Спосіб підвищення тріщиностійкості інструмента
Номер патенту: 22093
Опубліковано: 30.04.1998
Автори: Гладкий Ярослав Миколайович, Семенюк Валерій Іваннович, Сілін Радомир Іванович
Завантажити PDF файл.
Формула / Реферат
Способ повншения трещиностойкости инструмента, включающий подготовку поверхности металла, осаждение хрома, промнвку й сушку, отличающийся тем, что "залечивание" поверхностных дефектов осуществляют путем обработки инструмента в химическом растворе, состоящем из, г:
Щавелевая кислота 30
Дистиллированная вода До 900
Бихромат калия 50
Азотнокислий натрий 3в течение 20-30 мин при температуре 50-60°
Текст
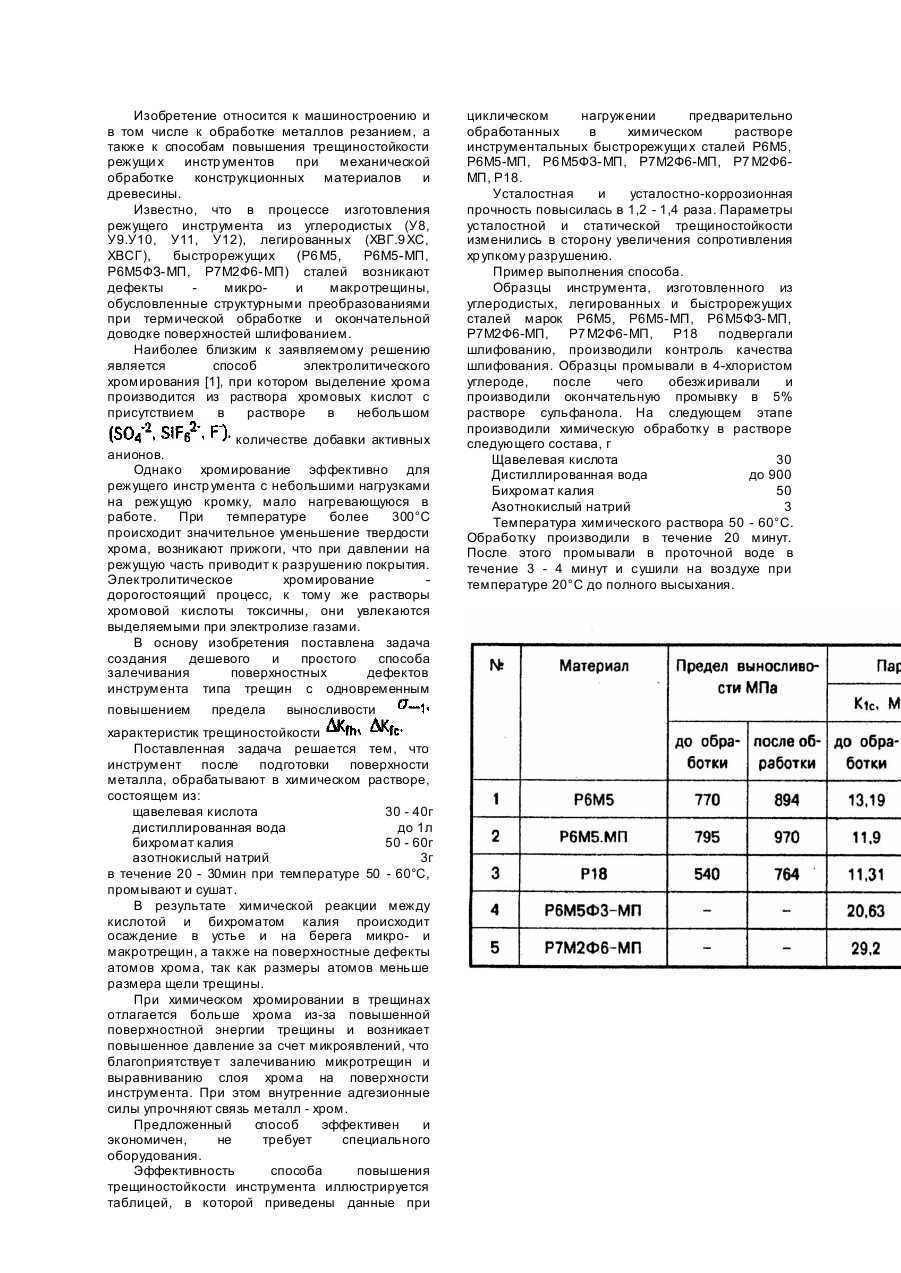
Изобретение относится к машиностроению и в том числе к обработке металлов резанием, а также к способам повышения трещиностойкости режущи х инстр ументов при механической обработке конструкционных материалов и древесины. Известно, что в процессе изготовления режущего инструмента из углеродистых (У8, У9.У10, У11, У12), легированных (ХВГ.9 ХС, ХВСГ), быстрорежущих (Р6 М5, Р6М5-МП, Р6М5ФЗ-МП, Р7М2Ф6-МП) сталей возникают дефекты микрои макротрещины, обусловленные структурными преобразованиями при термической обработке и окончательной доводке поверхностей шлифованием. Наиболее близким к заявляемому решению является способ электролитического хромирования [1], при котором выделение хрома производится из раствора хромовых кислот с присутствием в растворе в небольшом количестве добавки активных анионов. Однако хромирование эффективно для режущего инстр умента с небольшими нагрузками на режущую кромку, мало нагревающуюся в работе. При температуре более 300°C происходит значительное уменьшение твердости хрома, возникают прижоги, что при давлении на режущую часть приводит к разрушению покрытия. Электролитическое хромирование дорогостоящий процесс, к тому же растворы хромовой кислоты токсичны, они увлекаются выделяемыми при электролизе газами. В основу изобретения поставлена задача создания дешевого и простого способа залечивания поверхностных дефектов инструмента типа трещин с одновременным повышением предела выносливости характеристик трещиностойкости Поставленная задача решается тем, что инструмент после подготовки поверхности металла, обрабатывают в химическом растворе, состоящем из: щавелевая кислота 30 - 40г дистиллированная вода до 1л бихромат калия 50 - 60г азотнокислый натрий 3г в течение 20 - 30мин при температуре 50 - 60°C, промывают и сушат. В результате химической реакции между кислотой и бихроматом калия происходит осаждение в устье и на берега микро- и макротрещин, а также на поверхностные дефекты атомов хрома, так как размеры атомов меньше размера щели трещины. При химическом хромировании в трещинах отлагается больше хрома из-за повышенной поверхностной энергии трещины и