Амортизаційна вставка для розливного жолоба

Формула / Реферат
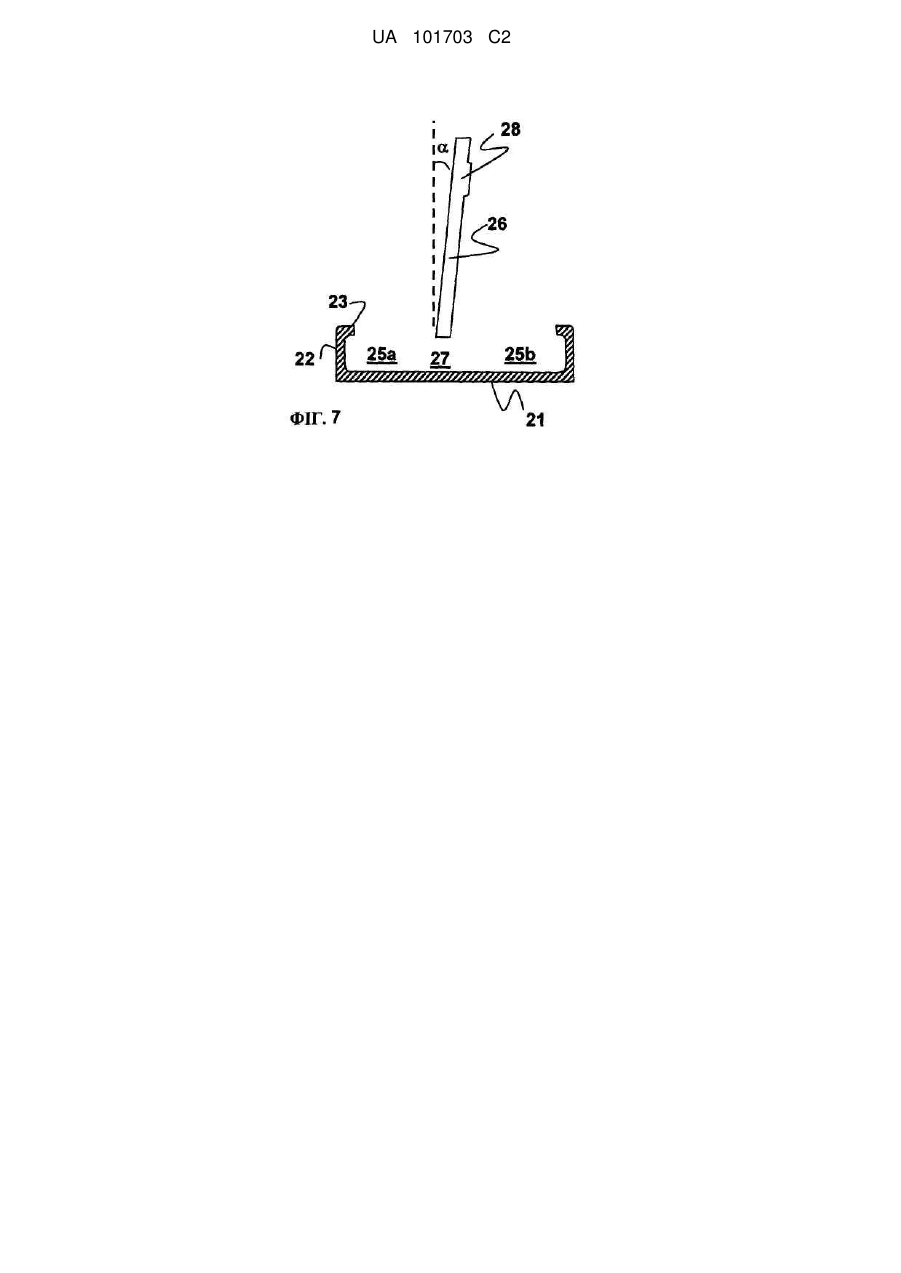
1. Амортизаційна вставка (20) для застосування у розливному жолобі Т-подібної форми (10), яка включає основний корпус (11) та хвостову частину (12), утворені з вогнетривкої композиції, здатної витримувати безперервний контакт з розплавленим металом, де вставка (20) включає основу (21) з амортизаційною поверхнею та зовнішню бічну стінку (22), яка простягається від неї угору та визначає внутрішній простір з верхнім отвором (24) для приймання потоку розплавленого металу, при цьому внутрішній простір є розділеним на дві частини (25а, 25b) роздільною стінкою (26), обладнаною принаймні одним проходом (27) для потоку розплавленого металу, яка відрізняється тим, що роздільна стінка (26) є принаймні в три рази вищою за зовнішню бічну стінку (22) і нахиленою відносно вертикальної осі.
2. Амортизаційна вставка (20) за п. 1, яка відрізняється тим, що роздільна стінка (26) включає потовщену частину (28), утворену в верхній половині, краще, у верхній чверті роздільної стінки (26).
3. Амортизаційна вставка (20) за п. 1 або 2, яка відрізняється тим, що роздільна стінка (26) обладнана принаймні одним вирізом, призначеним для зачеплення з відповідною частиною зовнішньої стінки (22).
4. Амортизаційна вставка (20) за будь-яким з пп. 1-3, яка відрізняється тим, що зовнішня стінка (22) обладнана принаймні одним вирізом, призначеним для приймання відповідної частини роздільної стінки (26).
5. Амортизаційна вставка (20) за п. 1 або 2, яка відрізняється тим, що основа (21), зовнішня стінка (22) та роздільна стінка (26) виготовлені як одне ціле.
6. Компонент амортизаційної стінки, який включає основу (21) з амортизаційною поверхнею та зовнішню бічну стінку (22), яка простягається від неї угору та визначає внутрішній простір з верхнім отвором (24) для приймання потоку розплавленого металу, який відрізняється тим, що зовнішня стінка (22) обладнана принаймні одним виконаним під нахилом вирізом, призначеним для приймання принаймні відповідної частини роздільної стінки (26) та для надання роздільній стінці (26) нахилу відносно вертикальної осі.
