08B 3/08, C23G 3/00, B08B 7/04
Мітки: пристрій, металевих, спосіб, виробів, окалини, здійснення, очищення
Формула / Реферат:
1. Способ очистки металлических изделий от окалины, включающий нагрев щелочи переменным магнитным полем и размещение в расплаве щелочи металлических изделий, отличающийся тем, что нагрев осуществляется вначале чередующимися переменными магнитными полями с силовыми линиями, направленными противоположно в двух соседних полях, а затем нагрев магнитными полями осуществляют попеременно в верхних и нижних слоях расплава с частотой 50...
Попередній патент: Аналізатор спектра електричних сигналів
Наступний патент: Завантажувальний пристрій до токарного багатошпиндельного верстата
Випадковий патент: Абразивне клиновидне свердло