Спосіб підвищення категорії протяжної лінійної ділянки діючого трубопроводу (варіанти)
Номер патенту: 78963
Опубліковано: 25.04.2007
Автори: Дрогомирецький Михайло Миколайович, Лохман Ігор Вікторович, Мандра Анатолій Степанович, Пудрий Сергій Володимирович, Бойко Леонід Йосипович, Подолян Олександр Петрович, Томашук Олександр Іванович, Рудко Володимир Васильович, Бакай Олексій Анатолійович, Бут Віктор Степанович, Матяш Василь Іванович, Беккер Михайло Вікторович, Андріїшин Михайло Петрович, Марчук Ярослав Семенович
Формула / Реферат
1. Спосіб підвищення категорії протяжної лінійної ділянки діючого трубопроводу, що полягає в установці навколо основної труби додаткової твердої оболонки, яку складають із установлених покроковим способом і скріплених між собою на технологічних кільцях розрізних ремонтних муфт із наступним заповненням простору між основною трубою й додатковою оболонкою масою, що самотвердіє, який відрізняється тим, що спочатку, на підставі попереднього обстеження оброблюваної ділянки трубопроводу, визначають майбутню структуру формованої оболонки, місця стикування розрізних муфт і місця кріплення оболонки до труби, після цього, у місцях для кріплення зовнішньої оболонки до труби, установлюють пари тонкостінних технологічних кілець із заданим зазором між ними, далі, без приварювання до труби, установлюють тонкостінні технологічні кільця в місцях передбачуваного стикування торців розрізних муфт, з урахуванням монтажу не менше двох розрізних муфт у кожний бік від місць передбачуваного кріплення оболонки до труби, далі на тонкостінні технологічні кільця відомим способом монтують розрізні ремонтні муфти, скріплюючи їх суміжні частини поздовжніми зварними швами, крім того, під час монтажу, суміжні торці сусідніх муфт розташовують на поверхні відповідних тонкостінних кілець із заздалегідь заданим зазором, а торці муфт у місцях кріплення оболонки до труби сполучають із внутрішніми торцями тонкостінних кілець відповідної пари та зварюють між собою й внутрішніми торцями тонкостінних кілець відповідної пари із частковим проплавленням стінки труби, далі зварюють між собою торці сусідніх муфт із частковим проплавленням відповідного тонкостінного кільця, після цього, на оболонку, поверх кожного зварного шва, що зв'язує оболонку із трубопроводом, установлюють бандажні кільця, далі, простір під муфтами, привареними до трубопроводу, заповнюють масою, що самотвердіє, тиск якої обмежують, виходячи з допустимих напружень у зварному шві, після цього на оброблюваній ділянці трубопроводу в довільному порядку встановлюють інші тонкостінні технологічні кільця й на них монтують розрізні муфти, після чого простір під іншими муфтами заповнюють масою, яка самотвердіє, що подається під розрахунковим тиском і забезпечує заданий рівень зниження кільцевих напруг.
2. Спосіб за п. 1, який відрізняється тим, що перед установкою пар технологічних кілець у місцях з'єднання оболонки із трубопроводом, тиск усередині трубопроводу знижують до розрахункової величини, а після запресування герметика в підмуфтовий простір приварених до трубопроводу муфт, тиск піднімають до робочого значення, при якому проводять інші операції способу.
3. Спосіб за п. 1 або 2, який відрізняється тим, що зовнішні торці розрізних муфт, що утворюють кінцеві частини оболонки, установлюють на тонкостінні кільця й приварюють до труби одночасно з торцями попередньо встановлених із зазором до оболонки зовнішніх технологічних кілець.
4. Спосіб за п. 3, який відрізняється тим, що підмуфтовий простір під крайніми муфтами оболонки заповнюють масою, що самотвердіє, під заниженим тиском, обмеженим граничними напруженнями у зварному шві.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що внутрішню поверхню розрізних муфт перед установленням обробляють механічним і хімічним способами, які підвищують адгезію до маси, що самотвердіє.
6. Спосіб за п. 1, який відрізняється тим, що бандажні кільця приварюють до поверхні відповідних муфт кутовими швами.
7. Спосіб підвищення категорії протяжної лінійної ділянки діючого трубопроводу, що полягає в установці навколо основної труби додаткової твердої оболонки, що складають із установлених кроковим способом і скріплених між собою на технологічних кільцях розрізних ремонтних муфт із наступним заповненням простору між основною трубою й додатковою оболонкою масою, що самотвердіє, який відрізняється тим, що спочатку, на підставі попереднього обстеження оброблюваної ділянки трубопроводу, розраховують необхідний ступінь зниження кільцевих і поздовжніх напруг у трубопроводі й визначають майбутню структуру формованої оболонки, місця стикування розрізних муфт і місця кріплення оболонки до труби, після чого розраховують тиск запресування маси, що самотвердіє, у підмуфтовий простір і товщину стінок розрізних муфт, крім того визначають занижений тиск запресування маси, що самотвердіє, у підмуфтовий простір муфт, що приварюють до трубопроводу, після чого розраховують товщину їхньої стінки, далі, при робочому або зниженому тиску усередині трубопроводу починають послідовну, без приварювання до труби установку тонкостінних технологічних кілець, на яких послідовно збирають розрізні муфти, частини яких зварюються поздовжніми швами, а суміжні торці яких зварюють між собою із частковим проплавленням відповідних тонкостінних кілець, після чого підмуфтовий простір установлених муфт заповнюють під розрахунковим тиском масою, що самотвердіє, далі, після установки чергової ремонтної муфти на відстані від місця передбачуваного кріплення оболонки до трубопроводу, що відповідає лінійним розмірам двох муфт у поздовжньому напрямку, тиск усередині трубопроводу знижують і встановлюють пари тонкостінних технологічних кілець у місці передбачуваного кріплення оболонки до трубопроводу й тонкостінні технологічні кільця в місцях передбачуваного стикування торців прилеглих муфт, далі, установлюють розрізні муфти зі збільшеною товщиною стінок і сполучені з ними муфти, причому торці муфт зі збільшеною товщиною стінок сполучають із внутрішніми торцями тонкостінних кілець пари, після цього, твірні частини розрізних муфт зварюють між собою поздовжніми швами, суміжні торці муфт зварюють між собою із частковим проплавленням тонкостінних технологічних кілець, а торці муфт із підвищеною товщиною стінок, розташовані на внутрішніх торцях пари тонкостінних технологічних кілець, зварюють між собою із частковим проплавленням стінки труби, далі простір під муфтами зі збільшеною товщиною стінок заповнюють при розрахунковому зниженому тиску масою, що самотвердіє, після чого, при необхідності, тиск усередині трубопроводу підвищують, заповнюють підмуфтовий простір муфт, що залишилися, масою, що самотвердіє, під розрахунковим тиском, після чого продовжують роботи з установки інших розрізних муфт, що складають зовнішню оболонку.
8. Спосіб за п. 7, який відрізняється тим, що зовнішні торці розрізних муфт, що утворюють кінцеві частини оболонки, установлюють на тонкостінні кільця й приварюють до труби одночасно з торцями попередньо встановлених із зазором до оболонки зовнішніх технологічних кілець.
9. Спосіб за п. 8, який відрізняється тим, що підмуфтовий простір під крайніми муфтами оболонки заповнюють масою, що самотвердіє, під заниженим тиском, обмеженим граничними напруженнями у зварному шві.
10. Спосіб за пп. 7-9, який відрізняється тим, що внутрішню поверхню розрізних муфт перед установкою обробляють механічним і хімічним способами, які підвищують адгезію до маси, що самотвердіє.
