Стрічка фільтрувального джгута і спосіб її виготовлення, машина для виготовлення фільтруючого мундштука і спосіб виготовлення фільтруючих мундштуків
Номер патенту: 100541
Опубліковано: 10.01.2013
Автори: Рустемейєр Пауль, Шеффнер Уве, Мюллер Херманн

Формула / Реферат
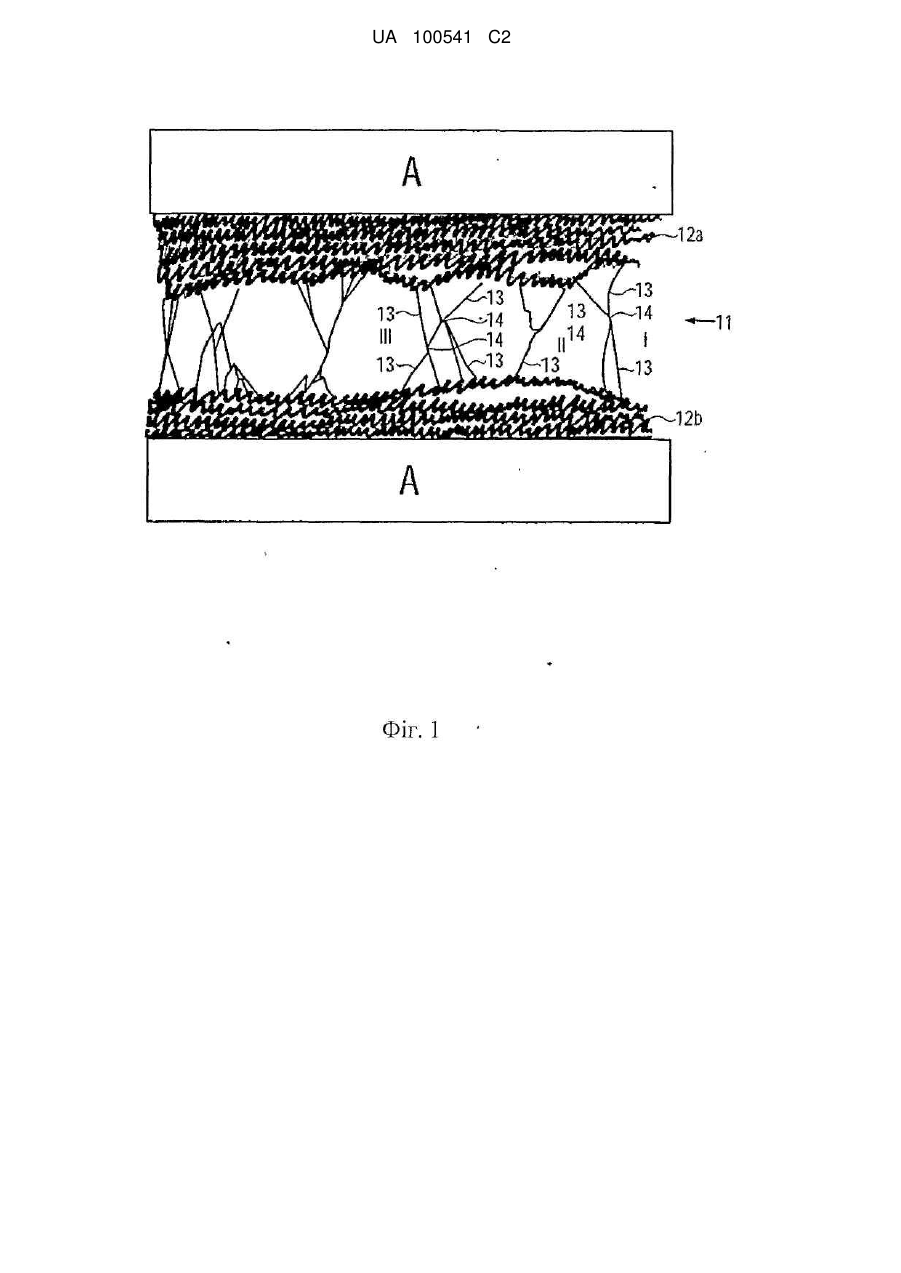
1. Стрічка (10) фільтрувального джгута, зокрема подвійного джгута, із зшитих і звитих філаментів, які утворюють щонайменше дві частини (12а, 12b) стрічки, з'єднані областю (11) з меншою щільністю зшивання, причому зв'язуючі філаменти (13) зчеплені один з одним петлеподібно і/або гачкоподібно, з утворенням, відповідно, точок (14) перетину, яка відрізняється тим, що на ділянці стрічки (10) фільтрувального джгута довжиною близько 20 см максимальне поперечне розділяюче зусилля для частин (12а, 12b) стрічки не перевищує 20 сН, і/або кількість зв'язуючих філаментів (13) на ділянці стрічки (10) фільтрувального джгута довжиною близько 20 см при прикладанні до стрічки (10) фільтрувального джгута максимального поперечного розділяючого зусилля не перевищує 200 філаментів з поперечним гачкоподібним і/або петлеподібним зчепленням.
2. Стрічка (10) за п. 1, яка відрізняється тим, що максимальне поперечне розділяюче зусилля складає £15 сН, зокрема £10, зокрема £7, зокрема £5, зокрема £4, зокрема £3, зокрема £2, зокрема £1.
3. Стрічка (10) за п. 1 або 2, яка відрізняється тим, що кількість філаментів (13) з поперечним гачкоподібним і/або петлеподібним зчепленням в області (11) з меншою щільністю зшивання складає £150, зокрема £125, зокрема £125, зокрема £100, зокрема £75, зокрема £50, зокрема £40, зокрема £30, зокрема £25, зокрема £20, зокрема £15, зокрема £10, зокрема £5.
4. Стрічка (10) щонайменше за одним з пп. 1-3, яка відрізняється тим, що частини (12а, 12b) стрічки розташовані по типу "бік у бік".
5. Стрічка (10) щонайменше за одним з пп. 1-3, яка відрізняється тим, що частини (12а, 12b) стрічки в крайовій області розташовані одна над одною з перекриттям.
6. Стрічка (10) щонайменше за одним з пп. 1-3, яка відрізняється тим, що частини (12а, 12b) стрічки розташовані одна над одною, причому зв'язуючі філаменти (13) розташовані в області перекриття частин (12а, 12b) стрічки, зокрема, у вигляді спільної середньої смуги, крайової смуги, з розподіленням по всій ширині або з довільним розподіленням в подовжньому напрямку.
7. Машина для виготовлення фільтруючих мундштуків, зокрема, машина для виготовлення подвійних фільтруючих мундштуків, яка містить щонайменше одне розширювальне сопло (20а, 20b), розтягувальний пристрій, розбризкувальний пристрій і форматувальну частину, яка відрізняється тим, що перед розширювальним соплом (20а, 20b) встановлений щонайменше один розділювальний пристрій для роз'єднання частин (12а, 12b) стрічки (10) фільтрувального джгута, зокрема, подвійного фільтрувального джгута, при цьому розділювальний пристрій (21) містить щонайменше два напрямних кільця (22а, 22b), встановлених таким чином, що вони чинять на частини (12а, 12b) стрічки нормальну складову сили.
8. Машина за п. 7, яка відрізняється тим, що розділювальний пристрій (21) містить щонайменше один розділювальний клин (23), встановлений в напрямі подачі стрічки (10) фільтрувального джгута.