7. Система розливного жолоба Т-подібної форми (10), яка включає основний корпус (11) та хвостову частину (12), з амортизаційною вставкою (20), згідно з будь-яким з пп. 1-6, яка відрізняється тим, що амортизаційна вставка (20) включає роздільну стінку (26), яка простягається угору принаймні до висоти, яка відповідає висоті рівня розплавленого металу в розливному жолобі, при цьому роздільна стінка (26) розділяє розливний жолоб (10) на хвостову частину (12) і основний корпус (11), які сполучаються між собою крізь прохід (27) роздільної стінки (26).
8. Система за п. 7, яка відрізняється тим, що роздільна стінка (26) має ширину, яка відповідає ширині хвостової частини (12) розливного жолоба (10) в області з єднання між основним корпусом (11) та хвостовою частиною (12) розливного жолоба.
9. Система за п. 7 або 8, яка відрізняється тим, що роздільна стінка (26) є нахиленою під кутом, який відповідає нахилу стінок розливного жолоба в основному корпусі (11) розливного жолоба.
Текст
Реферат: Винахід належить до амортизаційної вставки (20) для застосування в розливному жолобі Тподібної форми (10), де вставка (20) включає основу (21) з амортизаційною поверхнею та зовнішню бічну стінку (22), яка простягається від неї угору та визначає внутрішній простір з верхнім отвором (24) для приймання потоку розплавленого металу, при цьому внутрішній простір розділяється на дві частини (25а, 25b) за допомогою роздільної стінки (26), обладнаної принаймні одним проходом (27) для потоку розплавленого металу. Ця вставка відрізняється тим, що роздільна стінка (26) принаймні в три рази вище за зовнішню бічну стінку (22) і нахилена відносно вертикальної осі. Ця амортизаційна вставка підвищує гомогенність лиття з розплавленої сталі з різних отворів розливного жолоба Т-подібної форми і забезпечує однаковий або відносно рівний час перебування розплавленої сталі, яка випорожнюється з різних випускних отворів розливного жолоба. Ця амортизаційна вставка також забезпечує швидкий перехід якості сталі при зміні ковша, зберігаючи при цьому переваги звичайних амортизаційних вставок (низький рівень емульгування шлаку). UA 101703 C2 (12) UA 101703 C2 UA 101703 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0001] Даний винахід загалом стосується безперервного розливу розплавленого металу і, зокрема, безперервного розливу розплавленої сталі. Зокрема даний винахід стосується розливних ємностей для розливу розплавленого металу і більш конкретно - амортизаційних вставок розливних жолобів для розплавленого металу, призначених для попередження або зменшення турбулентного потоку розплавленого металу в межах розливного жолоба. [0002] Процес безперервного розливу розплавленого металу є добре відомим у галузі. Цей процес буде тепер описаний відносно сталі, але слід розуміти, що даний винахід не обмежується безперервним розливом розплавленої сталі. Зокрема, даний винахід може бути також використаний з іншими сплавами чи розплавленим металами, таким як залізо або навіть кольоровими металами. В цих відомих процесах розплавлену сталь виливають у транспортний ківш, який транспортує розплавлений метал до ливарного пристрою. Ківш обладнаний випускним отвором в нижній стінці. Загалом, нижче випускного отвору передбачена ковзна засувка, яку використовують для контролю за потоком розплавленого металу у розливний жолоб. Для попередження окиснення розплавленої сталі, яка виливається з ковша у розливний жолоб, кожух ковша зазвичай з'єднують з ковзною засувкою для переносу розплавленого металу, яка захищена від оточуючої атмосфери. Нижній кінець кожуха ковша є загалом зануреним у ванну розливного жолоба для сталі. [0003] Розливний жолоб є проміжною металургійною ємністю, яка отримує розплавлену сталь, що виливається з виливного ковша. В свою чергу розливний жолоб розподіляє розплавлену сталь у одну чи більше ливарних форм, розташованих нижче розливного жолоба. Розливний жолоб використовують для відділення шлаків та інших домішок від розплавленою сталі. Розплавлена сталь тече вздовж розливного жолоба у напрямку до одного чи більше випускних отворів, які випускають розплавлену сталь у вказані одну чи більше ливарні форми. Довжину розливного жолоба вибирають таким чином, щоб час перебування металу в жолобі був достатнім для відділення включень у вигляді плаваючого шлакового шару. Потік розплавленої сталі, яка виливається з