Спосіб виготовлення гнутих профілів із складною поздовжньою кривизною
Номер патенту: 79280
Опубліковано: 11.06.2007
Автори: Новошицький Антон Володимирович, Соловйов Станіслав Миколайович
Завантажити PDF файл.
Формула / Реферат
Спосіб виготовлення гнутих профілів із складною поздовжньою кривизною шляхом місцевого згинання кінців плоскої заготовки, наступного її розтягування та калібрування профілюючими роликами, який відрізняється тим, що деформування кінцевих ділянок заготовки здійснюють з різною по знаку поперечною кривизною, а деформування заготовки здійснюють блоками роликів при їх поздовжньому переміщенні, кожна пара яких також переміщується у вертикальному напрямку відповідно до необхідної кривизни профілю у кожному поперечному перерізі.
Текст
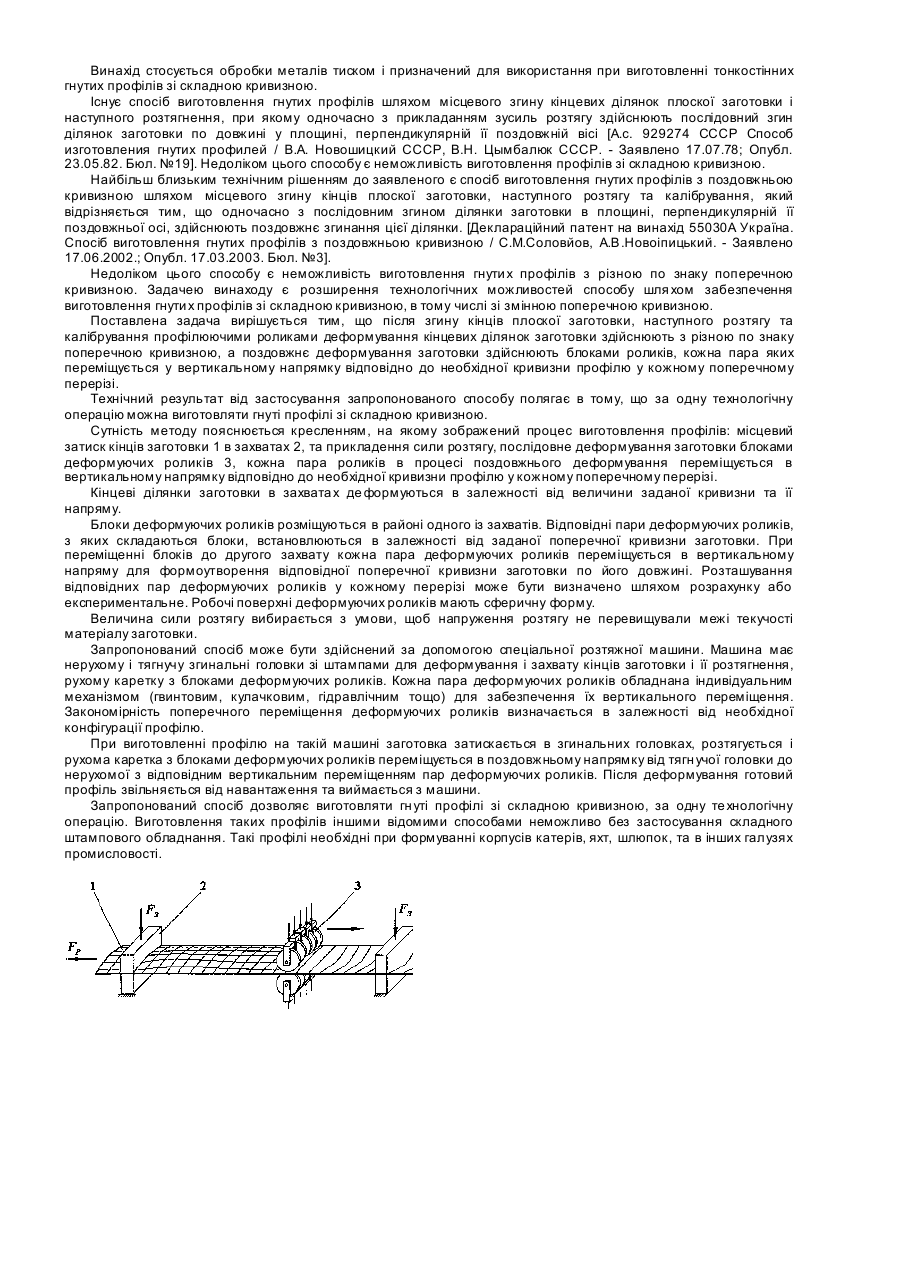
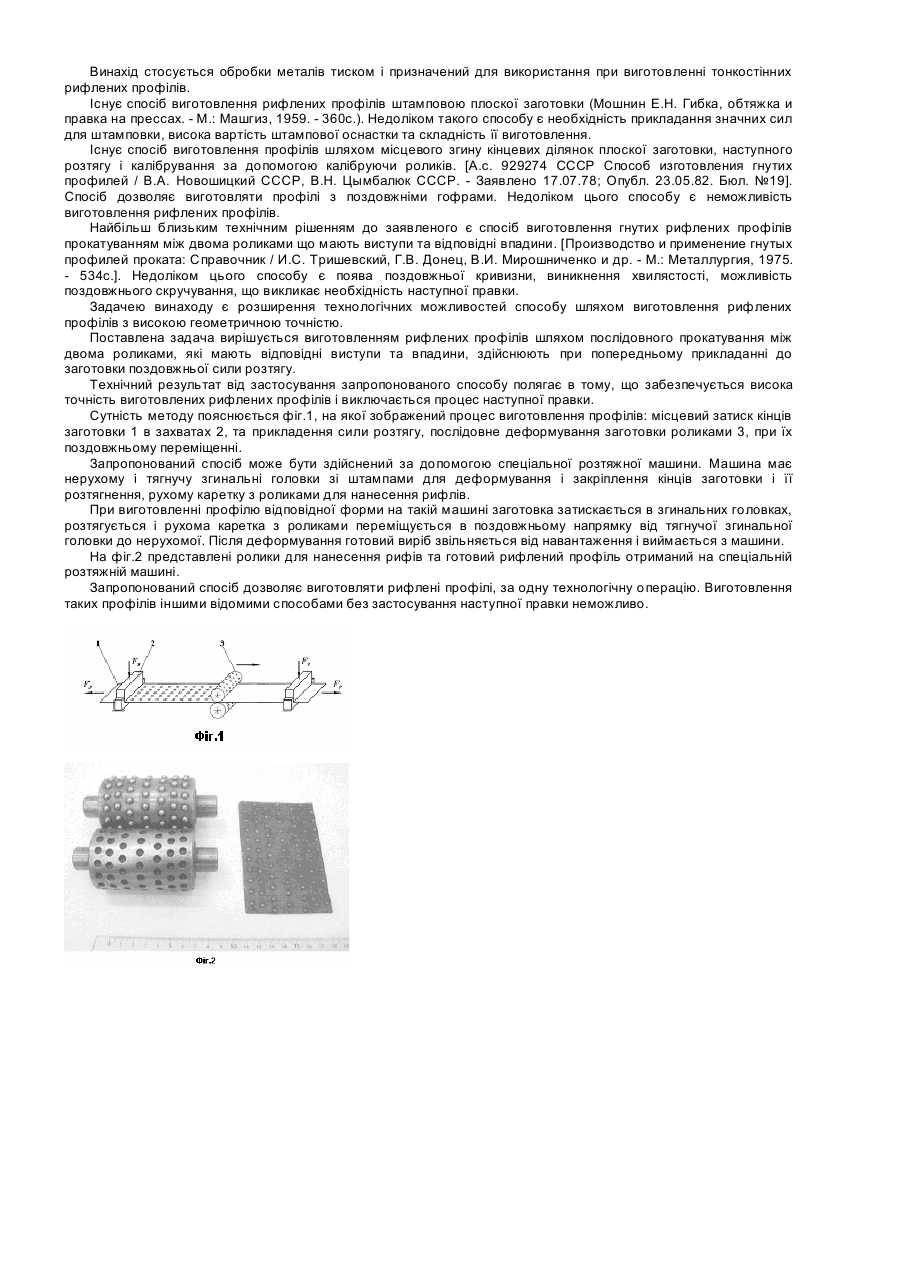
Винахід стосується обробки металів тиском і призначений для використання при виготовленні тонкостінних гнутих профілів зі складною кривизною. Існує спосіб виготовлення гнутих профілів шляхом місцевого згину кінцевих ділянок плоскої заготовки і наступного розтягнення, при якому одночасно з прикладанням зусиль розтягу здійснюють послідовний згин ділянок заготовки по довжині у площині, перпендикулярній її поздовжній вісі [А.с. 929274 СССР Способ изготовления гнутих профилей / Β.Α. Новошицкий СССР, Β.Η. Цымбалюк СССР. - Заявлено 17.07.78; Опубл. 23.05.82. Бюл. №19]. Недоліком цього способу є неможливість виготовлення профілів зі складною кривизною. Найбільш близьким технічним рішенням до заявленого є спосіб виготовлення гнутих профілів з поздовжньою кривизною шляхом місцевого згину кінців плоскої заготовки, наступного розтягу та калібрування, який відрізняється тим, що одночасно з послідовним згином ділянки заготовки в площині, перпендикулярній її поздовжньої осі, здійснюють поздовжнє згинання цієї ділянки. [Деклараційний патент на винахід 55030А Україна. Спосіб виготовлення гнутих профілів з поздовжньою кривизною / С.