Спосіб виробництва прокату
Номер патенту: 78964
Опубліковано: 25.04.2007
Автори: Морозов Юрій Дмітрієвіч, Фоменко Олександр Олександрович, Воробйов Олександр Васильович, Буга Ілля Дмитрович, Білий Олексій Петрович, Чанаях Михайло Іванович, Носоченко Олег Васильович, Матросов Юрій Івановіч, Ганошенко Ігор Володимирович, Тихонюк Леонід Сергійович
Завантажити PDF файл.
Формула / Реферат
1. Спосіб виробництва прокату, що включає виплавку сталі, безперервне її розливання в сляби, охолодження слябів, їх аустенізацію, попередню і остаточну деформації у реверсивному режимі з проміжним охолодженням між ними і остаточне охолодження одержаного прокату, який відрізняється тим, що виплавляють сталь такого хімічного складу при співвідношенні компонентів (мас. %):
C
0,03 – 0,15
Mn
0,8 – 1,8
Si
0,1 – 0,6
Ti
0,005 – 0,05
Cr
0,01 – 0,3
Ni
0,01 – 0,3
Ca
0,0005 – 0,015
N
0,003 – 0,012
Cu
0,01 – 0,3
Al
0,01 – 0,07
S
0,001 – 0,015
P
0,005 – 0,03
Fe
решта,
охолодження слябів здійснюють у інтервалі температур 900 – 100 °С зі швидкістю 5 – 25 °С/год, попередню деформацію здійснюють зі ступенем обтиску за прохід не менше 8 – 20 % і завершують у інтервалі температур 1050 – 960 °С, а остаточну деформацію проводять з сумарним ступенем обтиску 50 – 80 % у інтервалі температур 660 – 950 °С, при цьому охолодження одержаного підкату між попередньою і остаточною деформаціями і охолодження одержаного прокату до температури 650 – 350 °С після остаточної деформації здійснюють зі швидкістю 0,5 – 8,0 °С/с, а остаточне охолодження прокату до температури 200 – 10 °С здійснюють зі швидкістю 1 – 20 °С/год.
