Система автоматичного управління вирівнюванням прокату на холодильнику дрібносортного стана
Номер патенту: 107536
Опубліковано: 12.01.2015
Автори: Політов Ігор Віталійович, Миронов Олексій Миколайович, Потап Олег Юхимович, Бешта Олександр Степанович, Куваєв Володимир Миколайович, Єгоров Олександр Петрович, Кузьменко Михайло Юрійович
Формула / Реферат
Система автоматичного управління вирівнюванням прокату на холодильнику дрібносортного стана, яка містить блок управління приводом скидача, електромагніти, що вбудовані до приймального жолоба холодильника, зі схемою вмикання, датчик швидкості прокату перед скиданням, вимірювач довжини прокату, датчик наявності прокату у приймальному жолобі холодильника, датчик зупинки прокату в приймальному жолобі, блок ключів, до першого входу якого підключено кнопку запуску, блок введення уставок, два блоки відліку часу, блок пам'яті, обчислювальний блок та блок витримки часу, вихід якого з'єднаний зі входом схеми вмикання електромагнітів, керуючий вхід - з першим виходом блока ключів, а інформаційний вхід - шиною переносу з виходом обчислювального блока, керуючий вхід якого з'єднаний з другим виходом блока ключів, перший інформаційний вхід - шиною переносу із виходом блока введення уставок, другий інформаційний вхід - шиною переносу із виходом вимірювача довжини прокату, третій інформаційний вхід - шиною переносу із виходом датчика швидкості прокату перед скиданням, а четвертий інформаційний вхід - шиною переносу із виходом блока пам'яті, керуючий вхід якого з'єднаний з третім виходом блока ключів, а перший інформаційний вхід - шиною переносу із виходом вимірювача довжини прокату, другий інформаційний вхід - шиною переносу із виходом датчика швидкості прокату перед скиданням, третій інформаційний вхід - шиною переносу із виходом першого блока відліку часу, а четвертий інформаційний вхід - шиною переносу із виходом другого блока відліку часу, перший вхід якого з'єднаний із виходом датчика наявності прокату у приймальному жолобі холодильника, а другий - з виходом датчика зупинки прокату в приймальному жолобі, вихід якого з'єднаний також із другим входом блока ключів та входом схеми вмикання електромагнітів, при цьому перший вхід першого блока відліку часу з'єднаний із виходом блока управління приводом скидача, а другий - з виходом датчика наявності прокату у приймальному жолобі холодильника, вихід якого з'єднаний також із третім входом блока ключів, причому вихід блока управління приводом скидача з'єднаний також із четвертим входом блока ключів та входом схеми вмикання електромагнітів, яка відрізняється тим, що додатково містить третій блок відліку часу, перший вхід якого з'єднаний із виходом блока витримки часу, другий вхід - із виходом датчика зупинки прокату, а вихід шиною переносу з'єднаний із п'ятим входом обчислювального блока.
Текст
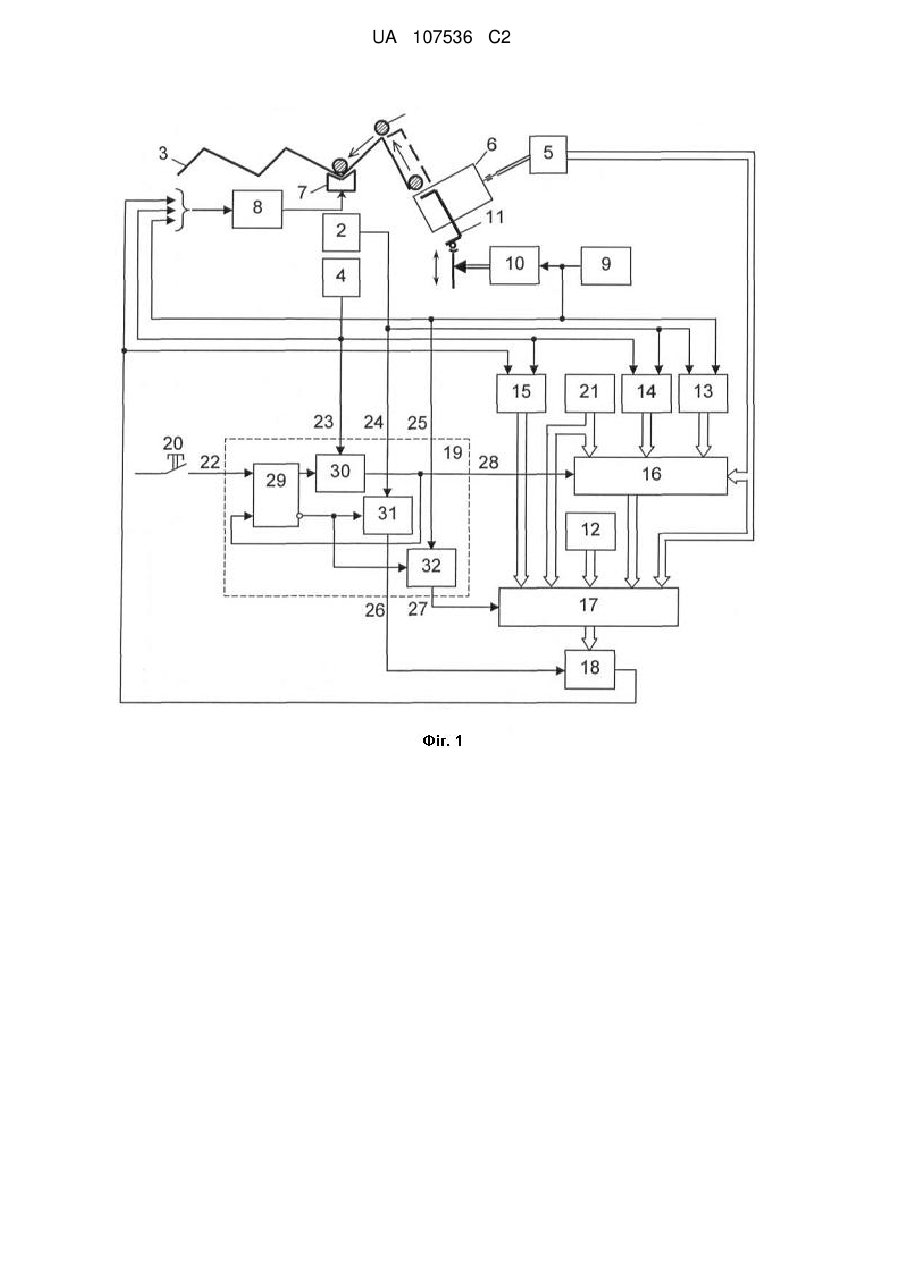
Реферат: Винахід належить до прокатного виробництва й може бути використаним на дрібносортних станах, що обладнані холодильником, при виробництві термічно зміцненого прокату. Систему автоматичного управління вирівнюванням прокату удосконалено тим, що введено третій блок відліку часу, перший вхід якого з'єднаний із виходом блока витримки часу, другий - із виходом датчика зупинки смуги, а вихід - шиною переносу з'єднаний із п'ятим входом обчислювального блока. Досягається підвищення точності вирівнювання передніх кінців смуг на холодильнику, стабілізація повздовжньої стійкості, можливість контролю та урахування змін інтенсивності гальмування прокату, а за рахунок цього - покращення управління процесом вирівнювання кінців прокату та підвищення його виходу. UA 107536 C2 (12) UA 107536 C2 UA 107536 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до прокатного виробництва й може бути використаним на дрібносортних станах, що обладнані холодильником, при виробництві термічно зміцненого прокату. На неперервних дрібносортних станах розкат, що виходить з останньої прокатної кліті, розрізається летючими ножицями на смуги різної довжини, які, пересуваючись через установку термічного зміцнення, охолоджуються водою та транспортуються рольгангом до рейкового холодильника. При