розливного жолоба, загалом контролюють, зазвичай за допомогою стопора і, як для сталі, яка виливається з ковша, зазвичай оточена випускним отвором, який переносить розплавлену сталь з розливного жолоба у ливарну форму. [0004] Даний винахід має особливе значення для розливного жолоба специфічного дизайну, де потік розплавленої сталі вводять у виливну зону розливного жолоба, який включає боковий виступ на основному корпусі розливного жолоба. Цей боковий виступ знаходиться в сполученні, вільному для проходження рідкого металу, з основним корпусом розливного жолоба. Такий розливний жолоб часто називають розливний жолоб Т-подібної форми (коли дивитись на схему, перекладина або верхня частина „Т" відноситься до основного корпусу розливного жолоба і має більшу довжину ніж хвіст або вертикальна частина „Т"). Ділянка всередині розливного жолоба в області хвостовій частині „Т" (бокового виступу) зазвичай являє собою виливну зону, де розплавлену сталь вводять у розливний жолоб. Ця зона, таким чином, зазвичай має спеціальне стійку проти ерозії амортизаційну вставку на дні. У варіанті розливного жолоба Т-подібної форми (часом його називають ще розливний жолоб h-подібної форми), хвіст або виливну зону розташовують під кутом (або навіть паралельно) по відношенню до основного корпусу розливного жолоба Т-подібної форми. [0005] Розливний жолоб такого типу зазичай обладнують парним числом отворів, які розташовані симетрична на дні розливного жолоба відносно центру розливного жолоба. Наприклад, у випадку лиття блюму, на дні розливного жолоба передбачається від чотирьох до шести випускних отворів. [0006] Однією значною проблемо, притаманною такому типу розливного жолоба, є різниця в швидкості потоків, які випорожнюються з різних випускних отворів. Іншими словами, час перебування розплавленої сталі в розливному жолобі значно більший для отворів, розташованих значно далі від центру, ніж для отворів, які знаходяться ближче до центру розливного жолоба. Це, в свою чергу, викликає проблеми, пов'язані з якістю сталі і, зокрема, призводить до значної різниці у якості сталі, яка виливається з різних отворів. [0007] Іншою проблемою є швидкість переходу при зміні ковша. Дійсно, внаслідок різних швидкостей потоків, які випорожнюються крізь різні отвори, перехід є значно довшим для потоків, які периферійних потоків, ніж для центральних потоків. [0008] Виливні амортизаційні вставки, розміщені всередині розливних жолобів, широко застосовували для попередження пошкодження робочих та захисних покриттів розливного жолоба під дією вхідного потоку розплавленої металу. Кінетична енергія вхідного потоку розплавленого металу також створює турбулентність, яка може розповсюджуватись по всьому розливному жолобі, якщо потік розплавленого металу не контролювати належним чином. У багатьох випадках ця турбулентність мала згубний ефект на якість ливарних продуктів, 1 UA 101703 C2 5 10 15 20 25 30 35 40 45 50 55 утворених з металу, взятого з розливного жолоба. Більш конкретно, турбулентний потік та потік високої швидкості в розливному жолобі може, наприклад, мати такі згубні ефекти: - 1) надмірна турбулентність може збурювати поверхню сталі і викликати емульгування шлаку при змінах ковша або під час маніпулювання розливним жолобом при відносно низькому рівні розплавленого металу; - 2) високі швидкості, викликані турбулентним потоком у виливній зоні може викликати ерозію робочої футеровки розливного жолоба, яка зазвичай складається з вогнетривкого матеріалу зі значно меншою щільністю ніж амортизаційні вставки; - З) потік з високою турбулентністю може перешкоджати відділенню включень, особливо включень розміром, менших за 50 мікронів через флуктуаційну природу таких турбулентних потоків; - 4) потоки, які мають високу швидкість, можуть також збільшити ймовірність попадання шлаку у форму внаслідок збільшеного завихрення розплавленого металу у розливному жолобі, який направляє шлак донизу крізь випускний отвір; - 5) турбулентний потік у розливному жолобі може викликати порушення рівноваги на поверхні розділу шлак/метал біля верхньої частини металевої ванни а, таким чином, викликати віднесення шлаку, а також можливість відкриття „ока" або простору на поверхні шлаку, який може стати джерелом повторного окиснення розплавленого металу; - 6) високі рівні турбулентності в розливному жолобі можуть проникнути у виливний потік між