11. Спосіб за п. 7, який відрізняється тим, що бандажні кільця приварюють до поверхні відповідних муфт кутовими швами.
Текст
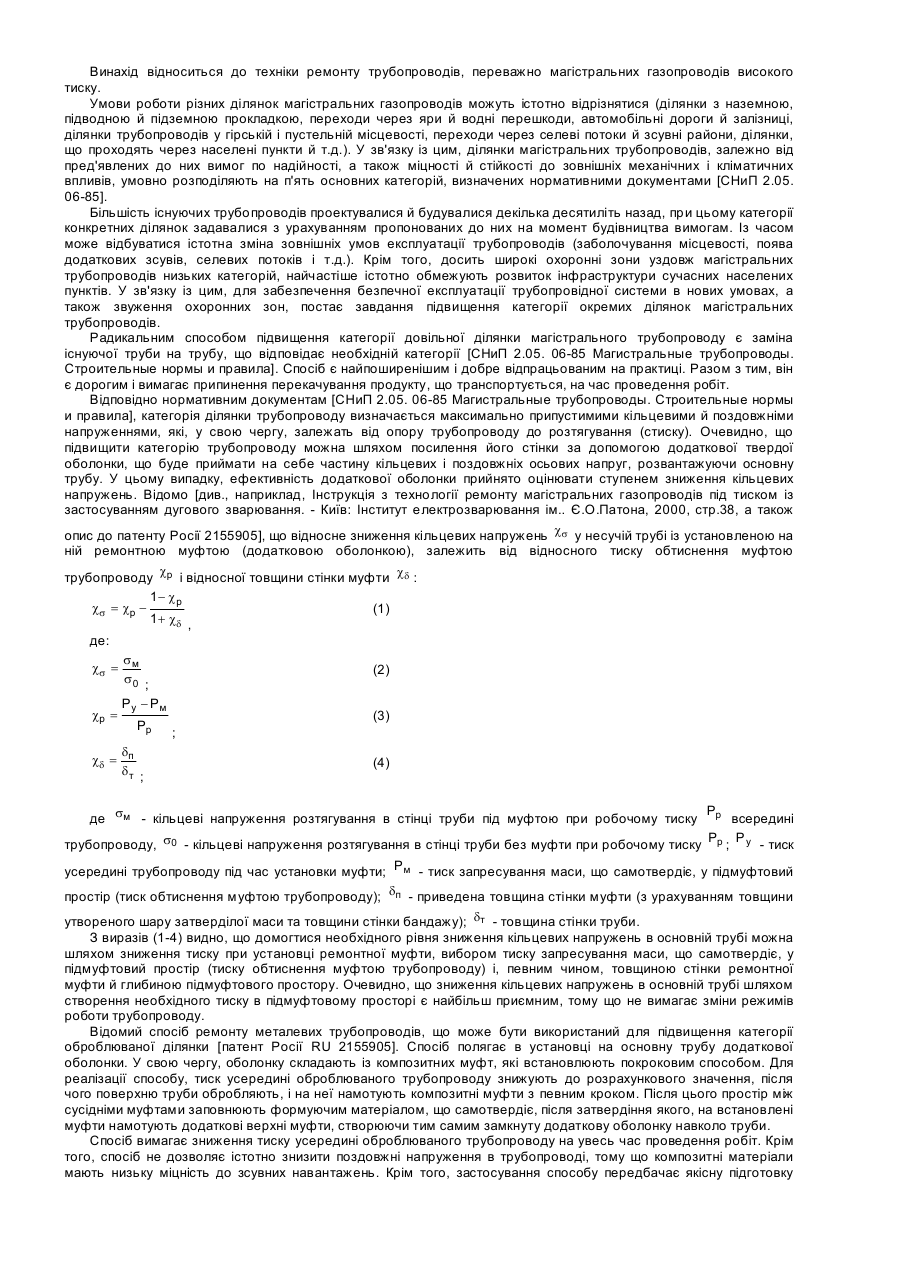
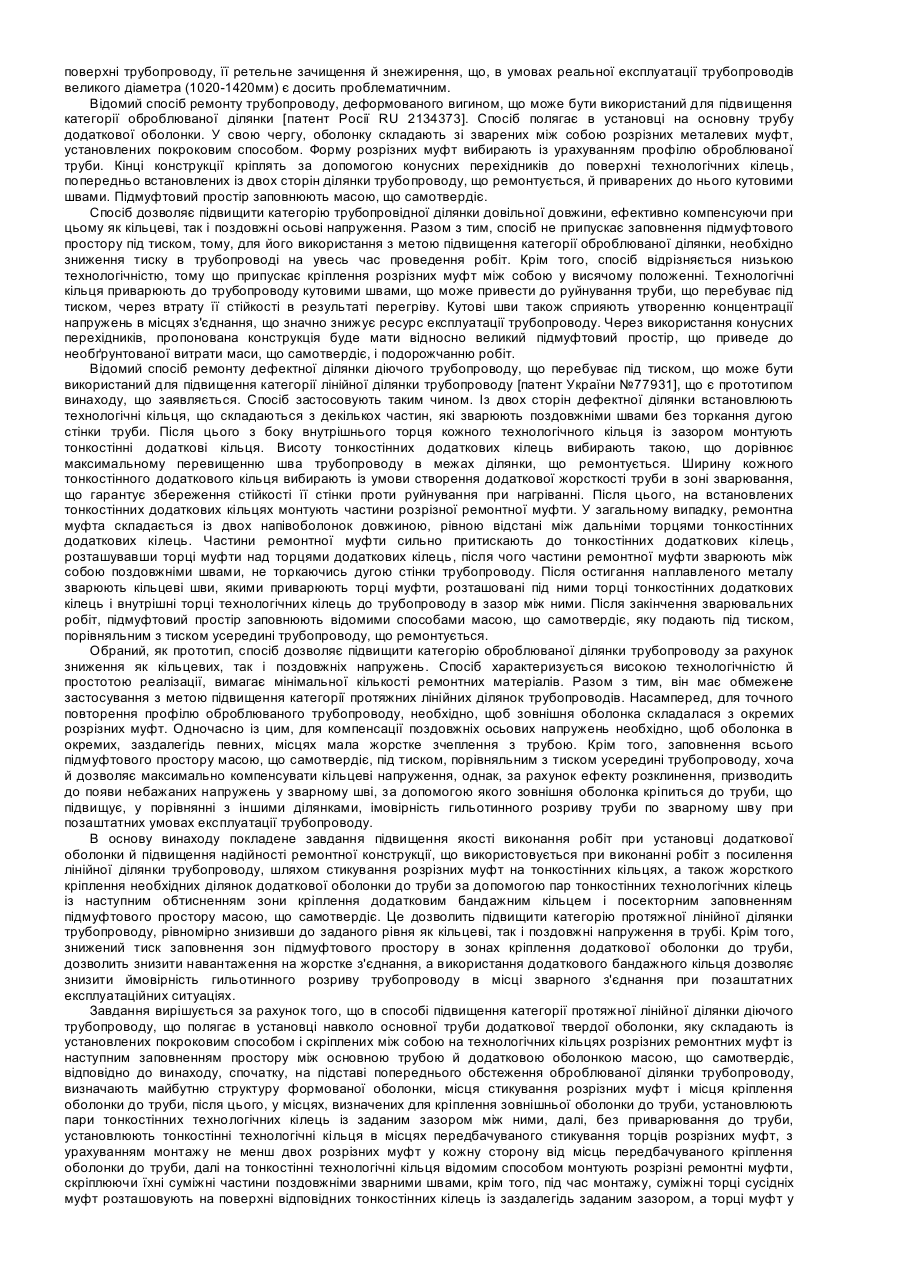
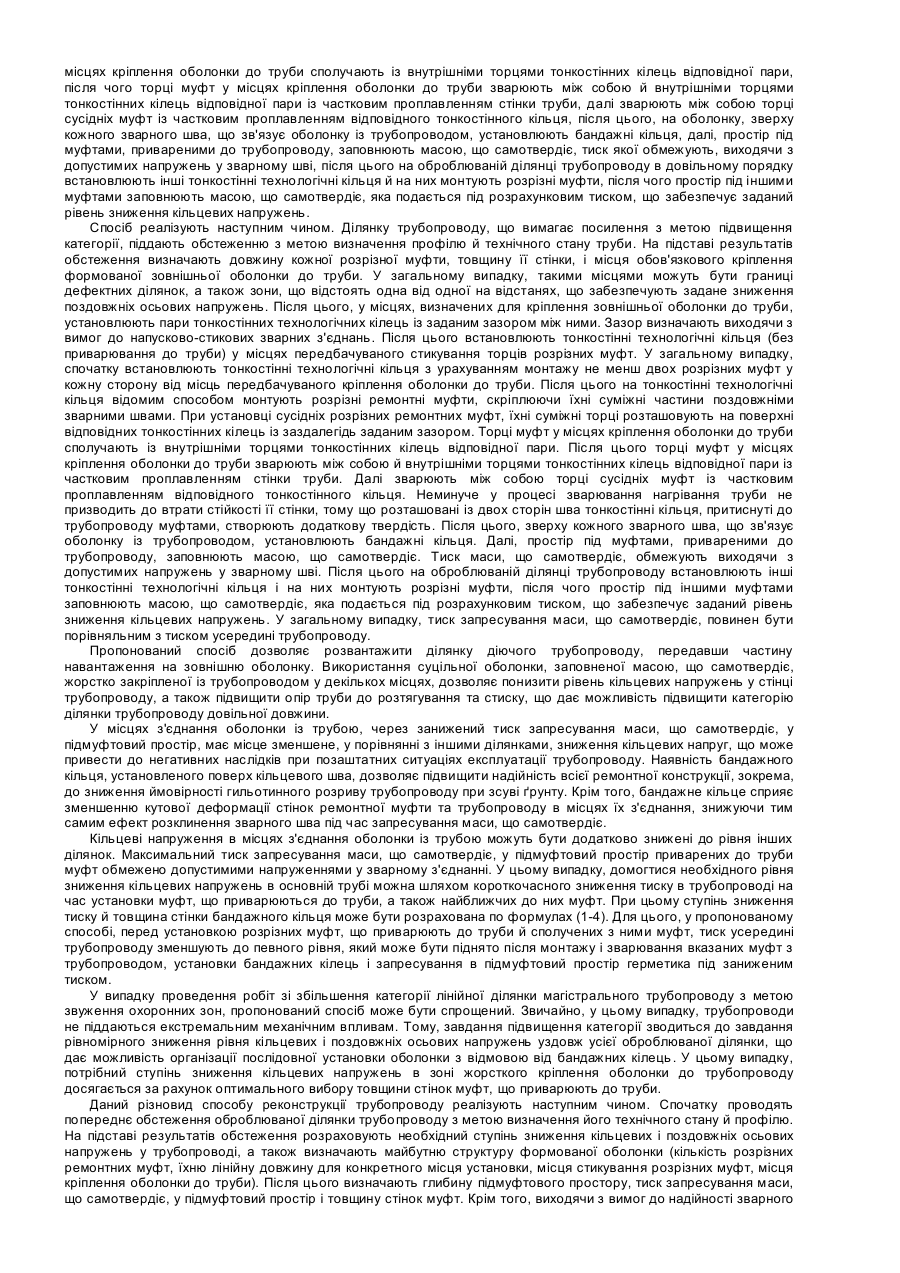
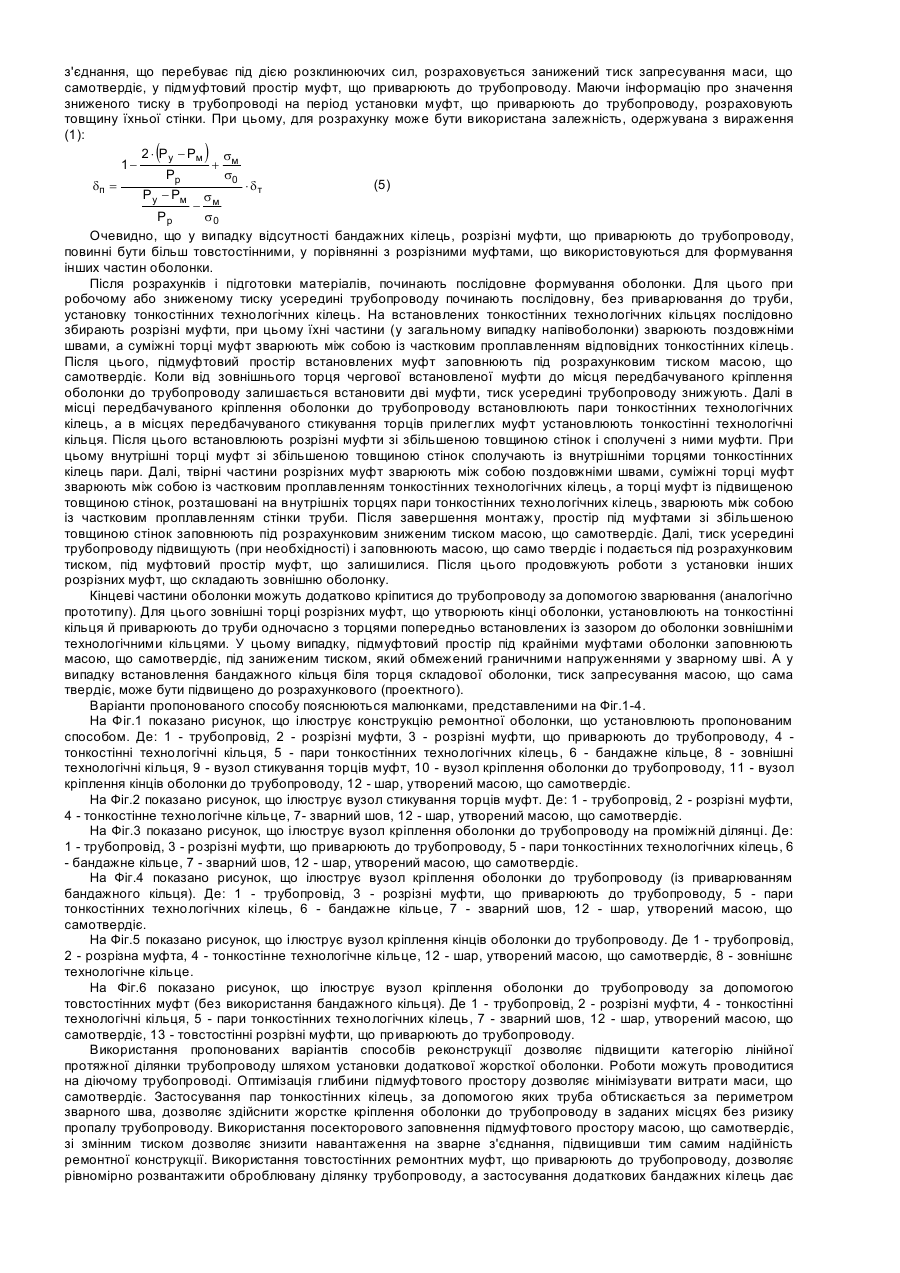
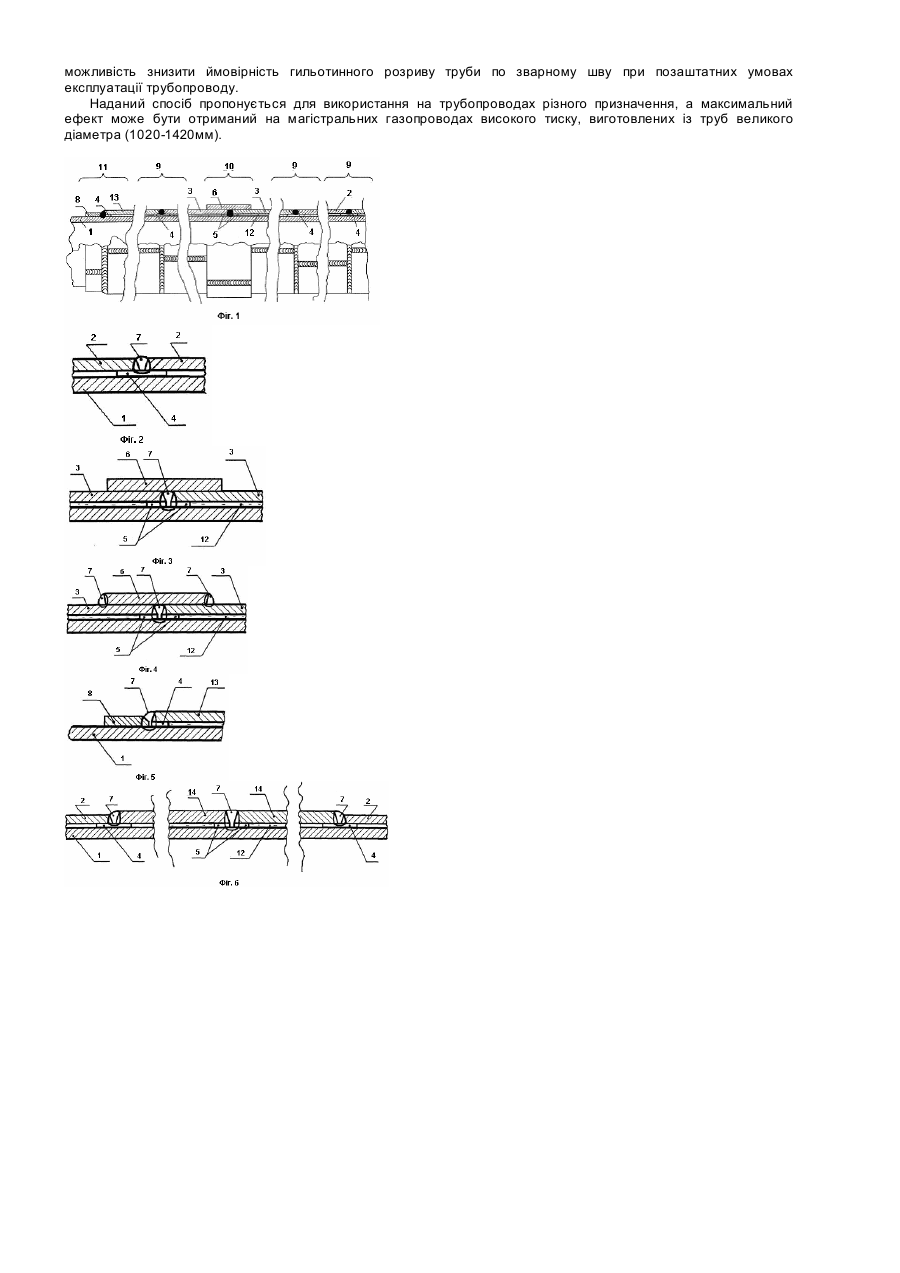
Винахід відноситься до техніки ремонту трубопроводів, переважно магістральних газопроводів високого тиску. Умови роботи різних ділянок магістральних газопроводів можуть істотно відрізнятися (ділянки з наземною, підводною й підземною прокладкою, переходи через яри й водні перешкоди, автомобільні дороги й залізниці, ділянки трубопроводів у гірській і пустельній місцевості, переходи через селеві потоки й зсувні райони, ділянки, що проходять через населені пункти й т.д.). У зв'язку із цим, ділянки магістральних трубопроводів, залежно від пред'явлених до них вимог по надійності, а також міцності й стійкості до зовнішніх механічних і кліматичних впливів, умовно розподіляють на п'ять основних категорій, визначених нормативними документами [СНиП 2.05. 06-85]. Більшість існуючих трубопроводів проектувалися й будувалися декілька десятиліть назад, при цьому категорії конкретних ділянок задавалися з урахуванням пропонованих до них на момент будівництва вимогам. Із часом може відбуватися істотна зміна зовнішніх умов експлуатації трубопроводів (заболочування місцевості, поява додаткових зсувів, селевих потоків і т.д.). Крім того, досить широкі охоронні зони уздовж магістральних трубопроводів низьких категорій, найчастіше істотно обмежують розвиток інфраструктури сучасних населених пунктів. У зв'язку із цим, для забезпечення безпечної експлуатації трубопровідної системи в нових умовах, а також звуження охоронних зон, постає завдання підвищення категорії окремих ділянок магістральних трубопроводів. Радикальним способом підвищення категорії довільної ділянки магістрального трубопроводу є заміна існуючої труби на трубу, що відповідає необхідній категорії [СНиП 2.05. 06-85 Магистральные трубопроводы. Строительные нормы и правила]. Спосіб є найпоширенішим і добре відпрацьованим на практиці. Разом з тим, він є дорогим і вимагає припинення перекачування продукту, що транспортується, на час проведення робіт. Відповідно нормативним документам [СНиП 2.05. 06-85 Магистральные трубопроводы. Строительные нормы и правила], категорія ділянки трубопроводу визначається максимально припустимими кільцевими й поздовжніми напруженнями, які, у свою чергу, залежать від опору трубопроводу до розтягування (стиску). Очевидно, що підвищити категорію трубопроводу можна шляхом посилення його стінки за допомогою додаткової твердої оболонки, що буде приймати на себе частину кільцевих і поздовжніх осьових напруг, розвантажуючи основну трубу. У цьому випадку, ефективність додаткової оболонки прийнято оцінювати ступенем зниження кільцевих напружень. Відомо [див., наприклад, Інструкція з технології ремонту магістральних газопроводів під тиском із застосуванням дугового зварювання. - Київ: Інститут електрозварювання ім.. Є.О.Патона, 2000, стр.38, а також опис до патенту Росії 2155905], що відносне зниження кільцевих напружень cs у несучій трубі із установленою на ній ремонтною муфтою (додатковою оболонкою), залежить від відносного тиску обтиснення муфтою c трубопроводу p і відносної товщини стінки муфти cd : 1- cp cs = cp (1) 1+ cd , де: s cs = м (2) s0 ; cр = cd = Ру - Рм Рр dп dт ; (3) ; (4) Р де sм - кільцеві напруження розтягування в стінці труби під муфтою при робочому тиску р всередині Р Р трубопроводу, s0 - кільцеві напруження розтягування в стінці труби без муфти при робочому тиску р ; у - тиск усередині трубопроводу під час установки муфти; Р м - тиск запресування маси, що самотвердіє, у підмуфтовий простір (тиск обтиснення муфтою трубопроводу); dп - приведена товщина стінки муфти (з урахуванням товщини утвореного шару затверділої маси та товщини стінки бандажу); dт - товщина стінки труби. З виразів (1-4) видно, що домогтися необхідного рівня зниження кільцевих напружень в основній трубі можна шляхом зниження тиску при установці ремонтної муфти, вибором тиску запресування маси, що самотвердіє, у підмуфтовий простір (тиску обтиснення муфтою трубопроводу) і, певним чином, товщиною стінки ремонтної муфти й глибиною підмуфтового простору. Очевидно, що зниження кільцевих напружень в основній трубі шляхом створення необхідного тиску в підмуфтовому просторі є найбільш приємним, тому що не вимагає зміни режимів роботи трубопроводу. Відомий спосіб ремонту металевих трубопроводів, що може бути використаний для підвищення категорії оброблюваної ділянки [патент Росії RU 2155905]. Спосіб полягає в установці на основну трубу додаткової оболонки. У свою чергу, оболонку складають із