цьому смуги набувають швидкості рольгангу й рухаються з цією швидкістю аж до моменту скидання на холодильник. На ділянці холодильника між роликами рольганга встановлені клапани скидача, які, підіймаючись над несучою поверхнею рольгангу, знімають з нього смугу, що рухається, та перекладають її до приймального жолоба холодильника. Переміщаючись на клапанах скидача, що підіймаються, а потім у жолобі холодильника, смуга гальмується силами тертя й зупиняється. Зупинену смугу пересувають по холодильнику у поперечному напрямку, вивільняючи при цьому приймальний жолоб для приймання чергової смуги. Момент вмикання скидача (момент початку гальмування) призначається таким чином, щоб передні або задні кінці смуг після їхньої зупинки не були зсунені одна відносно одної. Це надає змогу під час подальшого розкрою на стаціонарних ножицях пакетів, що набираються зі зупинених смуг, зменшити кількість залишків ("обрізків"), адже здійснити вирівнювання (торцювання) пакетів за допомогою механічного упору неможливо через малу вигинну жорсткість смуг. В разі, якщо скидання здійснюється з вирівнюванням передніх кінців смуг, "обрізки" створюються тільки на кінці пакету, а в разі вирівнювання задніх кінців - тільки на його початку. Вирівнювання передніх кінців є найбільш прийнятним, оскільки при розкроюванні пакета із вирівняними задніми кінцями утруднюється визначення координати першого різу. Відомою є система автоматичного управління вирівнюванням прокату на холодильнику дрібносортного стана, що містить приводні ролики, які встановлені вздовж холодильника між його рейками, упор та датчик наявності смуги перед упором [Патент 125933 ГДР, МПК В21В 43/00, 1976]. Вона забезпечує пересування кожної смуги до упору за допомогою роликів, гальмування яких розпочинається після спрацьовування датчика наявності смуги перед упором. Недолік цієї системи полягає в тому, що при вирівнюванні дрібних профілів (наприклад, арматурного або круглого профілів діаметром 10-14 мм) смуги після контактування із упором втрачають поздовжню стійкість. Відомою є також система автоматичного управління вирівнюванням прокату на холодильнику дрібносортного стана [Авт. свид. 1196055 СССР, МПК В21В 37/00 "Устройство для управления сбрасывателем полосы на холодильник мелкосортного стана" / В.С. Егоров, А.П. Егоров, В.И. Стахно, О.Е. Потап. Бюл. 9, 1985], яке здійснює вирівнювання задніх кінців смуг на холодильнику шляхом цілеспрямованої зміни моменту початку гальмування, тобто шляхом зміни витримки часу на вмикання скидача, що відраховується від моменту проходження заднім кінцем смуги контрольного перетину перед холодильником. Проте, величина зазначеної витримки часу є обмеженою через можливість виникнення аварій при скиданні на холодильник наступної смуги. Отже, відома система не може забезпечити вирівнювання передніх кінців смуг на холодильнику. Найбільш близькою до системи, що пропонується, є система автоматичного управління вирівнюванням прокату на холодильнику дрібносортного стана [Авт. свид. 1378969 СССР, МПК В21В 37/00 "Устройство для выравнивания полос проката на холодильнике мелкосортного стана" / А.П. Егоров, В.С. Егоров, Р.В. Гвоздев, О.Е. Потап и др. Бюл. 9, 1988], яка містить блок управління приводом скидача, електромагніти, що убудовані до приймального жолоба холодильника, зі схемою вмикання, датчик швидкості смуги перед скиданням, вимірювач довжини смуги, датчик наявності смуги у приймальному жолобі холодильника, датчик зупинки смуги в приймальному жолобі, блок ключів, до першого входу якого підключено кнопку запуску, блок введення уставок, два блоки відліку часу, блок пам'яті, обчислювальний блок та блок витримки часу, вихід якого з'єднаний зі входом схеми вмикання електромагнітів, керуючий вхід з першим виходом блока ключів, а інформаційний вхід - шиною переносу з виходом обчислювального блока, керуючий вхід якого з'єднаний з другим виходом блока ключів, перший інформаційний вхід - шиною переносу із виходом блока введення уставок, другий інформаційний вхід - шиною переносу із виходом вимірювача довжини смуг, третій інформаційний вхід - шиною переносу із виходом датчика швидкості смуги перед скиданням, а четвертий