М.Соловйов, А.В.Новоіпицький. - Заявлено 17.06.2002.; Опубл. 17.03.2003. Бюл. №3]. Недоліком цього способу є неможливість виготовлення гнути х профілів з різною по знаку поперечною кривизною. Задачею винаходу є розширення технологічних можливостей способу шля хом забезпечення виготовлення гнути х профілів зі складною кривизною, в тому числі зі змінною поперечною кривизною. Поставлена задача вирішується тим, що після згину кінців плоскої заготовки, наступного розтягу та калібрування профілюючими роликами деформування кінцевих ділянок заготовки здійснюють з різною по знаку поперечною кривизною, а поздовжнє деформування заготовки здійснюють блоками роликів, кожна пара яких переміщується у вертикальному напрямку відповідно до необхідної кривизни профілю у кожному поперечному перерізі. Технічний результат від застосування запропонованого способу полягає в тому, що за одну технологічну операцію можна виготовляти гнуті профілі зі складною кривизною. Сутність методу пояснюється кресленням, на якому зображений процес виготовлення профілів: місцевий затиск кінців заготовки 1 в захватах 2, та прикладення сили розтягу, послідовне деформування заготовки блоками деформуючих роликів 3, кожна пара роликів в процесі поздовжнього деформування переміщується в вертикальному напрямку відповідно до необхідної кривизни профілю у кожному поперечному перерізі. Кінцеві ділянки заготовки в захвата х де формуються в залежності від величини заданої кривизни та її напряму. Блоки деформуючих роликів розміщуються в районі одного із захватів. Відповідні пари деформуючих роликів, з яких складаються блоки, встановлюються в залежності від заданої поперечної кривизни заготовки. При переміщенні блоків до другого захвату кожна пара деформуючих роликів переміщується в вертикальному напряму для формоутворення відповідної поперечної кривизни