2. Спосіб за п.1, який відрізняється тим, що сталь додатково містить Nb у кількості 0,01 – 0,12 мас. % і/або V у кількості 0,01 – 0,15 мас.%, і/або Mo у кількості 0,05 – 0,35 мас. % при співвідношенні Мn/С = (10 – 45) і (Nb + V + Ті) / 5 = (0,008 – 0,040).
3. Спосіб за п.1, який відрізняється тим, що охолодження прокату до температури 650 – 350 °С після остаточної деформації здійснюють зі швидкістю 9 – 30 °С/с.
Текст
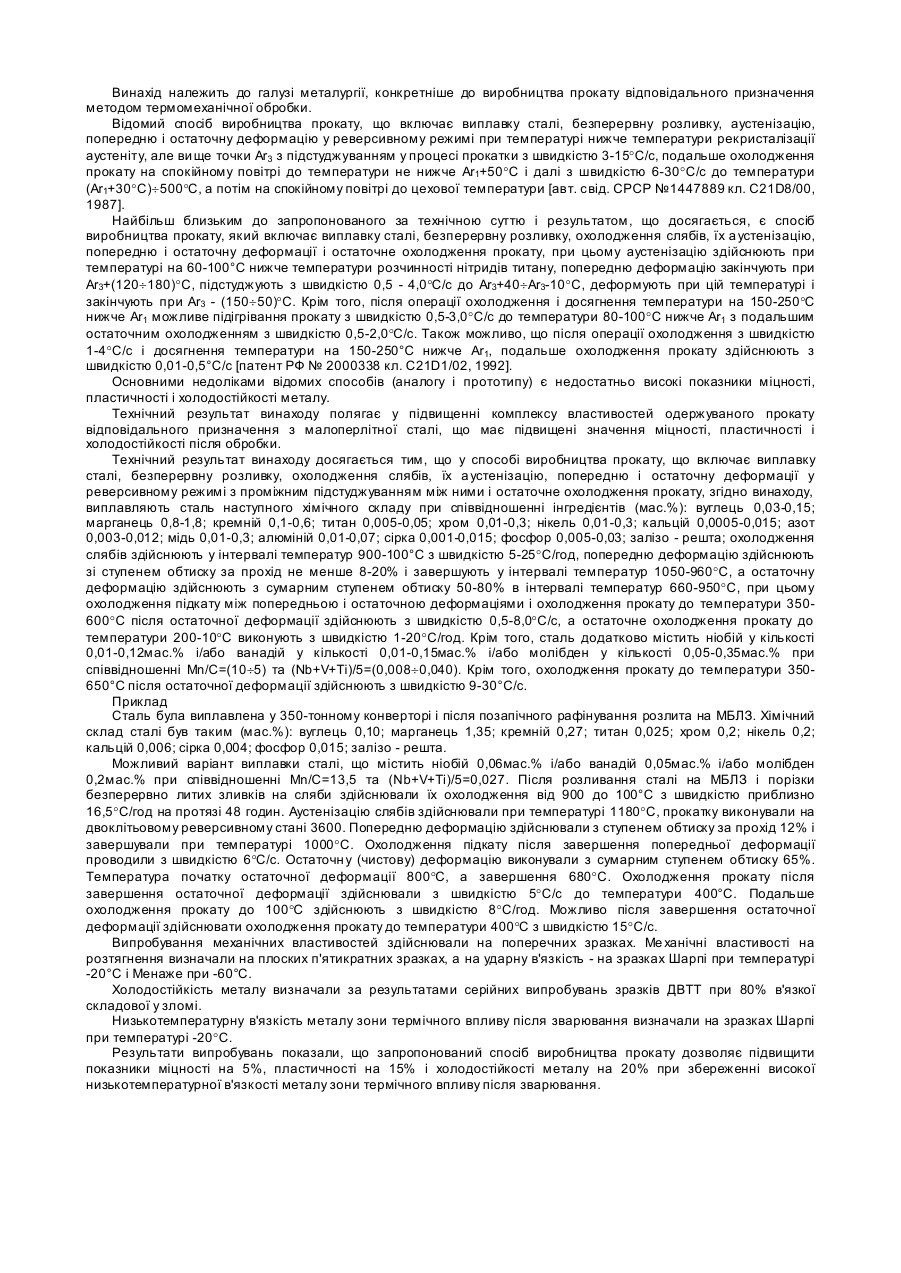
Винахід належить до галузі металургії, конкретніше до виробництва прокату відповідального призначення методом термомеханічної обробки. Відомий спосіб виробництва прокату, що включає виплавку сталі, безперервну розливку, аустенізацію, попередню і остаточну деформацію у реверсивному режимі при температурі нижче температури рекристалізації аустеніту, але ви ще точки Аr3 з підстуджуванням у процесі прокатки з швидкістю 3-15°С/с, подальше охолодження прокату на спокійному повітрі до температури не нижче Ar1+50°С і далі з швидкістю 6-30°С/с до температури (Ar1+30°С)¸500°С, а потім на спокійному повітрі до цехової температури [авт. свід. СРСР №1447889 кл. C21D8/00, 1987]. Найбільш близьким до запропонованого за технічною суттю і результатом, що досягається, є спосіб виробництва прокату, який включає виплавку сталі, безперервну розливку, охолодження слябів, їх а устенізацію, попередню і остаточну деформації і остаточне охолодження прокату, при цьому аустенізацію здійснюють при температурі на 60-100°С нижче температури розчинності нітридів титану, попередню деформацію закінчують при Аr3+(120¸180)°С, підстуджують з швидкістю 0,5 - 4,0°С/с до Аr3+40¸Аr3-10°С, деформують при цій температурі і закінчують при Аr3 - (150¸50)°С. Крім того, після операції охолодження і