Спосіб надтонкої абразивної обробки суперфінішуванням зовнішніх циліндричних поверхонь деталей обертання поліграфічної техніки з високолегованих композитних сплавів на основі заліза
Номер патенту: 87128
Опубліковано: 27.01.2014
Автори: Киричок Петро Олексійович, Гавріш Анатолій Павлович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович

Формула / Реферат
Спосіб надтонкої абразивної обробки суперфінішуванням зовнішніх циліндричних поверхонь деталей обертання поліграфічної техніки з високолегованих композитних сплавів на основі заліза, що включає фіксування оброблюваної деталі у оброблюючому верстаті з горизонтальним розташуванням її осі, а дрібнозернисті прямокутні абразивні бруски розміщують у прецизійних пазах суперфінішної головки так, що вона своєю віссю перпендикулярно пересікається з віссю поверхні деталі і з заданою силою притискується до поверхні оброблення, яка обертається навколо своєї осі з нормованою швидкістю, виконує одночасно плавні поздовжні переміщення з розрахованою швидкістю вздовж осі деталі обертання та разом з поздовжніми переміщеннями суперфінішної головки з абразивними брусками додатково отримує поздовжньо-зворотні коливання з амплітудою 2-5 мм і частотою коливань у межах 2-5 кол./с, який відрізняється тим, що як ріжучий інструмент використовують абразивні бруски з карбіду кремнію зеленого зернистістю 3-10 мкм на гліфталевій зв'язці, а для оброблення поверхонь з високолегованих композитних сплавів застосовують наступні режими суперфінішування: швидкість обертання деталі оброблення - 50÷120 м/хв., швидкість поздовжніх переміщень суперфінішної головки 0,3÷2,0 м/хв., питомий тиск брусків на поверхню оброблення - 0,5÷1,1 МПа.
Текст
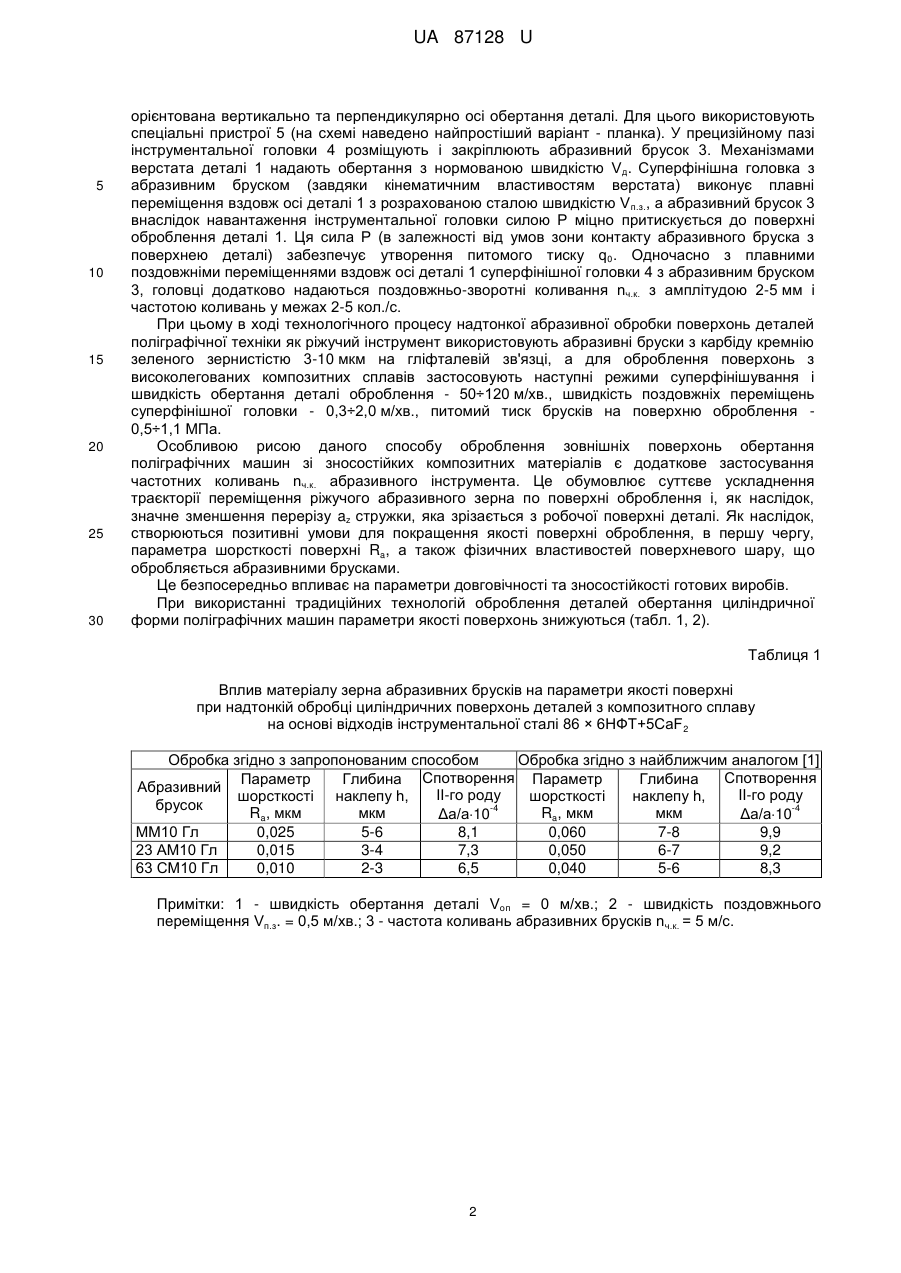
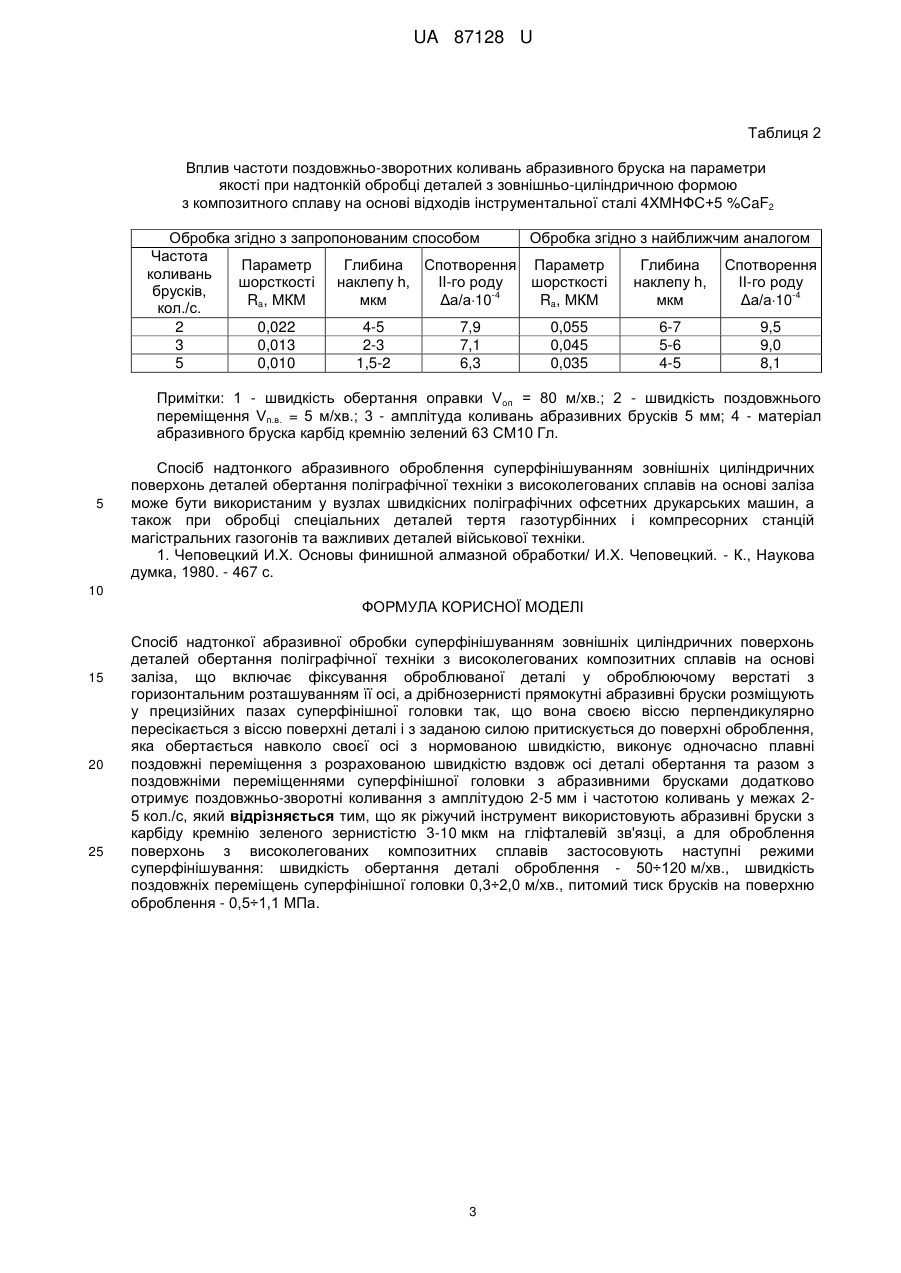
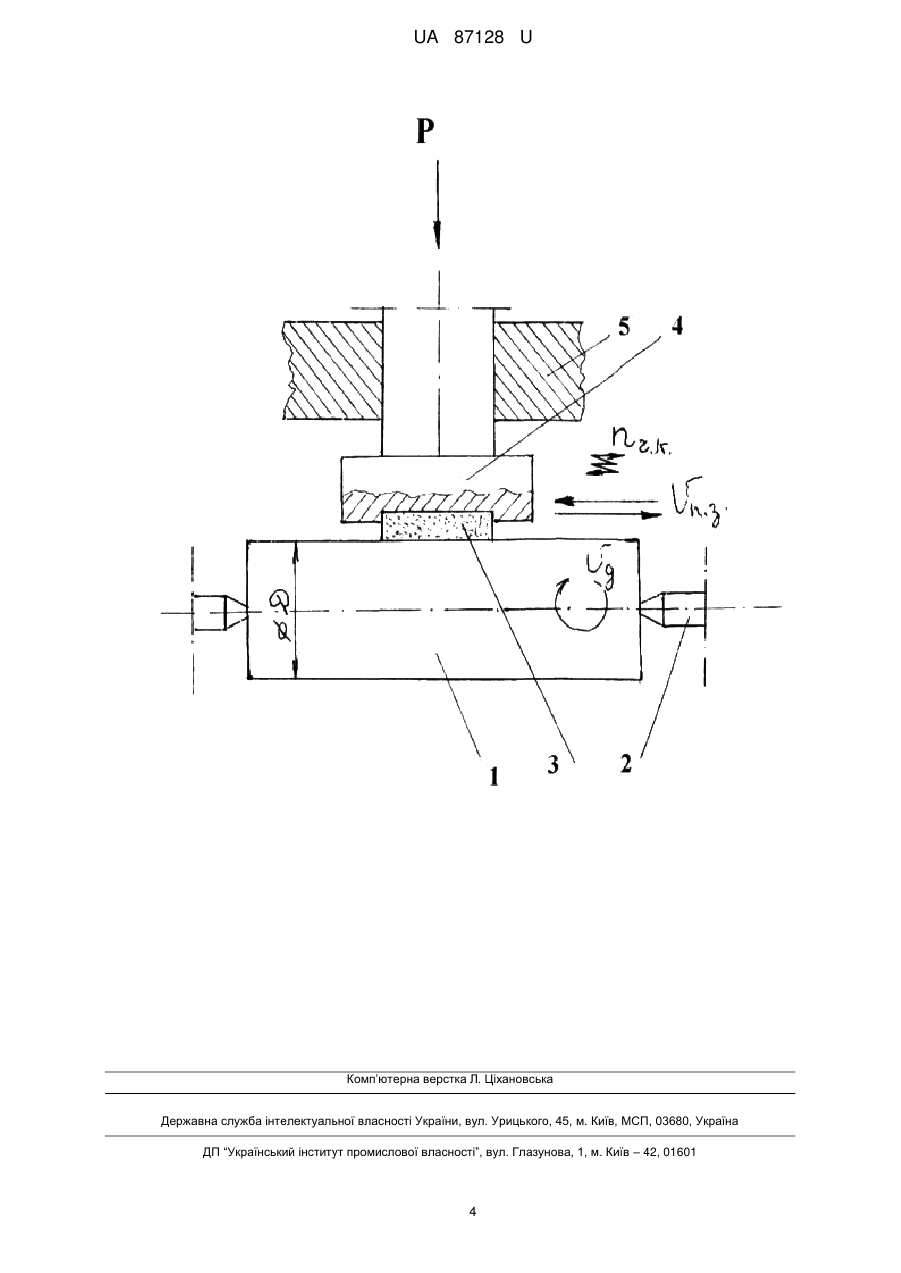
Реферат: Спосіб надтонкої абразивної обробки суперфінішуванням зовнішніх циліндричних поверхонь деталей обертання поліграфічної техніки з високолегованих композитних сплавів на основі заліза включає фіксування оброблюваної деталі у верстаті з горизонтальним розташуванням її осі. Дрібнозернисті прямокутні абразивні бруски розміщують у прецизійних пазах суперфінішної головки, яка