Система контролю положення сполучного конвеєра
Номер патенту: 109272
Опубліковано: 25.08.2016
Автори: Соколов Володимир Миколайович, Шевченко Дмитро Олександрович, Трембач Богдан Олександрович, Масюк Сергій Васильович, Магда Андрій Миколайович, Бобров Валентин Григорович, Кушнарьов Олександр Миколайович
Формула / Реферат
1. Система контролю положення сполучного конвеєра, що містить опорно-поворотний вузол у вигляді рами, що сполучена з приймальним візком відвалоутворювача за допомогою оснащеного кожухом вертикального шарніра та взаємодіє з напрямними сполучного конвеєра за допомогою котків, пристрій контролю кута повороту сполучного конвеєра відносно приймального візка у вигляді встановленого на рамі приймального візка кодового датчика, що містить редуктор з шестірнею та зубчатим колесом, закріпленим на кожусі вертикального шарніра, пристрій контролю лінійного переміщення сполучного конвеєра відносно приймального візка у вигляді кодового датчика, встановленого на рамі опорно-поворотного вузла, що взаємодіє з напрямними металоконструкції сполучного конвеєра за допомогою фрикційної передачі, а також командоконтролер керування приводами, що зв'язаний лініями зв'язку з вищезгаданими кодовими датчиками, яка відрізняється тим, що система контролю положення додатково оснащена пристроєм контролю кута повороту сполучного конвеєра відносно відвальної стріли відвалоутворювача у вигляді робочих та дублюючих датчиків контролю кута повороту, що закріплені на металоконструкції сполучного конвеєра, й лінійок, встановлених на опорному майданчику відвалоутворювача.
2. Система контролю положення сполучного конвеєра за п. 1, яка відрізняється тим, що пристрій контролю кута повороту сполучного конвеєра відносно приймального візка магістрального конвеєра додатково забезпечений датчиками контролю кута повороту, наприклад, у вигляді двох робочих та двох дублюючих кінцевих вимикачів, що парно закріплені за допомогою кронштейнів на приймальному візку, перпендикулярно до осі магістрального конвеєра, і двох лінійок, що закріплені на кожусі вертикального шарніра в горизонтальній площині, симетрично відносно перпендикуляра до осі сполучного конвеєра і утворюють з ним кут 45°±30", а пристрій контролю лінійного переміщення сполучного конвеєра відносно приймального візка додатково забезпечений датчиками контролю лінійного переміщення, наприклад, з п'яти кінцевих вимикачів, послідовно закріплених на металоконструкції сполучного конвеєра, і лінійки, що змонтована на рамі опорно-поворотного вузла, при цьому на початку і кінці робочого ходу сполучного конвеєра встановлено по два кінцевих вимикачі, а один - всередині робочого ходу.
Текст
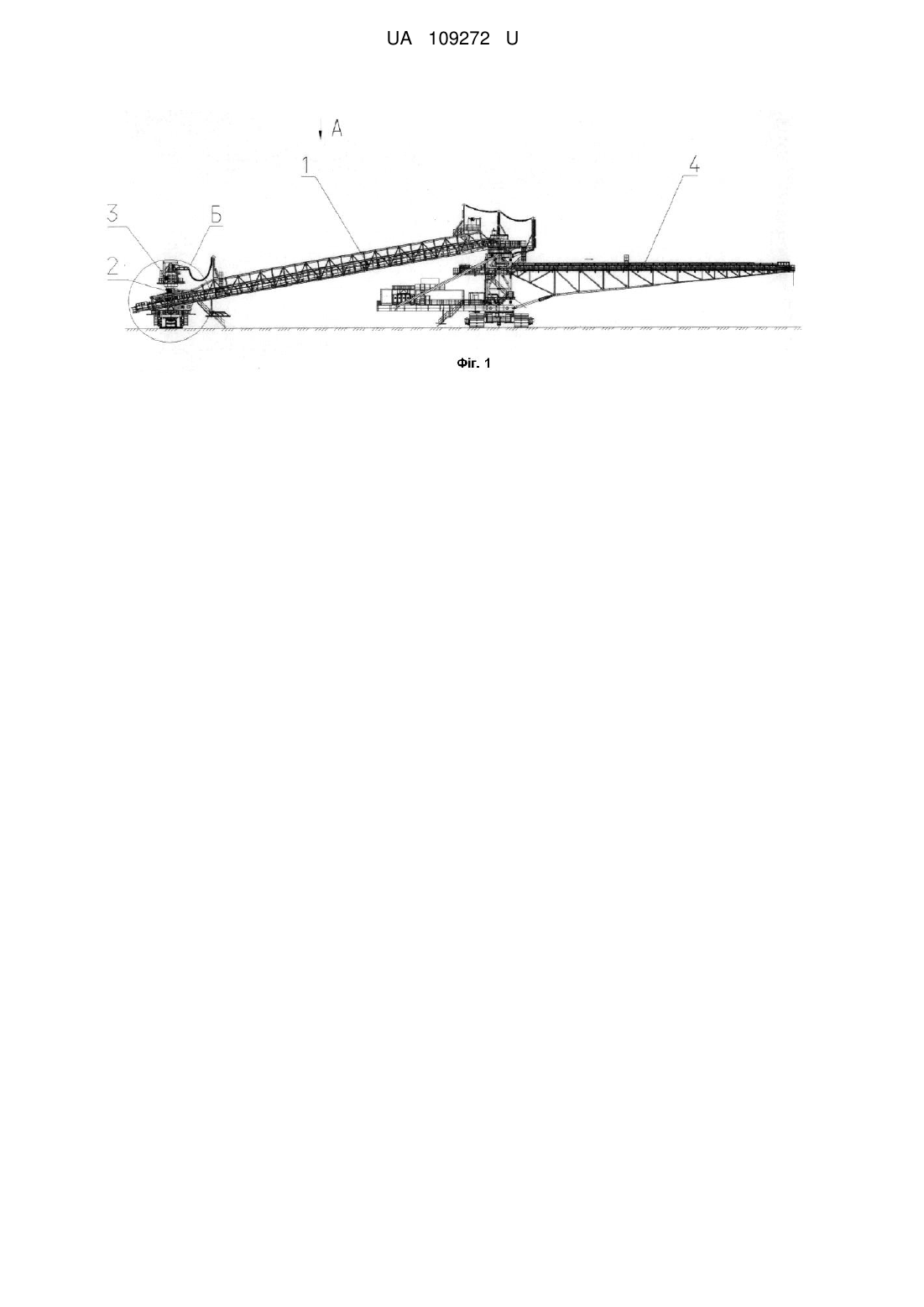
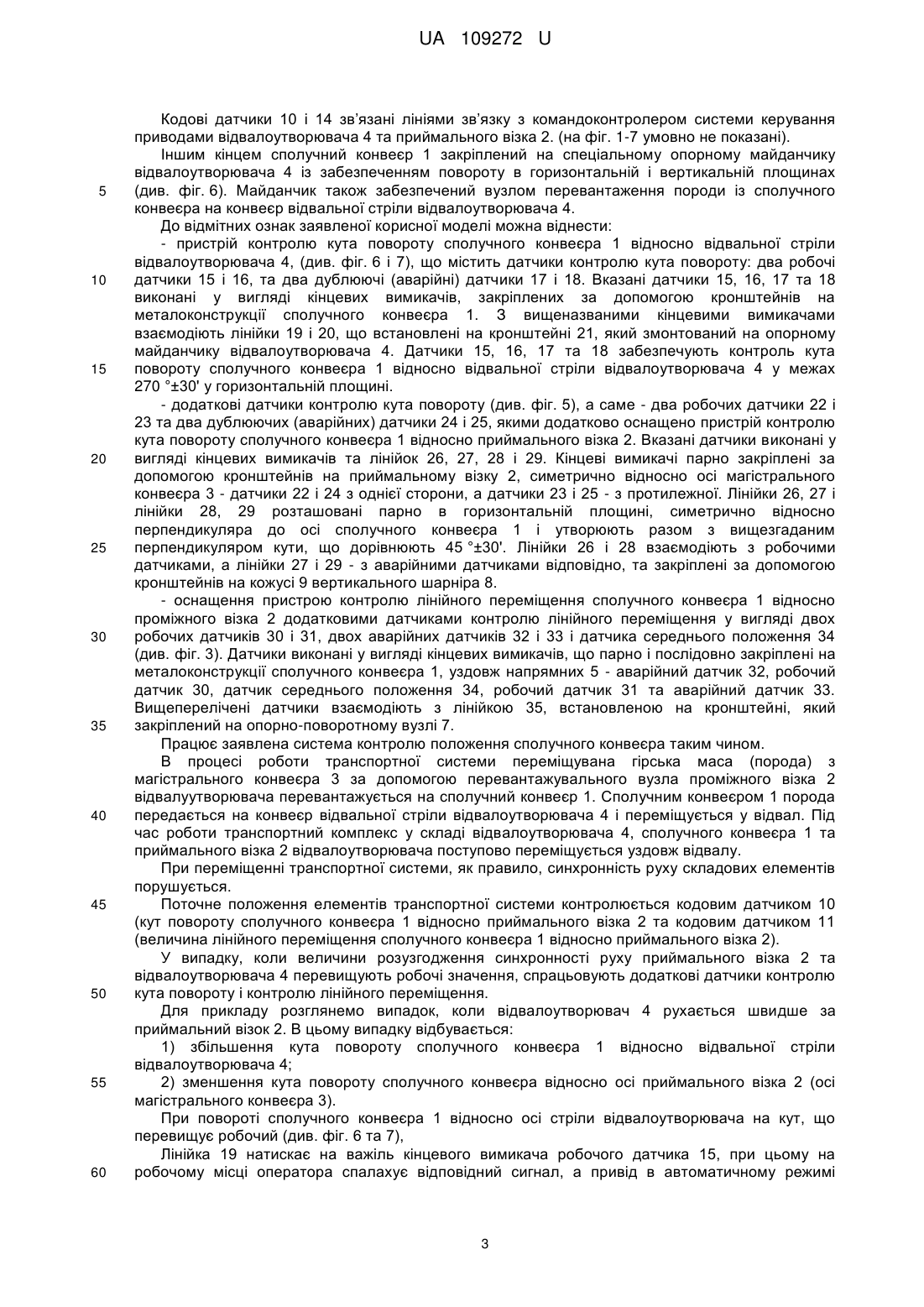
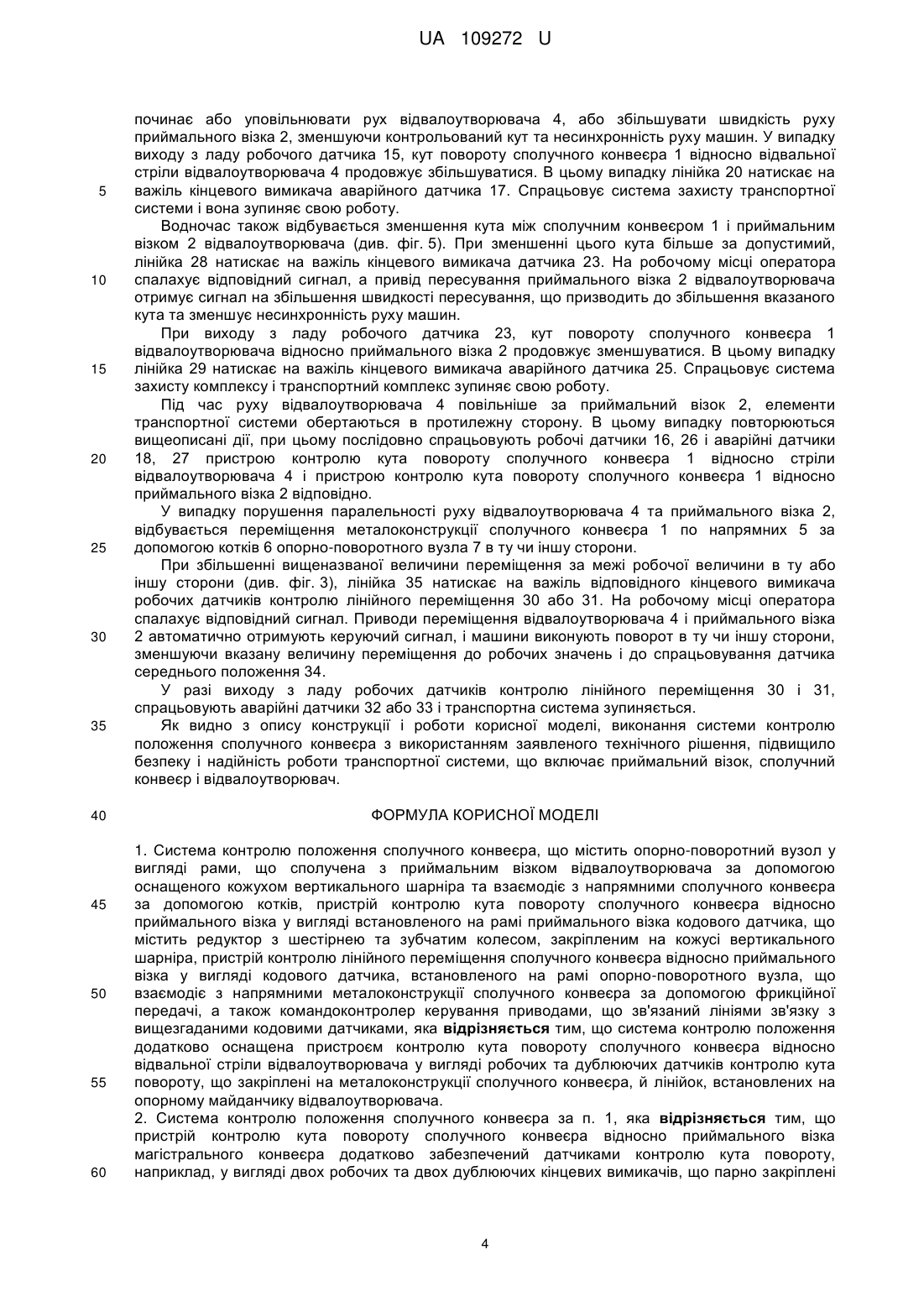
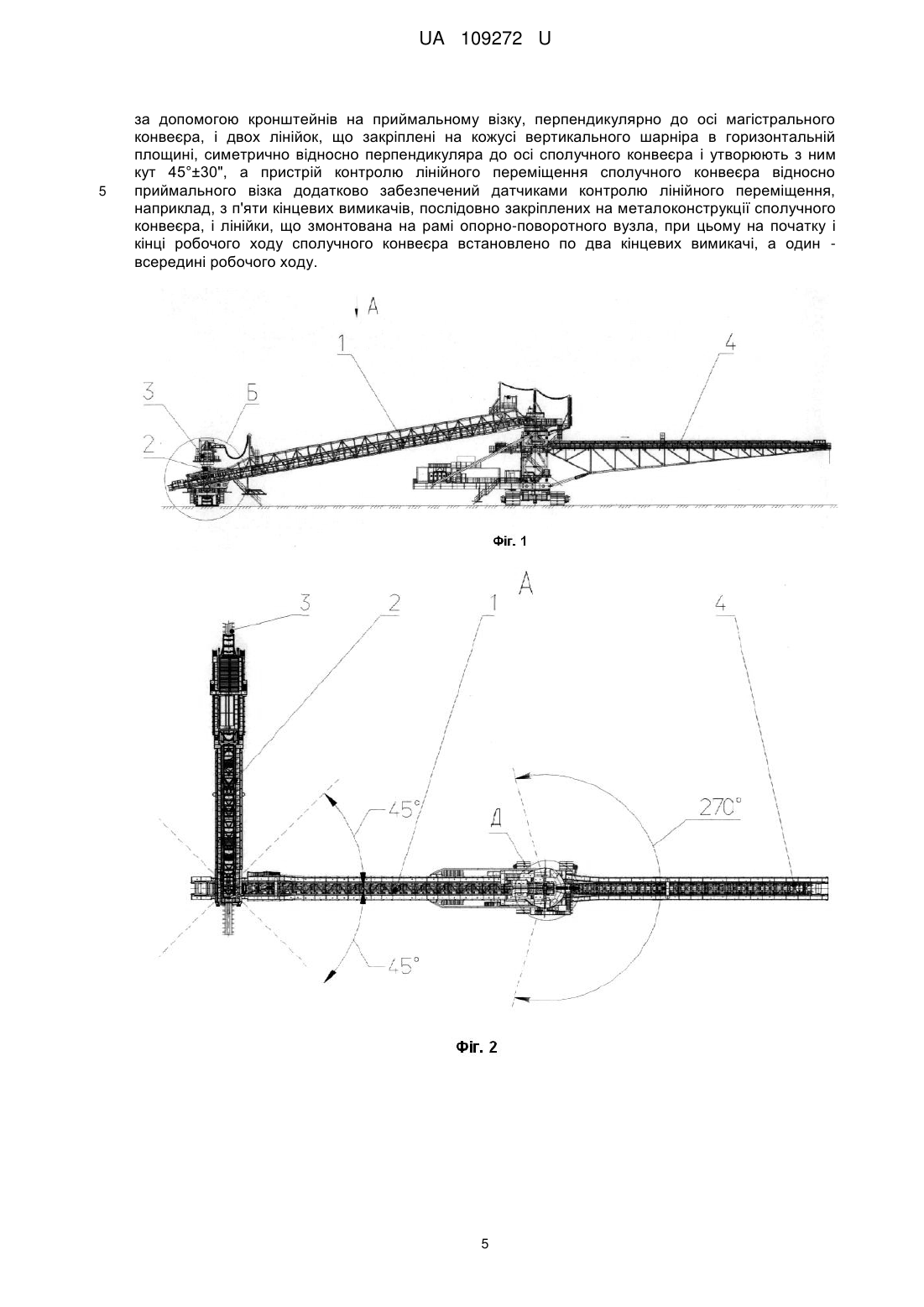
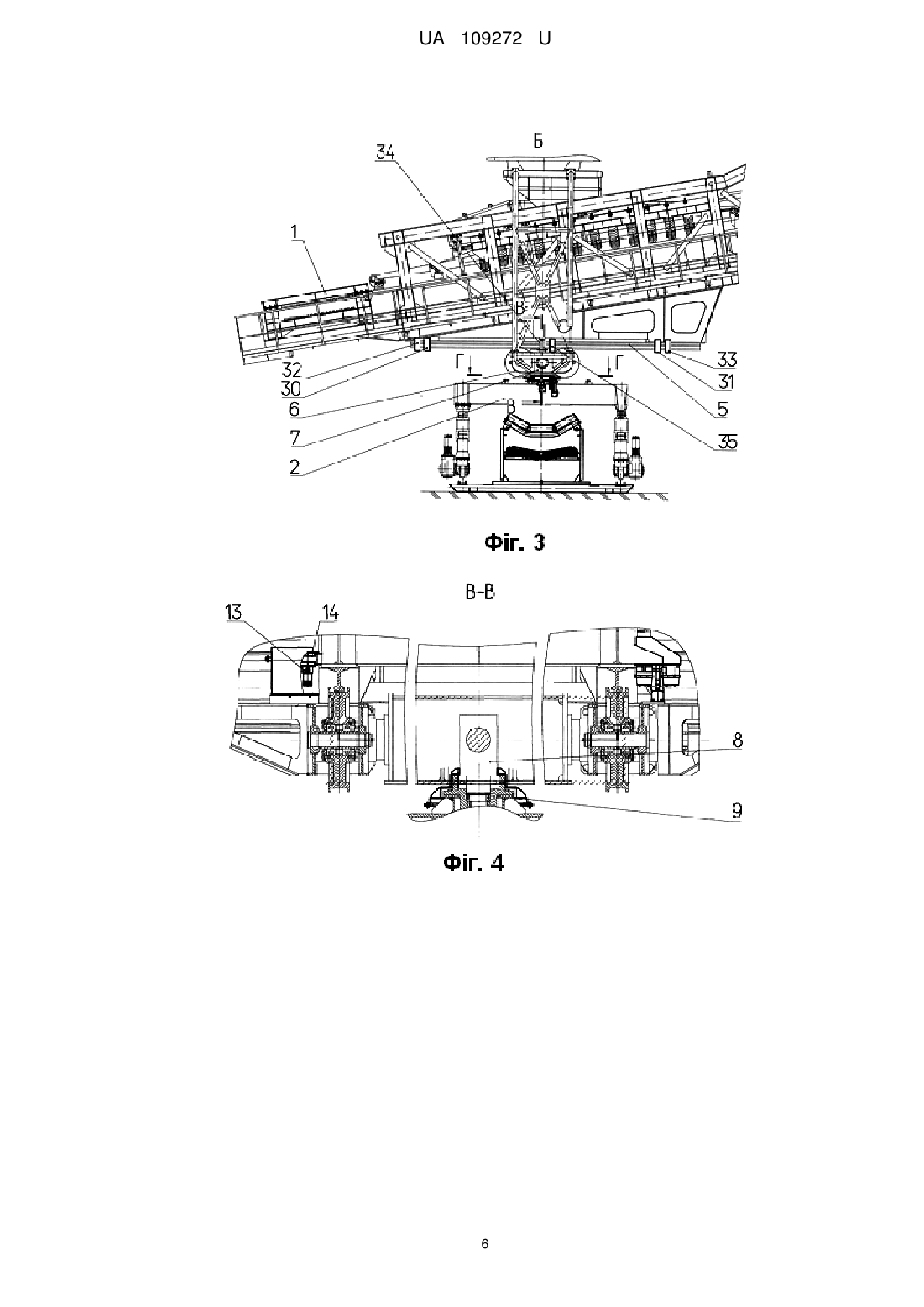
Реферат: Система контролю положення сполучного конвеєра містить опорно-поворотний вузол у вигляді рами, що сполучена з приймальним візком відвалоутворювача за допомогою оснащеного кожухом вертикального шарніра та взаємодіє з напрямними сполучного конвеєра за допомогою котків, пристрій контролю кута повороту сполучного конвеєра відносно приймального візка у вигляді встановленого на рамі приймального візка кодового датчика, що містить редуктор з шестірнею та зубчатим колесом, закріпленим на кожусі вертикального шарніра, пристрій контролю лінійного переміщення сполучного конвеєра відносно приймального візка у вигляді кодового датчика, встановленого на