досягнення температури на 150-250°С нижче Аr1 можливе підігрівання прокату з швидкістю 0,5-3,0°С/с до температури 80-100°С нижче Ar1 з подальшим остаточним охолодженням з швидкістю 0,5-2,0°С/с. Також можливо, що після операції охолодження з швидкістю 1-4°С/с і досягнення температури на 150-250°С нижче Ar1, подальше охолодження прокату здійснюють з швидкістю 0,01-0,5°С/с [патент РФ № 2000338 кл. C21D1/02, 1992]. Основними недоліками відомих способів (аналогу і прототипу) є недостатньо високі показники міцності, пластичності і холодостійкості металу. Технічний результат винаходу полягає у підвищенні комплексу властивостей одержуваного прокату відповідального призначення з малоперлітної сталі, що має підвищені значення міцності, пластичності і холодостійкості після обробки. Технічний результат винаходу досягається тим, що у способі виробництва прокату, що включає виплавку сталі, безперервну розливку, охолодження слябів, їх а устенізацію, попередню і остаточну деформації у реверсивному режимі з проміжним підстуджуванням між ними і остаточне охолодження прокату, згідно винаходу, виплавляють сталь наступного хімічного складу при співвідношенні інгредієнтів (мас.%): вуглець 0,03-0,15; марганець 0,8-1,8; кремній 0,1-0,6; титан 0,005-0,05; хром 0,01-0,3; нікель 0,01-0,3; кальцій 0,0005-0,015; азот 0,003-0,012; мідь 0,01-0,3; алюміній 0,01-0,07; сірка 0,001-0,015; фосфор 0,005-0,03; залізо - решта; охолодження слябів здійснюють у інтервалі температур 900-100°С з швидкістю 5-25°С/год, попередню деформацію здійснюють зі ступенем обтиску за прохід не менше 8-20% і завершують у інтервалі температур 1050-960°С, а остаточну деформацію здійснюють з сумарним