Технологічна смазка для ріжучого інструмента
Номер патенту: 11351
Опубліковано: 25.12.1996
Автори: Лещинський Віктор Лукич, Зайцев Ігор Семенович, Лупкін Борис Володимирович, Олофінський Василь Йосифович
Формула / Реферат
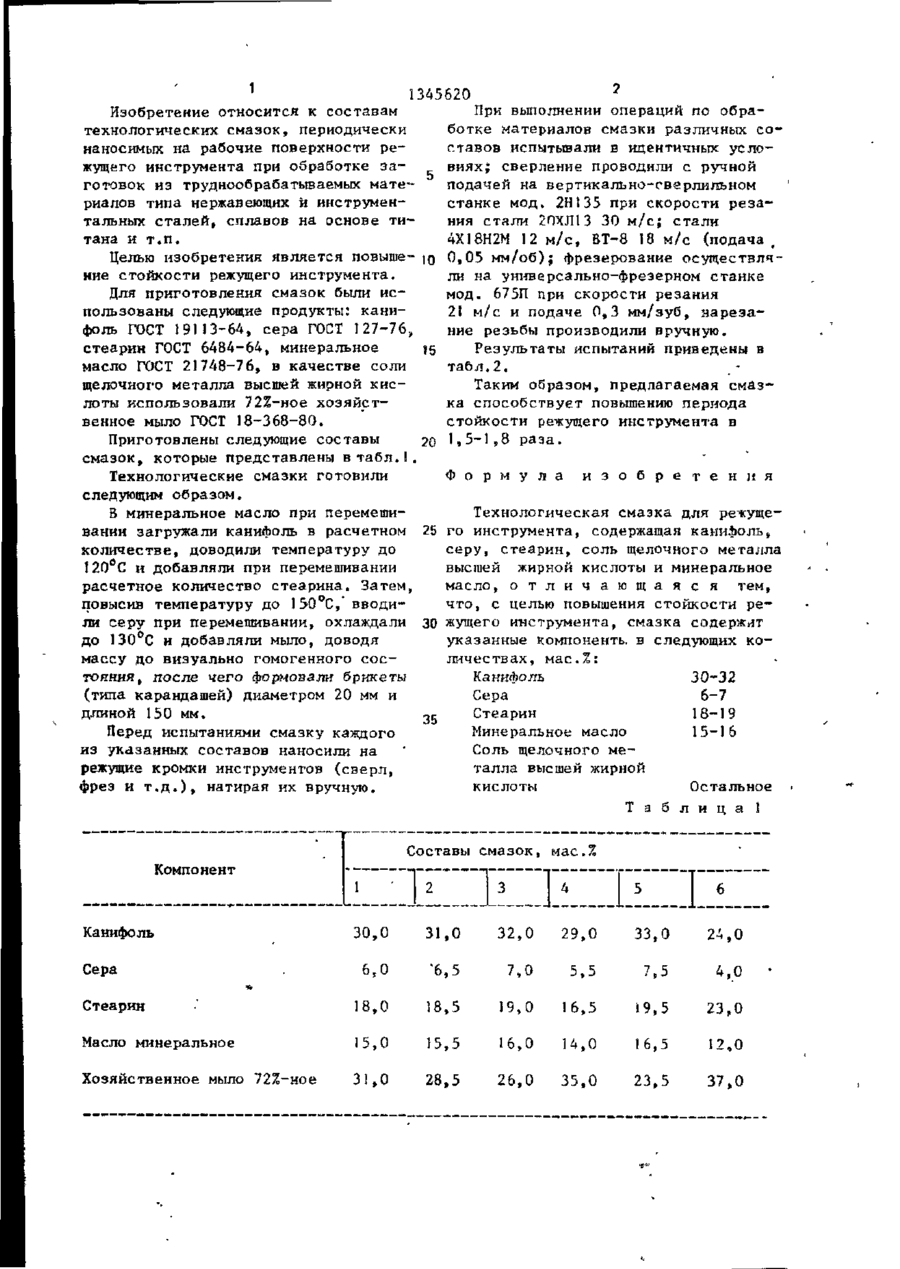
Технологическая смазка для режущего инструмента, содержащая канифоль, серу, стеарин, соль щелочного металла высшей жирной кислоты и минеральное масло, отличающаяся тем, что, с целью повышения стойкости режущего инструмента, смазка содержит указанные компоненты в следующих количествах, мас.%:
канифоль 30-32
сера 6-7
стеарин 18-19
минеральное масло 15-16
соль щелочного металла высшей жирной кислоты остальное.
