Установка для автоматичного дугового наплавлення зовнішніх поверхонь деталей обертання
Номер патенту: 112270
Опубліковано: 12.12.2016
Автори: Новіков Сергій Володимирович, Драган Станіслав Володимирович, Галь Анатолій Феодосійович, Лебедєв Володимир Олександрович, Сімутєнков Іван Вікторович
Формула / Реферат
1. Установка для автоматичного дугового наплавлення зовнішніх поверхонь деталей обертання, що містить платформу з опорами лівою і правою для пристроїв центрування та фіксації деталей обертання, яка з'єднана зі встановленими по краях платформи з зовнішніх боків опор лівої та правої стояками лівим і правим для напрямних, що забезпечують горизонтальне переміщення наплавочної головки, причому деталь обертання з одного боку за допомогою пристрою центрування та фіксації деталі обертання жорстко зв'язана з приводом обертання, а наплавочна головка оснащена приводом та механізмом з передачею: гвинт-гайка для горизонтального поздовжнього переміщення, а також механізмами налагоджування положення пальника наплавочної головки, яка відрізняється тим, що деталь обертання по краях зафіксована відносно осі обертання за допомогою цангових затискачів, причому деталь обертання з боку приводу обертання зв'язана пристроєм передачі обертального руху з валом приводу обертання, а з другого боку за допомогою пристрою центрування та фіксації деталі обертання і пристроєм передачі поступального руху жорстко зв'язана з приводом поздовжніх коливань, причому напрямні наплавочної головки з'єднують стояки лівий і правий між собою, а пристрої центрування та фіксації деталі обертання передають деталі обертання горизонтальні зворотно-поступальні переміщення вздовж осі обертання від приводу поздовжніх коливань з електродвигуном.
2. Установка за п. 1, яка відрізняється тим, що привід поздовжніх коливань, виконаний у вигляді кулісного механізму, який містить кулісу, з'єднану з одного боку з повзуном, розташованим у пазу упора пристрою передачі поступального руху, який жорстко зв′язаний зі стержнем, встановленим за допомогою підшипника ковзання в опорі на платформі та з пристроєм передачі поступального руху вала, який обертається, причому куліса з'єднана з другого боку з валом крокового або вентильного електродвигуна, а пристрій передачі поступального руху вала, що обертається, містить, наприклад з боку стержня підшипники кочення, встановлені в порожнині циліндричної вилки, жорстко з'єднаної з проміжним валом, який зв'язаний муфтою з валом, що проходить крізь пристрій центрування та фіксації деталей обертання, який містить підшипники кочення, крізь які проходить вал, причому підшипники кочення жорстко встановлені в сепараторі з канавками, в яких розміщені кульки, що мають контакт з обоймою, при цьому між підшипниками встановлена втулка, причому деталь обертання з боку приводу обертання зв′язана з валом приводу обертання пристроєм передачі обертального руху, який, наприклад, містить з боку деталі обертання додатковий вал з довгастими зубцями, розміщеними з зазором в пазах циліндричної вилки, жорстко з'єднаної з валом, закріпленим за допомогою підшипників кочення на опорі платформи.
3. Установка за п. 1, яка відрізняється тим, що привід поздовжніх коливань виконаний у вигляді кулачка з поперечним перерізом у вертикальній площині у формі, наприклад трикутника Рело, з'єднаним з кроковим або вентильним електродвигуном та розміщеним між упорами, жорстко з'єднаними зі стержнем зворотно-поступального руху, який пристроєм передачі поступального руху зв′язаний з валом та цанговим захоплювачем з деталлю обертання.
Текст
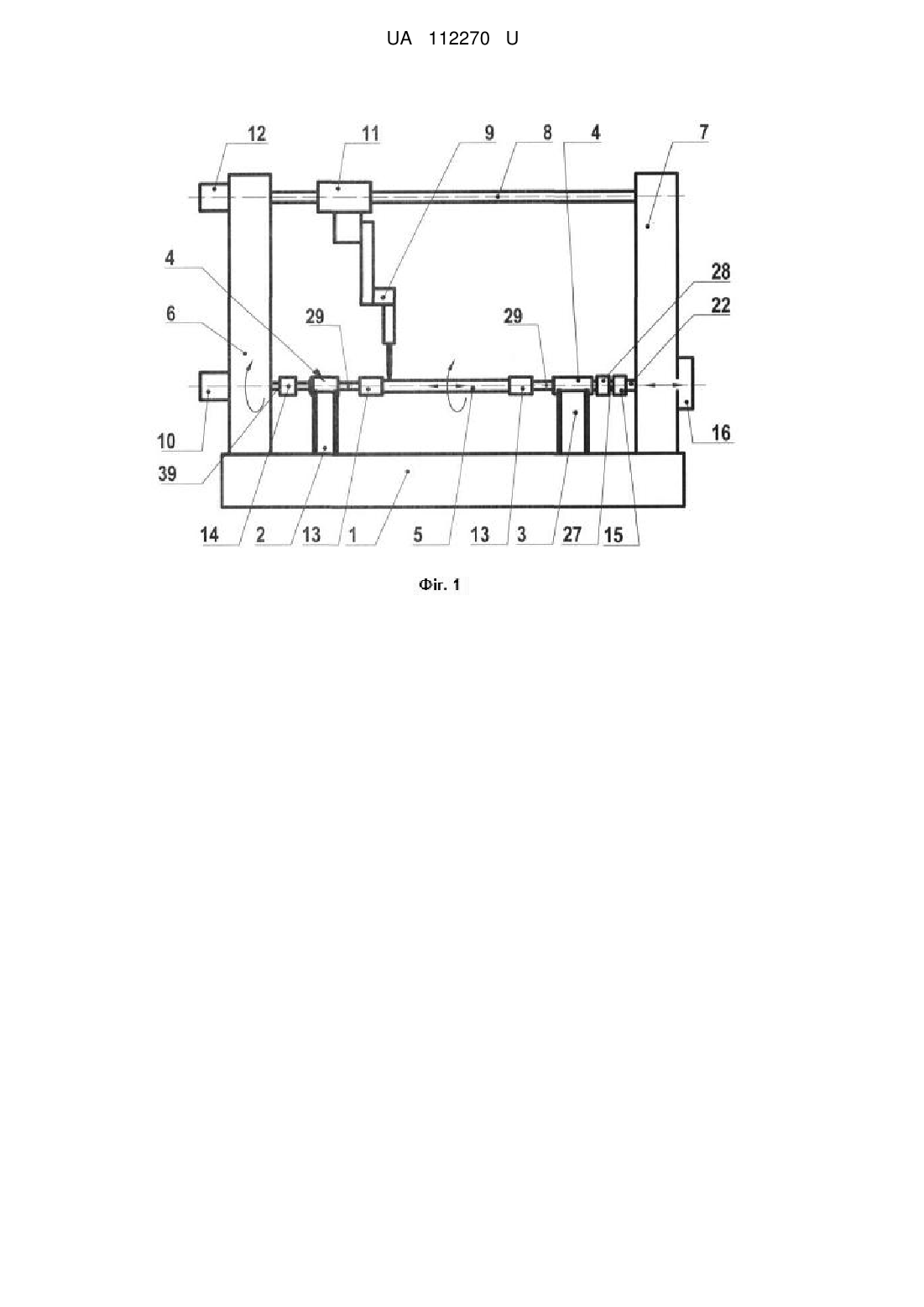
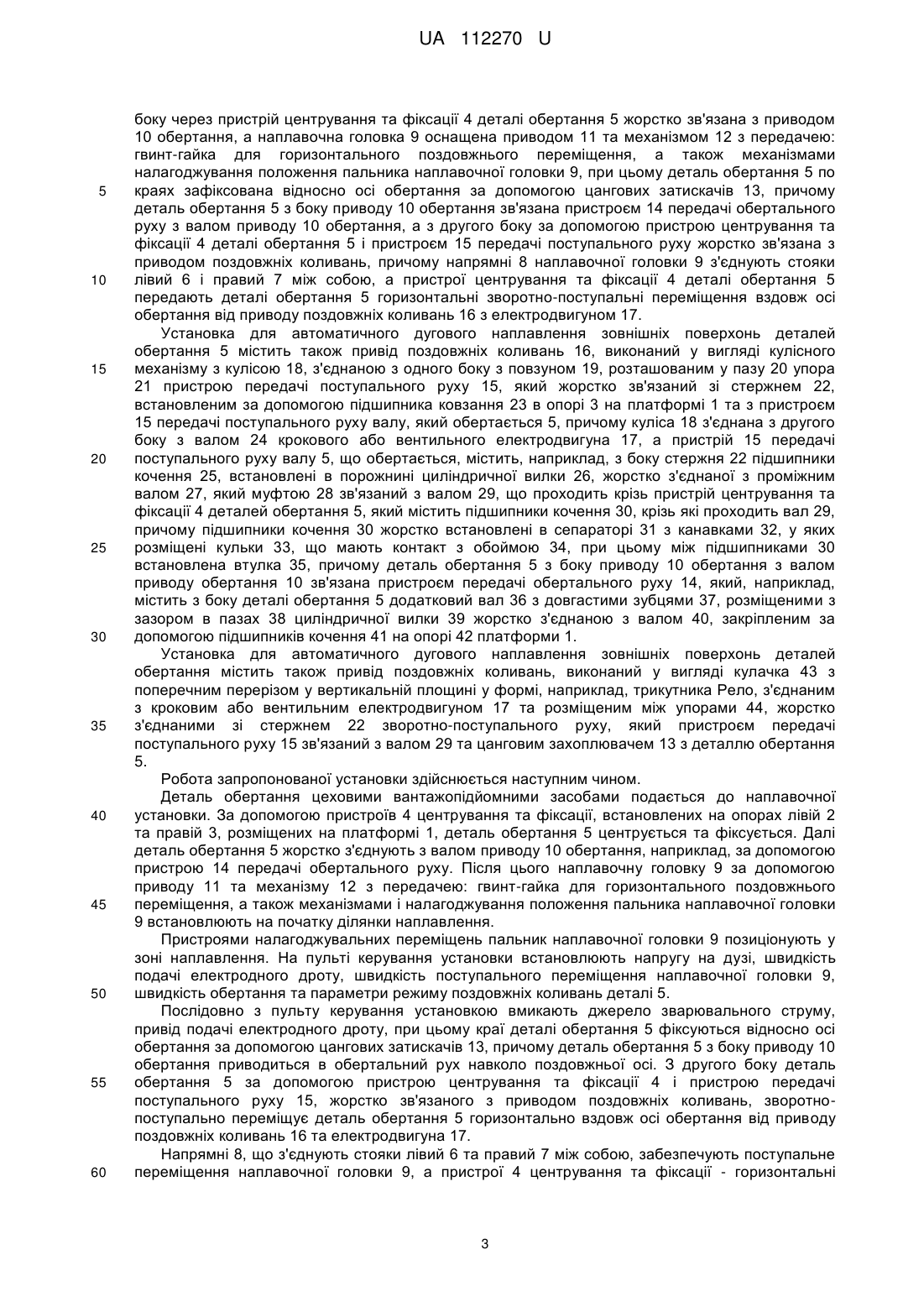
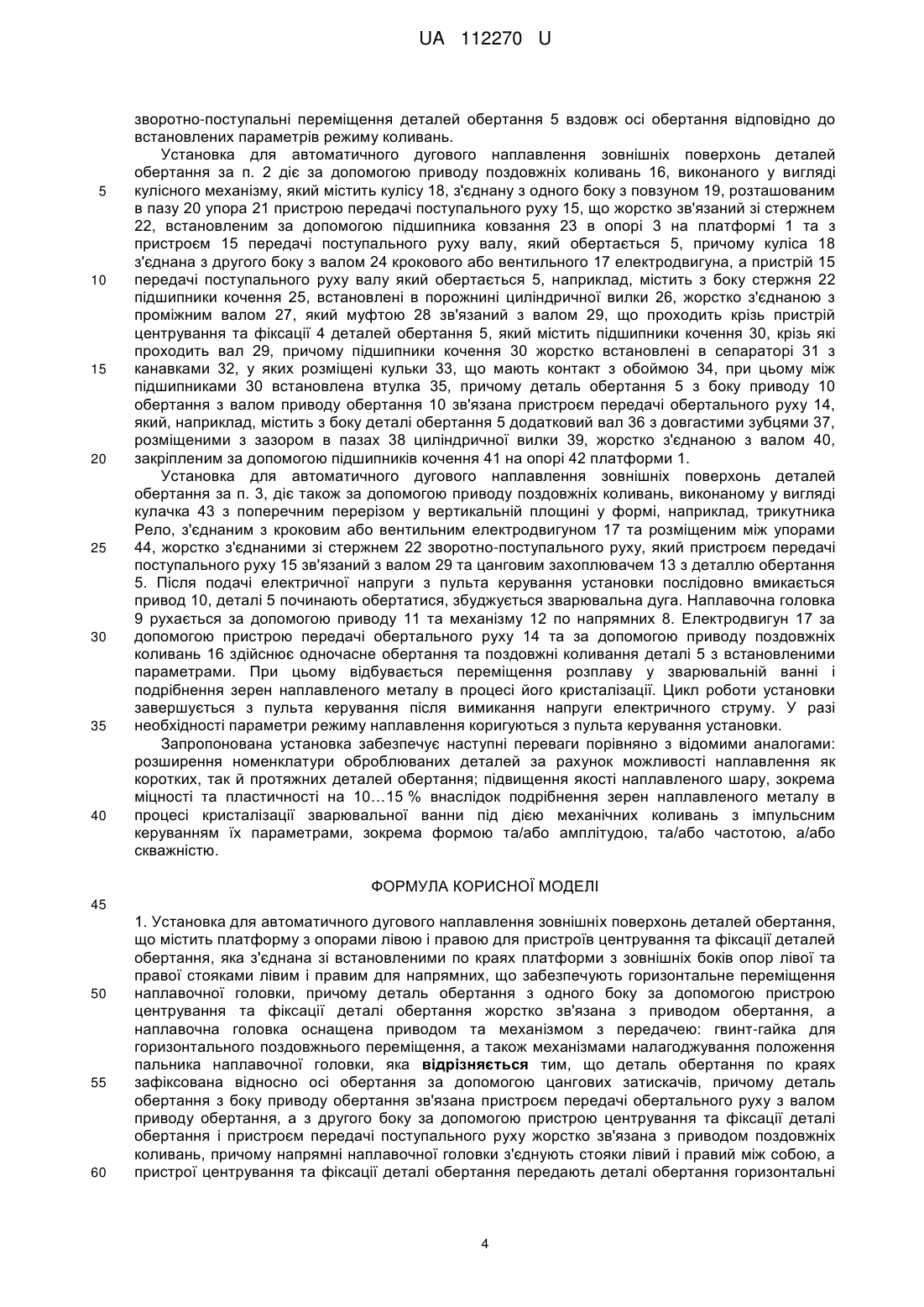
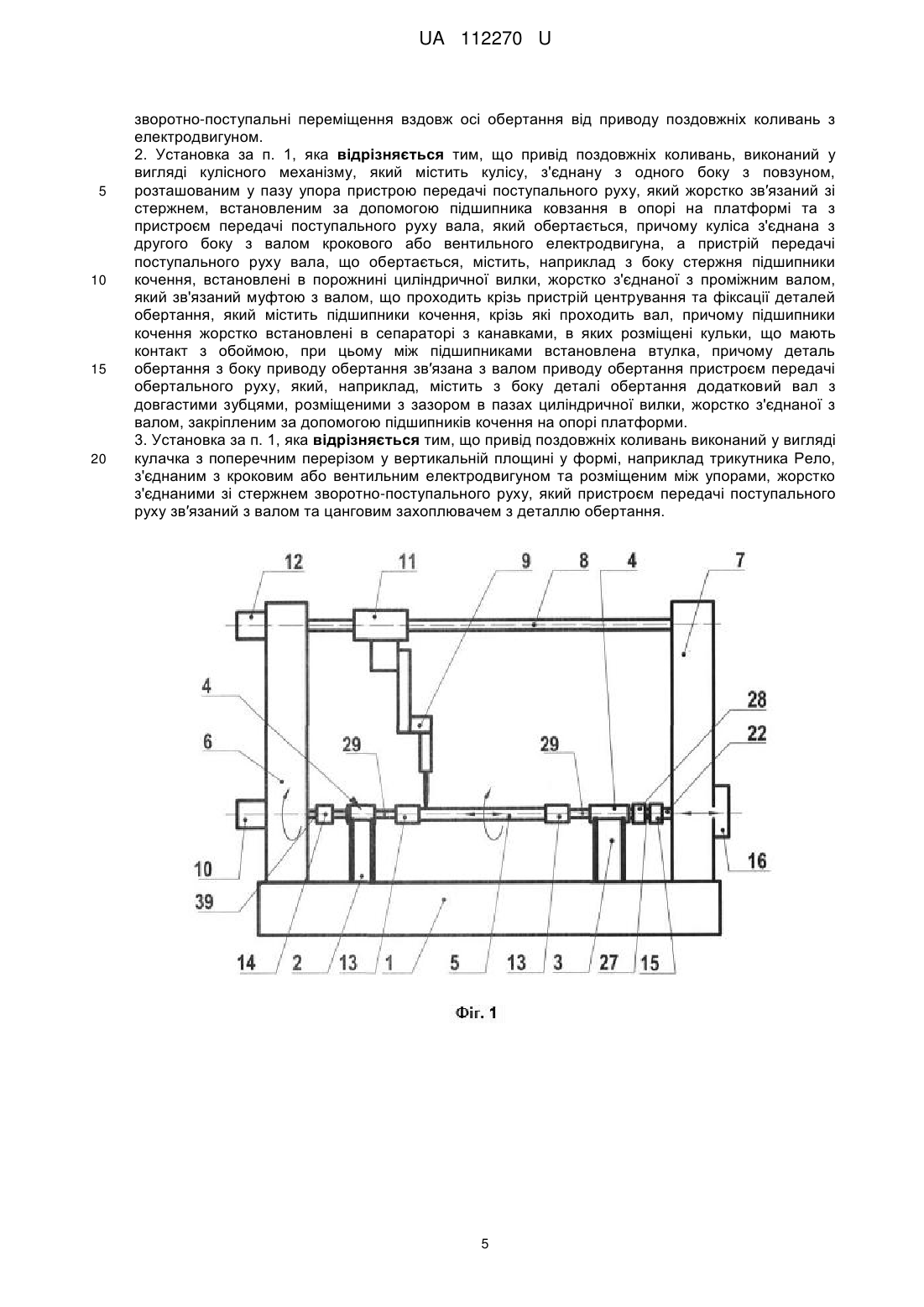