композитних муфт, які встановлюють покроковим способом. Для реалізації способу, тиск усередині оброблюваного трубопроводу знижують до розрахункового значення, після чого поверхню труби обробляють, і на неї намотують композитні муфти з певним кроком. Після цього простір між сусідніми муфтами заповнюють формуючим матеріалом, що самотвердіє, після затвердіння якого, на встановлені муфти намотують додаткові верхні муфти, створюючи тим самим замкнуту додаткову оболонку навколо труби. Спосіб вимагає зниження тиску усередині оброблюваного трубопроводу на увесь час проведення робіт. Крім того, спосіб не дозволяє істотно знизити поздовжні напруження в трубопроводі, тому що композитні матеріали мають низьку міцність до зсувних навантажень. Крім того, застосування способу передбачає якісну підготовку поверхні трубопроводу, її ретельне зачищення й знежирення, що, в умовах реальної експлуатації трубопроводів великого діаметра (1020-1420мм) є досить проблематичним. Відомий спосіб ремонту трубопроводу, деформованого вигином, що може бути використаний для підвищення категорії оброблюваної ділянки [патент Росії RU 2134373]. Спосіб полягає в установці на основну трубу додаткової оболонки. У свою чергу, оболонку складають зі зварених між собою розрізних металевих муфт, установлених покроковим способом. Форму розрізних муфт вибирають із урахуванням профілю оброблюваної труби. Кінці конструкції кріплять за допомогою конусних перехідників до поверхні технологічних кілець, попередньо встановлених із двох сторін ділянки трубопроводу, що ремонтується, й приварених до нього кутовими швами. Підмуфтовий простір заповнюють масою, що самотвердіє. Спосіб дозволяє підвищити категорію трубопровідної ділянки довільної довжини, ефективно компенсуючи при цьому як кільцеві, так і поздовжні осьові напруження. Разом з тим, спосіб не припускає заповнення підмуфтового простору під тиском, тому, для його використання з метою підвищення категорії оброблюваної ділянки, необхідно зниження тиску в трубопроводі на увесь час проведення робіт. Крім того, спосіб відрізняється низькою технологічністю, тому що припускає кріплення розрізних муфт між собою у висячому положенні. Технологічні кільця приварюють до трубопроводу кутовими швами, що може привести до руйнування труби, що перебуває під тиском, через втрату її стійкості в результаті перегріву. Кутові шви також сприяють утворенню концентрації напружень в місцях з'єднання, що значно знижує ресурс експлуатації трубопроводу. Через використання конусних перехідників, пропонована конструкція буде мати відносно великий підмуфтовий простір, що приведе до необґрунтованої витрати маси, що самотвердіє, і подорожчанню робіт. Відомий спосіб ремонту дефектної ділянки діючого трубопроводу, що перебуває під тиском, що може бути використаний для підвищення категорії лінійної ділянки трубопроводу [патент України №77931], що є прототипом винаходу, що заявляється. Спосіб застосовують таким чином. Із двох сторін дефектної ділянки встановлюють технологічні кільця, що складаються з декількох частин, які зварюють поздовжніми швами без торкання дугою стінки труби. Після цього з боку внутрішнього торця кожного технологічного кільця із зазором монтують тонкостінні додаткові кільця. Висоту тонкостінних додаткових кілець вибирають такою, що дорівнює максимальному перевищенню шва трубопроводу в межах ділянки, що ремонтується. Ширину кожного тонкостінного додаткового кільця вибирають із умови створення додаткової жорсткості труби в зоні зварювання, що гарантує збереження стійкості її стінки проти руйнування при нагріванні. Після цього, на встановлених тонкостінних додаткових кільцях монтують частини розрізної ремонтної муфти. У загальному випадку, ремонтна муфта складається із двох напівоболонок довжиною, рівною відстані між дальніми торцями тонкостінних додаткових кілець. Частини ремонтної муфти сильно притискають до тонкостінних додаткових кілець, розташувавши торці муфти над торцями додаткових кілець, після чого частини ремонтної муфти зварюють між собою поздовжніми швами, не торкаючись дугою стінки трубопроводу. Після остигання наплавленого металу зварюють кільцеві шви, якими приварюють торці муфти, розташовані під ними торці тонкостінних додаткових кілець і внутрішні торці технологічних кілець до трубопроводу в зазор між ними. Після закінчення зварювальних робіт, підмуфтовий простір заповнюють відомими способами масою, що самотвердіє, яку подають під тиском, порівняльним з тиском усередині трубопроводу, що ремонтується. Обраний, як прототип, спосіб дозволяє підвищити категорію оброблюваної ділянки трубопроводу за рахунок зниження як кільцевих, так і поздовжніх напружень. Спосіб характеризується високою технологічністю й простотою реалізації, вимагає мінімальної кількості