ступенем обтиску 50-80% в інтервалі температур 660-950°С, при цьому охолодження підкату між попередньою і остаточною деформаціями і охолодження прокату до температури 350600°С після остаточної деформації здійснюють з швидкістю 0,5-8,0°С/с, а остаточне охолодження прокату до температури 200-10°С виконують з швидкістю 1-20°С/год. Крім того, сталь додатково містить ніобій у кількості 0,01-0,12мас.% і/або ванадій у кількості 0,01-0,15мас.% і/або молібден у кількості 0,05-0,35мас.% при співвідношенні Мn/С=(10¸5) та (Nb+V+Ті)/5=(0,008¸0,040). Крім того, охолодження прокату до температури 350650°С після остаточної деформації здійснюють з швидкістю 9-30°С/с. Приклад Сталь була виплавлена у 350-тонному конверторі і після позапічного рафінування розлита на МБЛЗ. Хімічний склад сталі був таким (мас.%): вуглець 0,10; марганець 1,35; кремній 0,27; титан 0,025; хром 0,2; нікель 0,2; кальцій 0,006; сірка 0,004; фосфор 0,015; залізо - решта. Можливий варіант виплавки сталі, що містить ніобій 0,06мас.% і/або ванадій 0,05мас.% і/або молібден 0,2мас.% при співвідношенні Мn/С=13,5 та (Nb+V+Ti)/5=0,027. Після розливання сталі на МБЛЗ і порізки безперервно литих зливків на сляби здійснювали їх охолодження від 900 до 100°С з швидкістю приблизно 16,5°С/год на протязі 48 годин. Аустенізацію слябів здійснювали при температурі 1180°С, прокатку виконували на двоклітьовому реверсивному стані 3600. Попередню деформацію здійснювали з ступенем обтиску за прохід 12% і завершували при температурі 1000°С. Охолодження підкату після завершення попередньої деформації проводили з швидкістю 6°С/с. Остаточн у (чистову) деформацію виконували з сумарним ступенем обтиску 