з заданою силою притискується до поверхні оброблення, яка обертається навколо своєї осі з нормованою швидкістю, виконує одночасно плавні поздовжні переміщення з розрахованою швидкістю вздовж осі деталі обертання та разом з поздовжніми переміщеннями суперфінішної головки з абразивними брусками отримує поздовжньо-зворотні коливання. Як ріжучий інструмент використовують абразивні бруски з карбіду кремнію зеленого зернистістю на гліфталевій зв'язці. UA 87128 U (12) UA 87128 U UA 87128 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі технології машинобудування, зокрема до способів надтонкої абразивної обробки суперфінішуванням зовнішніх циліндричних поверхонь деталей обертання поліграфічної техніки з високолегованих композитних сплавів на основі заліза, що належать до класу важкооброблюваних сплавів зі спеціальними властивостями, наприклад, високоточних зносостійких валів машин офсетного друку, що працюють в умовах тертя при жорстких режимах експлуатації (високі температури до 400 °C та тиски до 2,0-5 МПа або швидкості обертання до 800 об./хв. з тисками 1,5-4 МПа). Високоточне фінішно-оздоблювальне оброблення вказаних важкооброблюваних високолегованих сплавів відомими технологічними методами не забезпечує виконання необхідних технічних вимог до якості поверхонь таких деталей, які піддаються при роботі інтенсивним експлуатаційним навантаженням, що впливає на техніко-економічні показники спеціальної техніки, зокрема на параметри надійності (зносостійкість, довговічність, ремонтоздатність). Ці показники залежать від параметрів якості поверхонь оброблення деталей вказаної техніки (шорсткість, величина та глибина наклепу, величина та знак залишкових напружень поверхневої" зони). Найбільш близьким до корисної моделі по технічній суті та ефекту, що досягається, є остаточне оброблення дрібнозернистими абразивними брусками суперфінішуванням прецизійних зовнішніх циліндричних поверхонь деталей [1]. Недоліками відомого способу [1] є технічна неможливість забезпечення мінімізації параметрів наклепу та шорсткості поверхні в оброблюваній зоні та відсутність засобів керування процесом надтонкої абразивної обробки для підвищення параметрів якості поверхонь