Текст
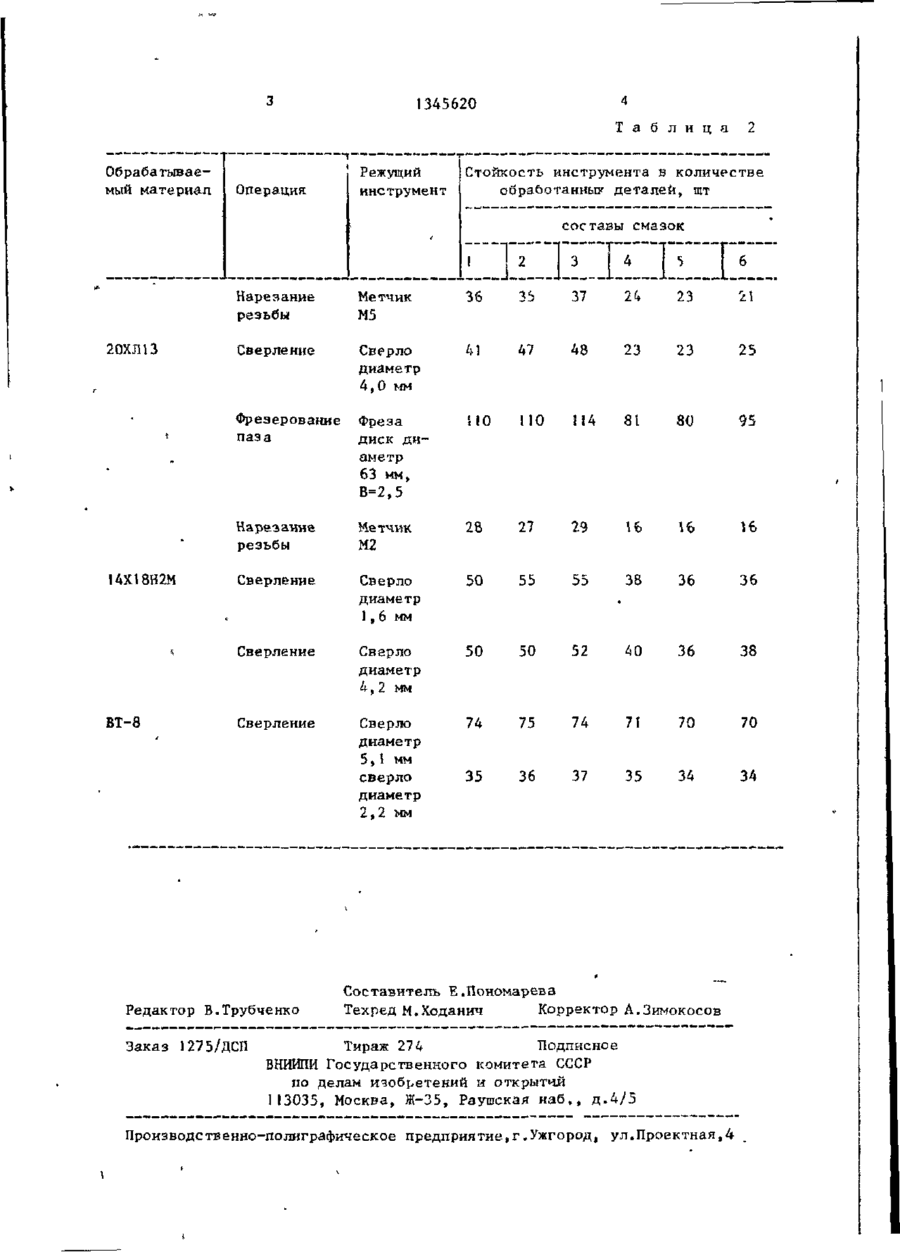
Изобретение относится к технологическим смазкам, наносимым на р а б о чие поверхности режущего инструмента J125 С 10 М 169/04//(С ЮМ 169/04, 105:24, 104:00, 125:06, 129:40, 129:62) С 10 N 30:06» 40:24 при обработке з а г о т о в о к из труднообрабатываемЕ>гК ма те риалов типа нержаве ющих и инструментальных с т а л е й и сплавов на основе т и т а н а . Повышение стойкости режущего инструмента д о с т и г а е т с я модифицированной технологичес кой смазкой, содержащей, мае.%: канифоль 3 0 - 3 2 ; с е р у 6-7; стеарин 1 8 - 1 9 ; минеральное масло 15-16; соль щелочного металла высшей ЖИРНОЙ КИСЛОТЫ до 100. Смазка повышает с т о й к о с т ь ре жущего инструмента в 1,5-1,8 р а з а . 2 табл. ІСО 1 345620 * При выполнении операций по обраИзобретение относится к составам ботке материалов смазки различных сотехнологических смазок, периодически ставов испытывали в идентичных услонаносимых на рабочие поверхности режущего инструмента при обработке з а - _ виях; сверление проводили с ручной подачей на вертикально-сверлильном готовок из труднообрабатываемых матестанке мод, 2Н135 при скорости резариалов типа нержавеющих и инструменния стали 2ОХЛ13 30 м/с; стали тальных сталей, сплавов на основе ти4Х18Н2М 12 м/с, ВТ-8 18 м/с (подача, тана и т . п . Целью изобретения является повыше- 10 0,05 мм/об); фрезерование осущестзлиние стойкости режущего инструмента. ли на универсально-фрезерном станке Для приготовления смазок были исмод. 675П при скорости резания пользованы следующие продукты: кани21 м/с и подаче 0,3 мм/зуб, нарезафоль ГОСТ 19113-64, сера ГОСТ 127-76, ние резьбы производили вручную. стеарин ГОСТ 6484-64, минеральное 15 Результаты испытаний приведены в масло ГОСТ 21748-7 6, в качестве соли таЬл.2. щелочного металла высшей жирной кисТаким образом, предлагаемая смазлоты использовали 72%-ное хозяйстка способствует повышению периода венное мыло ГОСТ 18-368-80. стойкости режущего инструмента в Приготовлены следующие составы 20 1.5-1,8 раза. смазок, которые представлены в т а б л . 1 . Ф о р м у л а и з о б р е т е н и я Технологические смазки готовили следующим образом. Технологическая смазка для режущеВ минеральное масло при перемешивании загружали канифоль в расчетном 25 го инструмента, содержащая канифоль, серу, стеарин, соль щелочного металла количестве, доводили температуру до высшей жирной кислоты и минеральное 120°С и добавляли при перемешивании масло, о т л и ч а ю щ а я с я тем, расчетное количество стеарина. Затем, что, с целью повышения стойкости реповысив температуру до 150°С,' вводили серу при перемешивании, охлаждали 30 жущего инструмента, смазка содержит указанные компонента в следующих кодо 130°С и добавляли мыло, доводя личествах, мас.