65%. Температура початку остаточної деформації 800°С, а завершення 680°С. Охолодження прокату після завершення остаточної деформації здійснювали з швидкістю 5°С/с до температури 400°С. Подальше охолодження прокату до 100°С здійснюють з швидкістю 8°С/год. Можливо після завершення остаточної деформації здійснювати охолодження прокату до температури 400°С з швидкістю 15°С/с. Випробування механічних властивостей здійснювали на поперечних зразках. Ме ханічні властивості на розтягнення визначали на плоских п'ятикратних зразках, а на ударну в'язкість - на зразках Шарпі при температурі -20°С і Менаже при -60°С. Холодостійкість металу визначали за результатами серійних випробувань зразків ДВТТ при 80% в'язкої складової у зломі. Низькотемпературну в'язкість металу зони термічного впливу після зварювання визначали на зразках Шарпі при температурі -20°С. Результати випробувань показали, що запропонований спосіб виробництва прокату дозволяє підвищити показники міцності на 5%, пластичності на 15% і холодостійкості металу на 20% при збереженні високої низькотемпературної в'язкості металу зони термічного впливу після зварювання.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolled metal production
Автори англійськоюBilyi Oleksii Petrovych, Vorobiov Oleksandr Vasyliovych, Buha Illia Dmytrovych, Chanaiakh Mykhailo Ivanovych, Nosochenko Oleh Vasyliovych, Tykhoniuk Leonid Serhiiovych, Hanoshenko Ihor Volodymyrovych, Matrosov Yurii Ivanovich, Morozov Yurii Dmitriievich
Назва патенту російськоюСпособ производства проката
Автори російськоюБелый Алексей Петрович, Воробьев Александр Васильевич, Буга Илья Дмитриевич, Чанаях Михаил Иванович, Носоченко Олег Васильевич, Тихонюк Леонид Сергеевич, Ганошенко Игорь Владимирович, Матросов Юрий Иванович, Морозов Юрий Дмитриевич