рамі опорно-поворотного вузла, що взаємодіє з напрямними металоконструкції сполучного конвеєра за допомогою фрикційної передачі, а також командоконтролер керування приводами, що зв'язаний лініями зв'язку з вищезгаданими кодовими датчиками. Система контролю положення додатково оснащена пристроєм контролю кута повороту сполучного конвеєра відносно відвальної стріли відвалоутворювача у вигляді робочих та дублюючих датчиків контролю кута повороту, що закріплені на металоконструкції сполучного конвеєра, й лінійок, встановлених на опорному майданчику відвалоутворювача. UA 109272 U (12) UA 109272 U UA 109272 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машин безперервного транспорту, а саме до транспортних комплексів для переміщення ґрунту і корисних копалин, що включає відвалоутворювач, конвеєри та інші машини, і може бути використана в їх системах керування для контролю положення сполучного конвеєра відносно приймального візка магістрального конвеєра і стріли відвалоутворювача. Відомий пристрій для контролю та обліку сумарного кута повороту платформи одноківшового екскаватора (див. наприклад а. с. 460363 SU, МПК E02F 9/20, G05B 21/00), що включає датчик кута повороту, виконаний у вигляді закріплених на певній відстані один відносно одного магнітокерованих контактів і постійного магніту, що взаємодіє з ними, встановленого на торці вала механізму повороту. Обертаючись разом з валом механізму повороту, постійний магніт викликає спрацьовування магнітокерованих контактів в певній послідовності і забезпечує контроль і облік сумарного кута повороту платформи одноківшового екскаватора. До недоліків відомого пристрою можна віднести його не достатню точність і надійність системи та можливість застосування тільки в закритих приміщеннях, наприклад в кузові машини. Відома система контролю кутового положення поворотної платформи екскаватора, де як датчик положення застосований кодовий датчик, наприклад типу РК-1023, що оснащений редуктором (див. наприклад, проспект фірми FSG). Вищезгадана система використана в екскаваторах для виміру кутових величин, наприклад кута повороту поворотної платформи машини відносно забою. Інформація про кут повороту реєструється у вигляді аналогового сигналу. Застосування вищезгаданої системи дозволило підвищити продуктивність роботи екскаватора під час проведення гірських робіт. Вищезгадана система з застосуванням вказаних датчиків також може бути використана для контролю положення сполучного конвеєра відвалоутворювача відносно приймального візка відвалоутворювача. По сукупності істотних ознак, відома система є найбільш близькою до заявленої корисної моделі і може бути прийнята за найближчий аналог. Головним недоліком найближчого аналога є те, що положення сполучного конвеєра відносно приймального візка відвалоутворювача визначається "непрямим методом", тобто шляхом перерахунку числа оборотів вала кодового датчика по певній математичній залежності. У разі виходу з ладу вищезгаданих датчиків або їх неправильної роботи, можливе виникнення аварійної ситуації в роботі транспортного комплексу. В основу корисної моделі поставлено задачу підвищити безпеку та надійність роботи транспортного комплексу шляхом оснащення системи контролю положення сполучного конвеєра відносно приймального візка та відносно відвальної стріли відвалоутворювача додатковими датчиками, і за рахунок технічного результату, що полягає в забезпеченні безпосередньої дії елементів сполучного конвеєра, приймального візка і відвальної стріли відвалоутворювача на вищезгадані