Реферат: Установка для автоматичного дугового наплавлення зовнішніх поверхонь деталей обертання містить платформу з опорами лівою і правою для пристроїв центрування та фіксації деталей обертання, яка з'єднана з встановленими по краях платформи з зовнішніх боків опор лівої та правої стояками лівим і правим для напрямних, що забезпечують горизонтальне переміщення наплавочної головки. Деталь обертання з одного боку за допомогою пристрою центрування та фіксації деталі обертання жорстко зв'язана з приводом обертання. Наплавочна головка оснащена приводом та механізмом з передачею: гвинт-гайка для горизонтального поздовжнього переміщення, а також механізмами налагоджування положення пальника наплавочної головки. Деталь обертання по краях зафіксована відносно осі обертання за допомогою цангових затискачів. Деталь обертання з боку приводу обертання зв'язана пристроєм передачі обертального руху з валом приводу обертання, а з другого боку за допомогою пристрою центрування та фіксації деталі обертання і пристроєм передачі поступального руху жорстко зв'язана з приводом поздовжніх коливань. Напрямні наплавочної головки з'єднують стояки лівий і правий між собою. Пристрої центрування та фіксації деталі обертання передають деталі обертання горизонтальні зворотно-поступальні переміщення вздовж осі обертання від приводу поздовжніх коливань з електродвигуном. UA 112270 U (12) UA 112270 U UA 112270 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування, зокрема до устаткування для автоматичного електродугового наплавлення зовнішніх поверхонь деталей обертання, наприклад гребних валів малотоннажних суден, приводних валів суднових лебідок, поверхонь котіння кранових коліс, коліс вантажних залізничних вагонів тощо. Відомо про установку для автоматичного наплавлення залізничного рухомого потягу, яка містить установочну платформу, на якій змонтовані зварювальні головки, встановлені з можливістю відносного поздовжнього переміщення від приводу по поздовжніх та поперечних горизонтальних напрямних для забезпечення можливості поздовжнього та поперечного зворотно-поступального переміщення наплавочного пальника по напрямних та здійснення автоматичного електродугового наплавлення зношеної поверхні за заданою програмою, автономний електричний агрегат, виконаний у вигляді джерела однофазного або трифазного струму, та пульт керування (див., наприклад, опис патенту РФ на корисну модель № 79480, кл. В69Р 6/00, опубл. 10.01.2009). Недоліками установки є обмежена сфера застосування, неможливість регулювання під час наплавлення механічних властивостей та структури металу наплавленого шару. Найбільш близьким з відомих за своєю технічною суттю та результатом, який досягається, є установка для автоматичного дугового наплавлення деталей, переважно поверхні котіння колісних пар вантажних вагонів, яка містить основу, на якій змонтовані зварювальні головки, встановлені з можливістю відносного поздовжнього переміщення від приводу по поздовжніх та поперечних горизонтальних напрямних для забезпечення можливості поздовжнього та поперечного зворотно-поступального переміщення наплавочного пальника по напрямних та здійснення автоматичного електродугового наплавлення зношеної поверхні за заданою програмою, автономний електричний агрегат, виконаний у вигляді джерела однофазного або трифазного струму, та пульт керування, яка оснащена силовим підйомником для вивішування колісної пари та вертикальними стояками для фіксації колісної пари в осьовому напрямку, встановленої з можливістю прямого та зворотного обертання від індивідуального приводу обертання, вертикальні стояки оснащені пристроями підгальмовування колісної пари під час наплавлення, інвентарними траверсами з приводами обертання та фрезерними вузлами для фрезерування дефектної зони поверхні котіння колісної пари та жорстко укріплені по бокових сторонах установочної платформи, при цьому кожна зварювальна головка оснащена механізмом подачі зварювального дроту в зону наплавлення та механізмами її підйому та хитання (див., наприклад, опис патенту РФ на корисну модель № 86155, кл. B60S 5/00; В23К 9/04, опубл. 