9. Машина за одним з пп. 7-8, яка відрізняється тим, що розділювальний пристрій (21) містить два розширювальних сопла (20а, 20b), встановлених таким чином, що на частині (12а, 12b) стрічки діє нормальна складова сили, оскільки їх вхідні отвори не лежать на одній лінії.
10. Машина за одним з пп. 7-9, яка відрізняється тим, що безпосередньо після розділювального пристрою (21) у відповідному місці встановлений пристрій для вимірювання натягнення розділених частин (12а, 12b) стрічки.
11. Машина за одним з пп. 7-10, яка відрізняється тим, що в ній передбачений регулювальний пристрій, який забезпечує можливість регулювання швидкості подачі окремих частин (12а, 12b) стрічки на основі натягнення в частинах (12а, 12b) стрічки.
12. Спосіб виготовлення стрічок (10) фільтрувального джгута, зокрема за одним з пп. 1-6, при якому щонайменше дві частини (12а, 12b) стрічки із зшитих і звитих філаментів (13) з'єднують областю (11) з меншою щільністю зшивання, причому філаменти (13) зчеплюють один з одним в області (11) з меншою щільністю зшивання петлеподібно і/або гачкоподібно з утворенням, відповідно, точок перетину (14) так, що максимальне поперечне розділяюче зусилля частин (12а, 12b) стрічки не перевищує 20 сН на ділянці стрічки (10) фільтрувального джгута довжиною близько 20, і/або кількість зв'язуючих філаментів (13) на ділянці стрічки (10) фільтрувального джгута довжиною близько 20 см при прикладанні до стрічки (10) фільтрувального джгута максимального поперечного розділяючого зусилля не перевищує 200 філаментів з поперечним гачкоподібним і/або петлеподібним зчепленням.
13. Спосіб за п. 12, зокрема для виготовлення стрічки (10) фільтрувального джгута за п. 4, який відрізняється тим, що частини (12а, 12b) стрічки встановлюють по типу "бік у бік" і звивають спільно.
14. Спосіб за п. 12, зокрема для виготовлення стрічки (10) фільтрувального джгута за п. 5, який відрізняється тим, що частини (12а, 12b) стрічки розташовують одна над одною з частковим перекриттям і механічно обробляють шляхом голкопробивання або за допомогою повітряного струменя або струменя води з утворенням зв'язуючих філаментів.
15. Спосіб за п. 12, зокрема для виготовлення стрічки (10) фільтрувального джгута за п. 6, який відрізняється тим, що частини (12а, 12b) стрічки встановлюють одна над одною з повним перекриттям і механічно обробляють шляхом голкопробивання або за допомогою повітряного струменя, або струменя води, з утворенням зв'язуючих філаментів (13).
16. Спосіб щонайменше за одним з пп. 12-15, який відрізняється тим, що стрічку (10) фільтрувального джгута розділяють на частини (12а, 12b) стрічки, і відділені частини (12а, 12b) стрічки укладають в різні тази або в секційний таз з декількома приймальними областями, або в один таз.
17. Спосіб щонайменше за одним з пп. 13-16, який відрізняється тим, що нерозділену стрічку (10) фільтрувального джгута укладають в таз.
18. Спосіб виготовлення фільтруючих мундштуків з стрічок (10) фільтрувальних джгутів із зшитих і звитих філаментів, при якому стрічку (10) фільтрувального джгута, зокрема подвійного джгута, подають через підготовчу і форматуючу частини, причому стрічка (10) фільтрувального джгута містить щонайменше дві частини (12а, 12b) стрічки фільтрувального джгута, з'єднані одна з одною областю (11) з меншою щільністю зшивання, і філаменти (13) в області (11) з меншою щільністю зшивання зчеплені один з одним петлеподібно і/або гачкоподібно так, що філаменти (13) утворюють точки (14) перетину, причому частини (12а, 12b) стрічки розділяють перед форматуючою частиною з максимальним поперечним розділяючим зусиллям, що не перевищує 20 сН на ділянці стрічки (10) фільтрувального джгута довжиною близько 20 см.
Текст
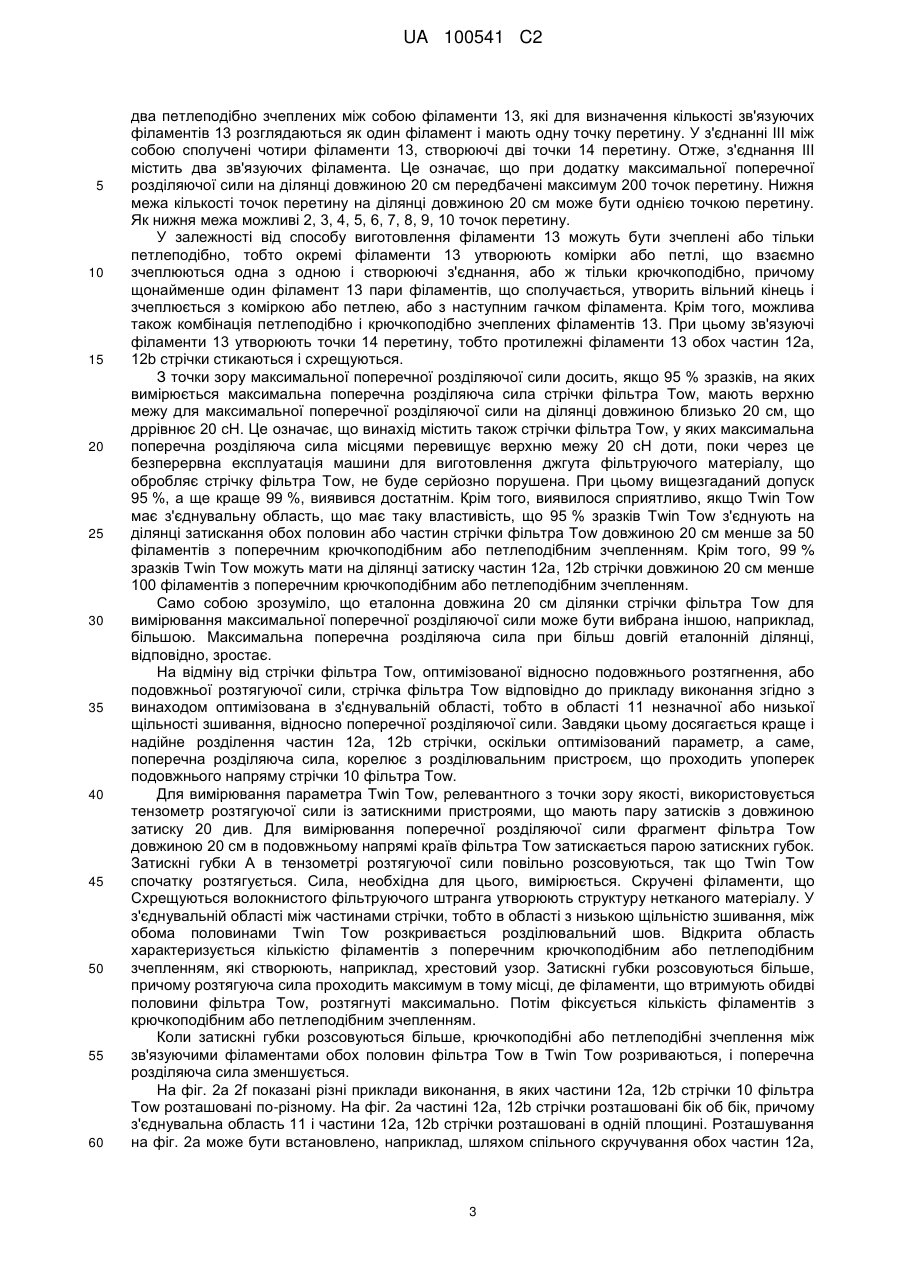
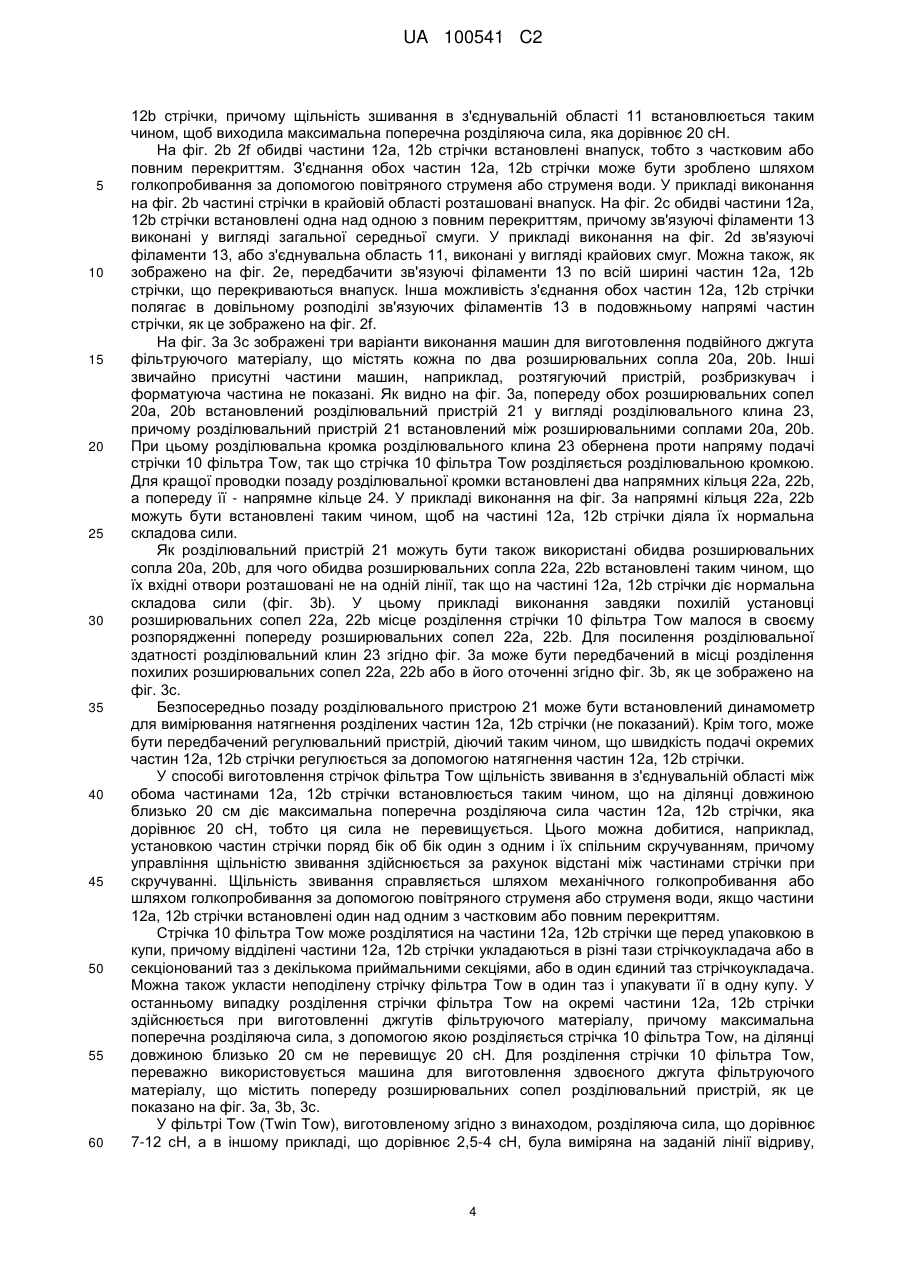
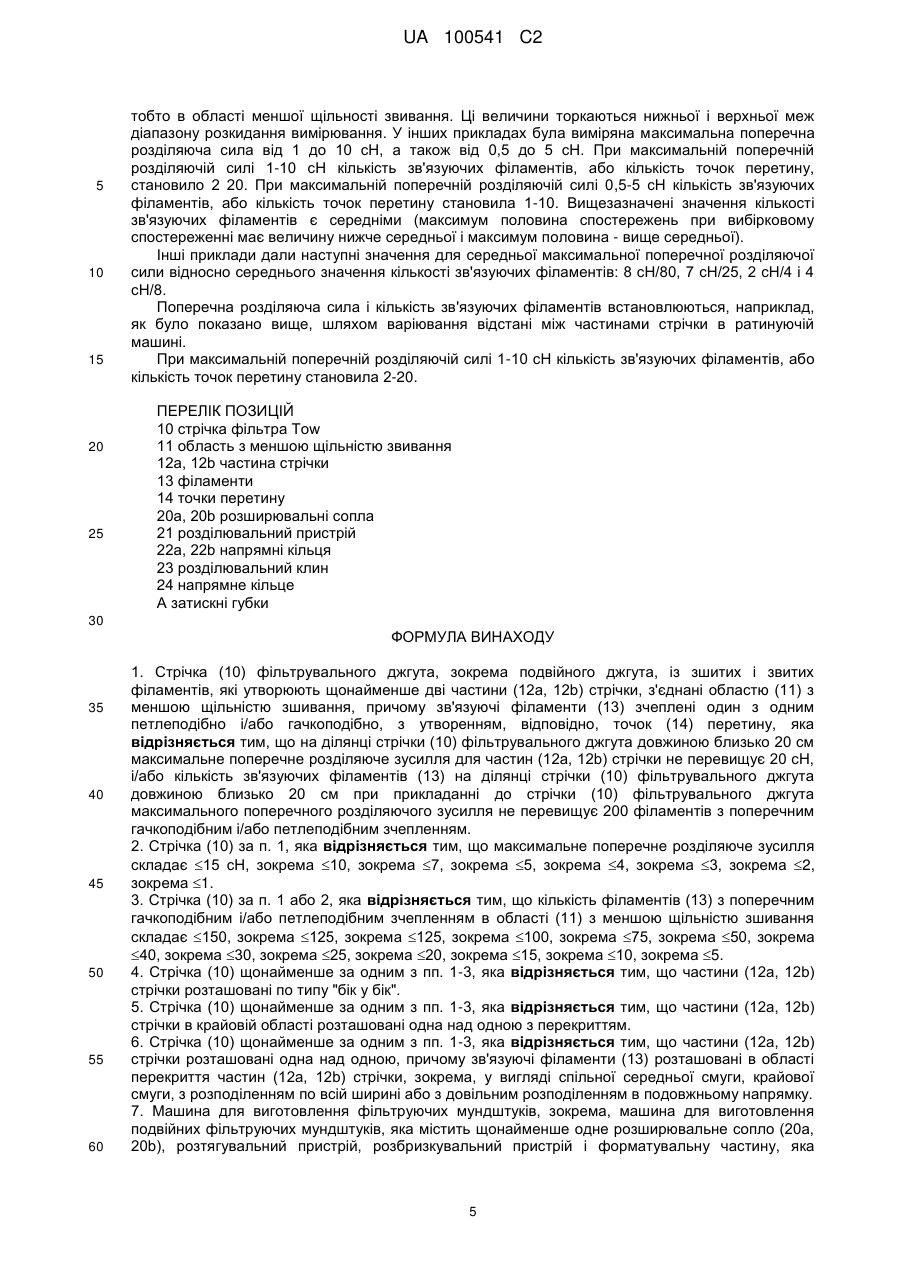
Реферат: Винахід стосується стрічки (10) фільтрувального джгута, зокрема подвійного джгута, із зшитих і звитих філаментів, які утворюють щонайменше дві частини (12а, 12b) стрічки, з'єднані областю (11) з меншою щільністю зшивання, причому зв'язуючі філаменти (13) зчеплені один з одним петлеподібно і/або крючкоподібно так, що вони утворюють точки (14) перетину. Винахід відрізняється тим, що максимальне поперечне розділяюче зусилля для частин (12а, 12b) стрічки на ділянці стрічки (10) фільтрувального джгута довжиною близько 20 см не перевищує 20 сН, і/або кількість зв'язуючих філаментів (13) на ділянці стрічки (10) фільтрувального джгута довжиною близько 20 см при прикладанні до стрічки (10) фільтрувального джгута максимального поперечного розділяючого зусилля не перевищує 200 філаментів з поперечним крючкоподібним і/або петлеподібним зчепленням. UA 100541 C2 (12) UA 100541 C2 UA 100541 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід стосується стрічки для фільтра Tow з ознаками обмежувальної частини пункту 1 формули винаходу, машини для виготовлення джгута фільтруючого матеріалу, способу виготовлення стрічки фільтра Tow і способу виготовлення джгутів фільтруючого матеріалу. Фільтр Tow вищезазначеного типу відомий, наприклад, з європейського патенту ЕР 0629722 А1, що належить заявнику. Для виробництва сигарет використовуються фільтри, що виготовляються з стрічки або нескінченного фільтруючого штранга зі скручених волокон з ацетату целюлози, так званого фільтра Tow. При виготовленні фільтра Tow відформовані філаменти з ацетату целюлози скручуються в камері для надання звивистості, причому