тертя. В основу корисної моделі поставлено задачу підвищення якості поверхонь обробки отворів деталей тертя з високолегованих важкооброблюваних композитних матеріалів шляхом зрізання тонких стружок абразивними зернами інструменту за рахунок суттєвого зниження складових сил різання у зоні обробки та завдяки ускладненню траєкторії переміщення ріжучого абразивного зерна відносно оброблюваної поверхні деталі. Це створює необхідні можливості для суттєвого зменшення перерізу стружки az, що зрізається з зовнішньої поверхні оброблення деталі обертання з композитного сплаву і, відповідно, зменшуючи складові сил різання, сприяє формуванню більш якісної поверхні (параметр шорсткості Ra, глибина та ступінь наклепу, знак, -4 величина залишкових напружень та спотворення ІІ-го роду Δа/а10 ). Поставлену задачу вирішують тим, що у запропонованому способі надтонкої абразивної обробки суперфінішуванням зовнішніх циліндричних поверхонь деталей обертання поліграфічної техніки з високолегованих композитних сплавів на основі заліза, в якому оброблювану деталь фіксують у оброблювальному верстаті з горизонтальним розташуванням її осі, а дрібнозернистіпрямокутні абразивні бруски розміщені у прецизійних пазах суперфінішної головки так, що вона своєю віссю перпендикулярно пересікається з віссю поверхні деталі і з заданою силою притискується до поверхні оброблення, яка обертається навколо своєї осі з нормованою швидкістю, виконуючи одночасно плавні поздовжні переміщення з розрахованою швидкістю вздовж осі деталі обертання та разом з поздовжніми переміщеннями суперфінішної головки з абразивними брусками додатково отримує поздовжньо-зворотні коливання з амплітудою 2-5 кол./с, згідно з корисною моделлю, як ріжучий інструмент використовують абразивні бруски з карбіду кремнію зеленого зернистістю 3-10 мкм на гліфталевій зв'язці, а для оброблення поверхонь з високолегованих композитних сплавів застосовують наступні режими суперфінішування: швидкість обертання деталі оброблення - 50÷120 м/хв., швидкість поздовжніх переміщень суперфінішної головки - 0,3÷2,0 м/хв., питомий тиск брусків на поверхню оброблення - 0,5÷1,1 МПа. Спосіб здійснюється наступним чином. Оброблювана деталь фіксується