ремонтних матеріалів. Разом з тим, він має обмежене застосування з метою підвищення категорії протяжних лінійних ділянок трубопроводів. Насамперед, для точного повторення профілю оброблюваного трубопроводу, необхідно, щоб зовнішня оболонка складалася з окремих розрізних муфт. Одночасно із цим, для компенсації поздовжніх осьових напружень необхідно, щоб оболонка в окремих, заздалегідь певних, місцях мала жорстке зчеплення з трубою. Крім того, заповнення всього підмуфтового простору масою, що самотвердіє, під тиском, порівняльним з тиском усередині трубопроводу, хоча й дозволяє максимально компенсувати кільцеві напруження, однак, за рахунок ефекту розклинення, призводить до появи небажаних напружень у зварному шві, за допомогою якого зовнішня оболонка кріпиться до труби, що підвищує, у порівнянні з іншими ділянками, імовірність гильотинного розриву труби по зварному шву при позаштатних умовах експлуатації трубопроводу. В основу винаходу покладене завдання підвищення якості виконання робіт при установці додаткової оболонки й підвищення надійності ремонтної конструкції, що використовується при виконанні робіт з посилення лінійної ділянки трубопроводу, шляхом стикування розрізних муфт на тонкостінних кільцях, а також жорсткого кріплення необхідних ділянок додаткової оболонки до труби за допомогою пар тонкостінних технологічних кілець із наступним обтисненням зони кріплення додатковим бандажним кільцем і посекторним заповненням підмуфтового простору масою, що самотвердіє. Це дозволить підвищити категорію протяжної лінійної ділянки трубопроводу, рівномірно знизивши до заданого рівня як кільцеві, так і поздовжні напруження в трубі. Крім того, знижений тиск заповнення зон підмуфтового простору в зонах кріплення додаткової оболонки до труби, дозволить знизити навантаження на жорстке з'єднання, а використання додаткового бандажного кільця дозволяє знизити ймовірність гильотинного розриву трубопроводу в місці зварного з'єднання при позаштатних експлуатаційних ситуаціях. Завдання вирішується за рахунок того, що в способі підвищення категорії протяжної лінійної ділянки діючого трубопроводу, що полягає в установці навколо основної труби додаткової твердої оболонки, яку складають із установлених покроковим способом і скріплених між собою на технологічних кільцях розрізних ремонтних муфт із наступним заповненням простору між основною трубою й додатковою оболонкою масою, що самотвердіє, відповідно до винаходу, спочатку, на підставі попереднього обстеження оброблюваної ділянки трубопроводу, визначають майбутню структуру формованої оболонки, місця стикування розрізних муфт і місця кріплення оболонки до труби, після цього, у місцях, визначених для кріплення зовнішньої оболонки до труби, установлюють пари тонкостінних технологічних кілець із заданим зазором між ними, далі, без приварювання до труби, установлюють тонкостінні технологічні кільця в місцях передбачуваного стикування торців розрізних муфт, з урахуванням монтажу не менш двох розрізних муфт у кожну сторону від місць передбачуваного кріплення оболонки до труби, далі на тонкостінні технологічні кільця відомим способом монтують розрізні ремонтні муфти, скріплюючи їхні суміжні частини поздовжніми зварними швами, крім того, під час монтажу, суміжні торці сусідніх муфт розташовують на поверхні відповідних тонкостінних кілець із заздалегідь заданим зазором, а торці муфт у місцях кріплення оболонки до труби сполучають із внутрішніми торцями тонкостінних кілець відповідної пари, після чого торці муфт у місцях кріплення оболонки до труби зварюють між собою й внутрішніми торцями тонкостінних кілець відповідної пари із частковим проплавленням стінки труби, далі зварюють між собою торці сусідніх муфт із частковим проплавленням відповідного тонкостінного кільця, після цього, на оболонку, зверху кожного зварного шва, що зв'язує оболонку із трубопроводом, установлюють бандажні кільця, далі, простір під муфтами, привареними до трубопроводу, заповнюють масою, що самотвердіє, тиск якої обмежують, виходячи з допустимих напружень у зварному шві, після цього на оброблюваній ділянці трубопроводу в довільному порядку встановлюють інші тонкостінні технологічні кільця й на них монтують розрізні муфти, після чого простір під іншими муфтами заповнюють масою, що самотвердіє, яка подається під розрахунковим тиском, що забезпечує заданий рівень зниження кільцевих напружень. Спосіб реалізують наступним чином. Ділянку трубопроводу, що вимагає посилення з метою підвищення категорії, піддають обстеженню з метою визначення профілю й технічного стану труби. На підставі результатів обстеження визначають довжину кожної розрізної муфти, товщину її стінки, і місця обов'язкового кріплення формованої зовнішньої оболонки до труби. У загальному випадку, такими