%: массу до визуально гомогенного состояния, после чего формовали брикеты Канифоль 30-32 (типа карандашей) диаметром 20 мм и Сера 6-7 длиной 150 мм. Стеарин 18-19 35 Минеральное масло 15-16 Перед испытаниями смазку каждого из указанных составов наносили на Соль щелочного мережущие кромки инструментов (сверл, талла высшей жирной фрез и т . д . ) , натирая их вручную. кислоты Остальное Т а б л и ц а Составы смазок, мас.% Компонент Канифоль 30, 0 31,0 32,0 29,0 33,0 24,0 6, 0 •6,5 7,0 5,5 7,5 4,0 Стеарин 18, 0 18,5 19,0 16,5 19,5 23,0 Масло минеральное 15, 0 15,5 16,0 14,0 16,5 12,0 Хозяйственное мыло 72%-ное 31, 0 28,5 26,0 35,0 23,5 37,0 Сера Ї 1345620 Т а б л и ц а Обрабатываемый материал — _ 1 Операция Режущий инструмент 2 Стойкость инструмента в количестве обработанных деталей, шт составы смазок 3 • К ] 1* Г 6 36 ЗЬ 37 П 23 21 Нарезание резьбы 41 47 48 23 23 25 Фреза диск ди аметр 63 мм, В=2,5 МО ПО И4 81 80 95 Метчик 28 27 29 16 16 16 Сверление Сверло диаметр 1,6 мм 50 55 55 38 36 36 Сверление ВТ-8 Сверло диаметр 4,0 мм Нарезание резьбы 1Ш8Н2М Сверление Фрезерование паза 20ХЛ13 Метчик Сверло диаметр 4, 2 мм 50 50 52 40 36 38 Сверление Сверло диаметр 5,1 мм сверло диаметр 2,2 мм 74 75 74 71 70 70 35 36 37 35 34 34 Редактор В.Трубченко Заказ 1275/ДСП М5 М2 Составитель Е.Пономарева Техред М.Ходанич Корректор А.Зимокосов Тираж 274 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская н а б . , д . 4 / 5 Производственно-полиграфическое предприятие,г,Ужгород, ул.Проектная,4
ДивитисяДодаткова інформація
Назва патенту англійськоюProcessing lubricant for cutting tool
Автори англійськоюLeschynskyi Viktor Lukych, Lupkin Borys Volodymyrovych, Zaitsev Ihor Semenovych, Olofinskyi Vasyl Iosypovych
Назва патенту російськоюТехнологическая смазка для режущего инструмента
Автори російськоюЛещинский Виктор Лукич, Лупкин Борис Владимирович, Зайцев Игорь Семенович, Олофинский Василий Иосифович
МПК / Мітки
МПК: C10M 105/00, C10M 169/04, C10N 40/24, C10N 30/06, C10M 129/62, C10M 109/00, C10M 125/06, C10M 129/40
Мітки: інструмента, смазка, ріжучого, технологічна
Код посилання
<a href="https://ua.patents.su/4-11351-tekhnologichna-smazka-dlya-rizhuchogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Технологічна смазка для ріжучого інструмента</a>