у оброблюючому верстаті з горизонтальним розташуванням осі, а інструмент у вигляді прямокутного абразивного бруска розміщується у прецизійному пазі суперфінішної головки так, що вона своєю віссю поверхні деталі і міцно притискується з заданою силою до поверхні оброблення, яка обертається навколо своєї осі з нормованою швидкістю. Одночасно суперфінішна головка з абразивними брусками виконує плавні поздовжні переміщення вздовж осі обертання з розрахованою швидкістю та разом з поздовжніми переміщеннями суперфінішної головки з абразивними брусками додатково отримує поздовжньо-зворотні коливання з амплітудою 2-5 мм і частотою коливань у межах 25 кол./с. Спосіб реалізується за схемою (на кресленні). Деталь 1, з діаметром D, поверхня якої оброблюється за допомогою пристроїв 2, фіксується у оброблюючому верстаті. Суперфінішна головка 4 розміщується таким чином, що її вісь 1 UA 87128 U 5 10 15 20 25 30 орієнтована вертикально та перпендикулярно осі обертання деталі. Для цього використовують спеціальні пристрої 5 (на схемі наведено найпростіший варіант - планка). У прецизійному пазі інструментальної головки 4 розміщують і закріплюють абразивний брусок 3. Механізмами верстата деталі 1 надають обертання з нормованою швидкістю Vд. Суперфінішна головка з абразивним бруском (завдяки кінематичним властивостям верстата) виконує плавні переміщення вздовж осі деталі 1 з розрахованою сталою швидкістю V п.з., а абразивний брусок 3 внаслідок навантаження інструментальної головки силою Р міцно притискується до поверхні оброблення деталі 1. Ця сила Р (в залежності від умов зони контакту абразивного бруска з поверхнею деталі) забезпечує утворення питомого тиску q0. Одночасно з плавними поздовжніми переміщеннями вздовж осі деталі 1 суперфінішної головки 4 з абразивним бруском 3, головці додатково надаються поздовжньо-зворотні коливання nч.к. з амплітудою 2-5 мм і частотою коливань у межах 2-5 кол./с. При цьому в ході технологічного процесу надтонкої абразивної обробки поверхонь деталей поліграфічної техніки як ріжучий інструмент використовують абразивні бруски з карбіду кремнію зеленого зернистістю 3-10 мкм на гліфталевій зв'язці, а для оброблення поверхонь з високолегованих