місцями можуть бути границі дефектних ділянок, а також зони, що відстоять одна від одної на відстанях, що забезпечують задане зниження поздовжніх осьових напружень. Після цього, у місцях, визначених для кріплення зовнішньої оболонки до труби, установлюють пари тонкостінних технологічних кілець із заданим зазором між ними. Зазор визначають виходячи з вимог до напусково-стикових зварних з'єднань. Після цього встановлюють тонкостінні технологічні кільця (без приварювання до труби) у місцях передбачуваного стикування торців розрізних муфт. У загальному випадку, спочатку встановлюють тонкостінні технологічні кільця з урахуванням монтажу не менш двох розрізних муфт у кожну сторону від місць передбачуваного кріплення оболонки до труби. Після цього на тонкостінні технологічні кільця відомим способом монтують розрізні ремонтні муфти, скріплюючи їхні суміжні частини поздовжніми зварними швами. При установці сусідніх розрізних ремонтних муфт, їхні суміжні торці розташовують на поверхні відповідних тонкостінних кілець із заздалегідь заданим зазором. Торці муфт у місцях кріплення оболонки до труби сполучають із внутрішніми торцями тонкостінних кілець відповідної пари. Після цього торці муфт у місцях кріплення оболонки до труби зварюють між собою й внутрішніми торцями тонкостінних кілець відповідної пари із частковим проплавленням стінки труби. Далі зварюють між собою торці сусідніх муфт із частковим проплавленням відповідного тонкостінного кільця. Неминуче у процесі зварювання нагрівання труби не призводить до втрати стійкості її стінки, тому що розташовані із двох сторін шва тонкостінні кільця, притиснуті до трубопроводу муфтами, створюють додаткову твердість. Після цього, зверху кожного зварного шва, що зв'язує оболонку із трубопроводом, установлюють бандажні кільця. Далі, простір під муфтами, привареними до трубопроводу, заповнюють масою, що самотвердіє. Тиск маси, що самотвердіє, обмежують виходячи з допустимих напружень у зварному шві. Після цього на оброблюваній ділянці трубопроводу встановлюють інші тонкостінні технологічні кільця і на них монтують розрізні муфти, після чого простір під іншими муфтами заповнюють масою, що самотвердіє, яка подається під розрахунковим тиском, що забезпечує заданий рівень зниження кільцевих напружень. У загальному випадку, тиск запресування маси, що самотвердіє, повинен бути порівняльним з тиском усередині трубопроводу. Пропонований спосіб дозволяє розвантажити ділянку діючого трубопроводу, передавши частину навантаження на зовнішню оболонку. Використання суцільної оболонки, заповненої масою, що самотвердіє, жорстко закріпленої із трубопроводом у декількох місцях, дозволяє понизити рівень кільцевих напружень у стінці трубопроводу, а також підвищити опір труби до розтягування та стиску, що дає можливість підвищити категорію ділянки трубопроводу довільної довжини. У місцях з'єднання оболонки із трубою, через занижений тиск запресування маси, що самотвердіє, у підмуфтовий простір, має місце зменшене, у порівнянні з іншими ділянками, зниження кільцевих напруг, що може привести до негативних наслідків при позаштатних ситуаціях експлуатації трубопроводу. Наявність бандажного кільця, установленого поверх кільцевого шва, дозволяє підвищити надійність всієї ремонтної конструкції, зокрема, до зниження ймовірності гильотинного розриву трубопроводу при зсуві ґрунту. Крім того, бандажне кільце сприяє зменшенню кутової деформації стінок ремонтної муфти та трубопроводу в місцях їх з'єднання, знижуючи тим самим ефект розклинення зварного шва під час запресування маси, що самотвердіє. Кільцеві напруження в місцях з'єднання оболонки із трубою можуть бути додатково знижені до рівня інших ділянок. Максимальний тиск запресування маси, що самотвердіє, у підмуфтовий простір приварених до труби муфт обмежено допустимими напруженнями у зварному з'єднанні. У цьому випадку, домогтися необхідного рівня зниження кільцевих напружень в основній трубі можна шляхом короткочасного зниження тиску в трубопроводі на час установки муфт, що приварюються до труби, а також найближчих до них муфт. При цьому ступінь зниження тиску й товщина стінки бандажного кільця може бути розрахована по формулах (1-4). Для цього, у пропонованому способі, перед установкою розрізних муфт, що приварюють до труби й сполучених з ними муфт, тиск усередині трубопроводу зменшують до певного рівня, який може бути піднято після монтажу і зварювання вказаних муфт з трубопроводом, установки бандажних кілець і запресування в підмуфтовий простір герметика під заниженим тиском. У випадку проведення робіт зі збільшення категорії лінійної ділянки магістрального трубопроводу з метою звуження охоронних зон, пропонований спосіб може бути спрощений. Звичайно, у цьому випадку, трубопроводи не