інформаційний вхід - шиною переносу із виходом блока пам'яті, керуючий вхід якого з'єднаний з третім виходом блока ключів, перший інформаційний вхід - шиною переносу із виходом вимірювача довжини смуг, другий інформаційний вхід - шиною переносу із виходом датчика швидкості смуги перед скиданням, третій інформаційний вхід - шиною переносу із виходом першого блока відліку часу, а четвертий інформаційний вхід - шиною переносу із 1 UA 107536 C2 5 10 15 20 25 30 35 40 45 50 55 60 виходом другого блоку відліку часу, перший вхід якого з'єднаний із виходом датчика наявності смуги у приймальному жолобі холодильника, а другий - з виходом датчика зупинки смуги в приймальному жолобі, вихід якого з'єднаний також із другим входом блока ключів та входом схеми вмикання електромагнітів, перший вхід першого блока відліку часу з'єднаний із виходом блока управління приводом скидача, а другий - з виходом датчика наявності смуги у приймальному жолобі холодильника, вихід якого з'єднаний також із третім входом блока ключів та входом схеми вмикання електромагнітів, причому вихід блока управління приводом скидача з'єднаний також із четвертим входом блока ключів та входом схеми вмикання електромагнітів. Ця система здійснює вирівнювання передніх кінців смуг за допомогою гальмівних електромагнітів, що убудовані до приймального жолоба холодильника. На базі інформації, що надходить від задіяних датчиків, в системі визначається необхідна тривалість гальмування смуги при увімкнених електромагнітах і здійснюється їхня відповідна комутація. Недолік зазначеної системи полягає у недостатньо високій точності вирівнювання кінців смуг через те, що визначення необхідної тривалості гальмування смуг при увімкнених електромагнітах здійснюється з припущенням про незмінність інтенсивності гальмування впродовж усього часу функціонування системи. Проте, в реальних умовах цей параметр може істотно змінюватись, зокрема, через змінення температури прокату та гальмівних поверхонь технологічного обладнання (клапанів скидача та приймального жолобу). Так, після тривалих зупинок прокатного стана на час профілактичних заходів або аварійних простоїв температура поверхонь обладнання дорівнює температурі оточуючого повітря, а після початку роботи поступово зростає в результаті контактування із гарячим прокатом до 300-400 °C. Інтенсивність гальмування може також поступово збільшуватись через зношення прокатних калібрів при виробництві арматури, адже ребра на арматурному профілі, що прокатаний в нових калібрах, мають більш гострі краї і краще зчіплюються із гальмівними поверхнями, ніж на профілях, що прокатані у зношених калібрах. В основу винаходу поставлено задачу удосконалення системи автоматичного управління вирівнюванням прокату на холодильнику дрібносортного стану, в якому введенням нового блока та зв'язків між блоками досягається підвищення точності вирівнювання передніх кінців смуг на холодильнику, стабілізація повздовжньої стійкості, можливість контролю та урахування змін інтенсивності гальмування прокату, за рахунок цього, покращення управління процесом вирівнювання кінців прокату та підвищенням його виходу. Задача вирішується тим, що у відомій системі автоматичного управління вирівнюванням прокату на холодильнику дрібносортного стана, яка містить блок управління приводом скидача, електромагніти, що убудовані до приймального жолоба холодильника, зі схемою вмикання, датчик швидкості смуги перед скиданням, вимірювач довжини смуги, датчик наявності смуги у приймальному жолобі холодильника, датчик зупинки смуги в приймальному жолобі, блок ключів, до першого входу якого підключено кнопку запуску, блок введення уставок, два блоки відліку часу, блок пам'яті, обчислювальний блок та блок витримки часу, вихід якого з'єднаний зі входом схеми вмикання електромагнітів, керуючий вхід - з першим виходом блока ключів, а інформаційний вхід - шиною переносу з виходом обчислювального блока, керуючий вхід якого з'єднаний з другим виходом блока ключів, перший інформаційний вхід - шиною переносу із виходом блока введення уставок, другий інформаційний вхід - шиною переносу із виходом вимірювача довжини смуг, третій інформаційний вхід - шиною