датчики. Поставлена задача вирішена за рахунок того, що в системі контролю положення сполучного конвеєра, що включає опорно-поворотний вузол у вигляді рами, що сполучена з приймальним візком відвалоутворювача за допомогою оснащеного кожухом вертикального шарніра, що взаємодіє з напрямними металоконструкції сполучного конвеєра за допомогою котків, пристрій контролю кута повороту сполучного конвеєра відносно приймального візка у вигляді встановленого на рамі приймального візка кодового датчика з редуктором та шестірнею, що знаходиться в зачепленні із зубчатим колесом, яке закріплене на кожусі вертикального шарніра, пристрій контролю лінійного переміщення сполучного конвеєра відносно приймального візка у вигляді кодового датчика, що закріплений на рамі опорно-поворотного вузла, та взаємодіє з напрямними металоконструкції сполучного конвеєра за допомогою фрикційної передачі, а також командоконтролер керування рушіями, що зв’язаний лініями зв’язку з вищезгаданими кодовими датчиками, у відповідності до заявленої корисної моделі, додатково оснащена пристроєм контролю кута повороту сполучного конвеєра відносно відвальної стріли відвалоутворювача, наприклад у вигляді двох кінцевих вимикачів, які закріплені до опорно-поворотного пристрою, та лінійок, що встановлені на металоконструкції сполучного конвеєра за допомогою кронштейнів, а пристрій контролю кута повороту сполучного конвеєра відносно приймального візка додатково оснащено датчиками контролю кутового переміщення, наприклад, у вигляді двох основних та двох дублюючих кінцевих вимикачів, що парно закріплені за допомогою кронштейнів на приймальному візку, перпендикулярно до осі магістрального конвеєра, та двох лінійок, що закріплені на кожусі вертикального шарніра, та розміщені в горизонтальній площині, симетрично відносно перпендикуляра до осі сполучного конвеєра і утворюють з ним кути 45 °±30', крім цього, пристрій контролю лінійного переміщення сполучного конвеєра відносно приймального 1 UA 109272 U 5 10 15 20 25 30 35 40 45 50 55 візка додатково оснащено датчиками положення, наприклад, у вигляді п’яти кінцевих вимикачів, що послідовно закріплені на металоконструкції сполучного конвеєра, й лінійки, змонтованої на рамі опорно-поворотного вузла, при цьому на початку та в кінці робочого ходу сполучного конвеєра відносно опорно-поворотного вузла встановлені по два кінцевих вимикачі, а один всередині робочого ходу. Між заявленою корисною моделлю та отриманим технічним результатом існує причиннонаслідковий зв’язок. Тільки завдяки тому, що система контролю положення сполучного конвеєра додатково оснащена пристроєм контролю кута повороту сполучного конвеєра відносно відвальної стріли відвалоутворювача, у вигляді робочих та дублюючих датчиків контролю кута повороту, що закріплені на металоконструкції сполучного конвеєра, й лінійок, встановлених на опорному майданчику відвалоутворювача, а пристрій контролю кута повороту сполучного конвеєра відносно приймального візка відвалоутворювача додатково забезпечений датчиками контролю кута повороту, наприклад у вигляді двох робочих та двох дублюючих кінцевих вимикачів, що парно закріплені за допомогою кронштейнів на приймальному візку, перпендикулярно до осі магістрального конвеєра, і двох лінійок, що закріплені на кожусі вертикального шарніра в горизонтальній площині, симетрично відносно перпендикуляра до осі сполучного конвеєра і утворюють з ним кут 45 °±30', при цьому пристрій контролю лінійного переміщення сполучного конвеєра відносно приймального візка додатково