додана звита структура фіксується при проходженні через сушарку. Після доведення фільтра Tow до постійної кінцевої вогкості останній правильними узорами з провисанням укладається в тази стрічкоукладача висотою в декілька метрів. Потім слабо натягнутий шар Tow пресується в пресі і остаточно упаковується в купу фільтра Tow, що підготовляється до подальшої переробки в фільтри. Докладний опис процесу виготовлення фільтра Tow розкритий в статті CA Filter Tow fur Cigarette Filter, Paul Rustemeyer, Macromolecular Symposia 208 (2004), 267 291. Переробка фільтра Tow в джгути фільтруючого матеріалу проводиться на машині для виготовлення джгута фільтруючого матеріалу, на якій в підготовчій частині для одержання максимальної заповнюючої здатності фільтр Tow роздувається як можна сильніше, а потім стискується до формату майбутнього сигаретного фільтра і загортається в папір. Для роздування фільтра Tow він за допомогою розширювальних пневматичних сопел розтягується в сторони і витягується в системі витяжних валків з нарізною і гвинтовою поверхнями. Після цього розширений фільтр Tow подається в зрошувальну камеру з триацетином, в якій ацетатна поверхня розчиняється і робиться клейкою. У форматуючій частині машини для виготовлення джгута фільтруючого матеріалу фільтр Tow підхоплюється і стискується до одержання поперечного перетину майбутнього джгута фільтруючого матеріалу. При цьому філаменти склеюються і утворюють тривимірну просторову сітчасту структуру з жорсткістю фільтра, бажаною для подальшої переробки і для споживача. Для підвищення продуктивності відомо, наприклад, з патенту ФРН DE 4320317, також що належить заявнику, що джгути фільтруючого матеріалу виготовляють на машинах для виготовлення подвійного джгута фільтруючого матеріалу, в яких два фільтри Tow обробляються паралельно і синхронно. Для одержання однакових властивостей в обох фільтруючих штрангах в згаданому спочатку європейському патенті ЕР 0629722 А1 описане застосування багато разів розширеного фільтра Tow, що містить задану лінію відриву. Стрічка фільтра Tow вздовж заданої лінії відриву може бути розділена на окремі стрічки з однаковим загальним фільтром. Завдяки певній подільності загального, або подвійного, фільтра на дві окремі стрічки стрічка фільтра Tow подвійної ширини називається також Twin Tow. Для розділення фільтра Tow багаторазової ширини в європейському патенті ЕР 0629722 А1 показано, що до стрічки в подовжньому напрямі прикладається подвоєне розтягуюче зусилля, сприяюче розділенню стрічки на дві і більше частини. Для безперешкодного виробництва і підтримки постійності якості джгутів фільтруючого матеріалу необхідно, щоб розділення багаторазової стрічки фільтра Tow відбувалося можливо більш рівномірно і щоб частини фільтруючого штранга поступали в машину для виготовлення подвійного джгута фільтруючого матеріалу можливо більш рівномірно. У основу винаходу встановлена задача створення стрічки фільтра Tow, зокрема, Twin Tow, із зшитих і скручених філаментів, що допускає максимально безперешкодну переробку на машині для виготовлення джгута фільтруючого матеріалу, зокрема, на машині для виготовлення подвійного джгута фільтруючого матеріалу, причому розділення стрічки фільтра Tow для безперервного виробництва повинно відбуватися можливо більш рівномірно. Крім того, в основу винаходу встановлена задача створення машини для виготовлення джгута фільтруючого матеріалу, зокрема, машини для виготовлення подвійного джгута фільтруючого матеріалу, з допомогою якого стрічка фільтра Tow могла б розділятися безперешкодно, а також способу виготовлення стрічки фільтра Tow, зокрема, Twin Tow, і способу виготовлення джгутів фільтруючого матеріалу. Ця задача згідно з винаходом відносно стрічки фільтра Tow вирішується за допомогою предмета пункту 1 формули винаходу, відносно машини для виготовлення джгута фільтруючого матеріалу - за допомогою предмета пункту 7 формули винаходу і відносно способу - за допомогою предмета пункту 13 і предмета пункту 19 формули винаходу. Винахід має ту перевагу, що розділення стрічки фільтра Tow згідно з винаходом значною мірою безперешкодно досягається навіть в прискорених процесах. Завдяки рівномірній силі зчеплення половин фільтра Tow вздовж Twin Tow коливання натягнення, а тим самим 1 UA 100541 C2 5 10 15 20 25 30 35 40 45 50 55 60 коливання якості джгутів фільтруючого матеріалу, ефективно запобігаються. На відміну від європейського патенту ЕР 0629722 А1, в якому показане тільки подовжнє розривне зусилля стрічки фільтра Tow, стрічка фільтра Tow згідно з винаходом визначена максимальною поперечною розділяючою силою, що не перевищує 20 сН, а саме, на ділянці довжиною близько 20 см. Це має ту перевагу, що розділювальні властивості стрічки можуть бути відрегульовані набагато точніше, ніж у стрічки згідно з європейським патентом ЕР 0629722 А1, так що розділювальні властивості стрічки поліпшуються. Розділення фільтра Tow на дві окремих стрічки фільтра Tow попереду розширювального сопла, або розширювальних сопел, машини для виготовлення джгута фільтруючого матеріалу згідно з винаходом забезпечує у випадку необхідності в залежності від наявності матеріалу фільтра Tow безперешкодну заміну між купою Twin Tow, тобто купи з фільтром Tow згідно з винаходом, і двома купами зі стандартним фільтром Tow. Переважні варіанти виконання винаходу наведені в залежних пунктах формули винаходу. Нижче винахід більш детально пояснюється на прикладах виконання з