27.08.2009). Недоліками установки є обмежена сфера застосування, підвищена питома енергоємність, неможливість регулювання під час наплавлення механічних властивостей та структури наплавленого шару. Задача корисної моделі полягає у розширенні сфери застосування, зниженні питомої енергоємності, можливості регулювання механічних властивостей та структури наплавленого шару і, таким чином, підвищення його якості шляхом активного впливу на процес кристалізації зварювальної ванни під дією механічних коливань з імпульсним керуванням їх параметрами, зокрема формою та/або амплітудою, та/або частотою, та/або скважністю при наплавленні як коротких, так й протяжних деталей обертання. Поставлена задача вирішується тим, що установка для автоматичного дугового наплавлення деталей обертання містить платформу з опорами лівою та правою для пристроїв фіксації та центрування деталей обертання, яка з'єднана з встановленими по краях платформи з зовнішніх боків опор лівої та правої стояками лівим та правим напрямних для переміщення наплавочної головки, при цьому деталі обертання жорстко зв'язані з приводом обертання, а наплавочна головка оснащена механізмом з передачею: гвинт-гайка та приводом для горизонтального поздовжнього переміщення, а також механізмами налагоджування положення пальника наплавочної головки, при цьому деталі обертання жорстко з'єднані з приводом поздовжніх коливань у вигляді кулісного механізму за п. 2 або приводом поздовжніх коливань у вигляді кулачка з поперечним перерізом у вертикальній площині у формі трикутника Рело за п. 3, причому напрямні з'єднують лівий та правий стояки між собою, а пристрої центрування та фіксації забезпечують горизонтальні зворотно-поступальні переміщення деталей обертання вздовж осі обертання. Заявлена сукупність суттєвих ознак знаходиться у прямому причинно-наслідковому зв'язку з результатом, що досягається. Запропонована установка є промислово придатною, оскільки може бути реалізована існуючими технічними засобами. 1 UA 112270 U 5 10 15 20 25 30 35 40 45 50 55 60 Інших відомих технічних рішень аналогічного призначення з подібними суттєвими ознаками не виявлено. Установка, що заявляється, забезпечує: - розміщення в робочій зоні як коротких, так й протяжних деталей обертання; - фіксацію деталей обертання центрами; - обертання деталей; - підведення наплавочної головки до деталей обертання, що обробляються, та позиціонування пальника головки над поверхнею деталей; - відведення наплавочної головки від поверхні деталей обертання; - автоматичну подачу електродного дроту в зону наплавлення; - наплавлення на поверхні деталей обертання з активним впливом на процес кристалізації зварювальної ванни; - струмознімання з деталей обертання. Платформа, стояки та інші конструктивні вузли установки зварені з профільного прокату. Окремі елементи рамних конструкцій з'єднуються за допомогою різьбових елементів, що спрощує транспортування та монтаж установки в умовах діючих виробничих приміщень з використанням підйомно-транспортного устаткування малої вантажопідйомності. Пристрій горизонтального переміщення наплавочної головки встановлений у напрямних ковзання, що забезпечують горизонтальне переміщення, яке може здійснюватися, наприклад, за допомогою пари: гвинт-гайка автоматично від лінійного крокового двигуна або за допомогою двигуна постійного струму через черв'ячний редуктор. Для забезпечення ковзання використовуються антифрикційні накладки. Точне позиціонування пальника наплавочної головки відносно поверхні деталей обертання здійснюється вручну за допомогою механізмів установочних переміщень, виконаних, наприклад, за традиційною схемою. Деталі обертаються, наприклад, через шестеренчасте зачеплення, наприклад, кроковим двигуном. Пристрої центрування та фіксації виконані, наприклад, у вигляді традиційних шпиндельних вузлів з затискними патронами або цангами та дозволяють встановлювати