возникает повышенное давление за счет микроявлений, что благоприятствуе т залечиванию микротрещин и выравниванию слоя хрома на поверхности инструмента. При этом внутренние адгезионные силы упрочняют связь металл - хром. Предложенный способ эффективен и экономичен, не требует специального оборудования. Эффективность способа повышения трещиностойкости инструмента иллюстрируется таблицей, в которой приведены данные при циклическом нагружении предварительно обработанных в химическом растворе инструментальных быстрорежущи х сталей Р6М5, Р6М5-МП, Р6 М5ФЗ-МП, Р7М2Ф6-МП, Р7 М2Ф6МП, Р18. Усталостная и усталостно-коррозионная прочность повысилась в 1,2 - 1,4 раза. Параметры усталостной и статической трещиностойкости изменились в сторону увеличения сопротивления хр упкому разрушению. Пример выполнения способа. Образцы инструмента, изготовленного из углеродистых, легированных и быстрорежущих сталей марок Р6М5, Р6М5-МП, Р6 М5ФЗ-МП, Р7М2Ф6-МП, Р7 М2Ф6-МП, Р18 подвергали шлифованию, производили контроль качества шлифования. Образцы промывали в 4-хлористом углероде, после чего обезжиривали и производили окончательную промывку в 5% растворе сульфанола. На следующем этапе производили химическую обработку в растворе следующего состава, г Щавелевая кислота 30 Дистиллированная вода до 900 Бихромат калия 50 Азотнокислый натрий 3 Температура химического раствора 50 - 60°C. Обработку производили в течение 20 минут. После этого промывали в проточной воде в течение 3 - 4 минут и сушили на воздухе при температуре 20°C до полного высыхания.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for increase of metal crack growth resistance
Автори англійськоюGladkyi Yaroslav Mykolaiovych, Silin Radomir Ivanovych, Semeniuk Valerii Ivanovych
Назва патенту російськоюСпособ повышения трещиностойкости инструмента
Автори російськоюГладкий Ярослав Николаевич, Силин Радомир Иванович, Семенюк Валерий Иванович
МПК / Мітки
МПК: C21D 7/00, C23C 16/00
Мітки: спосіб, тріщиностійкості, підвищення, інструмента
Код посилання
<a href="https://ua.patents.su/1-22093-sposib-pidvishhennya-trishhinostijjkosti-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб підвищення тріщиностійкості інструмента</a>
Спосіб підвищення зносостійкості оброблюючого інструменту
Номер патенту: 21352
Опубліковано: 02.12.1997
Автори: Пастух Ігор Маркович, Каплун Віталій Григорович
МПК: C23C 4/00, C22C 27/00
Мітки: оброблюючого, інструменту, підвищення, зносостійкості, спосіб
Формула / Реферат:
Способ повьішения износостойкости обрабатывающего инструмента, включающий оснашение режущего инструмента механически закрепляемыми твердосплавними режущими злементами, отличающийся тем, что твердо-сплавньїе режуїдие злементн предварительно подвергают диффузионному упрочнению поверхности ионно-плазмснным методом.