заготовки по його довжині. Розташування відповідних пар деформуючих роликів у кожному перерізі може бути визначено шляхом розрахунку або експериментальне. Робочі поверхні деформуючих роликів мають сферичну форму. Величина сили розтягу вибирається з умови, щоб напруження розтягу не перевищували межі текучості матеріалу заготовки. Запропонований спосіб може бути здійснений за допомогою спеціальної розтяжної машини. Машина має нерухому і тягнучу згинальні головки зі штампами для деформування і захвату кінців заготовки і її розтягнення, рухому каретку з блоками деформуючих роликів. Кожна пара деформуючих роликів обладнана індивідуальним механізмом (гвинтовим, кулачковим, гідравлічним тощо) для забезпечення їх вертикального переміщення. Закономірність поперечного переміщення деформуючих роликів визначається в залежності від необхідної конфігурації профілю. При виготовленні профілю на такій машині заготовка затискається в згинальних головках, розтягується і рухома каретка з блоками деформуючих роликів переміщується в поздовжньому напрямку від тягн учої головки до нерухомої з відповідним вертикальним переміщенням пар деформуючих роликів. Після деформування готовий профіль звільняється від навантаження та виймається з машини. Запропонований спосіб дозволяє виготовляти гн уті профілі зі складною кривизною, за одну те хнологічну операцію. Виготовлення таких профілів іншими відомими способами неможливо без застосування складного штампового обладнання. Такі профілі необхідні при формуванні корпусів катерів, яхт, шлюпок, та в інших галузях промисловості.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing bent profiles with complex longitudinal curvature
Автори англійськоюSolov’iov Stanislav Mykolaiovych, Novoshytskyi Anton Volodymyrovych
Назва патенту російськоюСпособ изготовления гнутых профилей со сложной продольной кривизной
Автори російськоюСоловьев Станислав Николаевич, Новошицкий Антон Владимирович