в них деталі обертання різного діаметра з допустимого ряду і забезпечують горизонтальні зворотнопоступальні переміщення деталей обертання вздовж осі обертання. Приводи обертання виконані у вигляді крокових електродвигунів. Зворотно-поступальні переміщення деталей обертання вздовж осі обертання здійснюється за допомогою спеціального механізму, наприклад кулісного. Пристрій поздовжнього горизонтального переміщення наплавочної головки виконаний з застосуванням, наприклад, черв′ячного редуктора з приводом від двигуна постійного струму, переміщення забезпечує передача: гвинт-гайка. Для забезпечення горизонтального переміщення головки по напрямних використані підшипники кочення, які дозволяють отримати плавність руху та мінімальний знос напрямних. Як джерело зварювального струму використовується стандартне джерело постійного струму, наприклад інверторного типу. Для підведення зварювального струму до деталей обертання передбачений струмознімач, виконаний у вигляді графітових щіток. Пульт керування забезпечує дистанційне керування приводами установки, а також циклом та режимами наплавлення. Елементи системи керування та індикатори технологічних параметрів виведені на панель керування. На фіг. 1 наведена установка для автоматичного дугового наплавлення зовнішніх поверхонь деталей обертання, загальний вигляд спереду (стрілками показані напрямки переміщення валів); на фіг. 2 - теж саме, вигляд зверху; на фіг. 3 - привід поздовжніх коливань у вигляді кулісного механізму за п. 2; на фіг. 4 - привід поздовжніх коливань у вигляді кулачка з поперечним перерізом у вертикальній площині у формі трикутника Рело за п. 3; на фіг. 5 - пристрій передачі поступального руху валу, що обертається; на фіг. 6 - пристрій передачі обертального руху валу, що обертається; на фіг. 7 - пристрій центрування та фіксації деталей обертання. Установка для автоматичного дугового наплавлення зовнішніх поверхонь деталей обертання, що містить платформу 1 з опорами лівою 2 і правою 3 для пристроїв центрування та фіксації 4 деталей обертання 5, яка з'єднана з встановленими по краях платформи 1 з зовнішніх боків опор лівої 2 та правої 3 стояками лівим 6 і правим 7 для напрямних 8, що забезпечують горизонтальне переміщення наплавочної головки 9, при цьому деталь обертання 5 з одного 2 UA 112270 U 5 10 15 20 25 30 35 40 45 50 55 60 боку через пристрій центрування та фіксації 4 деталі обертання 5 жорстко зв'язана з приводом 10 обертання, а наплавочна головка 9 оснащена приводом 11 та механізмом 12 з передачею: гвинт-гайка для горизонтального поздовжнього переміщення, а також механізмами налагоджування положення пальника наплавочної головки 9, при цьому деталь обертання 5 по краях зафіксована відносно осі обертання за допомогою цангових затискачів 13, причому деталь обертання 5 з боку приводу 10 обертання зв'язана пристроєм 14 передачі обертального руху з валом приводу 10 обертання, а з другого боку за допомогою пристрою центрування та фіксації 4 деталі обертання 5 і пристроєм 15 передачі поступального руху жорстко зв'язана з приводом поздовжніх коливань, причому напрямні 8 наплавочної головки 9 з'єднують стояки лівий 6 і правий 7 між собою, а пристрої центрування та фіксації 4 деталі обертання 5 передають деталі обертання 5 горизонтальні зворотно-поступальні переміщення вздовж осі обертання від приводу поздовжніх коливань 16 з електродвигуном 17. Установка для автоматичного дугового наплавлення зовнішніх поверхонь деталей обертання 5 містить також привід поздовжніх коливань 16, виконаний у вигляді кулісного механізму з кулісою 18, з'єднаною з одного боку з повзуном 19, розташованим у пазу 20 упора 21 пристрою передачі поступального руху 15, який жорстко зв'язаний зі стержнем 22, встановленим за допомогою підшипника ковзання 23 в опорі 3 на платформі 1 та з пристроєм 15 передачі поступального руху валу, який обертається 5, причому куліса 18 з'єднана з другого