розливним жолобом і ливарною формою. Це може викликати „вібрування" та „кльошування" виливного потоку, що може призвести до труднощів при литті; - 7) потік, який має високу швидкість у розливному жолобі також відносять до стану, який називають „коротке замикання". Коротке замикання відноситься до короткого шляху, який може прийняти потік розплавленого металу від ковша до амортизаційної вставки та до найбільш близького випускного отвору в розливному жолобі. Це є небажаним, оскільки зменшується кількість тимчасових включень, які повинні відсіятись у ванні. Натомість потік, який має високу швидкість, затягує відносно великі включення в ливарну форму, що знижує якість ливарних продуктів. [0009] Звичайна пласка амортизаційна вставка заставляє вхідний потік з ковша ударяти вершину амортизаційної вставки та швидко розтікатись до бічних або кінцевих стінок розливного жолоба. Коли потік досягає бічних і/або кінцевих стінок, він підскакує угору до поверхні розливного жолоба, де він змінює напрямок до центру розливного жолоба, або, іншими словами, до вхідного потоку з ковша. Це створює в розливному жолобі небажані направлені всередину циркулярні потоки. Протилежні потоки на кожній стороні або кінці розливного жолоба рухаються до центра розливного жолоба і несуть із собою шлак та інші домішки, які спливли на поверхню ванни в розливному жолобі. В результаті ці домішки затягуються в напрямку до вхідного потоку з ковша, а потім потік заставляє їх рухатись вниз у ванну та до випускних отворів розливного жолоба. Це призводить до того, що більшість з цих домішок попадає з розливального жолоба в ливарні форми, що знижує якість продуктів, які виробляються в цих ливарних формах. Крім того було виявлено, що для розливальних жолобів Т-подібної форми пласкі амортизаційні вставки дають ще менший час перебування розплавленої сталі в розливному жолобі, що призводить до того, що розливний жолоб не може належним чином виконувати свою функцію. [0010] Хоча в минулому були запропоновані і використовувались різні типи вставок для розливних жолобів, жодна з них не призначалась для вирішення всіх проблем, вказаних вище для розливного жолоба Т-подібної форми. Приклади раніше відомих вставок для розливних жолобів описані в наступних Європейських патентах або заявках на видачу Європейських патентів: ЕР-В1-729393, ЕР-В1-790873, ЕР-В 1-847313, ЕР-В 1-894035, ЕР-В1-1198315, ЕР-В 11490192 та ЕР-А1-1397221. Зокрема, хоча час перебування сталі в розливному жолобі суттєво збільшується, спостерігається коротке замикання і сталь випорожнюється крізь центральні випускні отвори значно швидше, ніж інші потоки сталі. [0011] Таким чином, задачею даного винаходу є покращення якості виливки з розплавленої сталі з розливних жолобів Т-подібної форми, зокрема - підвищення гомогенності виливки з розплавленої сталі з різних випускних отворів розливного жолоба Т-подібної форми (якість при стабільному стані). Іншою задачею даного винаходу є створення поліпшеного контролю за швидкостями потоків сталі в розливному жолобі для забезпечення рівного або відносно рівного часу перебування розплавленої сталі, яка вивантажується крізь різні отвори розливного жолоба Т-подібної форми. Ще однією задачею є забезпечення швидкого переходу якості сталі при зміні ковша. Зокрема, було б бажаним, щоб цей перехід у якості сталі відбувався у дуже короткий 2 UA 101703 C2 5 10 15 20 25 30 35 40 45 50 55 60 період серед різних дільниць. Було б також бажаним забезпечити ці переваги при збереженні переваг звичайних амортизаційних вставок (низький рівень емульгування шлаку). [0012] Згідно з винаходом пропонується амортизаційна вставка, як вона заявлена в п. 1. [0013] ЕР-А1-847820 описує амортизаційну вставку згідно з обмежувальною частиною п. 1. Ця амортизаційна вставка призначена для застосування у звичайному розливному жолобі з піднятою частиною. Розплавлену сталь виливають у першу частину амортизаційної вставки і вона перетікає в другу частину вставки крізь отвір у стінці, яка розділяю ці дві частини. Потім розплавлена сталь знову перетікає назад в першу частину поверх стіни, яка їх розділяє. Таким чином, енергія потоку розсіюється. Роздільна стіна є прямою і у більшій частині є такою ж високою, що і зовнішня бічна стіна. Нема зазначення, що цю амортизаційну вставку можна модифікувати або її можна застосовувати у розливному жолобі Т-подібної