Технологічна смазка для ріжучого інструмента
Номер патенту: 12158
Опубліковано: 25.12.1996
Автори: Сай Алевтина Анатолієвна, Станіславський Валентин Миколайович, Лупкін Борис Володимирович, Лещинський Віктор Лукич, Уразаєв Тімур Юсупович
МПК: C10N 40/20, C10M 163/00, C10N 30/06
Мітки: смазка, технологічна, ріжучого, інструмента
Формула / Реферат:
Технологическая смазка для режущего инструмента, содержащая канифоль, серу, стеарин, соль щелочного металла жирной кислоты и минеральное масло, отличающаяся тем, что, с целью повышения стойкости режущего инструмента, смазка дополнительно содержит N-хлорбензолсульфопамиднатрийтригидрат и натуральную олифу при следующем соотношении компонентов, мас.%:канифоль 15-18сера ...
Середовище для сульфідування ріжучого інструмента
Номер патенту: 9476
Опубліковано: 30.09.1996
Автори: Лещинський Віктор Лукич, Лупкін Борис Володимирович, Олофінський Василь Йосипович, Скок Тамара Павлівна, Уразаєв Тімур Юсупович
МПК: C23C 8/00
Мітки: інструмента, ріжучого, середовище, сульфідування
Формула / Реферат:
Среда для сульфидирования режущего инструмента, содержащая минеральное масло и серу, отличающаяся тем, что, с целью увеличения эксплуатационной стойкости, она дополнительно содержит канифоль, стеарин и натуральную олифу при следующем соотношении ингредиентов, мас.%:сера 10-11канифоль 38-39масло минеральное 12-13стеарин 26-27олифа...
Привод ріжучого апарату

Номер патенту: 4732
Опубліковано: 28.12.1994
Автори: Зайчук Олексій Іванович, Рудман Леонід Ізрайлевич, Марченко Валерій Леонідович
МПК: A01D 34/02
Мастило для холодної обробки металів тиском
Номер патенту: 1311
Опубліковано: 25.03.1994
Автори: Брескіна Алла Іллівна, Красовський Володимир Олександрович, Шейкін Сергій Євгенович, Маслов Роберт Олексійович, Лобанова Людмила Вікторівна, Крицький Анатолій Дмитрович, Комаров Андрій Анатолійович, Афанас'єва Інна Іллівна, Рябко Олег Онуфрійович, Розенберг Олег Олександрович
МПК: C10M 161/00, C10N 30/06, C10M 143/00, C10M 135/00, C10N 40/24, C10M 133/16, C10M 131/00
Мітки: мастило, холодної, металів, тиском, обробки
Формула / Реферат:
Смазка для холодной обработки металлов давлением, содержащая минеральное масло и хлорированный парафин, отличающаяся тем, что, с целью повышения противозадирных свойств смазки при работе в жестких условиях деформации, смазка дополнительно содержит полиизобутилен, алкенилсукцинимид и 2-амино-4-фенилтиазол при следующем соотношении компонентов, мас.%:хлорированный парафин 30—40...