забезпечений датчиками контролю лінійного переміщення, наприклад з п’яти кінцевих вимикачів, послідовно закріплених на металоконструкції сполучного конвеєра і лінійки, що змонтована на рамі опорно-поворотного вузла, при цьому на початку і кінці робочого ходу сполучного конвеєра встановлено по два кінцевих вимикачі, а один - всередині робочого ходу, забезпечено отримання технічного результату, що складається в безпосередній дії елементів сполучного конвеєра, приймального візка та відвалоутворювача на вищезазначені датчики, підвищено безпеку та надійність роботи транспортувальної системи. Заявлений технічний результат не можливо отримати, якщо з наведеної сукупності істотних ознак виключити будь-який. Корисна модель є промислово застосовною, оскільки на ПАТ НКМЗ розроблений робочий проект і виготовлено транспортну систему, що складається з відвалоутворювача, сполучного конвеєра та приймального візка із використанням заявленого технічного рішення. Корисна модель пояснюється кресленнями, де: - на фіг. 1 - показаний загальний вигляд транспортної системи; - на фіг. 2 - вигляд А (на фіг. 1); - на фіг. 3 - місце Б (на фіг. 1); - на фіг. 4 - переріз В-В (на фіг. 3); - на фіг. 5 - переріз Г-Г (на фіг. 3); - на фіг. 6 - місце Д (на фіг. 2); - на фіг. 7 - переріз Е-Е (на фіг. 6) Заявлена система контролю положення сполучного конвеєра служить для забезпечення контролю положення сполучного конвеєра 1 відносно приймального візка 2, що взаємодіє з магістральним конвеєром 3 та відносно відвальної стріли відвалоутворювача 4, що разом утворюють транспортну систему, що служить для переміщення гірської маси з магістрального конвеєра у відвал (див. фіг. 1 і 2). Сполучний конвеєр 1 (див. фіг. 3) одним кінцем за допомогою напрямних 5 спирається на опорні котки 6 опорно-поворотного вузла 7 приймального візка 2. Опорно-поворотний вузол 7 з’єднаний з верхньою частиною металоконструкції приймального візка 2 за допомогою вертикального шарніра 8, закритого зверху кожухом 9 (див. фіг. 4). Приймальний візок 2 встановлений на рейковий шлях і може пересуватися уздовж магістрального конвеєра 3 спільно з відвалоутворювачем 4 та сполучним конвеєром 1. На опорно-поворотному вузлі 7 розміщені: - пристрій для контролю кута повороту сполучного конвеєра 1 відносно приймального візка 2 відвалоутворювача у вигляді встановленого на рамі приймального візка 2 кодового датчика 10, оснащеного редуктором та шестірнею 11, що знаходиться в зачепленні із зубчатим колесом 12, яке закріплене на кожусі 9 вертикального шарніра 8 (див. фіг. 5); - пристрій контролю лінійного переміщення сполучного конвеєра 1 відносно приймального візка 2 відвалоутворювача у вигляді кодового датчика 13, що закріплений на рамі опорноповоротного вузла 7 та взаємодіє з напрямними 5 металоконструкцій сполучного конвеєра 1 за допомогою котків фрикційної передачі 14 (див. фіг. 4). 2 UA 109272 U 5 10 15 20 25 30 35 40 45 50 55 60 Кодові датчики 10 і 14 зв’язані лініями зв’язку з командоконтролером системи керування приводами відвалоутворювача 4 та приймального візка 2. (на фіг. 1-7 умовно не показані). Іншим кінцем сполучний конвеєр 1 закріплений на спеціальному опорному майданчику відвалоутворювача 4 із забезпеченням повороту в горизонтальній і вертикальній площинах (див. фіг. 6). Майданчик також забезпечений вузлом перевантаження породи із сполучного конвеєра на конвеєр відвальної стріли відвалоутворювача 4. До відмітних ознак заявленої корисної моделі можна віднести: - пристрій контролю кута повороту сполучного конвеєра 1 