посиланням на прикладені схематичні креслення, на яких: фіг. 1 зображає схематично поперечний розріз стрічки фільтра Tow відповідно до прикладу виконання згідно з винаходом, затиснутої для вимірювання поперечної розділяючої сили затискними губками; фіг. 2а 2f - розрізи стрічки фільтра Tow відповідно до різних прикладів виконання згідно з винаходом, в яких область з'єднання між частинами стрічки розташована по-різному, і фіг. 3a, b, с - схематично частковий розріз машини для виготовлення подвійного джгута фільтруючого матеріалу відповідно до прикладів виконання згідно з винаходом в області розділювального пристрою. На фіг. 1 зображений приклад стрічки 10 фільтра Tow, причому у випадку зображеної стрічки 10 фільтра Tow мова йде про стрічку фільтра Tow подвійної ширини, тобто про так звану Twin Tow із зшитих і скручених філаментів. Стрічка фільтра Tow містить дві частини 12а, 12b стрічки, сполучені областю 11 з меншою щільністю зшивання. Філаменти 13, що з'єднують обидві частини 12а, 12b стрічки, зчеплені між собою петлеподібно і/або крючкоподібно таким чином, що зв'язуючі філаменти 13 утворюють точки 14 перетину. При цьому винахід не обмежений стрічками 10 фільтра Tow з двома частинами стрічки, а містить в загальному випадку багаторазові стрічки фільтра Tow з декількома частинами стрічки, наприклад, трьома або чотирма частинами стрічки, сполученими між собою відповідним чином. Стрічка 10 фільтра Tow на фіг. 1 затиснута між двома затискними губками А вимірювального пристрою, розсованими настільки, що обидві частини 12а, 12b стрічки фільтра Tow, або Twin Tow, а також з'єднувальна область 11 з низькою щільністю зшивання, розташована між ними, є пізнаваними. Замість затискних губок А можуть бути використані гребінчасті затиски, зокрема, для вимірювання частин стрічки, розташованих одна над одною. При цьому з'єднувальна область 11 виконана таким чином, що максимальна поперечна розділяюча сила, необхідна для розділення частин стрічки, на ділянці довжиною близько 20 см не перевищує 20 сН. При цьому максимальна поперечна розділяюча сила відповідає тій силі, направленій перпендикулярно подовжній протяжності стрічки 10 фільтра Tow, яка виникає при безперервному розтягненні, тобто при безперервному розсуванні затискних губок А відносно один одного незадовго до того, як поперечна розділяюча сила знову стане меншою 20 сН, наприклад, рівною 15, 10, 7, 5, 4, 3, 2 або 1 сН. При цьому максимальна поперечна розділяюча сила може розташовуватися в діапазоні від 0,5 до менше ніж 20 сН, причому нижня межа 0,5 сН може комбінуватися з вищезазначеними верхніми межами. Інші можливі нижні межі становлять 1, 1,5, 2, 2,5 сН. Як альтернатива або доповнення до максимальної поперечної розділяючої сили розділювальні властивості стрічки 10 фільтра Tow можуть визначатися кількістю зв'язуючих філаментів 13 в з'єднувальній області 11 між обома частинами 12а, 12b стрічки. Схоплювання зв'язуючих філаментів 13 відбувається в максимумі поперечної розділяючої сили, тобто незадовго до повного розділення обох частин 12а, 12b стрічки, як це показано на фіг. 1. При розділенні обох частин 12а, 12b, тобто половин, стрічки зв'язуючі філаменти 13 частково обриваються і/або розчіпляються, причому для визначення розділювальних властивостей що вже схрещуються, або зв'язуючі, філаменти схоплюються незадовго до повного розділення, тобто в максимумі поперечної розділяючої сили. Для визначення кількості зв'язуючих філаментів 13 зв'язуючі або схрещувані філаменти відповідних частин 12а, 12b стрічки розглядаються, відповідно, як один філамент. Це означає, що кількість зв'язуючих філаментів 13 по суті відповідає кількості точок 14 перетину. У прикладі виконання на фіг. 1 з'єднання на правому кінці затискних губок А, позначене цифрою 1, містить 2 UA 100541 C2 5 10 15 20 25 30 35 40 45 50 55 60 два петлеподібно зчеплених між собою філаменти 13, які для визначення кількості зв'язуючих філаментів 13 розглядаються як один філамент і мають одну точку перетину. У з'єднанні III між собою сполучені чотири філаменти 13, створюючі дві точки 14 перетину. Отже, з'єднання III містить два зв'язуючих філамента. Це означає, що при додатку максимальної поперечної розділяючої сили на ділянці довжиною 20 см передбачені максимум 200 точок перетину. Нижня межа кількості точок перетину на ділянці довжиною 20 см може бути однією точкою перетину. Як нижня межа можливі 2, 3, 4, 5, 6, 7, 8, 9, 10 точок перетину. У залежності від способу виготовлення філаменти 13 можуть бути зчеплені або тільки петлеподібно, тобто окремі філаменти 13 утворюють комірки або петлі, що взаємно зчеплюються одна з одною і створюючі з'єднання, або ж тільки крючкоподібно, причому щонайменше один філамент 13 пари філаментів, що сполучається, утворить вільний кінець і зчеплюється з коміркою або петлею, або з наступним гачком філамента. Крім того, можлива також комбінація петлеподібно і крючкоподібно зчеплених філаментів 13. При цьому зв'язуючі філаменти 13 утворюють точки 14 перетину, тобто протилежні філаменти 13 обох частин 12а, 12b стрічки стикаються і схрещуються. З точки зору максимальної поперечної розділяючої сили досить, якщо 95 % зразків, на яких вимірюється максимальна поперечна розділяюча сила стрічки фільтра Tow, мають верхню межу для максимальної поперечної розділяючої сили на ділянці довжиною близько 20 см, що дррівнює 20 сН. Це означає, що винахід містить також стрічки фільтра Tow, у яких максимальна поперечна розділяюча