форми. [0014] Було виявлено, що амортизаційна вставка згідно з винаходом вирішує більшість у вищевказаних проблем. Зокрема, для цієї амортизаційної вставки спостерігались висока якість при стабільному стані, швидкий перехід та низьке емульгування шлаку. Крім того амортизаційна вставка згідно з винаходом забезпечує кращу термічну стратифікацію. Це є наслідком значно швидшого потоку до зовнішніх дільниць у порівнянні з іншими амортизаційними вставками. [0015] Згідно з винаходом роздільна стіна простягається вгору вище за висоту зовнішньої стіни амортизаційної вставки принаймні у три рази, краще - принаймні у чотири рази. Згідно з кращим варіантом втілення роздільна стіна простягається вгору принаймні до висоти, яка відповідає висоті рівня розплавленого металу в розливному жолобі. В цьому випадку верхню частину стін краще забезпечити потовщеною частиною приблизно вище рівня розплавленого металу в розливному жолобі для підвищення стійкості роздільної стіни до шлаку. Ця потовщена частина буде розміщуватись у верхній половині, краще - у верхній чверті роздільної стіни. [0016] Роздільна стіна є відхиленою від вертикальної позиції під кутом, який відповідає нахилу стінок розливного жолоба в основному корпусі розливного жолоба. Таким чином, оператор може легко забезпечити жорстке з'єднання між роздільною стіною і стінками розливного жолоба під час монтажу розливного жолоба. Зазвичай кути знаходяться в межах від 1 до 15°, скажемо 6°. [0017] Згідно з іншим кращим варіантом втілення роздільна стінка має ширину, яка відповідає ширині хвостовій частині розливного жолоба в області з'єднання між основним корпусом та хвостовою частиною розливного жолоба. [0018] У відповідності з особливо переважним варіантом втілення даного винаходу роздільна стінка простягається вгору принаймні до висоти, яка відповідає висоті рівня розплавленого металу у розливному жолобі і роздільна стінка має ширину, яка відповідає ширині хвостовій частині розливного жолоба в області з'єднання між основним корпусом та хвостовою частиною розливного жолоба. Таким чином, роздільна стінка розділяє розливний жолоб на хвіст і основний корпус, які сполучаються між собою головним чином крізь прохід роздільної стінки. [0019] Слід розуміти, що прохід в роздільній стінці переважно являє собою головний прохід для проходження розплавленого металу з хвостовій частині у напрямку до основного корпуса розливного жолоба. Не дивлячись на це, проходження обмеженої кількості (скажемо менш, ніж 20 %) розплавленого металу навколо або вище роздільної стінка також забезпечить корисні ефекти. [0020] Основа, зовнішня стінка та роздільна стінка можуть являти собою одне ціле, але для полегшення транспортування та монтажу краще, коли роздільна стінка, з однієї сторони, і основа та зовнішня стінка, з іншої сторони, виготовляються як окремі елементи. В цьому випадку краще забезпечити роздільну стінку принаймні одним вирізом, призначеним для зачеплення з відповідною частиною зовнішньої стінки. Подібним чином, зовнішню стінку можна також забезпечити принаймні одним вирізом, призначеним для прийому принаймні відповідної частини роздільної стінки. У варіанті втілення обидві зовнішня стінка і роздільна стінка забезпечені вирізом, призначеним для зачеплення з відповідної частиною роздільної стінки і зовнішньої стінки, відповідно. [0021] Коли роздільну стінку, з однієї сторони, і зовнішню стінку, з іншої сторони, виготовляють окремо, буде краще забезпечити основу та зовнішню стінку принаймні одним вирізом, виконаним під нахилом, для прийому відповідної частини роздільної стінки. [0022] У відповідності з ще іншою задачею винахід стосується конструкції розливного жолоба Т-подібної форми, який містить основний корпус і хвіст з амортизаційною вставкою, як описано тут, де амортизаційна вставка має роздільну стінку, яка простягається угору принаймні до висоти, яка відповідає висоті рівня розплавленого металу в розливному жолобі і має ширину, яка відповідає ширині хвостовій частині розливного жолоба в області з'єднання між основним 3 UA 101703 C2 5 10 15 20 25 30 35 40 45 50 55 60 корпусом і хвостовою частиною розливного жолоба, при цьому роздільна стінка розділяє розливний жолоб на хвіст і основний корпус, які сполучаються між собою головним чином крізь прохід роздільної стінки. [0023] Винахід далі буде описаний на основі фігур, які його супроводжують, де: Фіг. 