відносно відвальної стріли відвалоутворювача 4, (див. фіг. 6 і 7), що містить датчики контролю кута повороту: два робочі датчики 15 і 16, та два дублюючі (аварійні) датчики 17 і 18. Вказані датчики 15, 16, 17 та 18 виконані у вигляді кінцевих вимикачів, закріплених за допомогою кронштейнів на металоконструкції сполучного конвеєра 1. З вищеназваними кінцевими вимикачами взаємодіють лінійки 19 і 20, що встановлені на кронштейні 21, який змонтований на опорному майданчику відвалоутворювача 4. Датчики 15, 16, 17 та 18 забезпечують контроль кута повороту сполучного конвеєра 1 відносно відвальної стріли відвалоутворювача 4 у межах 270 °±30' у горизонтальній площині. - додаткові датчики контролю кута повороту (див. фіг. 5), а саме - два робочих датчики 22 і 23 та два дублюючих (аварійних) датчики 24 і 25, якими додатково оснащено пристрій контролю кута повороту сполучного конвеєра 1 відносно приймального візка 2. Вказані датчики виконані у вигляді кінцевих вимикачів та лінійок 26, 27, 28 і 29. Кінцеві вимикачі парно закріплені за допомогою кронштейнів на приймальному візку 2, симетрично відносно осі магістрального конвеєра 3 - датчики 22 і 24 з однієї сторони, а датчики 23 і 25 - з протилежної. Лінійки 26, 27 і лінійки 28, 29 розташовані парно в горизонтальній площині, симетрично відносно перпендикуляра до осі сполучного конвеєра 1 і утворюють разом з вищезгаданим перпендикуляром кути, що дорівнюють 45 °±30'. Лінійки 26 і 28 взаємодіють з робочими датчиками, а лінійки 27 і 29 - з аварійними датчиками відповідно, та закріплені за допомогою кронштейнів на кожусі 9 вертикального шарніра 8. - оснащення пристрою контролю лінійного переміщення сполучного конвеєра 1 відносно проміжного візка 2 додатковими датчиками контролю лінійного переміщення у вигляді двох робочих датчиків 30 і 31, двох аварійних датчиків 32 і 33 і датчика середнього положення 34 (див. фіг. 3). Датчики виконані у вигляді кінцевих вимикачів, що парно і послідовно закріплені на металоконструкції сполучного конвеєра 1, уздовж напрямних 5 - аварійний датчик 32, робочий датчик 30, датчик середнього положення 34, робочий датчик 31 та аварійний датчик 33. Вищеперелічені датчики взаємодіють з лінійкою 35, встановленою на кронштейні, який закріплений на опорно-поворотному вузлі 7. Працює заявлена система контролю положення сполучного конвеєра таким чином. В процесі роботи транспортної системи переміщувана гірська маса (порода) з магістрального конвеєра 3 за допомогою перевантажувального вузла проміжного візка 2 відвалуутворювача перевантажується на сполучний конвеєр 1. Сполучним конвеєром 1 порода передається на конвеєр відвальної стріли відвалоутворювача 4 і переміщується у відвал. Під час роботи транспортний комплекс у складі відвалоутворювача 4, сполучного конвеєра 1 та приймального візка 2 відвалоутворювача поступово переміщується уздовж відвалу. При переміщенні транспортної системи, як правило, синхронність руху складових елементів порушується. Поточне положення елементів транспортної системи контролюється кодовим датчиком 10 (кут повороту сполучного конвеєра 1 відносно приймального візка 2 та кодовим датчиком 11 (величина лінійного переміщення сполучного конвеєра 1 відносно приймального візка 2). У випадку, коли величини розузгодження синхронності руху приймального візка 2 та відвалоутворювача 4 перевищують робочі значення, спрацьовують додаткові датчики контролю кута повороту і контролю лінійного переміщення. Для прикладу розглянемо випадок, коли відвалоутворювач 4 рухається швидше за