сила місцями перевищує верхню межу 20 сН доти, поки через це безперервна експлуатація машини для виготовлення джгута фільтруючого матеріалу, що обробляє стрічку фільтра Tow, не буде серйозно порушена. При цьому вищезгаданий допуск 95 %, а ще краще 99 %, виявився достатнім. Крім того, виявилося сприятливо, якщо Twin Tow має з'єднувальну область, що має таку властивість, що 95 % зразків Twin Tow з'єднують на ділянці затискання обох половин або частин стрічки фільтра Tow довжиною 20 см менше за 50 філаментів з поперечним крючкоподібним або петлеподібним зчепленням. Крім того, 99 % зразків Twin Tow можуть мати на ділянці затиску частин 12а, 12b стрічки довжиною 20 см менше 100 філаментів з поперечним крючкоподібним або петлеподібним зчепленням. Само собою зрозуміло, що еталонна довжина 20 см ділянки стрічки фільтра Tow для вимірювання максимальної поперечної розділяючої сили може бути вибрана іншою, наприклад, більшою. Максимальна поперечна розділяюча сила при більш довгій еталонній ділянці, відповідно, зростає. На відміну від стрічки фільтра Tow, оптимізованої відносно подовжнього розтягнення, або подовжньої розтягуючої сили, стрічка фільтра Tow відповідно до прикладу виконання згідно з винаходом оптимізована в з'єднувальній області, тобто в області 11 незначної або низької щільності зшивання, відносно поперечної розділяючої сили. Завдяки цьому досягається краще і надійне розділення частин 12а, 12b стрічки, оскільки оптимізований параметр, а саме, поперечна розділяюча сила, корелює з розділювальним пристроєм, що проходить упоперек подовжнього напряму стрічки 10 фільтра Tow. Для вимірювання параметра Twin Tow, релевантного з точки зору якості, використовується тензометр розтягуючої сили із затискними пристроями, що мають пару затисків з довжиною затиску 20 див. Для вимірювання поперечної розділяючої сили фрагмент фільтра Tow довжиною 20 см в подовжньому напрямі країв фільтра Tow затискається парою затискних губок. Затискні губки А в тензометрі розтягуючої сили повільно розсовуються, так що Twin Tow спочатку розтягується. Сила, необхідна для цього, вимірюється. Скручені філаменти, що Схрещуються волокнистого фільтруючого штранга утворюють структуру нетканого матеріалу. У з'єднувальній області між частинами стрічки, тобто в області з низькою щільністю зшивання, між обома половинами Twin Tow розкривається розділювальний шов. Відкрита область характеризується кількістю філаментів з поперечним крючкоподібним або петлеподібним зчепленням, які створюють, наприклад, хрестовий узор. Затискні губки розсовуються більше, причому розтягуюча сила проходить максимум в тому місці, де філаменти, що втримують обидві половини фільтра Tow, розтягнуті максимально. Потім фіксується кількість філаментів з крючкоподібним або петлеподібним зчепленням. Коли затискні губки розсовуються більше, крючкоподібні або петлеподібні зчеплення між зв'язуючими філаментами обох половин фільтра Tow в Twin Tow розриваються, і поперечна розділяюча сила зменшується. На фіг. 2а 2f показані різні приклади виконання, в яких частини 12а, 12b стрічки 10 фільтра Tow розташовані по-різному. На фіг. 2а частині 12а, 12b стрічки розташовані бік об бік, причому з'єднувальна область 11 і частини 12а, 12b стрічки розташовані в одній площині. Розташування на фіг. 2а може бути встановлено, наприклад, шляхом спільного скручування обох частин 12а, 3 UA 100541 C2 5 10 15 20 25 30 35 40 45 50 55 60 12b стрічки, причому щільність зшивання в з'єднувальній області 11 встановлюється таким чином, щоб виходила максимальна поперечна розділяюча сила, яка дорівнює 20 сН. На фіг. 2b 2f обидві частини 12а, 12b стрічки встановлені внапуск, тобто з частковим або повним перекриттям. З'єднання обох частин 12а, 12b стрічки може бути зроблено шляхом голкопробивання за допомогою повітряного струменя або струменя води. У прикладі виконання на фіг. 2b частині стрічки в крайовій області розташовані внапуск. На фіг. 2с обидві частини 12а, 12b стрічки встановлені одна над одною з повним перекриттям, причому зв'язуючі філаменти 13 виконані у вигляді загальної середньої смуги. У прикладі виконання на фіг. 2d зв'язуючі філаменти 13, або з'єднувальна область 11, виконані у вигляді крайових смуг. Можна також, як зображено на фіг. 2е, передбачити зв'язуючі філаменти 13 по всій ширині частин 12а, 12b стрічки, що перекриваються внапуск. Інша можливість з'єднання обох частин 12а, 12b стрічки полягає в довільному розподілі зв'язуючих філаментів 13 в подовжньому напрямі частин стрічки, як це зображено на фіг. 2f. На фіг. 3а 3с зображені три варіанти виконання машин для виготовлення подвійного джгута фільтруючого матеріалу, що містять кожна по два розширювальних сопла 20а, 20b. Інші звичайно присутні частини машин, наприклад, розтягуючий пристрій, розбризкувач і форматуюча частина не показані. Як видно на фіг. 3а, попереду обох розширювальних сопел 20а, 20b встановлений розділювальний пристрій 21 у вигляді розділювального клина 23, причому розділювальний пристрій 21 встановлений між розширювальними соплами 20а, 20b. При цьому розділювальна кромка розділювального клина 23 обернена проти напряму подачі стрічки 10 фільтра Tow, так що стрічка 10 фільтра Tow розділяється розділювальною кромкою. Для кращої проводки позаду розділювальної кромки встановлені два напрямних кільця 22а, 22b, а попереду її - напрямне кільце 24. У прикладі виконання на фіг. 3а напрямні кільця 22а, 22b можуть бути встановлені таким чином, щоб на частині 