МПК / Мітки
МПК: B21D 11/20, B21D 53/00, B21D 5/00
Мітки: спосіб, виготовлення, поздовжньою, кривизною, профілів, складною, гнутих
Код посилання
<a href="https://ua.patents.su/1-79280-sposib-vigotovlennya-gnutikh-profiliv-iz-skladnoyu-pozdovzhnoyu-kriviznoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гнутих профілів із складною поздовжньою кривизною</a>
Спосіб виготовлення гнутих профілів з поздовжньою кривизною
Номер патенту: 55030
Опубліковано: 17.03.2003
Автори: Соловйов Станіслав Миколайович, Новошицький Антон Володимирович
МПК: B21D 5/00, B21D 11/20, B21D 53/00
Мітки: виготовлення, гнутих, спосіб, кривизною, профілів, поздовжньою
Формула / Реферат:
Спосіб виготовлення гнутих профілів з поздовжньою кривизною шляхом місцевого згину кінців плоскої заготовки, наступного розтягу та калібрування, який відрізняється тим, що одночасно з послідовним згином ділянки заготовки в площині, перпендикулярній її поздовжній осі, здійснюють поздовжнє згинання цієї ділянки.
Спосіб виготовлення гнутих профілів з поздовжніми криволінійними гофрами
Номер патенту: 79279
Опубліковано: 11.06.2007
Автори: Новошицький Антон Володимирович, Соловйов Станіслав Миколайович
МПК: B21D 11/20, B21D 5/00, B21D 53/00
Мітки: гофрами, виготовлення, поздовжніми, гнутих, профілів, криволінійними, спосіб
Формула / Реферат:
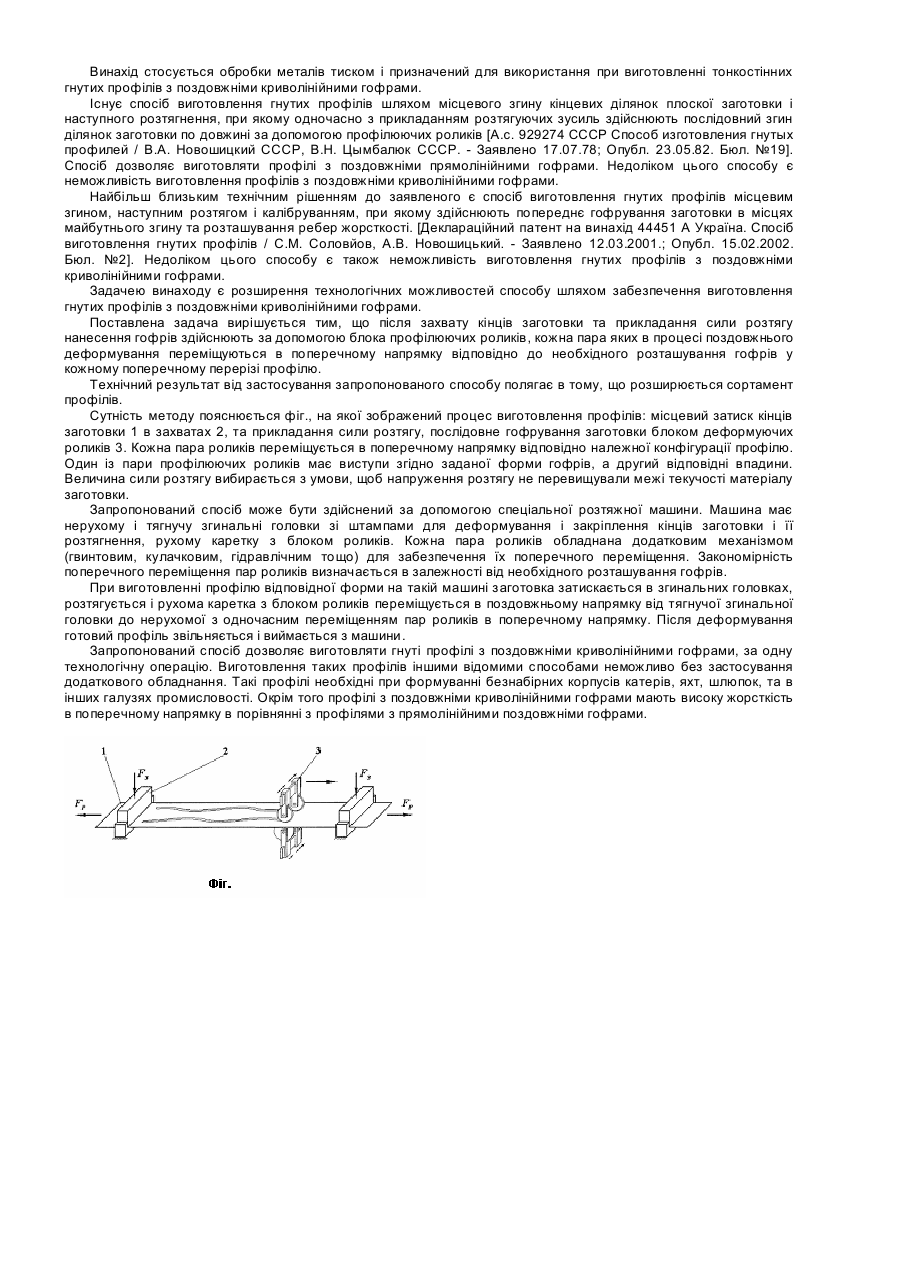
Спосіб виготовлення гнутих профілів з поздовжніми криволінійними гофрами шляхом затиску кінців заготовки, прикладення сили розтягу до заготовки та її гофрування, який відрізняється тим, що формування гофрів здійснюють за допомогою блока профілюючих роликів, кожна пара яких переміщується в поздовжньому і в поперечному напрямках відповідно до необхідного розташування гофрів у кожному поперечному перерізі профілю.
Спосіб виготовлення гнутих профілів
Номер патенту: 44451
Опубліковано: 15.02.2002