переносу із виходом датчика швидкості смуги перед скиданням, а четвертий інформаційний вхід - шиною переносу із виходом блока пам'яті, керуючий вхід якого з'єднаний з третім виходом блока ключів, перший інформаційний вхід - шиною переносу із виходом вимірювача довжини смуг, другий інформаційний вхід - шиною переносу із виходом датчика швидкості смуги перед скиданням, третій інформаційний вхід - шиною переносу із виходом першого блока відліку часу, а четвертий інформаційний вхід - шиною переносу із виходом другого блока відліку часу, перший вхід якого з'єднаний із виходом датчика наявності смуги у приймальному жолобі холодильника, а другий з виходом датчика зупинки смуги в приймальному жолобі, вихід якого з'єднаний також із другим входом блока ключів та входом схеми вмикання електромагнітів, перший вхід першого блока відліку часу з'єднаний із виходом блока управління приводом скидача, а другий - з виходом датчика наявності смуги у приймальному жолобі холодильника, вихід якого з'єднаний також із третім входом блока ключів та входом схеми вмикання електромагнітів, причому вихід блока управління приводом скидача з'єднаний також із четвертим входом блока ключів та входом схеми вмикання електромагнітів, згідно з винаходом уведено третій блок відліку часу, перший вхід якого з'єднаний із виходом блоку витримки часу, другий - із виходом датчика зупинки смуги, а вихід шиною переносу з'єднаний із п'ятим входом обчислювального блока. На фіг. 1 наведено функціональну схему запропонованої системи. 2 UA 107536 C2 5 10 15 20 25 30 35 40 Система автоматичного управління вирівнюванням прокату 1 на холодильнику дрібносортного стана містить датчик 2 наявності прокату в приймальному жолобі 3 холодильника, датчик 4 зупинки смуги, датчик 5 швидкості смуги перед скиданням, встановлений на валу одного з роликів 6 рольгангу, електромагніти 7, що встановлені в приймальному жолобі зі схемою 8 їхнього вмикання, блок 9 управління приводом 10 скидача 11, блок 12 введення уставок, три блоки 13, 14 та 15 відліку часу, блок 16 пам'яті, обчислювальний блок 17, блок 18 витримки часу, блок 19 ключів, копку 20 та вимірювач 21 довжини смуг. Процедура вимірювання довжини здійснюється у блоці 21, наприклад, шляхом вимірювання швидкості смуги за часом пересування її переднього кінця крізь базову відстань та визначення довжини смуги за часовим інтервалом між послідовними різами летючих ножиців. Виходи датчика 5 швидкості смуги перед скиданням, блоків 13 та 14 відліку часу та вимірювача 21 довжини смуги з'єднані шинами переносу зі входами блока 16 пам'яті. Виходи блока 12 введення уставок, датчика 5, вимірювача 21, блока 16 пам'яті та блока 15 відліку часу з'єднані шинами переносу зі входами обчислювального блока 17, вихід якого з'єднаний шиною переносу з інформаційним входом блока 18 витримки часу. Перший вхід 22 блока 19 ключів з'єднаний з кнопкою 20. Вихід датчика 4 зупинки смуги з'єднаний зі входом схеми 8 вмикання електромагнітів, другим входом 23 блока 19 ключів, другим входом блока 14 та першим входом блока 15. Вихід датчика 2 наявності прокату в приймальному жолобі холодильника з'єднаний із третім входом 24 блока 19 ключів, другим входом блока 13 та першим входом блока 14. Вихід блока 9 управління приводом скидача з'єднаний зі входом схеми 8 вмикання електромагнітів, четвертим входом 25 блоку 19 ключів та першим входом блоку 13. Перший вихід 26 блока 19 ключів з'єднаний із керуючим входом блока 18 витримки часу, другий вихід 27 - із керуючим входом обчислювального блока 17, а третій вихід 28 - із керуючим входом блока 16 пам'яті. Вихід блока 18 витримки часу з'єднаний зі входом схеми 8 вмикання електромагнітів та другим входом блока 15 відліку часу. Блок 19 ключів може бути реалізований, наприклад, за допомогою RS-тригера 29, та ключів 30, 31 й 32. При цьому перший вхід 22 блока 19 підключений до S-входу тригера, а другий 23, третій 24 і четвертий 25 входи блока 19 підключені до перших входів ключів 30, 31 та 32. R-вхід тригера підключений до виходу ключа 30, другий вхід ключа 30 - до прямого, а другі входи ключів 31 та 32 - до інверсного виходу тригера 29. Виходи ключів 30, 31 та 32 є відповідно виходами 