боку з валом 24 крокового або вентильного електродвигуна 17, а пристрій 15 передачі поступального руху валу 5, що обертається, містить, наприклад, з боку стержня 22 підшипники кочення 25, встановлені в порожнині циліндричної вилки 26, жорстко з'єднаної з проміжним валом 27, який муфтою 28 зв'язаний з валом 29, що проходить крізь пристрій центрування та фіксації 4 деталей обертання 5, який містить підшипники кочення 30, крізь які проходить вал 29, причому підшипники кочення 30 жорстко встановлені в сепараторі 31 з канавками 32, у яких розміщені кульки 33, що мають контакт з обоймою 34, при цьому між підшипниками 30 встановлена втулка 35, причому деталь обертання 5 з боку приводу 10 обертання з валом приводу обертання 10 зв'язана пристроєм передачі обертального руху 14, який, наприклад, містить з боку деталі обертання 5 додатковий вал 36 з довгастими зубцями 37, розміщеними з зазором в пазах 38 циліндричної вилки 39 жорстко з'єднаною з валом 40, закріпленим за допомогою підшипників кочення 41 на опорі 42 платформи 1. Установка для автоматичного дугового наплавлення зовнішніх поверхонь деталей обертання містить також привід поздовжніх коливань, виконаний у вигляді кулачка 43 з поперечним перерізом у вертикальній площині у формі, наприклад, трикутника Рело, з'єднаним з кроковим або вентильним електродвигуном 17 та розміщеним між упорами 44, жорстко з'єднаними зі стержнем 22 зворотно-поступального руху, який пристроєм передачі поступального руху 15 зв'язаний з валом 29 та цанговим захоплювачем 13 з деталлю обертання 5. Робота запропонованої установки здійснюється наступним чином. Деталь обертання цеховими вантажопідйомними засобами подається до наплавочної установки. За допомогою пристроїв 4 центрування та фіксації, встановлених на опорах лівій 2 та правій 3, розміщених на платформі 1, деталь обертання 5 центрується та фіксується. Далі деталь обертання 5 жорстко з'єднують з валом приводу 10 обертання, наприклад, за допомогою пристрою 14 передачі обертального руху. Після цього наплавочну головку 9 за допомогою приводу 11 та механізму 12 з передачею: гвинт-гайка для горизонтального поздовжнього переміщення, а також механізмами і налагоджування положення пальника наплавочної головки 9 встановлюють на початку ділянки наплавлення. Пристроями налагоджувальних переміщень пальник наплавочної головки 9 позиціонують у зоні наплавлення. На пульті керування установки встановлюють напругу на дузі, швидкість подачі електродного дроту, швидкість поступального переміщення наплавочної головки 9, швидкість обертання та параметри режиму поздовжніх коливань деталі 5. Послідовно з пульту керування установкою вмикають джерело зварювального струму, привід подачі електродного дроту, при цьому краї деталі обертання 5 фіксуються відносно осі обертання за допомогою цангових затискачів 13, причому деталь обертання 5 з боку приводу 10 обертання приводиться в обертальний рух навколо поздовжньої осі. З другого боку деталь обертання 5 за допомогою пристрою центрування та фіксації 4 і пристрою передачі поступального руху 15, жорстко зв'язаного з приводом поздовжніх коливань, зворотнопоступально переміщує деталь обертання 5 горизонтально вздовж осі обертання від приводу поздовжніх коливань 16 та електродвигуна 17. Напрямні 8, що з'єднують стояки лівий 6 та правий 7 між собою, забезпечують поступальне переміщення наплавочної головки 9, а пристрої 4 центрування та фіксації - горизонтальні 3 UA 112270 U 5 10 15 20 25 30 35 40 зворотно-поступальні переміщення деталей обертання 5 вздовж осі обертання відповідно до встановлених параметрів режиму коливань. Установка для автоматичного дугового наплавлення зовнішніх поверхонь деталей обертання за п. 2 діє за допомогою приводу поздовжніх коливань 16, виконаного у вигляді кулісного механізму, який містить кулісу 18, з'єднану з одного боку з повзуном 19, розташованим в пазу 20 упора 21 пристрою передачі