піддаються екстремальним механічним впливам. Тому, завдання підвищення категорії зводиться до завдання рівномірного зниження рівня кільцевих і поздовжніх осьових напружень уздовж усієї оброблюваної ділянки, що дає можливість організації послідовної установки оболонки з відмовою від бандажних кілець . У цьому випадку, потрібний ступінь зниження кільцевих напружень в зоні жорсткого кріплення оболонки до трубопроводу досягається за рахунок оптимального вибору товщини стінок муфт, що приварюють до труби. Даний різновид способу реконструкції трубопроводу реалізують наступним чином. Спочатку проводять попереднє обстеження оброблюваної ділянки трубопроводу з метою визначення його технічного стану й профілю. На підставі результатів обстеження розраховують необхідний ступінь зниження кільцевих і поздовжніх осьових напружень у трубопроводі, а також визначають майбутню структуру формованої оболонки (кількість розрізних ремонтних муфт, їхню лінійну довжину для конкретного місця установки, місця стикування розрізних муфт, місця кріплення оболонки до труби). Після цього визначають глибину підмуфтового простору, тиск запресування маси, що самотвердіє, у підмуфтовий простір і товщину стінок муфт. Крім того, виходячи з вимог до надійності зварного з'єднання, що перебуває під дією розклинюючих сил, розраховується занижений тиск запресування маси, що самотвердіє, у підмуфтовий простір муфт, що приварюють до трубопроводу. Маючи інформацію про значення зниженого тиску в трубопроводі на період установки муфт, що приварюють до трубопроводу, розраховують товщину їхньої стінки. При цьому, для розрахунку може бути використана залежність, одержувана з вираження (1): 2 × Ру - Рм sм + 1s0 Рр (5) dп = × dт Ру - Рм s м Рр s0 Очевидно, що у випадку відсутності бандажних кілець, розрізні муфти, що приварюють до трубопроводу, повинні бути більш товстостінними, у порівнянні з розрізними муфтами, що використовуються для формування інших частин оболонки. Після розрахунків і підготовки матеріалів, починають послідовне формування оболонки. Для цього при робочому або зниженому тиску усередині трубопроводу починають послідовну, без приварювання до труби, установку тонкостінних технологічних кілець. На встановлених тонкостінних технологічних кільцях послідовно збирають розрізні муфти, при цьому їхні частини (у загальному випадку напівоболонки) зварюють поздовжніми швами, а суміжні торці муфт зварюють між собою із частковим проплавленням відповідних тонкостінних кілець. Після цього, підмуфтовий простір встановлених муфт заповнюють під розрахунковим тиском масою, що самотвердіє. Коли від зовнішнього торця чергової встановленої муфти до місця передбачуваного кріплення оболонки до трубопроводу залишається встановити дві муфти, тиск усередині трубопроводу знижують. Далі в місці передбачуваного кріплення оболонки до трубопроводу встановлюють пари тонкостінних технологічних кілець, а в місцях передбачуваного стикування торців прилеглих муфт установлюють тонкостінні технологічні кільця. Після цього встановлюють розрізні муфти зі збільшеною товщиною стінок і сполучені з ними муфти. При цьому внутрішні торці муфт зі збільшеною товщиною стінок сполучають із внутрішніми торцями тонкостінних кілець пари. Далі, твірні частини розрізних муфт зварюють між собою поздовжніми швами, суміжні торці муфт зварюють між собою із частковим проплавленням тонкостінних технологічних кілець, а торці муфт із підвищеною товщиною стінок, розташовані на внутрішніх торцях пари тонкостінних технологічних кілець, зварюють між собою із частковим проплавленням стінки труби. Після завершення монтажу, простір під муфтами зі збільшеною товщиною стінок заповнюють під розрахунковим зниженим тиском масою, що самотвердіє. Далі, тиск усередині трубопроводу підвищують (при необхідності) і заповнюють масою, що само твердіє і подається під розрахунковим тиском, під муфтовий простір муфт, що залишилися. Після цього продовжують роботи з установки інших розрізних муфт, що складають зовнішню оболонку. Кінцеві частини оболонки можуть додатково кріпитися до трубопроводу за допомогою зварювання (аналогічно прототипу). Для цього зовнішні торці розрізних муфт, що утворюють кінці оболонки, установлюють на тонкостінні кільця й приварюють до труби одночасно з торцями попередньо встановлених із зазором до оболонки зовнішніми технологічними кільцями. У цьому випадку, підмуфтовий простір під крайніми муфтами оболонки заповнюють масою, що самотвердіє, під заниженим тиском, який обмежений граничними напруженнями у зварному шві. А у випадку встановлення бандажного кільця біля торця складової оболонки, тиск запресування масою, що сама твердіє, може бути підвищено до розрахункового (проектного). Варіанти пропонованого способу пояснюються малюнками, представленими