Автори: Соловйов Станіслав Миколайович, Новошицький Антон Володимирович
МПК: B21D 53/00, B21D 5/00
Мітки: профілів, спосіб, гнутих, виготовлення
Формула / Реферат:
Спосіб виготовлення гнутих профілів шляхом місцевого згину кінцевих ділянок, наступного розтягу і калібровки, який відрізняється тим, що перед згинанням здійснюють попередне гофрування заготовки у місцях майбутнього згину і розгадування продольних ребер жорсткості.
Спосіб виготовлення рифлених профілів
Номер патенту: 79278
Опубліковано: 11.06.2007
Автори: Соловйов Станіслав Миколайович, Новошицький Антон Володимирович
МПК: B21D 53/00, B21D 5/00, B21D 11/20
Мітки: рифлених, спосіб, профілів, виготовлення
Формула / Реферат:
Спосіб виготовлення рифлених профілів шляхом послідовного деформування закріпленої заготовки двома роликами при їх поздовжньому переміщенні, що мають відповідні виступи та заглибини, який відрізняється тим, що деформування заготовки роликами здійснюють при попередньому прикладанні до заготовки поздовжньої сили розтягу.
Спосіб виготовлення тонкостінних гнутих профілів
Номер патенту: 15922
Опубліковано: 17.07.2006
Автор: Пивовар Віктор Семенович
Мітки: виготовлення, профілів, тонкостінних, спосіб, гнутих
Формула / Реферат:
1. Спосіб виготовлення тонкостінних гнутих профілів, що включає послідовне підгинання елементів профілю при переміщенні смугової заготовки через блок для формування волочінням, який відрізняється тим, що до елемента, що підгинають, у кожному переході прикладають зусилля підгинання по нормалі з боку непривідних циліндричних роликів із зовнішньою робочою поверхнею обертання і паралельною стосовно елемента, що підгинають, віссю обертання або з...
Попередній патент: Спосіб виготовлення гнутих профілів з поздовжніми криволінійними гофрами
Наступний патент: Стабілізована композиція природної канабіноїдної сполуки і спосіб її приготування
Випадковий патент: Канал вимірювання радіальної швидкості літальних апаратів