приймальний візок 2. В цьому випадку відбувається: 1) збільшення кута повороту сполучного конвеєра 1 відносно відвальної стріли відвалоутворювача 4; 2) зменшення кута повороту сполучного конвеєра відносно осі приймального візка 2 (осі магістрального конвеєра 3). При повороті сполучного конвеєра 1 відносно осі стріли відвалоутворювача на кут, що перевищує робочий (див. фіг. 6 та 7), Лінійка 19 натискає на важіль кінцевого вимикача робочого датчика 15, при цьому на робочому місці оператора спалахує відповідний сигнал, а привід в автоматичному режимі 3 UA 109272 U 5 10 15 20 25 30 35 40 45 50 55 60 починає або уповільнювати рух відвалоутворювача 4, або збільшувати швидкість руху приймального візка 2, зменшуючи контрольований кут та несинхронність руху машин. У випадку виходу з ладу робочого датчика 15, кут повороту сполучного конвеєра 1 відносно відвальної стріли відвалоутворювача 4 продовжує збільшуватися. В цьому випадку лінійка 20 натискає на важіль кінцевого вимикача аварійного датчика 17. Спрацьовує система захисту транспортної системи і вона зупиняє свою роботу. Водночас також відбувається зменшення кута між сполучним конвеєром 1 і приймальним візком 2 відвалоутворювача (див. фіг. 5). При зменшенні цього кута більше за допустимий, лінійка 28 натискає на важіль кінцевого вимикача датчика 23. На робочому місці оператора спалахує відповідний сигнал, а привід пересування приймального візка 2 відвалоутворювача отримує сигнал на збільшення швидкості пересування, що призводить до збільшення вказаного кута та зменшує несинхронність руху машин. При виходу з ладу робочого датчика 23, кут повороту сполучного конвеєра 1 відвалоутворювача відносно приймального візка 2 продовжує зменшуватися. В цьому випадку лінійка 29 натискає на важіль кінцевого вимикача аварійного датчика 25. Спрацьовує система захисту комплексу і транспортний комплекс зупиняє свою роботу. Під час руху відвалоутворювача 4 повільніше за приймальний візок 2, елементи транспортної системи обертаються в протилежну сторону. В цьому випадку повторюються вищеописані дії, при цьому послідовно спрацьовують робочі датчики 16, 26 і аварійні датчики 18, 27 пристрою контролю кута повороту сполучного конвеєра 1 відносно стріли відвалоутворювача 4 і пристрою контролю кута повороту сполучного конвеєра 1 відносно приймального візка 2 відповідно. У випадку порушення паралельності руху відвалоутворювача 4 та приймального візка 2, відбувається переміщення металоконструкції сполучного конвеєра 1 по напрямних 5 за допомогою котків 6 опорно-поворотного вузла 7 в ту чи іншу сторони. При збільшенні вищеназваної величини переміщення за межі робочої величини в ту або іншу сторони (див. фіг. 3), лінійка 35 натискає на важіль відповідного кінцевого вимикача робочих датчиків контролю лінійного переміщення 30 або 31. На робочому місці оператора спалахує відповідний сигнал. Приводи переміщення відвалоутворювача 4 і приймального візка 2 автоматично отримують керуючий сигнал, і машини виконують поворот в ту чи іншу сторони, зменшуючи вказану величину переміщення до робочих значень і до спрацьовування датчика середнього положення 34. У разі виходу з ладу робочих датчиків контролю лінійного переміщення 30 і 31, спрацьовують аварійні датчики 32 або 33 і транспортна система зупиняється. Як видно з опису конструкції і роботи корисної моделі, виконання системи контролю положення сполучного конвеєра з використанням заявленого технічного рішення, підвищило безпеку і надійність роботи транспортної системи, що включає приймальний візок, сполучний конвеєр і відвалоутворювач. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Система контролю положення сполучного конвеєра, що містить опорно-поворотний вузол у вигляді рами, що сполучена з приймальним візком відвалоутворювача за допомогою оснащеного кожухом вертикального шарніра та взаємодіє з напрямними сполучного конвеєра за допомогою котків, пристрій контролю кута повороту сполучного конвеєра відносно приймального візка у вигляді встановленого на рамі приймального візка кодового датчика, що містить редуктор з шестірнею та зубчатим колесом, закріпленим на кожусі вертикального шарніра, пристрій контролю лінійного переміщення сполучного конвеєра відносно приймального візка у вигляді кодового датчика, встановленого на рамі опорно-поворотного вузла, що взаємодіє з напрямними металоконструкції сполучного конвеєра за допомогою фрикційної передачі, а також командоконтролер керування приводами, що зв'язаний лініями зв'язку з вищезгаданими кодовими датчиками, яка відрізняється тим, що система контролю положення додатково оснащена пристроєм контролю кута повороту сполучного конвеєра відносно відвальної стріли відвалоутворювача у вигляді робочих та дублюючих датчиків контролю кута повороту, що закріплені на металоконструкції сполучного конвеєра, й лінійок, встановлених на опорному майданчику відвалоутворювача. 2. Система контролю положення сполучного конвеєра за п. 1, яка відрізняється тим, що пристрій контролю кута повороту сполучного конвеєра відносно приймального візка магістрального конвеєра додатково забезпечений датчиками контролю кута повороту, наприклад, у вигляді двох робочих та двох дублюючих кінцевих вимикачів, що парно закріплені 4 UA 109272 U 5 за допомогою кронштейнів на приймальному візку, перпендикулярно до осі магістрального конвеєра, і двох лінійок, що закріплені на кожусі вертикального шарніра в горизонтальній площині, симетрично відносно перпендикуляра до осі сполучного конвеєра і утворюють з ним кут 45°±30", а пристрій контролю лінійного переміщення сполучного конвеєра відносно приймального візка додатково забезпечений датчиками контролю лінійного переміщення, наприклад, з п'яти кінцевих вимикачів, послідовно закріплених на металоконструкції сполучного конвеєра, і лінійки, що змонтована на рамі опорно-поворотного вузла, при цьому на початку і кінці робочого ходу сполучного конвеєра встановлено по два кінцевих вимикачі, а один всередині робочого ходу. 5 UA 109272 U 6 UA 109272 U 7 UA 109272 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
МПК / Мітки
МПК: E02F 9/20, E02F 9/24, E02F 9/26
Мітки: контролю, конвеєра, сполучного, положення, система
Код посилання
<a href="https://ua.patents.su/10-109272-sistema-kontrolyu-polozhennya-spoluchnogo-konveehra.html" target="_blank" rel="follow" title="База патентів України">Система контролю положення сполучного конвеєра</a>
Завантажувальний пристрій сполучного конвеєра відвалоутворювача
Номер патенту: 99241
Опубліковано: 25.05.2015
Автори: Соколов Володимир Миколайович, Сільченко Юрій Анатолійович, Масюк Сергій Васильович, Пантюхов Сергій Миколайович, Трембач Богдан Олександрович
МПК: B65G 47/18, E21C 47/00
Мітки: конвеєра, відвалоутворювача, завантажувальний, пристрій, сполучного
Формула / Реферат:
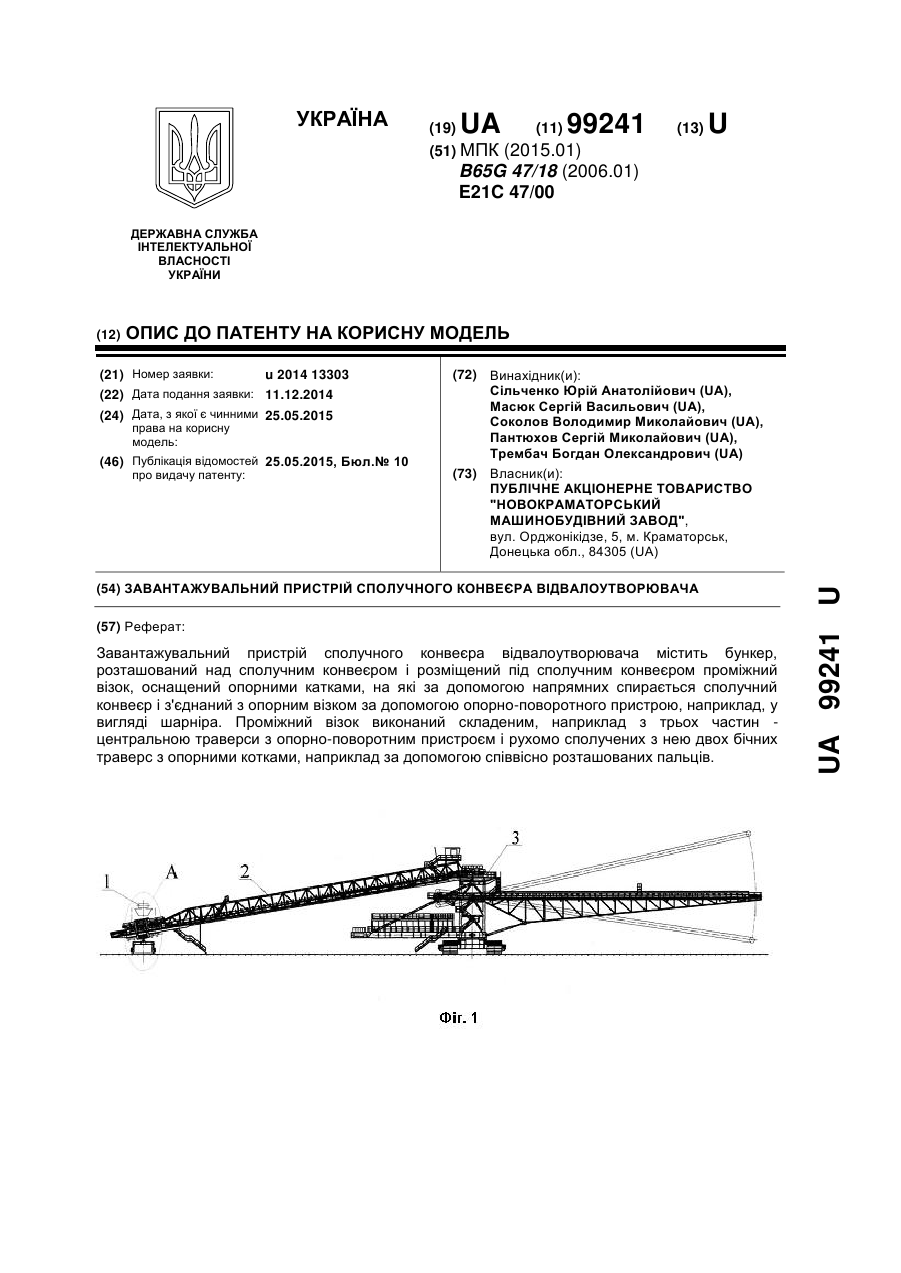
Завантажувальний пристрій сполучного конвеєра відвалоутворювача, що містить бункер, розташований над сполучним конвеєром і розміщений під сполучним конвеєром проміжний візок, оснащений опорними катками, на які за допомогою напрямних спирається сполучний конвеєр і з'єднаний з опорним візком за допомогою опорно-поворотного пристрою, наприклад у вигляді шарніра, який відрізняється тим, що проміжний візок виконаний складеним, наприклад з трьох...