28, 26 та 27 блока 19. Робота системи, що пропонується, базується на наступних засадах. Розміщення кінців смуг на холодильнику визначається величиною шляху гальмування смуг, тобто їхнім пересуванням від моменту початку скидання (моменту вмикання скидача) до зупинки. При виробництві термічно зміцненого прокату, середня температура якого нижче за 723 °C (точка Кюрі), для управління гальмуванням смуг використовуються електромагніти, що убудовані до приймального жолоба холодильника. Процес гальмування смуг на електромагнітах відбувається згідно із графіком 1 на фіг. 2. В момент t 0 вмикання скидача смуга має швидкість V0 , що дорівнює швидкості рольгангу. Рухаючись на клапанах скидача, смуга гальмується силами тертя із інтенсивністю a g , 45 (1) де g - прискорення сили тяжіння, - коефіцієнт тертя; У момент часу t1 попадання смуги до жолобу її швидкість становить V1 V0 gt 01 , (2) де t 01 t1 t 0 . У жолобі до смуги прикладається додаткове зусилля гальмування Q , з боку електромагнітів 50 Q m lм g k , (3) де m - погонна маса смуги; lм - довжина ділянки, на якій розміщені електромагніти; k коефіцієнт, що дорівнює відношенню погонної гальмівної сили при включених магнітах до погонної гальмівної сили при відключених магнітах. 3 UA 107536 C2 Інтенсивність гальмування смуги на електромагнітах визначається, виходячи з рівності кінетичної енергії смуги в момент t1 , роботі усіх гальмівних сил 2 m l V1 2 5 (4) де l - довжина смуги; S - шлях гальмування в жолобі. Звідси S 10 ml lм g S m lм g k S , 2 V1 l 2g 1 м k 1 l 2 V1 , (5) 2a м Інтенсивність aм гальмування смуги на електромагнітах залежить від її довжини і становить aм ar , де l r 1 м k 1 , l (6) У момент часу t2 смуга зупиняється. Згідно із графіком 1 (фіг. 2) a V0 , t 01 rt12 (7) 15 S 20 2 V0 rt12 2t 01 rt12 (8) , де t12 t 2 t1 . Вмикання скидача здійснюється за сигналом датчика заднього торця смуги, який встановлено на трасі переміщення, тобто в момент часу t1 задні торці усіх смуг знаходяться на однаковій відстані від датчика заднього торця смуги. У цьому випадку умова вирівнювання передніх торців смуг на холодильнику виглядатиме наступним чином Si S1 li , 25 (9) де i - індекс, що відповідає порядковому номеру смуги; S i - шлях гальмування і-тої смуги; li li l1 . Таким чином, для коротших смуг необхідно забезпечити відповідне подовження гальмівного шляху. Це досягається відключенням електромагнітів в момент часу t 3 (див. графік 2 на фіг. 2), внаслідок чого шлях гальмування визначається через площу плоскої фігури ABCD S i S ABED SBCE 2 V1, i V3, i V3, i t13, i 2 2a i V1, i V1, i a iri t13,i V1, i a iri t13,i 2 t13,i 2 2a i (10) 2 V1, i ai 2 ri ri 1 t13,i V1, i ri 1 t13,i 2 2ai 2 ai 2 V0,i ai t 01 ri 1t13,i V0,i ai t 01 , ri ri 1 t13,i 2 2a i 30 4 UA 107536 C2 де t13 t 3 t1 . Величина витримки часу t13,i на відключення електромагнітів при скиданні і-тої смуги визначається після підстановки умови (9) до виразу (10) t13,i V0,i ai t 01 airi V0,i ai t 01 2 2S1 li , ai2ri2 ri 1 airi ri 1 (11) 5 Фактична інтенсивність гальмування смуг ai може відрізнятись від інтенсивності гальмування першої смуги, яка визначається за формулою (7) через зміни умов тертя, зокрема, температури поверхні жолоба. Для і-тої смуги вона може бути визначена, виходячи з виразу для часового інтервалу t 34,i (див. фіг. 2) 10 t 34,i V3,i ai V0,i ai t 01 airi t13,i ai , (12) Звідси ai 15 V0,i t 34,i t 01 ri t13,i , (13) При скиданні першої смуги, гальмування якої відбувається при суцільно включених електромагнітах у виразі (13) t 34,1 0 й він цілковито співпадає із виразом (7). Якщо вважати, що інтенсивність гальмування (і+1)-ої смуги за короткий час, що минає після скидання і-тої, не може істотно змінитись ai 1 ai , можна, вимірявши часовий інтервал t 34,i 20 25 при гальмуванні і-тої смуги, обчислити для неї фактичне значення інтенсивності гальмування ai за виразом (13) та використати це значення для визначення часової затримки t 34,i 1 при управлінні гальмівними магнітами під час скидання (і+1)-ої смуги. Виходячи з наведеного, для вирівнювання передніх торців смуг на холодильнику необхідно діяти наступним чином: 1. При скиданні першої (завжди найдовшої) смуги ввімкнути магніти на весь період гальмування й виміряти значення параметрів l1 , V0,1 , t 01 , t12 й обчислити гальмівний шлях першої смуги S1 за виразом (8) та інтенсивність гальмування першої смуги a1 за виразом (7). 