поступального руху 15, що жорстко зв'язаний зі стержнем 22, встановленим за допомогою підшипника ковзання 23 в опорі 3 на платформі 1 та з пристроєм 15 передачі поступального руху валу, який обертається 5, причому куліса 18 з'єднана з другого боку з валом 24 крокового або вентильного 17 електродвигуна, а пристрій 15 передачі поступального руху валу який обертається 5, наприклад, містить з боку стержня 22 підшипники кочення 25, встановлені в порожнині циліндричної вилки 26, жорстко з'єднаною з проміжним валом 27, який муфтою 28 зв'язаний з валом 29, що проходить крізь пристрій центрування та фіксації 4 деталей обертання 5, який містить підшипники кочення 30, крізь які проходить вал 29, причому підшипники кочення 30 жорстко встановлені в сепараторі 31 з канавками 32, у яких розміщені кульки 33, що мають контакт з обоймою 34, при цьому між підшипниками 30 встановлена втулка 35, причому деталь обертання 5 з боку приводу 10 обертання з валом приводу обертання 10 зв'язана пристроєм передачі обертального руху 14, який, наприклад, містить з боку деталі обертання 5 додатковий вал 36 з довгастими зубцями 37, розміщеними з зазором в пазах 38 циліндричної вилки 39, жорстко з'єднаною з валом 40, закріпленим за допомогою підшипників кочення 41 на опорі 42 платформи 1. Установка для автоматичного дугового наплавлення зовнішніх поверхонь деталей обертання за п. 3, діє також за допомогою приводу поздовжніх коливань, виконаному у вигляді кулачка 43 з поперечним перерізом у вертикальній площині у формі, наприклад, трикутника Рело, з'єднаним з кроковим або вентильним електродвигуном 17 та розміщеним між упорами 44, жорстко з'єднаними зі стержнем 22 зворотно-поступального руху, який пристроєм передачі поступального руху 15 зв'язаний з валом 29 та цанговим захоплювачем 13 з деталлю обертання 5. Після подачі електричної напруги з пульта керування установки послідовно вмикається привод 10, деталі 5 починають обертатися, збуджується зварювальна дуга. Наплавочна головка 9 рухається за допомогою приводу 11 та механізму 12 по напрямних 8. Електродвигун 17 за допомогою пристрою передачі обертального руху 14 та за допомогою приводу поздовжніх коливань 16 здійснює одночасне обертання та поздовжні коливання деталі 5 з встановленими параметрами. При цьому відбувається переміщення розплаву у зварювальній ванні і подрібнення зерен наплавленого металу в процесі його кристалізації. Цикл роботи установки завершується з пульта керування після вимикання напруги електричного струму. У разі необхідності параметри режиму наплавлення коригуються з пульта керування установки. Запропонована установка забезпечує наступні переваги порівняно з відомими аналогами: розширення номенклатури оброблюваних деталей за рахунок можливості наплавлення як коротких, так й протяжних деталей обертання; підвищення якості наплавленого шару, зокрема міцності та пластичності на 10…15 % внаслідок подрібнення зерен наплавленого металу в процесі кристалізації зварювальної ванни під дією механічних коливань з імпульсним керуванням їх параметрами, зокрема формою та/або амплітудою, та/абo частотою, а/або скважністю. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 55 60 1. Установка для автоматичного дугового наплавлення зовнішніх поверхонь деталей обертання, що містить платформу з опорами лівою і правою для пристроїв центрування та фіксації деталей обертання, яка з'єднана зі встановленими по краях платформи з зовнішніх боків опор лівої та правої стояками лівим і правим для напрямних, що забезпечують горизонтальне переміщення наплавочної головки, причому деталь обертання з одного боку за допомогою пристрою центрування та фіксації деталі обертання жорстко зв'язана з приводом обертання, а наплавочна головка оснащена приводом та механізмом з передачею: гвинт-гайка для горизонтального поздовжнього переміщення, а також механізмами налагоджування положення пальника наплавочної головки, яка