Механіка клавішного музичного інструмента
Номер патенту: 7571
Опубліковано: 29.09.1995
Автор: Шевченко Григорій Іванович
МПК: G10C 3/00
Мітки: механіка, клавішного, інструмента, музичного
Формула / Реферат:
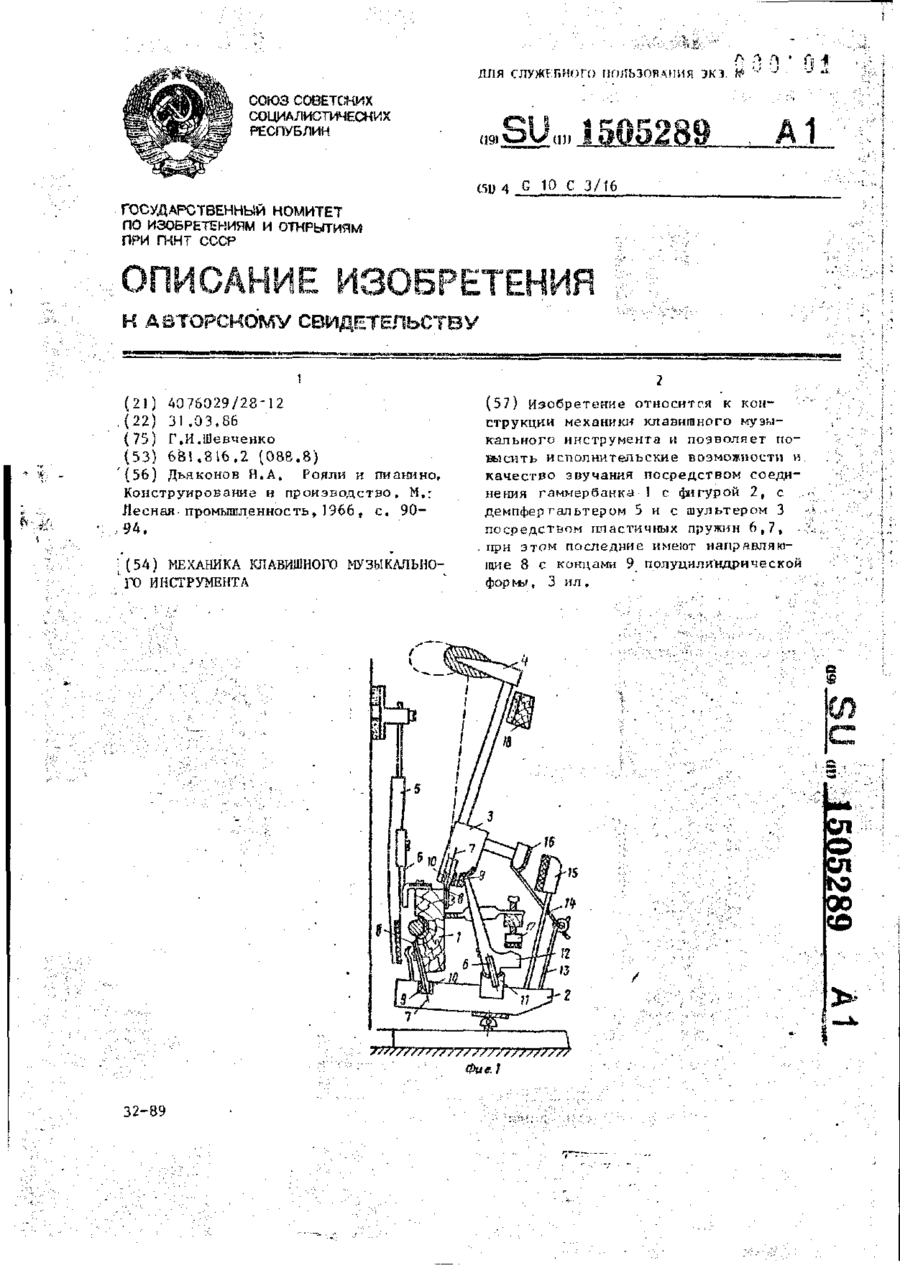
Механика клавишного музыкального инструмента, содержащая гаммербанк, узел фигуры, шультерный узел и узел молотка, отличающаяся тем, что, с целью повышения исполнительских возможностей и качества звучания, гаммербанк соединен с фигурой, с демпфергальтером и с шультером, а шпиллер - с фигурой посредством пластинчатых пружин, при этом пластинчатые пружины, соединяющие гаммербанк с фигурой и шультером, имеют направляющие, один концы которых...
Попередній патент: Механічні ножниці
Наступний патент: Засіб зварювання встик заготівок із плакірованих металевих композиційних матеріалів
Випадковий патент: Захоплювальний пристрій