12а, 12b стрічки діяла їх нормальна складова сили. Як розділювальний пристрій 21 можуть бути також використані обидва розширювальних сопла 20а, 20b, для чого обидва розширювальних сопла 22а, 22b встановлені таким чином, що їх вхідні отвори розташовані не на одній лінії, так що на частині 12а, 12b стрічки діє нормальна складова сили (фіг. 3b). У цьому прикладі виконання завдяки похилій установці розширювальних сопел 22а, 22b місце розділення стрічки 10 фільтра Tow малося в своєму розпорядженні попереду розширювальних сопел 22а, 22b. Для посилення розділювальної здатності розділювальний клин 23 згідно фіг. 3а може бути передбачений в місці розділення похилих розширювальних сопел 22а, 22b або в його оточенні згідно фіг. 3b, як це зображено на фіг. 3с. Безпосередньо позаду розділювального пристрою 21 може бути встановлений динамометр для вимірювання натягнення розділених частин 12а, 12b стрічки (не показаний). Крім того, може бути передбачений регулювальний пристрій, діючий таким чином, що швидкість подачі окремих частин 12а, 12b стрічки регулюється за допомогою натягнення частин 12а, 12b стрічки. У способі виготовлення стрічок фільтра Tow щільність звивання в з'єднувальній області між обома частинами 12а, 12b стрічки встановлюється таким чином, що на ділянці довжиною близько 20 см діє максимальна поперечна розділяюча сила частин 12а, 12b стрічки, яка дорівнює 20 сН, тобто ця сила не перевищується. Цього можна добитися, наприклад, установкою частин стрічки поряд бік об бік один з одним і їх спільним скручуванням, причому управління щільністю звивання здійснюється за рахунок відстані між частинами стрічки при скручуванні. Щільність звивання справляється шляхом механічного голкопробивання або шляхом голкопробивання за допомогою повітряного струменя або струменя води, якщо частини 12а, 12b стрічки встановлені один над одним з частковим або повним перекриттям. Стрічка 10 фільтра Tow може розділятися на частини 12а, 12b стрічки ще перед упаковкою в купи, причому відділені частини 12а, 12b стрічки укладаються в різні тази стрічкоукладача або в секціонований таз з декількома приймальними секціями, або в один єдиний таз стрічкоукладача. Можна також укласти неподілену стрічку фільтра Tow в один таз і упакувати її в одну купу. У останньому випадку розділення стрічки фільтра Tow на окремі частини 12а, 12b стрічки здійснюється при виготовленні джгутів фільтруючого матеріалу, причому максимальна поперечна розділяюча сила, з допомогою якою розділяється стрічка 10 фільтра Tow, на ділянці довжиною близько 20 см не перевищує 20 сН. Для розділення стрічки 10 фільтра Tow, переважно використовується машина для виготовлення здвоєного джгута фільтруючого матеріалу, що містить попереду розширювальних сопел розділювальний пристрій, як це показано на фіг. 3а, 3b, 3с. У фільтрі Tow (Twin Tow), виготовленому згідно з винаходом, розділяюча сила, що дорівнює 7-12 сН, а в іншому прикладі, що дорівнює 2,5-4 сН, була виміряна на заданій лінії відриву, 4 UA 100541 C2 5 10 15 20 25 тобто в області меншої щільності звивання. Ці величини торкаються нижньої і верхньої меж діапазону розкидання вимірювання. У інших прикладах була виміряна максимальна поперечна розділяюча сила від 1 до 10 сН, а також від 0,5 до 5 сН. При максимальній поперечній розділяючій силі 1-10 сН кількість зв'язуючих філаментів, або кількість точок перетину, становило 2 20. При максимальній поперечній розділяючій силі 0,5-5 сН кількість зв'язуючих філаментів, або кількість точок перетину становила 1-10. Вищезазначені значення кількості зв'язуючих філаментів є середніми (максимум половина спостережень при вибірковому спостереженні має величину нижче середньої і максимум половина - вище середньої). Інші приклади дали наступні значення для середньої максимальної поперечної розділяючої сили відносно середнього значення кількості зв'язуючих філаментів: 8 сН/80, 7 сН/25, 2 сН/4 і 4 сН/8. Поперечна розділяюча сила і кількість зв'язуючих філаментів встановлюються, наприклад, як було показано вище, шляхом варіювання відстані між частинами стрічки в ратинуючій машині. При максимальній поперечній розділяючій силі 1-10 сН кількість зв'язуючих філаментів, або кількість точок перетину становила 2-20. ПЕРЕЛІК ПОЗИЦІЙ 10 стрічка фільтра Tow 11 область з меншою щільністю звивання 12а, 12b частина стрічки 13 філаменти 14 точки перетину 20а, 20b розширювальні сопла 21 розділювальний пристрій 22а, 22b напрямні кільця 23 розділювальний клин 24 напрямне кільце А затискні губки 30 ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 60 1. Стрічка (10) фільтрувального джгута, зокрема подвійного джгута, із зшитих і звитих філаментів, які утворюють щонайменше дві частини (12а, 12b) стрічки, з'єднані областю (11) з меншою щільністю зшивання, причому зв'язуючі філаменти (13) зчеплені один з одним петлеподібно і/або гачкоподібно, з утворенням, відповідно, точок (14) перетину, яка відрізняється тим, що на ділянці стрічки (10) фільтрувального джгута довжиною близько 20 см максимальне поперечне розділяюче зусилля для частин (12а, 12b) стрічки не перевищує 20 сН, і/або кількість зв'язуючих філаментів (13) на ділянці стрічки (10) фільтрувального джгута довжиною близько 20 см при прикладанні до стрічки (10) фільтрувального джгута максимального поперечного розділяючого зусилля не перевищує 200 філаментів з поперечним гачкоподібним і/або петлеподібним зчепленням. 