1 представляє вигляд зверху розливного жолоба Т-подібної форми; Фіг. 2 представляє вигляд у перерізі розливного жолоба з Фіг. 1; Фіг. З показує мінімальний час перебування в розливному жолобі для кожної ділянки при стабільному стані; Фіг. 4 показує час переходу в розливному жолобі для кожної ділянки при зміні ковша; Фіг. 5 представляє загальний вигляд амортизаційної вставки згідно з винаходом; Фіг. 6 представляє вигляд у перерізі амортизаційної вставки з Фіг. 5 відповідно до напрямку А-А; Фіг. 7 представляє вигляд у перерізі амортизаційної вставки з Фіг. 5 відповідно до напрямку В-В; Фіг. 8 представляє вигляд зверзу конструкції згідно з винаходом і Фіг. 9 представляє вигляд у перерізі конструкції з Фіг. 8. [0024] Фіг. 1 і 2 показують звичайний розливний жолоб Т-подібної форми 10, який містить основний корпус 11 і хвіст 12. Потік розплавленої сталі випорожнюється у хвіст 12 розливного жолоба 10 з ковша (не показаний) через кожух 17. Розливний жолоб 10 обладнаний чотирма отворами (13-16), які симетрично розташовані на дні розливного жолоба. Два отвори 14 і 15 розташовані ближче до кожуха ковша 17 і, таким чином, ближче до вхідного потоку. Потік розплавленого металу, який випорожнюється з розливного жолоба 10 контролюється за допомогою стопорів 103-106. [0025] Фіг. З показує мінімальний час (у секундах) перебування розплавленого металу при стабільному стані для кожного з випускних отворів 13-16, виміряний для розливного жолоба без амортизаційної вставки (▲), для розливного із звичайною амортизаційною вставкою без роздільної стінки (●) і для розливного жолоба згідно з винаходом ( ). Цей графік показує, що мінімальний час перебування вигідно збільшується завдяки амортизаційній вставці. Також видно той факт, що, коли використовують амортизаційну вставку згідно з винаходом, час перебування розплавленої сталі, яка виливається з усіх отворів, є значно більш гомогенним, тобто час перебування розплавленої сталі, яка випорожнюється з різних випускних отворів (13, 16) є порівнянним з часом перебування розплавленої сталі, яка випорожнюється з центральних отворів (14, 15), тоді як у тих же умовах час перебування розплавленої сталі, яка випорожнюється з периферійних отворів у 3-6 разів більший, коли амортизаційну вставку не використовують або із звичайною амортизаційною вставкою. [0026] Фіг. 4 показує для кожного з випускних отворів 13-16 час переходу (у секундах) розплавленого металу при зміні ковша без амортизаційної вставки (▲), для розливного жолоба із звичайною амортизаційною вставкою без роздільної стінки (●) і для розливного жолоба згідно з винаходом ( ). Цей графік показує, що для розливного жолоба без амортизаційної вставки або для амортизаційної вставки згідно з винаходом час переходу для різних отворів (13-16) є порівнянний, тоді як для розливного жолоба, обладнаного звичайною амортизаційною вставкою, час переходу для центральних отворів (14, 15) майже удвічі перевищує час переходу для периферійних отворів (13, 16). Також видно, що час переходу для різних отворів загалом менший для розливного жолоба, обладнаного амортизаційною вставкою згідно з винаходом. [0027] Фіг. 5-6 показують амортизаційну вставку 20 згідно з винаходом, яка включає основу 21 і зовнішню бічну стінку 22, які визначають внутрішній простір з верхнім отвором 24. На цих Фігурах зовнішня бічна стінка 22 обладнана виступом 23, який нависає над внутрішнім простором і зовнішня стінка 22 є безперервною і суцільно. Слід розуміти, що ці ознаки не є суттєвими. Тобто, цей виступ може бути відсутнім і зовнішня стінка може бути обладнана одним чи більше отворами для розплавленої сталі. [0028] Внутрішній простір амортизаційної вставки 20 розділяється на дві частини 25а, 25Ь за допомогою роздільної стінки 26, обладнаної проходом 27 для потоку розплавленого металу. На цих Фігурах роздільна стінка простягається вгору вище зовнішньої бічної стінки (приблизно в 4 рази). Роздільна стінка 26 також обладнана ущільненою частиною 28 вище рівня розплавленого металу в розливному жолобі (тобто у верхній чверті роздільної стінки). На Фіг. 7 також видно нахил роздільної стінки 26 під кутом а відносно вертикальної осі. На цій Фігурі кут а становить приблизно 6° і відповідає нахилу стінки розливного жолоба. [0029] Амортизаційна вставка 20 і її положення в розливному жолобі 10 також видно в конструкції, показаній на Фіг. 8 і 9. Ці