МПК / Мітки
Мітки: виробництва, прокату, спосіб
Код посилання
<a href="https://ua.patents.su/1-78964-sposib-virobnictva-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва прокату</a>
Спосіб виробництва прокату
Номер патенту: 13359
Опубліковано: 15.03.2006
Автори: Тихонюк Леонід Сергійович, Морозов Юрій Дмітрієвіч, Матросов Юрій Івановіч, Ганошенко Ігор Володимирович, Чанаях Михайло Іванович, Білий Олексій Петрович, Носоченко Олег Васильович, Фоменко Олександр Олександрович, Буга Ілля Димитрович, Воробйов Олександр Васильович
Мітки: виробництва, прокату, спосіб
Формула / Реферат:
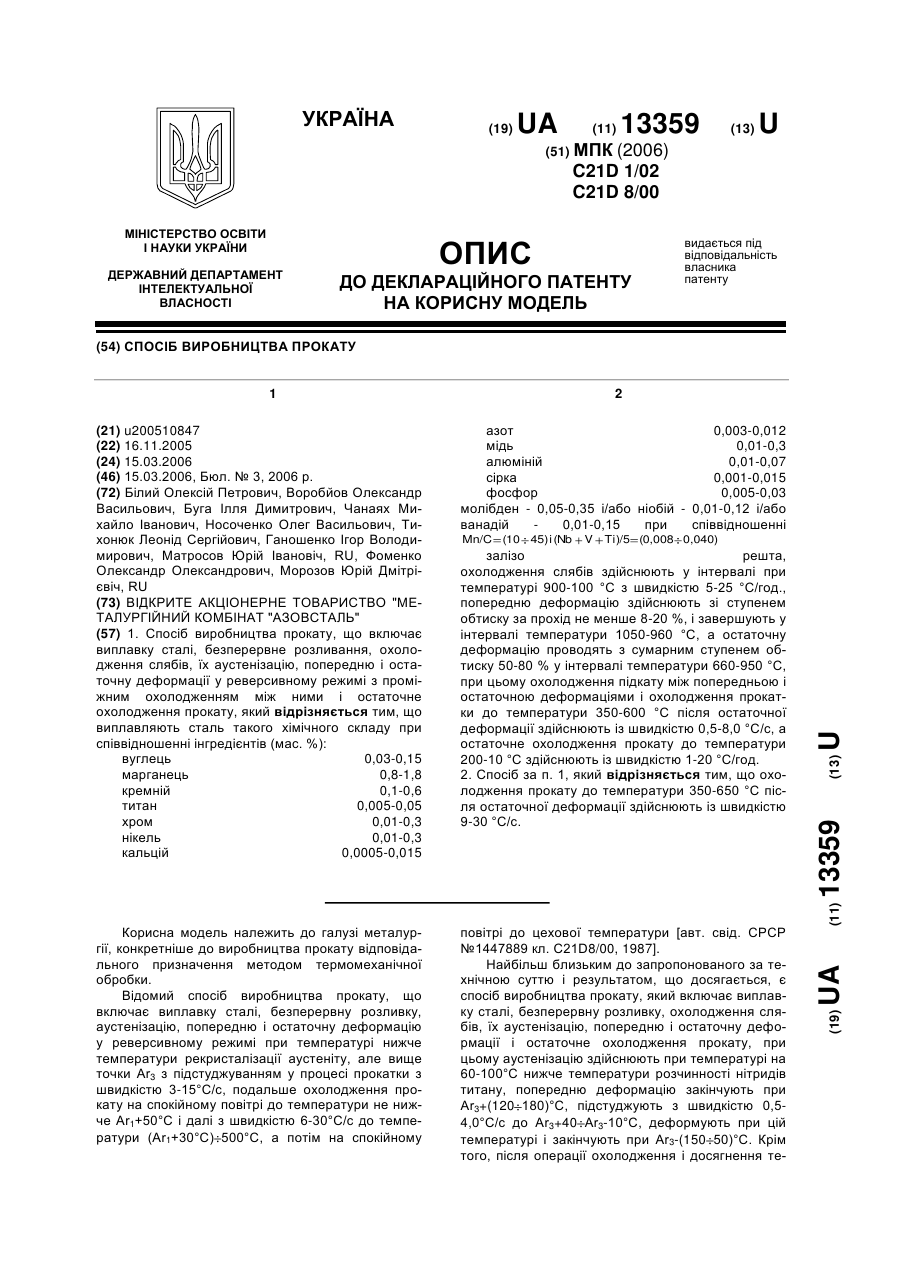
1. Спосіб виробництва прокату, що включає виплавку сталі, безперервне розливання, охолодження слябів, їх аустенізацію, попередню і остаточну деформації у реверсивному режимі з проміжним охолодженням між ними і остаточне охолодження прокату, який відрізняється тим, що виплавляють сталь такого хімічного складу при співвідношенні інгредієнтів (мас. %): вуглець 0,03-0,15 марганець ...
Спосіб виробництва сталевого прокату
Номер патенту: 3348
Опубліковано: 15.11.2004
Автори: Куцова Валентина Зиновіївна, Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: прокату, спосіб, сталевого, виробництва
Формула / Реферат:
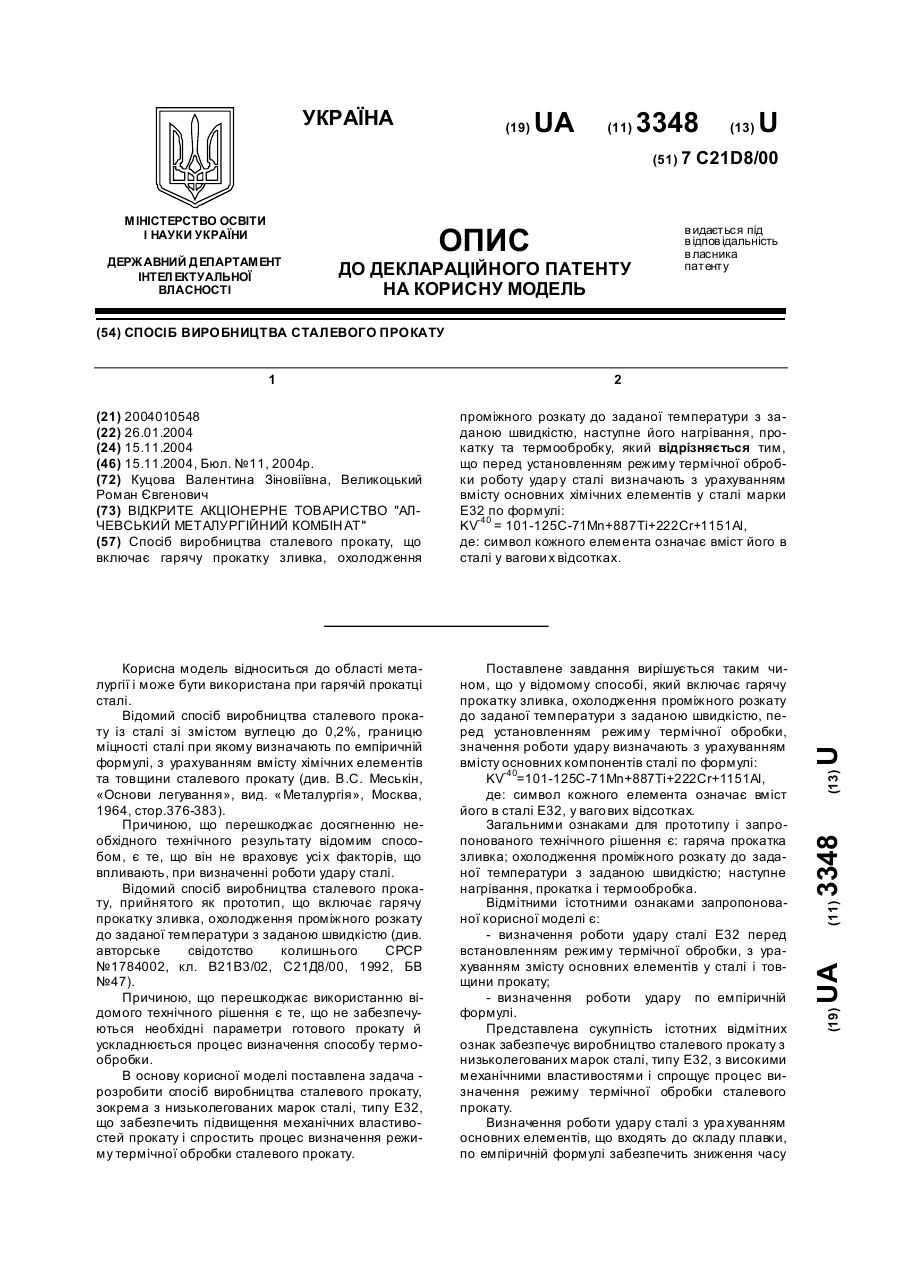
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступне його нагрівання, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки роботу удару сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Е32 по формулі:KV-40 = 101-125С-71Мn+887Тi+222Сr+1151Аl, де: символ...