на Фіг.1-4. На Фіг.1 показано рисунок, що ілюструє конструкцію ремонтної оболонки, що установлюють пропонованим способом. Де: 1 - трубопровід, 2 - розрізні муфти, 3 - розрізні муфти, що приварюють до трубопроводу, 4 тонкостінні технологічні кільця, 5 - пари тонкостінних технологічних кілець, 6 - бандажне кільце, 8 - зовнішні технологічні кільця, 9 - вузол стикування торців муфт, 10 - вузол кріплення оболонки до трубопроводу, 11 - вузол кріплення кінців оболонки до трубопроводу, 12 - шар, утворений масою, що самотвердіє. На Фіг.2 показано рисунок, що ілюструє вузол стикування торців муфт. Де: 1 - трубопровід, 2 - розрізні муфти, 4 - тонкостінне технологічне кільце, 7- зварний шов, 12 - шар, утворений масою, що самотвердіє. На Фіг.3 показано рисунок, що ілюструє вузол кріплення оболонки до трубопроводу на проміжній ділянці. Де: 1 - трубопровід, 3 - розрізні муфти, що приварюють до трубопроводу, 5 - пари тонкостінних технологічних кілець, 6 - бандажне кільце, 7 - зварний шов, 12 - шар, утворений масою, що самотвердіє. На Фіг.4 показано рисунок, що ілюструє вузол кріплення оболонки до трубопроводу (із приварюванням бандажного кільця). Де: 1 - трубопровід, 3 - розрізні муфти, що приварюють до трубопроводу, 5 - пари тонкостінних технологічних кілець, 6 - бандажне кільце, 7 - зварний шов, 12 - шар, утворений масою, що самотвердіє. На Фіг.5 показано рисунок, що ілюструє вузол кріплення кінців оболонки до трубопроводу. Де 1 - трубопровід, 2 - розрізна муфта, 4 - тонкостінне технологічне кільце, 12 - шар, утворений масою, що самотвердіє, 8 - зовнішнє технологічне кільце. На Фіг.6 показано рисунок, що ілюструє вузол кріплення оболонки до трубопроводу за допомогою товстостінних муфт (без використання бандажного кільця). Де 1 - трубопровід, 2 - розрізні муфти, 4 - тонкостінні технологічні кільця, 5 - пари тонкостінних технологічних кілець, 7 - зварний шов, 12 - шар, утворений масою, що самотвердіє, 13 - товстостінні розрізні муфти, що приварюють до трубопроводу. Використання пропонованих варіантів способів реконструкції дозволяє підвищити категорію лінійної протяжної ділянки трубопроводу шляхом установки додаткової жорсткої оболонки. Роботи можуть проводитися на діючому трубопроводі. Оптимізація глибини підмуфтового простору дозволяє мінімізувати витрати маси, що самотвердіє. Застосування пар тонкостінних кілець, за допомогою яких труба обтискається за периметром зварного шва, дозволяє здійснити жорстке кріплення оболонки до трубопроводу в заданих місцях без ризику пропалу трубопроводу. Використання посекторового заповнення підмуфтового простору масою, що самотвердіє, зі змінним тиском дозволяє знизити навантаження на зварне з'єднання, підвищивши тим самим надійність ремонтної конструкції. Використання товстостінних ремонтних муфт, що приварюють до трубопроводу, дозволяє рівномірно розвантажити оброблювану ділянку трубопроводу, а застосування додаткових бандажних кілець дає ( ) можливість знизити ймовірність гильотинного розриву труби по зварному шву при позаштатних умовах експлуатації трубопроводу. Наданий спосіб пропонується для використання на трубопроводах різного призначення, а максимальний ефект може бути отриманий на магістральних газопроводах високого тиску, виготовлених із труб великого діаметра (1020-1420мм).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to increase category of continuous linear section of operating pipeline (variants)
Автори англійськоюMarchuk Yaroslav Semenovych, Andriishyn Mykhailo Petrovych, Rudko Valentyn Vasyliovych, Mandra Anatolii Stepanovych, But Viktor Stepanovych, Boiko Leonid Yosypovych, Matiash Vasyl Ivanovych, Bekker Mykhailo Viktorovych, Lokhman Ihor Viktorovych, Drohomyretskyi Mykhailo Mykolaiovych, Podolian Oleksandr Petrovych, Pudryi Serhii Volodymyrovych, Tomashuk Oleksandr Ivanovych
Назва патенту російськоюСпособ повышения категории протяженного линейного участка действующего трубопровода (варианты)
Автори російськоюМарчук Ярослав Семенович, Андриишин Михаил Петрович, Рудко Владимир Васильевич, Мандра Анатолий Степанович, Бут Виктор Степанович, Бойко Леонид Иосифович, Матяш Василий Иванович, Беккер Михаил Викторович, Лохман Игорь Викторович, Дрогомирецкий Михаил Николаевич, Подолян Александр Петрович, Пудрий Сергей Владимирович, Томашук Александр Иванович
МПК / Мітки
МПК: F16L 55/18
Мітки: спосіб, підвищення, ділянки, протяжної, діючого, трубопроводу, варіанти, лінійної, категорії
Код посилання
<a href="https://ua.patents.su/5-78963-sposib-pidvishhennya-kategori-protyazhno-linijjno-dilyanki-diyuchogo-truboprovodu-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб підвищення категорії протяжної лінійної ділянки діючого трубопроводу (варіанти)</a>
Спосіб ремонту ділянки діючого трубопроводу з наскрізним дефектом