2. Перед скиданням другої смуги, використовуючи інформацію про її довжину l 2 , визначити за виразом (6) параметр r2 та, вважаючи, що інтенсивність гальмування a2 a1 , обчислити витримку часу t 13,2 за виразом (11). 30 3. При скиданні другої смуги, відрахувавши від моменту її потрапляння до приймального жолоба часовий інтервал t 13,2 , вимкнути електромагніти, виміряти часовий інтервал t 34,2 та обчислити фактичну інтенсивність гальмування a 2 за виразом (13). 4. При скиданні третьої та усіх наступних і-тих смуг, вважаючи ai ai 1 , обчислювати витримку часу t13,i за виразом (11) та після її відліку від моменту потрапляння смуги до жолоба 35 40 45 вимикати електромагніти. Робота системи відбувається наступним чином. У вихідному положенні перед початком прокатки до блока 12 введення уставок занесені значення lм та коефіцієнта k , який визначається попередньо в лабораторному експерименті для даного прокатного профілю. Сигнали на входах 23, 24 та 25 блоку 19 ключів відсутні. Оператор натискає кнопку 20, після чого на прямому виході тригера 29 з'являється, а на інверсному - зникає сигнал, ключ 30 відкривається, а ключі 31 і 32 закриваються. Система готова до роботи. На початку прокатки після відрізання від розкату першої (завжди найдовшої) смуги на виході вимірювача 21 довжини смуги з'являється значення l1 . Сигналом на скидання першої смуги з блока 9 управління приводом скидача включаються електромагніти 7 та в блоці 13 відліку часу 5 UA 107536 C2 починається відлік часу t 01 . У момент попадання першої смуги до жолоба 3 спрацьовує датчик 2, припиняється відлік часу t 01 у блоці 13 й розпочинається відлік часу t12 у блоці 14. У момент 5 10 зупинки смуги в жолобі спрацьовує датчик 4, припиняється відлік часу t12 у блоці 14, відключаються електромагніти 7 для безперешкодного переміщення зупиненої смуги по настилові холодильника та сигналом з виходу відкритого ключа 30 здійснюється запис до блока 16 пам'яті інформації з виходів блоків 13, 14, 21 та з виходу датчика 5 швидкості смуги перед скиданням; скидається тригер 29; на його прямому виході зникає, а на інверсному з'являється сигнал, завдяки чому ключ 30 закривається, а ключі 31 та 32 відкриваються на весь подальший час роботи. Таким чином, впродовж усього часу пересування першої смуги в жолобі електромагніти залишаються увімкненими й перед скиданням другої смуги до блока 16 пам'яті занесені значення l1 , V0,1 , t 01 , t12 . 15 При надходженні з блока 9 команди на скидання другої смуги знову включаються 17 надходить сигнал. З приходом цього сигналу в обчислювальному блоці згідно із виразами (6), (8), (13) та (11) розраховується витримка часу t 13,2 . 20 Значення t 13,2 з виходу обчислювального блока 17 надходить як уставка до блока 18 витримки часу. У момент попадання другої смуги до жолоба спрацьовує датчик 2, сигнал з його виходу крізь відкритий ключ 31 надходить на керуючий вхід блока 18 і запускає відлік витримки часу t 13,2 . По завершенні витримки часу t 13,2 сигналом з виходу блока 18 здійснюється відключення електромагнітів та запускається відлік часового інтервалу t 34,2 у блоці 15. У 25 30 момент зупинки другої смуги в жолобі спрацьовує датчик 4, припиняючи відлік часу t 34,2 та вимикаючи електромагніти 7. При скиданні третьої та усіх наступних смуг робота системи відбувається так само, як при скиданні другої смуги. В разі переходу на прокатку нового профілю оператор заносить до блока 12 введення уставок відповідне значення коефіцієнта k і натискає установчу кнопку 20, після чого робота системи протікає аналогічно описаному раніше. Співставлення пропонованого винаходу із прототипом дозволяє зробити висновок про наявність суттєвих відмінних ознак пропонованої системи: третього блока відліку часу та його зв'язків із іншими блоками, використання яких дозволяє вирішити поставлену задачу щодо урахування можливих змін інтенсивності гальмування смуг під час управління гальмівними електромагнітами та підвищення точності вирівнювання передніх кінців смуг на холодильнику. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 Система автоматичного управління вирівнюванням прокату на холодильнику дрібносортного стана, яка містить блок управління приводом скидача, електромагніти, що вбудовані до приймального жолоба холодильника, зі схемою вмикання, датчик швидкості прокату перед скиданням, вимірювач довжини прокату, датчик наявності прокату у приймальному жолобі холодильника, датчик зупинки прокату в приймальному жолобі, блок ключів, до першого входу якого підключено кнопку запуску, блок введення уставок, два блоки відліку часу, блок пам'яті, обчислювальний блок та блок витримки часу, вихід якого з'єднаний зі входом схеми вмикання електромагнітів, керуючий вхід - з першим виходом блока ключів, а інформаційний вхід - шиною переносу з виходом обчислювального блока, керуючий вхід якого з'єднаний з другим виходом блока ключів, перший інформаційний вхід - шиною переносу із виходом блока введення уставок, другий інформаційний вхід - шиною переносу із виходом вимірювача довжини прокату, третій інформаційний вхід - шиною переносу із виходом датчика швидкості прокату перед скиданням, а четвертий інформаційний вхід - шиною переносу із виходом блока пам'яті, керуючий вхід якого з'єднаний з третім виходом блока ключів, а перший інформаційний вхід - шиною переносу із виходом вимірювача довжини прокату, другий інформаційний вхід - шиною переносу із виходом датчика швидкості прокату перед скиданням, третій інформаційний вхід - шиною переносу із виходом першого блока відліку часу, а четвертий інформаційний вхід - шиною переносу із виходом другого блока відліку часу, перший вхід якого з'єднаний із виходом датчика наявності прокату у приймальному жолобі холодильника, а другий - з виходом датчика зупинки прокату в приймальному жолобі, вихід якого з'єднаний також із другим входом блока ключів та входом схеми вмикання електромагнітів, при цьому перший вхід першого блока відліку часу з'єднаний із виходом блока управління приводом скидача, а другий - з виходом датчика наявності прокату у 6 UA 107536 C2 5 приймальному жолобі холодильника, вихід якого з'єднаний також із третім входом блока ключів, причому вихід блока управління приводом скидача з'єднаний також із четвертим входом блока ключів та входом схеми вмикання електромагнітів, яка відрізняється тим, що додатково містить третій блок відліку часу, перший вхід якого з'єднаний із виходом блока витримки часу, другий вхід - із виходом датчика зупинки прокату, а вихід шиною переносу з'єднаний із п'ятим входом обчислювального блока. 7 UA 107536 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори англійськоюYehorov Oleksandr Petrovych, Beshta Oleksandr Stepanovych
Автори російськоюЕгоров Александр Петрович, Бешта Александр Степанович
МПК / Мітки
МПК: B21B 43/00
Мітки: стана, управління, дрібносортного, автоматичного, система, прокату, вирівнюванням, холодильнику
Код посилання
<a href="https://ua.patents.su/10-107536-sistema-avtomatichnogo-upravlinnya-virivnyuvannyam-prokatu-na-kholodilniku-dribnosortnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Система автоматичного управління вирівнюванням прокату на холодильнику дрібносортного стана</a>
Система автоматичного керування вирівнюванням прокату на холодильнику дрібносортного стана
Номер патенту: 91194
Опубліковано: 25.06.2014
Автори: Миронов Олексій Миколайович, Бешта Олександр Степанович, Куваєв Володимир Миколайович, Єгоров Олександр Петрович, Потап Олег Юхимович, Політов Ігор Віталійович, Кузьменко Михайло Юрійович
МПК: B21B 37/00
Мітки: керування, прокату, система, автоматичного, вирівнюванням, дрібносортного, холодильнику, стана
Формула / Реферат:
Система автоматичного керування вирівнюванням прокату на холодильнику дрібносортного стана, що містить блок керування приводом скидача, електромагніти, що убудовані до приймального жолоба холодильника, зі схемою вмикання, датчик швидкості смуги перед скиданням, вимірювач довжини смуги, датчик наявності смуги у приймальному жолобі холодильника, датчик зупинки смуги в приймальному жолобі, блок ключів, до першого входу якого підключено кнопку...