Фігури амортизаційну вставку 20, обладнаною роздільною 4 UA 101703 C2 5 10 15 стінкою 26, яка простягається вгору до висоти, яка відповідає висоті рівня розплавленого металу в розливному жолобі і має ширину, яка відповідає ширині хвостовій частині розливного жолоба в місці з'єднання основного корпусу 11 і хвостової частини 12 розливного жолоба, таким чином, що роздільна стінка 26 розділяє розливний жолоб на хвіст 12 і основний корпус 11, які случаються між собою головним чином крізь прохід 27. [0030] Таким чином, розплавлений метал вивантажується з ковша (не показаний) через кожух ковша 17 в область 25Ь амортизаційної вставки, розміщеній в хвостовій частині розливного жолоба 2. Потік розплавленого металу протікає крізь прохід 27 роздільної стінки 26 і досягає частини 25а амортизаційної вставки 20, розміщеній в основному корпусі розливного жолоба 11 і розподіляється в основному корпусі розливного жолоба 11. Потім розплавлена сталь вивантажується крізь випускні отвори 13-16. [0031] Спостерігалось, що профіль емульгування шлаку, який спостерігали для амортизаційної вставки згідно з винаходом, є значно сприятливішим, ніж без амортизаційної вставки і більш сприятливим, ніж для звичайної амортизаційної вставки. Емульгування шлаку спостерігали за допомогою так-званого тесту впорскування барвника, який не показує клинів у верхніх периферійних кутах розливного жолоба, що є зазвичай типовим для розливних жолобів з багатьма ділянками - залишався чистим протягом дуже тривалого періоду часу. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 1. Амортизаційна вставка (20) для застосування у розливному жолобі Т-подібної форми (10), яка включає основний корпус (11) та хвостову частину (12), утворені з вогнетривкої композиції, здатної витримувати безперервний контакт з розплавленим металом, де вставка (20) включає основу (21) з амортизаційною поверхнею та зовнішню бічну стінку (22), яка простягається від неї угору та визначає внутрішній простір з верхнім отвором (24) для приймання потоку розплавленого металу, при цьому внутрішній простір є розділеним на дві частини (25а, 25b) роздільною стінкою (26), обладнаною принаймні одним проходом (27) для потоку розплавленого металу, яка відрізняється тим, що роздільна стінка (26) є принаймні в три рази вищою за зовнішню бічну стінку (22) і нахиленою відносно вертикальної осі. 2. Амортизаційна вставка (20) за п. 1, яка відрізняється тим, що роздільна стінка (26) включає потовщену частину (28), утворену в верхній половині, краще, у верхній чверті роздільної стінки (26). 3. Амортизаційна вставка (20) за п. 1 або 2, яка відрізняється тим, що роздільна стінка (26) обладнана принаймні одним вирізом, призначеним для зачеплення з відповідною частиною зовнішньої стінки (22). 4. Амортизаційна вставка (20) за будь-яким з пп. 1-3, яка відрізняється тим, що зовнішня стінка (22) обладнана принаймні одним вирізом, призначеним для приймання відповідної частини роздільної стінки (26). 5. Амортизаційна вставка (20) за п. 1 або 2, яка відрізняється тим, що основа (21), зовнішня стінка (22) та роздільна стінка (26) виготовлені як одне ціле. 6. Компонент амортизаційної стінки, який включає основу (21) з амортизаційною поверхнею та зовнішню бічну стінку (22), яка простягається від неї угору та визначає внутрішній простір з верхнім отвором (24) для приймання потоку розплавленого металу, який відрізняється тим, що зовнішня стінка (22) обладнана принаймні одним виконаним під нахилом вирізом, призначеним для приймання принаймні відповідної частини роздільної стінки (26) та для надання роздільній стінці (26) нахилу відносно вертикальної осі. 7. Система розливного жолоба Т-подібної форми (10), яка включає основний корпус (11) та хвостову частину (12), з амортизаційною вставкою (20), згідно з будь-яким з пп. 1-6, яка відрізняється тим, що амортизаційна вставка (20) включає роздільну стінку (26), яка простягається угору принаймні до висоти, яка відповідає висоті рівня розплавленого металу в розливному жолобі, при цьому роздільна стінка (26) розділяє розливний жолоб (10) на хвостову частину (12) і основний корпус (11), які сполучаються між собою крізь прохід (27) роздільної стінки (26). 8. Система за п. 7, яка відрізняється тим, що роздільна стінка (26) має ширину, яка відповідає ширині хвостової частини (12) розливного жолоба (10) в області з єднання між основним корпусом (11) та хвостовою частиною (12) розливного жолоба. 9. Система за п. 7 або 8, яка відрізняється тим, що роздільна стінка (26) є нахиленою під кутом, який відповідає нахилу стінок розливного жолоба в основному корпусі (11) розливного жолоба. 5 UA 101703 C2 6 UA 101703 C2 7 UA 101703 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюImpact pad for use in t-shaped tundish