2. Стрічка (10) за п. 1, яка відрізняється тим, що максимальне поперечне розділяюче зусилля складає 15 сН, зокрема 10, зокрема 7, зокрема 5, зокрема 4, зокрема 3, зокрема 2, зокрема 1. 3. Стрічка (10) за п. 1 або 2, яка відрізняється тим, що кількість філаментів (13) з поперечним гачкоподібним і/або петлеподібним зчепленням в області (11) з меншою щільністю зшивання складає 150, зокрема 125, зокрема 125, зокрема 100, зокрема 75, зокрема 50, зокрема 40, зокрема 30, зокрема 25, зокрема 20, зокрема 15, зокрема 10, зокрема 5. 4. Стрічка (10) щонайменше за одним з пп. 1-3, яка відрізняється тим, що частини (12а, 12b) стрічки розташовані по типу "бік у бік". 5. Стрічка (10) щонайменше за одним з пп. 1-3, яка відрізняється тим, що частини (12а, 12b) стрічки в крайовій області розташовані одна над одною з перекриттям. 6. Стрічка (10) щонайменше за одним з пп. 1-3, яка відрізняється тим, що частини (12а, 12b) стрічки розташовані одна над одною, причому зв'язуючі філаменти (13) розташовані в області перекриття частин (12а, 12b) стрічки, зокрема, у вигляді спільної середньої смуги, крайової смуги, з розподіленням по всій ширині або з довільним розподіленням в подовжньому напрямку. 7. Машина для виготовлення фільтруючих мундштуків, зокрема, машина для виготовлення подвійних фільтруючих мундштуків, яка містить щонайменше одне розширювальне сопло (20а, 20b), розтягувальний пристрій, розбризкувальний пристрій і форматувальну частину, яка 5 UA 100541 C2 5 10 15 20 25 30 35 40 45 50 відрізняється тим, що перед розширювальним соплом (20а, 20b) встановлений щонайменше один розділювальний пристрій для роз'єднання частин (12а, 12b) стрічки (10) фільтрувального джгута, зокрема, подвійного фільтрувального джгута, при цьому розділювальний пристрій (21) містить щонайменше два напрямних кільця (22а, 22b), встановлених таким чином, що вони чинять на частини (12а, 12b) стрічки нормальну складову сили. 8. Машина за п. 7, яка відрізняється тим, що розділювальний пристрій (21) містить щонайменше один розділювальний клин (23), встановлений в напрямі подачі стрічки (10) фільтрувального джгута. 9. Машина за одним з пп. 7-8, яка відрізняється тим, що розділювальний пристрій (21) містить два розширювальних сопла (20а, 20b), встановлених таким чином, що на частині (12а, 12b) стрічки діє нормальна складова сили, оскільки їх вхідні отвори не лежать на одній лінії. 10. Машина за одним з пп. 7-9, яка відрізняється тим, що безпосередньо після розділювального пристрою (21) у відповідному місці встановлений пристрій для вимірювання натягнення розділених частин (12а, 12b) стрічки. 11. Машина за одним з пп. 7-10, яка відрізняється тим, що в ній передбачений регулювальний пристрій, який забезпечує можливість регулювання швидкості подачі окремих частин (12а, 12b) стрічки на основі натягнення в частинах (12а, 12b) стрічки. 12. Спосіб виготовлення стрічок (10) фільтрувального джгута, зокрема за одним з пп. 1-6, при якому щонайменше дві частини (12а, 12b) стрічки із зшитих і звитих філаментів (13) з'єднують областю (11) з меншою щільністю зшивання, причому філаменти (13) зчеплюють один з одним в області (11) з меншою щільністю зшивання петлеподібно і/або гачкоподібно з утворенням, відповідно, точок перетину (14) так, що максимальне поперечне розділяюче зусилля частин (12а, 12b) стрічки не перевищує 20 сН на ділянці стрічки (10) фільтрувального джгута довжиною близько 20, і/або кількість зв'язуючих філаментів (13) на ділянці стрічки (10) фільтрувального джгута довжиною близько 20 см при прикладанні до стрічки (10) фільтрувального джгута максимального поперечного розділяючого зусилля не перевищує 200 філаментів з поперечним гачкоподібним і/або петлеподібним зчепленням. 13. Спосіб за п. 12, зокрема для виготовлення стрічки (10) фільтрувального джгута за п. 4, який відрізняється тим, що частини (12а, 12b) стрічки встановлюють по типу "бік у бік" і звивають спільно. 14. Спосіб за п. 12, зокрема для виготовлення стрічки (10) фільтрувального джгута за п. 5, який відрізняється тим, що частини (12а, 12b) стрічки розташовують одна над одною з частковим перекриттям і механічно обробляють шляхом голкопробивання або за допомогою повітряного струменя або струменя води з утворенням зв'язуючих філаментів. 15. Спосіб за п. 12, зокрема для виготовлення стрічки (10) фільтрувального джгута за п. 6, який відрізняється тим, що частини (12а, 12b) стрічки встановлюють одна над одною з повним перекриттям і механічно обробляють шляхом голкопробивання або за допомогою повітряного струменя, або струменя води з утворенням зв'язуючих філаментів (13). 16. Спосіб щонайменше за одним з пп. 12-15, який відрізняється тим, що стрічку (10) фільтрувального джгута розділяють на частини (12а, 12b) стрічки, і відділені частини (12а, 12b) стрічки укладають в різні тази або в секційний таз з декількома приймальними областями, або в один таз. 17. Спосіб щонайменше за одним з пп. 13-16, який відрізняється тим, що нерозділену стрічку (10) фільтрувального джгута укладають в таз. 18. Спосіб виготовлення фільтруючих мундштуків з стрічок (10) фільтрувальних джгутів із зшитих і звитих філаментів, при якому стрічку (10) фільтрувального джгута, зокрема подвійного джгута, подають через підготовчу і форматуючу частини, причому стрічка (10) фільтрувального джгута містить щонайменше дві частини (12а, 12b) стрічки фільтрувального джгута, з'єднані одна з одною областю (11) з меншою щільністю зшивання, і філаменти (13) в області (11) з меншою щільністю зшивання зчеплені один з одним петлеподібно і/або гачкоподібно так, що філаменти (13) утворюють точки (14) перетину, причому частини (12а, 12b) стрічки розділяють перед форматуючою частиною з максимальним поперечним розділяючим зусиллям, що не перевищує 20 сН на ділянці стрічки (10) фільтрувального джгута довжиною близько 20 см. 6 UA 100541 C2 7 UA 100541 C2 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюFilter tow strip and a method for making thereof, a machine for making a filter tip and a method for the making said filter tips