композитних сплавів застосовують наступні режими суперфінішування і швидкість обертання деталі оброблення - 50÷120 м/хв., швидкість поздовжніх переміщень суперфінішної головки - 0,3÷2,0 м/хв., питомий тиск брусків на поверхню оброблення 0,5÷1,1 МПа. Особливою рисою даного способу оброблення зовнішніх поверхонь обертання поліграфічних машин зі зносостійких композитних матеріалів є додаткове застосування частотних коливань nч.к. абразивного інструмента. Це обумовлює суттєве ускладнення траєкторії переміщення ріжучого абразивного зерна по поверхні оброблення і, як наслідок, значне зменшення перерізу az стружки, яка зрізається з робочої поверхні деталі. Як наслідок, створюються позитивні умови для покращення якості поверхні оброблення, в першу чергу, параметра шорсткості поверхні Ra, а також фізичних властивостей поверхневого шару, що обробляється абразивними брусками. Це безпосередньо впливає на параметри довговічності та зносостійкості готових виробів. При використанні традиційних технологій оброблення деталей обертання циліндричної форми поліграфічних машин параметри якості поверхонь знижуються (табл. 1, 2). Таблиця 1 Вплив матеріалу зерна абразивних брусків на параметри якості поверхні при надтонкій обробці циліндричних поверхонь деталей з композитного сплаву на основі відходів інструментальної сталі 86 × 6НФT+5CaF2 Обробка згідно з запропонованим способом Обробка згідно з найближчим аналогом [1] Спотворення Параметр Глибина Спотворення Параметр Глибина Абразивний ІІ-го роду II-го роду шорсткості наклепу h, шорсткості наклепу h, брусок -4 -4 Ra, мкм мкм Ra, мкм мкм Δа/а10 Δа/а10 ММ10 Гл 0,025 5-6 8,1 0,060 7-8 9,9 23 AM10 Гл 0,015 3-4 7,3 0,050 6-7 9,2 63 СМ10 Гл 0,010 2-3 6,5 0,040 5-6 8,3 Примітки: 1 - швидкість обертання деталі Vоп = 0 м/хв.; 2 - швидкість поздовжнього переміщення Vп.з. = 0,5 м/хв.; 3 - частота коливань абразивних брусків nч.