Автори англійськоюWagner, Thomas, Langner, Karsten
Назва патенту російськоюАмортизационная вставка для разливного желоба
Автори російськоюВагнер Томас, Лангнер Карстен
МПК / Мітки
МПК: B22D 11/10, B22D 41/00, B22D 41/08
Мітки: жолоба, розливного, вставка, амортизаційна
Код посилання
<a href="https://ua.patents.su/10-101703-amortizacijjna-vstavka-dlya-rozlivnogo-zholoba.html" target="_blank" rel="follow" title="База патентів України">Амортизаційна вставка для розливного жолоба</a>
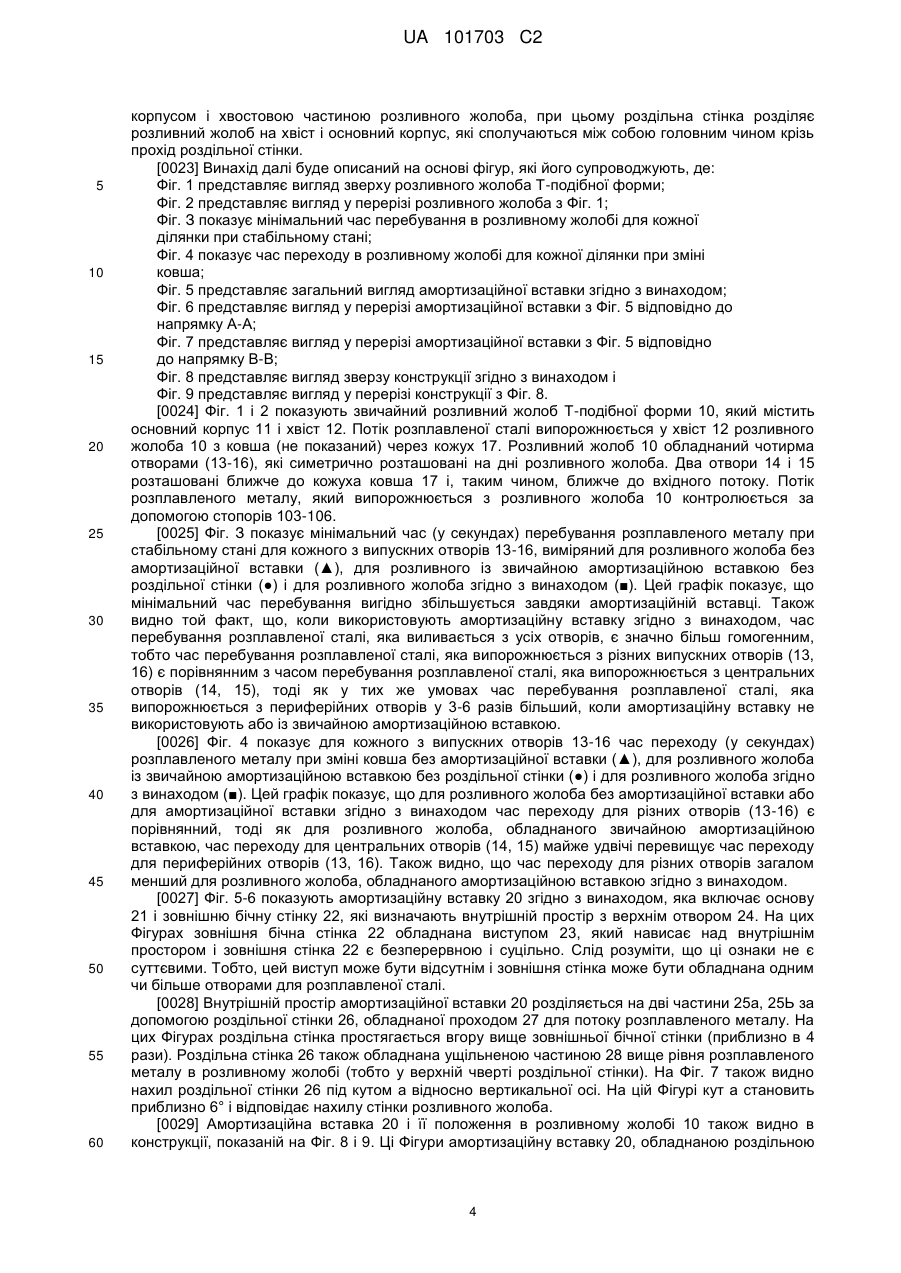
Контактна вставка для струмознімача тролейбуса
Номер патенту: 591
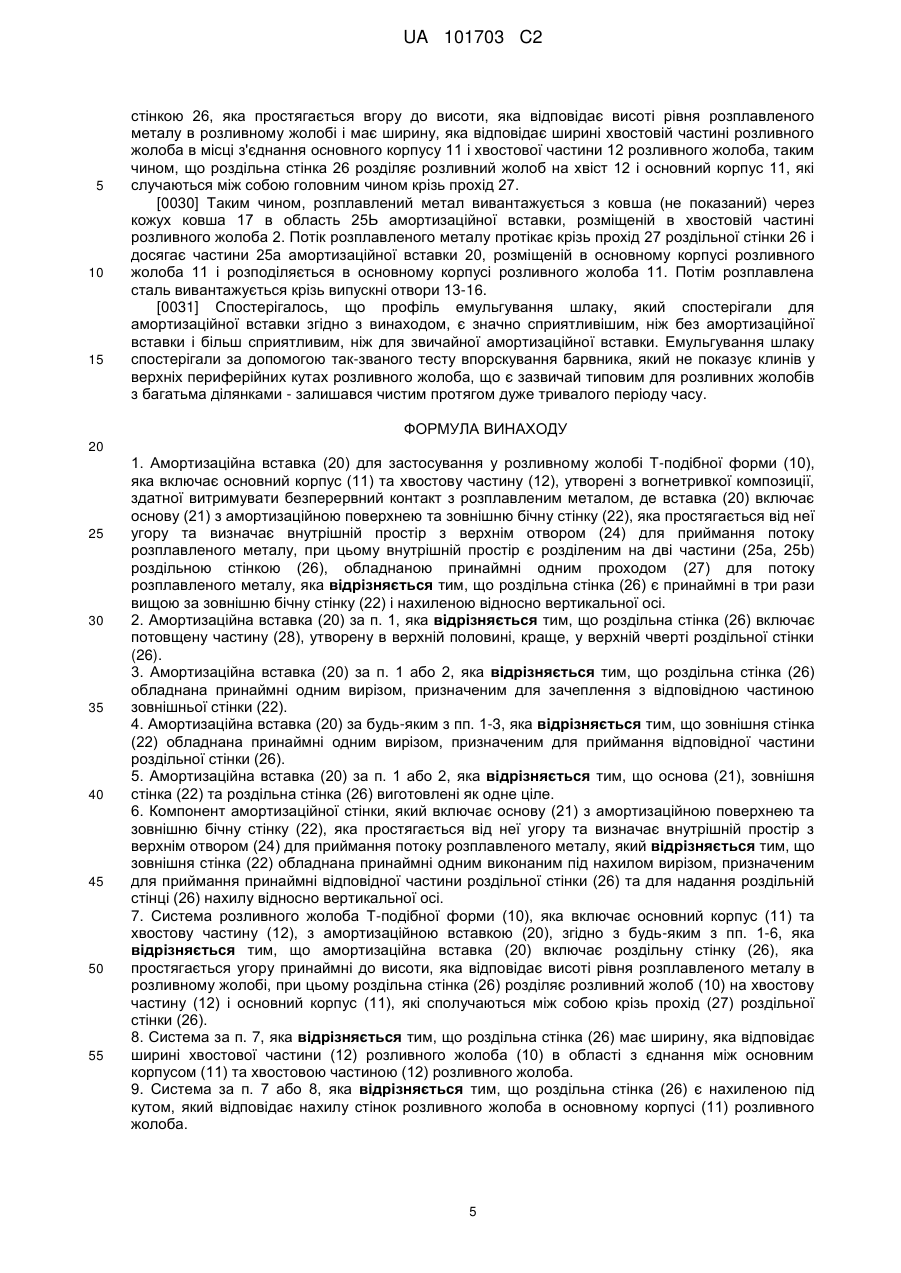
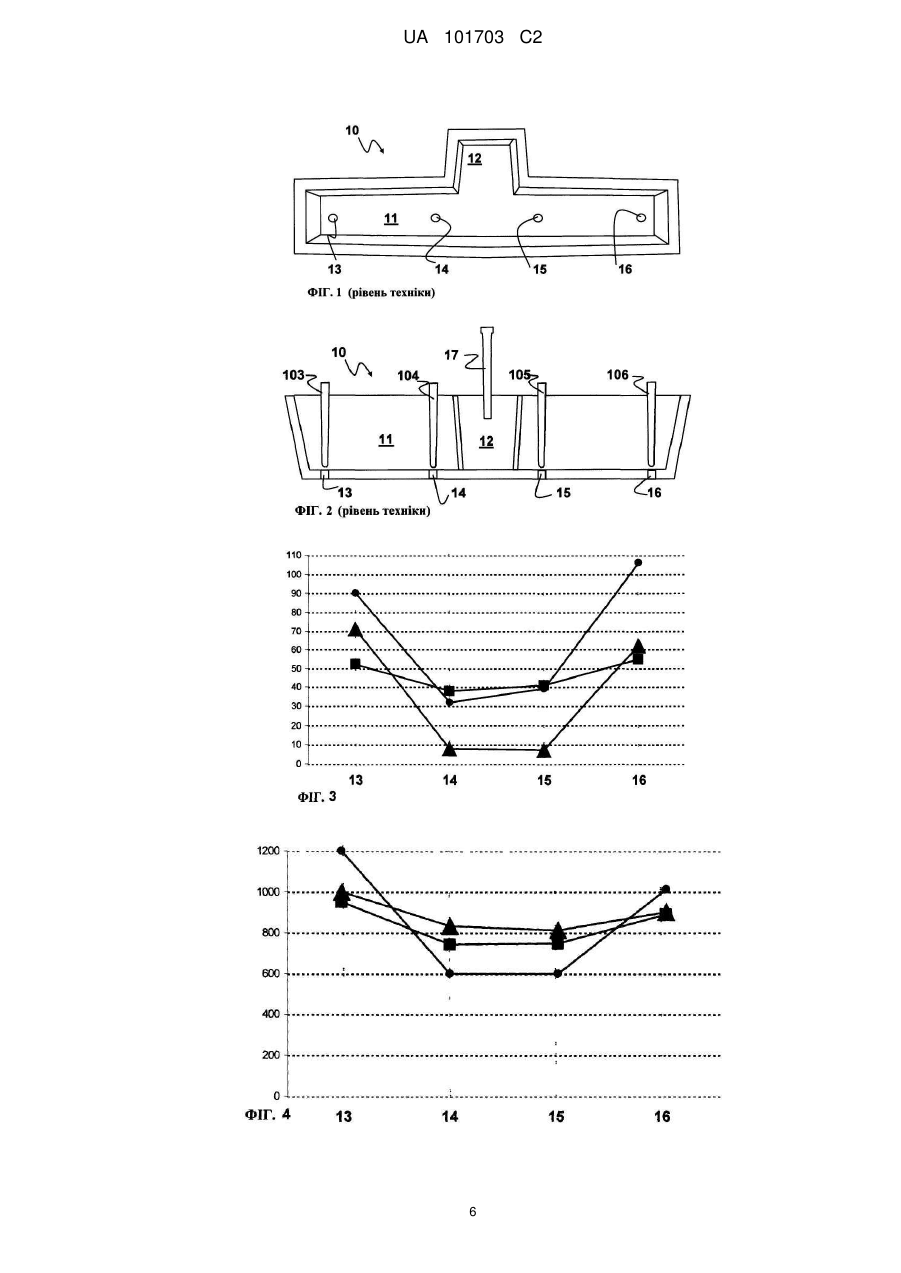
Опубліковано: 16.10.2000
Автори: Місютинський Віктор Вікторович, Вільчинський Юрій Михайлович, Соколов Артур Дмитрович, Кулик Валентин Степанович
МПК: B60L 5/00
Мітки: тролейбуса, контактна, вставка, струмознімача
Формула / Реферат:
Контактна вставка для струмознімача тролейбуса, що складається з вуглецевого матеріалу та зміцнюючого перфорованого елемента, яка відрізняється тим, що зміцнюючий перфорований елемент виконаний із сталі у формі жолоба з висотою стінок 5 - 8 мм і шириною на 4 - 6 мм меншою, ніж ширина вставки.
Вварена вставка похилої стінки надресорної балки

Номер патенту: 746
Опубліковано: 15.03.2001
Автори: Тісенков Валерій Володимирович, Войтенко Володимир Федорович, Войтович Микола Іванович, Шинкаренко Станіслав Петрович, Кордунян Володимир Іванович, Ліпісій Віталій Іванович, Гринюк Валерій Степанович
МПК: B23K 9/04, B22D 19/10
Мітки: вварена, надресорної, стінки, балки, вставка, похило
Формула / Реферат:
Вварена вставка похилої стінки надресорної балки у вигляді пластини із низьковуглецевої сталі, яка відрізняється тим, що вона обладнана наплавленим облицювальним шаром металу товщиною 5-7 мм із зносостійкої легованої сталі.
Регульований клапан розподільного жолоба блока очистки бурового розчину

Номер патенту: 61963
Опубліковано: 10.08.2011
Автори: Туржанський Павло Володимирович, Ткаченко Микола Володимирович
МПК: E21B 21/00
Мітки: регульованій, розчину, розподільного, клапан, жолоба, бурового, блока, очистки
Формула / Реферат:
Регульований клапан розподільного жолоба блока очистки бурового розчину, який складається із затвора клапана, який містить рукоятку, стійку і диск, який відрізняється тим, що має механізм регулювання ступеня відкривання клапанів у розподільному жолобі блока очистки бурового розчину.
Спосіб визначення змін ширини жолоба стрілкового переводу
Номер патенту: 69815
Опубліковано: 15.09.2004
Автор: Парфьонов Володимир Іванович
МПК: B61L 5/00
Мітки: стрілкового, визначення, змін, ширини, спосіб, переводу, жолоба
Формула / Реферат:
Спосіб визначення змін ширини жолоба стрілкового переводу, при якому лінійні зміни ширини жолоба за допомогою диференційного трансформаторного датчика перетворюють в електричні сигнали, який відрізняється тим, що на вимірювальну котушку датчика впливають рівномірно розподіленим магнітним полем, виробленим стабілізованим і високочастотним джерелом коливань, при цьому лінійні відхилення ширини жолоба визначають за алгебраїчною різницею,...
Вставка для виливниці
Номер патенту: 20859
Опубліковано: 15.02.2007
Автори: Мазорчук Володимир Федорович, Хричиков Валерій Євгенович, Селівьорстов Вадим Юрійович
МПК: B22D 7/10
Формула / Реферат:
Вставка для виливниці, що містить корпус і кришку у верхній його частині, яка відрізняється тим, що в торці верхньої частини корпуса виконані циліндрові отвори діаметром 0,5-0,3 товщини стінки вставки з відстанню між ними 0,7-1 товщини її стінки і на глибину до 0,45-0,65 загальної її висоти, а в нижній частині вставки по колу виконано не менше трьох отворів висотою 0,10-0,15 висоти вставки та довжиною 0,5-1,0 її товщини, при цьому нижня...
Попередній патент: Ливникова труба, маніпулятор для труби та пристрій для керування клапаном
Наступний патент: Спосіб карбонілування для одержання метилацетату
Випадковий патент: Спосіб отримання порошку міді