Середовище для сульфідування ріжучого інструмента
Номер патенту: 9476
Опубліковано: 30.09.1996
Автори: Олофінський Василь Йосипович, Скок Тамара Павлівна, Уразаєв Тімур Юсупович, Лещинський Віктор Лукич, Лупкін Борис Володимирович
МПК: C23C 8/00
Мітки: інструмента, середовище, ріжучого, сульфідування
Формула / Реферат:
Среда для сульфидирования режущего инструмента, содержащая минеральное масло и серу, отличающаяся тем, что, с целью увеличения эксплуатационной стойкости, она дополнительно содержит канифоль, стеарин и натуральную олифу при следующем соотношении ингредиентов, мас.%:сера 10-11канифоль 38-39масло минеральное 12-13стеарин 26-27олифа...
Зв’язка абразивного інструмента

Номер патенту: 17035
Опубліковано: 18.03.1997
Автори: Черних Валентина Петрівна, Рубан Феодосій Григорович, Шепелев Анатолій Олександрович
МПК: B24D 3/06
Мітки: зв'язка, інструмента, абразивного
Формула / Реферат:
1. Связка абразивного инструмента, содержащая боросиликатное стекло, алюминий, медь, титан и наполнители, отличающаяся тем, что она содержит в качестве наполнителей цинк и нитрид кремния, при следующем соотношении компонентов, мас.%:2. Связка по п.1, отличающаяся тем, что боросиликатное стекло имеет следующий состав, мас.%:
Спосіб одержання кремнезему, який містить на поверхні шестивалентний хром
Номер патенту: 5832
Опубліковано: 29.12.1994
Автори: Борисенко Микола Васильович, Бабич Ігор Вячеславович, Плюто Юрій Володимирович, Чуйко Олексій Олексійович, Богатирьов Віктор Михайлович
МПК: C01B 33/18
Мітки: містить, кремнезему, хром, шестивалентний, спосіб, одержання, поверхні
Формула / Реферат:
Способ получения кремнезема, содержащего на поверхности шестивалентный хром, включающий обработку кремнезема парами оксихлорида хрома, отличающийся тем, что, с целью увеличения содержания шестивалентного хрома на поверхности частиц, кремнезем последовательно обрабатывают при комнатной температуре оксихлоридом хрома в течение 30-60 мин и газообразным аммиаком в течение 5-20 мин с последующей термообработкой при 380-560 °С в течение 5-30...
Технологічна смазка для ріжучого інструмента
Номер патенту: 11351
Опубліковано: 25.12.1996
Автори: Лещинський Віктор Лукич, Олофінський Василь Йосифович, Зайцев Ігор Семенович, Лупкін Борис Володимирович
МПК: C10M 169/04, C10N 30/06, C10M 129/40, C10M 129/62, C10M 109/00, C10M 105/00, C10M 125/06, C10N 40/24
Мітки: інструмента, смазка, ріжучого, технологічна
Формула / Реферат:
Технологическая смазка для режущего инструмента, содержащая канифоль, серу, стеарин, соль щелочного металла высшей жирной кислоты и минеральное масло, отличающаяся тем, что, с целью повышения стойкости режущего инструмента, смазка содержит указанные компоненты в следующих количествах, мас.%:канифоль 30-32сера...
Попередній патент: Спосіб з’єднання титанової деталі з другою металічною деталлю
Наступний патент: Hагрівальhий прилад
Випадковий патент: Спосіб одержання спирту-сирцю для настоянки віскі