Система контролю просторового положення елементів даху інженерної споруди
Номер патенту: 45310
Опубліковано: 10.11.2009
Автори: Малік Тетяна Миколаївна, Бурачек Всеволод Германович, Буравльов Євгеній Павлович, Нерус Олександр Володимирович
МПК: G01C 3/00
Мітки: даху, елементів, система, положення, контролю, просторового, споруди, інженерної
Формула / Реферат:
Система контролю просторового положення елементів даху інженерної споруди, що складається з опорних знаків і деформаційних марок з посадочними майданчиками, на яких встановлені подвійні фотоелектричні ланцюжки (ПФЕЛ), яка відрізняється тим, що ПФЕЛ виконані як просторова геодезична мережа у вигляді прямокутників у вертикальних площинах, які розміщуються по контуру (периметру) споруди, при цьому горизонтальні ПФЕЛ встановлені на рівні основи...
Система контролю просторового положення елементів даху інженерної споруди
Номер патенту: 92827
Опубліковано: 10.12.2010
Автори: Бурачек Всеволод Германович, Нерус Олександр Володимирович, Буравльов Євгеній Павлович, Малік Тетяна Миколаївна
МПК: G01C 5/00
Мітки: положення, споруди, елементів, просторового, система, інженерної, даху, контролю
Формула / Реферат:
Система контролю просторового положення елементів даху інженерної споруди, що складається з опорних знаків і деформаційних марок з посадочними майданчиками, на яких встановлені подвійні фотоелектричні ланцюжки (ПФЕЛ), яка відрізняється тим, що ПФЕЛ виконані як просторова геодезична мережа у вигляді прямокутників у вертикальних площинах, які розміщені по контуру (периметру) споруди, при цьому горизонтальні ПФЕЛ встановлені на рівні основи...
Система контролю положення зсувного масиву
Номер патенту: 71720
Опубліковано: 25.07.2012
Автори: Хілик Олеся Дмитрівна, Олінович Ангеліна Степанівна, Бурачек Всеволод Германович, Кривоберець Сергій Володимирович
МПК: G01C 15/10, G01V 8/00
Мітки: контролю, зсувного, положення, система, масиву
Формула / Реферат:
Система контролю положення зсувного масиву, що містить зворотні виски на свердловинах з пристроями фіксації взаємного положення оголовків свердловини відносно власних висків, яка відрізняється тим, що в кожному оголовку свердловини зворотного виска на кронштейні жорстко встановлений оптико-електронний блок з фотоприймальною матрицею і негативною лінзою, а на поплавку зворотного виска встановлений лазерний блок, що формує тонкий світловий...
Система контролю положення зсувного масиву
Номер патенту: 102909
Опубліковано: 27.08.2013
Автори: Олінович Ангеліна Степанівна, Бурачек Всеволод Германович, Кривоберець Сергій Володимирович, Хілик Олеся Дмитрівна
МПК: E21C 39/00, G01C 9/00
Мітки: положення, система, масиву, зсувного, контролю
Формула / Реферат:
Система контролю положення зсувного масиву, що містить зворотні виски в свердловинах з пристроями фіксації взаємного положення оголовків свердловини відносно власних висків, яка відрізняється тим, що в кожному оголовку свердловини зворотного виска на кронштейні жорстко встановлений оптико-електронний блок з фотоприймальною матрицею і негативною лінзою, а на поплавку зворотного виска встановлений лазерний блок з можливістю формування ним...
Попередній патент: Високотемпературний детектор g-випромінювання для епр дозиметрії
Наступний патент: Голка в’язальної машини
Випадковий патент: Система корекції зубного ряду