Автори англійськоюRustemeyer, Paul, Muller, Hermann, Schaffner, Uwe
Назва патенту російськоюЛента фильтровального жгута и способ ее изготовления, машина для изготовления фильтрующего мундштука и способ изготовления фильтрующих мундштуков
Автори російськоюРустемейер Пауль, Мюллер Херманн, Шеффнер Уве
МПК / Мітки
МПК: D02G 1/00, A24D 3/02, A24D 3/00
Мітки: спосіб, стрічка, фільтруючих, мундштука, машина, джгута, фільтруючого, мундштуків, виготовлення, фільтрувального
Код посилання
<a href="https://ua.patents.su/10-100541-strichka-filtruvalnogo-dzhguta-i-sposib-vigotovlennya-mashina-dlya-vigotovlennya-filtruyuchogo-mundshtuka-i-sposib-vigotovlennya-filtruyuchikh-mundshtukiv.html" target="_blank" rel="follow" title="База патентів України">Стрічка фільтрувального джгута і спосіб її виготовлення, машина для виготовлення фільтруючого мундштука і спосіб виготовлення фільтруючих мундштуків</a>
Кіпа фільтрувального джгута, спосіб і пристрій для виготовлення кіпи фільтрувального джгута, а також смуга фільтрувального джгута
Номер патенту: 100134
Опубліковано: 26.11.2012
Автор: Рустемейєр Пауль
МПК: A24D 3/10, B65D 71/00, B65B 63/00, B65H 37/00, A24D 3/02, B65H 45/00, D01F 2/00
Мітки: кіпи, фільтрувального, виготовлення, спосіб, джгута, також, кіпа, смуга, пристрій
Формула / Реферат:
1. Кіпа (2) фільтрувального джгута з ущільненого фільтрувального джгута, яка відрізняється тим, що містить щонайменше дві окремі смуги фільтрувального джгута, зокрема, у вигляді подвійного фільтрувального джгута, причому смуги розташовані разом, зокрема, попарно в одному шарі і з можливістю утворення разом однієї площини.2. Кіпа (2) фільтрувального джгута за п. 1, яка відрізняється тим, що щонайменше дві смуги (1, 1’) фільтрувального...
Спосіб виготовлення обробленого домішкою фільтрувального джгута і пристрій для його здійснення
Номер патенту: 72595
Опубліковано: 15.03.2005
Автор: Немеш Шандор
Мітки: фільтрувального, джгута, здійснення, пристрій, виготовлення, спосіб, обробленого, домішкою
Формула / Реферат:
1. Спосіб виготовлення обробленого домішкою фільтрувального джгута (1) із ацетату целюлози, в який дискретно вводять домішку у формі порцій (28), який відрізняється тим, що попередньо утворені порції (28) домішки за допомогою транспортного газу через трубопровід (25) для домішки впорскують у фільтрувальний джгут (1).2. Спосіб за п. 1, який відрізняється тим, що як транспортний газ використовують повітря.3. Спосіб за п. 1, який...
Спосіб виготовлення фільтрувального елемента трубчастого типу
Номер патенту: 47685
Опубліковано: 15.07.2002
Автори: Загороднюк Юрій Вікторович, Прушанський Максим Йосипович, Карпенко Петро Олександрович, Луцько Василь Степанович, Шаповал Олександр Євгенович, Сова Ромен Юхимович
МПК: B01D 29/00, B01D 27/00, B01D 39/02
Мітки: спосіб, типу, трубчастого, елемента, фільтрувального, виготовлення
Формула / Реферат:
Спосіб виготовлення фільтрувального елемента трубчастого типу, який включає розміщення між підкладками, що виготовлені з нетканого пористого волокна на основі поліетилену і/або поліпропілену, послідовно розміщених шарів фільтрувального матеріалу, один з яких являє собою папір, виготовлений із карбоксиметилцелюлози з бентонітом і/або палигорскітом, а наступний - шар паперу, виготовлений із фосфатцелюлози, причому підкладки формують...
Машина для виготовлення фільтруючого стрижня
Номер патенту: 82950
Опубліковано: 26.05.2008
Автор: Като Кацуо
МПК: A24D 3/00
Мітки: фільтруючого, стрижня, машина, виготовлення
Формула / Реферат:
1. Машина для виготовлення фільтруючого стрижня, яка містить: ділянку обробки волокнистого матеріалу для формування плоского полотна фільтра з волокнистого матеріалу, при цьому ділянка обробки волокнистого матеріалу має вихідний отвір, через який подається сформоване фільтруюче полотно; формувальну ділянку для формування полотна фільтра в стрижнеподібний матеріал, при цьому формувальна ділянка містить лійкоподібну напрямну, через яку...
Спосіб виготовлення фільтрувального елемента
Номер патенту: 40476
Опубліковано: 16.07.2001
Автори: Козак Олег Омелянович, Салюк Василь Петрович
МПК: B01D 39/02
Мітки: елемента, виготовлення, спосіб, фільтрувального
Формула / Реферат:
Спосіб виготовлення фільтрувального елемента, що включає осадження на порожнистому формуючому елементі заготовки волокнистого фільтрувального елемента з суспензії і закріплення фільтрувального елемента сполучною речовиною, сушіння, додаткове просякнення його сполучною сумішшю і отвердження сполучної суміші, який відрізняється тим, що під час осадження забезпечують в порожнині формуючого елемента імпульсне розрідження тиску від 350 мм.рт.ст....
Попередній патент: Похідні 2-бензилпіридазинону як інгібітори met-кінази
Наступний патент: Спосіб лікування і/або профілактики синдрому недоумства екстрактом, виготовленим із листя ginkgo biloba
Випадковий патент: Пристрій для подачі повітря і бідного опалювального газу в опалювальні канали коксової печі