к. = 5 м/с. 2 UA 87128 U Таблиця 2 Вплив частоти поздовжньо-зворотних коливань абразивного бруска на параметри якості при надтонкій обробці деталей з зовнішньо-циліндричною формою з композитного сплаву на основі відходів інструментальної сталі 4XMНФC+5 %CaF2 Обробка згідно з запропонованим способом Обробка згідно з найближчим аналогом Частота Спотворення Параметр Глибина Спотворення Параметр Глибина коливань II-го роду ІІ-го роду шорсткості наклепу h, шорсткості наклепу h, брусків, -4 -4 Ra, МКМ мкм Ra, МКМ мкм Δа/а10 Δа/а10 кол./с. 2 0,022 4-5 7,9 0,055 6-7 9,5 3 0,013 2-3 7,1 0,045 5-6 9,0 5 0,010 1,5-2 6,3 0,035 4-5 8,1 Примітки: 1 - швидкість обертання оправки Vоп = 80 м/хв.; 2 - швидкість поздовжнього переміщення Vп.в. = 5 м/хв.; 3 - амплітуда коливань абразивних брусків 5 мм; 4 - матеріал абразивного бруска карбід кремнію зелений 63 СМ10 Гл. 5 Спосіб надтонкого абразивного оброблення суперфінішуванням зовнішніх циліндричних поверхонь деталей обертання поліграфічної техніки з високолегованих сплавів на основі заліза може бути використаним у вузлах швидкісних поліграфічних офсетних друкарських машин, а також при обробці спеціальних деталей тертя газотурбінних і компресорних станцій магістральних газогонів та важливих деталей військової техніки. 1. Чеповецкий И.Х. Основы финишной алмазной обработки/ И.Х. Чеповецкий. - К., Наукова думка, 1980. - 467 с. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 Спосіб надтонкої абразивної обробки суперфінішуванням зовнішніх циліндричних поверхонь деталей обертання поліграфічної техніки з високолегованих композитних сплавів на основі заліза, що включає фіксування оброблюваної деталі у оброблюючому верстаті з горизонтальним розташуванням її осі, а дрібнозернисті прямокутні абразивні бруски розміщують у прецизійних пазах суперфінішної головки так, що вона своєю віссю перпендикулярно пересікається з віссю поверхні деталі і з заданою силою притискується до поверхні оброблення, яка обертається навколо своєї осі з нормованою швидкістю, виконує одночасно плавні поздовжні переміщення з розрахованою швидкістю вздовж осі деталі обертання та разом з поздовжніми переміщеннями суперфінішної головки з абразивними брусками додатково отримує поздовжньо-зворотні коливання з амплітудою 2-5 мм і частотою коливань у межах 25 кол./с, який відрізняється тим, що як ріжучий інструмент використовують абразивні бруски з карбіду кремнію зеленого зернистістю 3-10 мкм на гліфталевій зв'язці, а для оброблення поверхонь з високолегованих