відрізняється тим, що деталь обертання по краях зафіксована відносно осі обертання за допомогою цангових затискачів, причому деталь обертання з боку приводу обертання зв'язана пристроєм передачі обертального руху з валом приводу обертання, а з другого боку за допомогою пристрою центрування та фіксації деталі обертання і пристроєм передачі поступального руху жорстко зв'язана з приводом поздовжніх коливань, причому напрямні наплавочної головки з'єднують стояки лівий і правий між собою, а пристрої центрування та фіксації деталі обертання передають деталі обертання горизонтальні 4 UA 112270 U 5 10 15 20 зворотно-поступальні переміщення вздовж осі обертання від приводу поздовжніх коливань з електродвигуном. 2. Установка за п. 1, яка відрізняється тим, що привід поздовжніх коливань, виконаний у вигляді кулісного механізму, який містить кулісу, з'єднану з одного боку з повзуном, розташованим у пазу упора пристрою передачі поступального руху, який жорстко зв′язаний зі стержнем, встановленим за допомогою підшипника ковзання в опорі на платформі та з пристроєм передачі поступального руху вала, який обертається, причому куліса з'єднана з другого боку з валом крокового або вентильного електродвигуна, а пристрій передачі поступального руху вала, що обертається, містить, наприклад з боку стержня підшипники кочення, встановлені в порожнині циліндричної вилки, жорстко з'єднаної з проміжним валом, який зв'язаний муфтою з валом, що проходить крізь пристрій центрування та фіксації деталей обертання, який містить підшипники кочення, крізь які проходить вал, причому підшипники кочення жорстко встановлені в сепараторі з канавками, в яких розміщені кульки, що мають контакт з обоймою, при цьому між підшипниками встановлена втулка, причому деталь обертання з боку приводу обертання зв′язана з валом приводу обертання пристроєм передачі обертального руху, який, наприклад, містить з боку деталі обертання додатковий вал з довгастими зубцями, розміщеними з зазором в пазах циліндричної вилки, жорстко з'єднаної з валом, закріпленим за допомогою підшипників кочення на опорі платформи. 3. Установка за п. 1, яка відрізняється тим, що привід поздовжніх коливань виконаний у вигляді кулачка з поперечним перерізом у вертикальній площині у формі, наприклад трикутника Рело, з'єднаним з кроковим або вентильним електродвигуном та розміщеним між упорами, жорстко з'єднаними зі стержнем зворотно-поступального руху, який пристроєм передачі поступального руху зв′язаний з валом та цанговим захоплювачем з деталлю обертання. 5 UA 112270 U 6 UA 112270 U 7 UA 112270 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/04, B23K 13/00, B23P 11/00
Мітки: зовнішніх, дугового, обертання, наплавлення, автоматичного, деталей, установка, поверхонь
Код посилання
<a href="https://ua.patents.su/10-112270-ustanovka-dlya-avtomatichnogo-dugovogo-naplavlennya-zovnishnikh-poverkhon-detalejj-obertannya.html" target="_blank" rel="follow" title="База патентів України">Установка для автоматичного дугового наплавлення зовнішніх поверхонь деталей обертання</a>
Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів абразивними брусками
Номер патенту: 85154
Опубліковано: 11.11.2013
Автори: Роїк Тетяна Анатоліївна, Дорфман Ігор Євгенович, Киричок Петро Олексійович, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович
МПК: G11B 5/127
Мітки: абразивними, деталей, брусками, оброблення, обертання, спосіб, машин, композитів, зовнішніх, поверхонь, поліграфічних, зносостійких
Формула / Реферат:
Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів абразивними брусками, в якому оброблювану деталь фіксують у оброблюючому верстаті з горизонтальним розташуванням її осі, а інструмент у вигляді прямокутного абразивного бруска розміщують у прецизійному пазу інструментальної головки так, що вона своєю віссю перпендикулярно перетинається з віссю поверхні деталі і міцно притискується з заданою...