Спосіб виробництва сталевого прокату
Номер патенту: 3661
Опубліковано: 15.12.2004
Автори: Великоцький Роман Євгенович, Куцова Валентина Зиновіївна
МПК: C21D 8/00
Мітки: виробництва, прокату, сталевого, спосіб
Формула / Реферат:
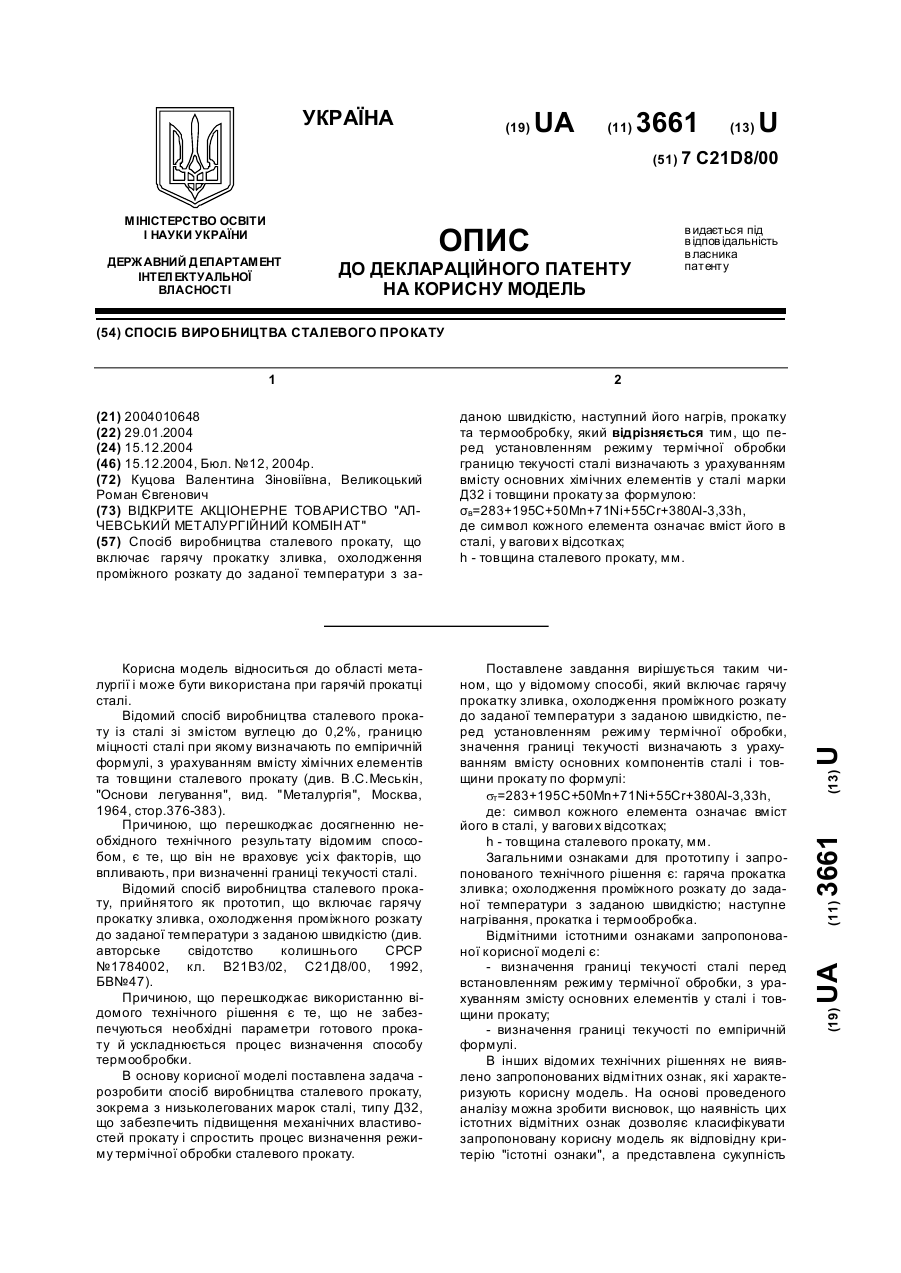
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки границю текучості сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Д32 і товщини прокату за формулою:σв = 283 + 195С + 50Мn + 71Ni +...
Спосіб виробництва сталевого прокату
Номер патенту: 66653
Опубліковано: 17.05.2004
Автор: Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: спосіб, прокату, виробництва, сталевого
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки тимчасовий опір сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі, товщини прокату і температури кінця прокатки за...
Спосіб виробництва сталевого прокату
Номер патенту: 66654
Опубліковано: 17.05.2004
Автори: Великоцький Роман Євгенович, Куцова Валентина Зиновіївна
МПК: C21D 8/00
Мітки: спосіб, сталевого, прокату, виробництва
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки границю текучості сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі, товщини прокату і температури кінця прокатки за...
Попередній патент: Спосіб підвищення категорії протяжної лінійної ділянки діючого трубопроводу (варіанти)
Наступний патент: Конструкція діафрагми жорсткості збірно-монолітної будівлі і вузол її з’єднання з дисками міжповерхового перекриття
Випадковий патент: Спосіб візування зоровими трубами геодезичних приладів