Номер патенту: 77930
Опубліковано: 15.01.2007
Автори: Девдера Борис Петрович, Бут Віктор Степанович, Подолян Олександр Петрович, Яковина Роман Павлович, Беккер Михайло Вікторович, Дрогомирецький Михайло Миколайович, Ковалів Євстахій Йосипович, Степ'юк Михайло Дмитрович, Пудрий Сергій Володимирович, Сидор Михайло Дмитрович
МПК: F16L 55/18
Мітки: наскрізним, трубопроводу, ділянки, дефектом, спосіб, діючого, ремонту
Формула / Реферат:
1. Спосіб ремонту ділянки діючого трубопроводу, що має наскрізний дефект, полягає в тому, що на ділянці трубопроводу, що ремонтується, спочатку встановлюють частини бандажа, обладнані планками з вушками, які притискають до трубопроводу за допомогою шпильок, вставлених у вушка, після чого частини бандажа скріплюють між собою, при цьому попередньо над наскрізним дефектом під бандаж установлюють ущільнювач, за допомогою якого виключають...
Спосіб ремонту дефектної ділянки діючого трубопроводу
Номер патенту: 76391
Опубліковано: 17.07.2006
Автори: Коломєєв Валентин Миколайович, Марчук Ярослав Семенович, Подолян Олександр Петрович, Горностаєв Геннадій Петрович, Дрогомирецький Михайло Миколайович, Пудрий Сергій Володимирович, Андріїшин Михайло Петрович, Слесар Петро Федорович, Максимов Сергій Юрійович, Бут Віктор Степанович, Карвасарський Рафаїл Давидович
МПК: B23K 31/02
Мітки: ремонту, трубопроводу, ділянки, спосіб, діючого, дефектної
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки діючого трубопроводу, який складається з установки технологічних кілець, які приварюються до трубопроводу із частковим проплавленням його стінки й розрізної муфти, виготовленої з декількох частин і розміщеної на кінцях технологічних кілець із наступним заповненням простору між трубою й муфтою самотверднучою масою, який відрізняється тим, що із двох сторін дефектної ділянки встановлюють по три технологічних...
Спосіб ремонту дефектної ділянки діючого трубопроводу
Номер патенту: 75859
Опубліковано: 15.05.2006
Автори: Бут Віктор Степанович, Пудрий Сергій Володимирович, Ніколаєв Віктор Олександрович, Мандра Анатолій Степанович, Максимов Сергій Юрійович, Коломєєв Валентин Миколайлович, Дрогомирецький Михайло Миколайович, Беккер Михайло Вікторович, Подолян Олександр Петрович, Налісний Микола Борисович
МПК: F16L 55/16
Мітки: ділянки, дефектної, спосіб, ремонту, діючого, трубопроводу
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки діючого трубопроводу, що включає виготовлення розрізної муфти, установку її частин на трубопровід, скріплення частин, герметизацію підмуфтового простору шляхом набивання герметика в напрямні, розташовані радіально уздовж торців муфти, з наступним заповненням підмуфтового простору герметиком під тиском, що дорівнює або перевищує тиск у трубопроводі через крани, установлені в нижній і верхній частинах муфти,...
Спосіб ремонту лінійної ділянки трубопроводу
Номер патенту: 72840
Опубліковано: 15.04.2005
Автори: Рудник Анатолій Андрійович, Беккер Михайло Вікторович, Томашук Олександр Іванович, Подолян Олександр Петрович, Карвасарський Рафаїл Давидович, Пудрий Сергій Володимирович, Горностаєв Геннадій Петрович, Дрогомирецький Михайло Миколайович, Слесар Петро Федорович, Бут Віктор Степанович
МПК: F16L 55/16
Мітки: трубопроводу, спосіб, ділянки, лінійної, ремонту
Формула / Реферат:
1. Спосіб ремонту лінійної ділянки трубопроводу, що полягає в зачищенні ділянки трубопроводу, який ремонтується, установленні на ньому розрізної муфти, центруванні й скріпленні її частин, встановленні між зовнішньою поверхнею трубопроводу і внутрішньою поверхнею муфти з її кінців кільцевих еластичних прокладок, встановленні із двох кінців муфти фланців, з’єднаних стяжками, заповненні простору між трубопроводом і внутрішньою поверхнею муфти...
Пристрій для перекриття дефектної ділянки діючого трубопроводу
Номер патенту: 6370
Опубліковано: 16.05.2005
Автори: Грудз Володимир Ярославович, Дорошенко Ярослав Васильович, Капцов Іван Іванович
МПК: F16L 55/18
Мітки: перекриття, пристрій, діючого, ділянки, трубопроводу, дефектної
Формула / Реферат:
Пристрій для перекриття дефектної ділянки діючого трубопроводу, що містить дві з'єднані між собою роз'ємні частини, які обладнані елементами герметизації у вигляді кільцевих еластичних оболонок, який відрізняється тим, що роз'ємні частини виконані у вигляді двох, розміщених один в одному, перекриваючих пристроїв, кільцеві еластичні оболонки яких сполучені з можливістю взаємодії з балонами під тиском робочого агента, внутрішній пристрій...
Попередній патент: Просторовий запам’ятовуючий пристрій і спосіб запису та зчитування інформації у просторовому запам’ятовуючому пристрої
Наступний патент: Спосіб виробництва прокату
Випадковий патент: Введення інгібітору ферменту, що активує nedd8, і гіпометилуючого засобу