Система автоматичного управління літаком при заході на посадку
Номер патенту: 94308
Опубліковано: 10.11.2014
Автори: Симонов Володимир Федорович, Субота Анатолій Максимович, Хлівнюк Ванда Олександрівна
МПК: B64C 13/16
Мітки: літаком, система, посадку, управління, автоматичного, заході
Формула / Реферат:
Система автоматичного управління літаком при заході на посадку, що містить у своєму складі антену, яка з'єднана з входом курсового радіоприймача, вихід якого з'єднаний з першим входом блока формування кута знесення, вихід якого з'єднаний з першим входом суматора, вихід якого через блок формування заданого кута крену з'єднаний з входом сервопривода вертикальної стрілки пілотажного приладу, вихід якого з'єднаний з входом індикатора пілотажного...
Система автоматичного управління розподілом газових бульбашок за розміром у процесі флотації
Номер патенту: 92180
Опубліковано: 11.08.2014
Автор: Пікільняк Андрій Валерійович
МПК: B01D 53/00
Мітки: газових, управління, розміром, система, процесі, автоматичного, бульбашок, розподілом, флотації
Формула / Реферат:
Система автоматичного управління розподілом газових бульбашок за розмірами в процесі флотації, що включає блок обчислювального пристрою, вихід якого з'єднаний з входом блока регулюючого пристрою, вихід регулюючого пристрою з'єднаний з входом блока розподілювача, яка відрізняється тим, що в систему введений блок датчика гранулометричного складу і блок формувача управляючого впливу, причому вихід блока датчика гранулометричного складу...
Система автоматичної стабілізації товщини прокату
Номер патенту: 45047
Опубліковано: 26.10.2009
Автори: Семенишина Тетяна Валеріївна, Симонов Володимир Федорович
МПК: B21B 37/00
Мітки: прокату, автоматичної, система, товщини, стабілізації
Формула / Реферат:
Система автоматичної стабілізації товщини прокату, що містить задавач, вимірник відхилення товщини, підсилювач потужності, датчик швидкості смуги прокату, суматор, яка відрізняється тим, що в її склад введені датчик струму і датчик напруги, виходи яких з'єднані з входами першого і другого аналого-цифрових перетворювачів, виходи яких з'єднані з другим і третім входами мультиплексора, а перший вхід мультиплексора - з виходом третього...
Спосіб регулювання натягу на моталці дрібносортного стана
Номер патенту: 90093
Опубліковано: 12.05.2014
Автори: Щур Віталій Андрійович, Іванов Дмитро Олексійович, Політов Ігор Віталійович, Бешта Олександр Степанович
МПК: B21C 47/00
Мітки: стана, натягу, регулювання, дрібносортного, спосіб, моталці
Формула / Реферат:
Спосіб регулювання натягу на моталці дрібносортного стана, за яким задають натяг прокату шляхом задавання струму приводу моталки, вимірювання прогину прокату за останньою кліттю стана, коректування задавання струму приводу моталки у процесі змотування прокату в залежності від відхилення обмірюваної величини прогину від заданої величини, який відрізняється тим, що попередньо визначають при змотуванні першого шару моталки величину прогину...
Попередній патент: Система захисту від вітру
Наступний патент: Спосіб подачі в циліндри дизельного двигуна рідкого біопалива
Випадковий патент: Емульгований концентрат, що містить пестицид, амід, карбонат та вуглеводень