композитних сплавів застосовують наступні режими суперфінішування: швидкість обертання деталі оброблення - 50÷120 м/хв., швидкість поздовжніх переміщень суперфінішної головки 0,3÷2,0 м/хв., питомий тиск брусків на поверхню оброблення - 0,5÷1,1 МПа. 3 UA 87128 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюHavrysh Anatolii Pavlovych, Roik Tetiana Anatolivna, Kyrychok Petro Oleksiiovych, Vitsiuk Yulia Yuriivna, Havrysh Oleh Anatoliiovych
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Киричок Петр Алексеевич, Вицюк Юлия Юрьевна, Гавриш Олег Анатольевич
МПК / Мітки
Мітки: абразивної, надтонкої, зовнішніх, поверхонь, основі, обробки, спосіб, деталей, поліграфічної, техніки, циліндричних, суперфінішуванням, високолегованих, заліза, обертання, сплавів, композитних
Код посилання
<a href="https://ua.patents.su/6-87128-sposib-nadtonko-abrazivno-obrobki-superfinishuvannyam-zovnishnikh-cilindrichnikh-poverkhon-detalejj-obertannya-poligrafichno-tekhniki-z-visokolegovanikh-kompozitnikh-splaviv-na-osn.html" target="_blank" rel="follow" title="База патентів України">Спосіб надтонкої абразивної обробки суперфінішуванням зовнішніх циліндричних поверхонь деталей обертання поліграфічної техніки з високолегованих композитних сплавів на основі заліза</a>
Спосіб надтонкої абразивної обробки отворів деталей тертя з високолегованих композитних матеріалів на основі відходів інструментальних сталей
Номер патенту: 85553
Опубліковано: 25.11.2013
Автори: Киричок Петро Олексійович, Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна
МПК: G11B 5/127
Мітки: обробки, надтонкої, деталей, спосіб, абразивної, основі, інструментальних, високолегованих, тертя, матеріалів, відходів, сталей, композитних, отворів
Формула / Реферат:
Спосіб надтонкої абразивної обробки отворів деталей тертя з високолегованих композитних матеріалів на основі відходів інструментальних сталей, в якому оброблювана деталь обертається навколо своєї осі з одночасним зніманням стружки з поверхні отвору абразивним інструментом при його обертанні навколо осі, паралельної осі отвору деталі, з жорстким контактуванням інструменту з поверхнею оброблення і переміщенням його вздовж осі деталі, який...
Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів
Номер патенту: 40050
Опубліковано: 25.03.2009
Автори: Віцюк Юлія Юріївна, Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович, Гавриш Олег Анатолійович
МПК: G11B 5/127
Мітки: абразивної, деталей, сплавів, надтонкої, обробки, спосіб, циліндричних, нікелевих, поверхонь
Формула / Реферат:
Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів, що включає магнітоабразивне оброблення їх дрібнозернистими металокерамічними порошками у магнітному полі, який відрізняється тим, що обробку поверхонь деталей з магнітних сплавів виконують за такими режимами різання: швидкість оброблення деталі - Vд=45-60 м/хв., поздовжня швидкість - Vп=0,3-0,5 м/хв., довжина робочого зазору між магнітом і...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю
Номер патенту: 60523
Опубліковано: 25.06.2011
Автори: Киричок Петро Олексійович, Макаров Артем Сергійович, Острик Деніс Вікторович, Гавриш Олег Анатолійович, Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович
МПК: G11B 5/127
Мітки: обробки, спосіб, отворів, деталей, поверхонь, фінішної, сплавів, основі, нікелю, циліндричних, магнітно-абразивної, високолегованих
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю, який включає розміщення робочого інструменту в циліндричному отворі співвісно з ним та з утворенням робочого зазору 0,05-0,20 мм між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку з розміром зерна 5-50 мкм та обертання робочого...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном’яких сплавів на основі нікелю
Номер патенту: 48386
Опубліковано: 10.03.2010
Автори: Віцюк Юлія Юріївна, Губар Павло Олексійович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович, Киричок Петро Олексійович, Мельник Олена Олексіївна
МПК: G11B 5/127
Мітки: циліндричних, високолегованих, спосіб, деталей, нікелю, основі, фінішної, отворів, магнітном'яких, поверхонь, магнітно-абразивної, обробки, сплавів
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном'яких сплавів на основі нікелю, який включає розміщення робочого інструмента в циліндричному отворі співвісно з ним та з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі,...
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів
Номер патенту: 39731
Опубліковано: 10.03.2009
Автори: Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович
МПК: G11B 5/127
Мітки: деталей, нікелевих, сплавів, фінішної, зовнішніх, поверхонь, абразивної, обробки, спосіб, профільних
Формула / Реферат:
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів шляхом впливу феромагнітним абразивним порошком, який знаходиться у магнітному полі оброблювального обертового інструмента, який відрізняється тим, що оброблювальний інструмент обертають з окружною швидкістю 1,0-4,0 м/с, а оброблюваним профільним поверхням деталей надають поздовжньо-зворотні рухи зі швидкістю 300-350 мм/хв. вздовж профілю деталі, при...
Попередній патент: Пристрій для перетворення енергії хвиль водяної поверхні в електричну
Наступний патент: Конвектор настінний
Випадковий патент: Спосіб очищення стічних вод звалищ твердих побутових відходів