Установка для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу
Номер патенту: 77917
Опубліковано: 25.02.2013
Автори: Яковина Валерій Іванович, Головаш Юрій Миколайович, Остапенко Володимир Олександрович, Гавриленко Михайло Васильович, Бондар Олег Валентинович, Очеретяний Віталій Григорович, Малиновський Микола Григорович
МПК: B61F 15/00
Мітки: букс, поверхонь, електрорухомого, наплавлення, складу, зовнішніх, установка, циліндричних
Формула / Реферат:
Установка для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу, що включає розміщені послідовно по ходу технологічного процесу основу, на якій встановлена опорна стійка, стійку траверси, траверсу та привід, яка відрізняється тим, що оснащена додатковою траверсою, додатковою стійкою, розташованою в опорній стійці з можливістю зворотно-поступального вертикального переміщення, при виконанні приводу пневмомеханічним,...
Спосіб надтонкої абразивної обробки суперфінішуванням зовнішніх циліндричних поверхонь деталей обертання поліграфічної техніки з високолегованих композитних сплавів на основі заліза
Номер патенту: 87128
Опубліковано: 27.01.2014
Автори: Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Киричок Петро Олексійович
Мітки: поліграфічної, композитних, високолегованих, поверхонь, циліндричних, заліза, суперфінішуванням, основі, надтонкої, деталей, абразивної, зовнішніх, техніки, обробки, сплавів, спосіб, обертання
Формула / Реферат:
Спосіб надтонкої абразивної обробки суперфінішуванням зовнішніх циліндричних поверхонь деталей обертання поліграфічної техніки з високолегованих композитних сплавів на основі заліза, що включає фіксування оброблюваної деталі у оброблюючому верстаті з горизонтальним розташуванням її осі, а дрібнозернисті прямокутні абразивні бруски розміщують у прецизійних пазах суперфінішної головки так, що вона своєю віссю перпендикулярно пересікається з...
Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів на основі алюмінію алмазними брусками з використанням ультразвуку
Номер патенту: 100129
Опубліковано: 10.07.2015
Автори: Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Зигуля Світлана Миколаївна, Киричок Петро Олексійович, Гавріш Анатолій Павлович
МПК: B24B 1/00, B24B 55/00
Мітки: поліграфічних, оброблення, обертання, ультразвуку, спосіб, зовнішніх, композитів, деталей, поверхонь, використанням, брусками, алмазними, зносостійких, основі, алюмінію, машин
Формула / Реферат:
Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів на основі алюмінію алмазними брусами з використанням ультразвуку, в якому оброблювана деталь фіксується у обробляючому верстаті з горизонтальним розташуванням осі, а інструмент у вигляді прямокутного абразивного бруска розміщується у прецизійному пазу інструментальної головки так, що вона своєю віссю перпендикулярно пересікається з віссю...
Спосіб надтонкої абразивної обробки суперфінішуванням зовнішніх циліндричних поверхонь деталей обертання поліграфічної техніки з високолегованих композитних матеріалів на основі нікелю
Номер патенту: 103589
Опубліковано: 25.12.2015
Автори: Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Хлус Олена Сергіївна, Гавріш Анатолій Павлович, Киричок Петро Олексійович
МПК: B24B 55/10, B24B 1/00
Мітки: спосіб, основі, високолегованих, надтонкої, нікелю, техніки, композитних, поліграфічної, циліндричних, поверхонь, деталей, абразивної, зовнішніх, обертання, обробки, матеріалів, суперфінішуванням
Формула / Реферат:
Спосіб надтонкої абразивної обробки суперфінішуванням зовнішніх циліндричних поверхонь деталей обертання поліграфічної техніки з високолегованих композитних матеріалів сплавів на основі нікелю, в якому оброблювана деталь фіксується, у оброблюючому верстаті з горизонтальним розташуванням її осі, а дрібнозернисті прямокутні абразивні бруски розміщуються у прецизійних пазах суперфінішної головки так, що вона своєю віссю перпендикулярно...
Попередній патент: Люмінесцентний матеріал
Наступний патент: Спосіб місцевого лікування катарального гінгівіту у підлітків із хронічним гастродуоденітом препаратом фортеза
Випадковий патент: Шtam дpiжджib cryptococcus albidus-продуцент позаклітинної a-l-рамнозидази