Установка для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу
Номер патенту: 77917
Опубліковано: 25.02.2013
Автори: Яковина Валерій Іванович, Бондар Олег Валентинович, Гавриленко Михайло Васильович, Головаш Юрій Миколайович, Очеретяний Віталій Григорович, Малиновський Микола Григорович, Остапенко Володимир Олександрович
Формула / Реферат
Установка для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу, що включає розміщені послідовно по ходу технологічного процесу основу, на якій встановлена опорна стійка, стійку траверси, траверсу та привід, яка відрізняється тим, що оснащена додатковою траверсою, додатковою стійкою, розташованою в опорній стійці з можливістю зворотно-поступального вертикального переміщення, при виконанні приводу пневмомеханічним, корпусом редуктора та двома автономними захватами, встановленими на двох траверсах, розташованих на стійці траверси, встановленій на додатковій стійці, кожен із захватів має двофункціональний електромеханічний привід, для обертання захвату з буксами та їх кантування, з пультом керування.
Текст
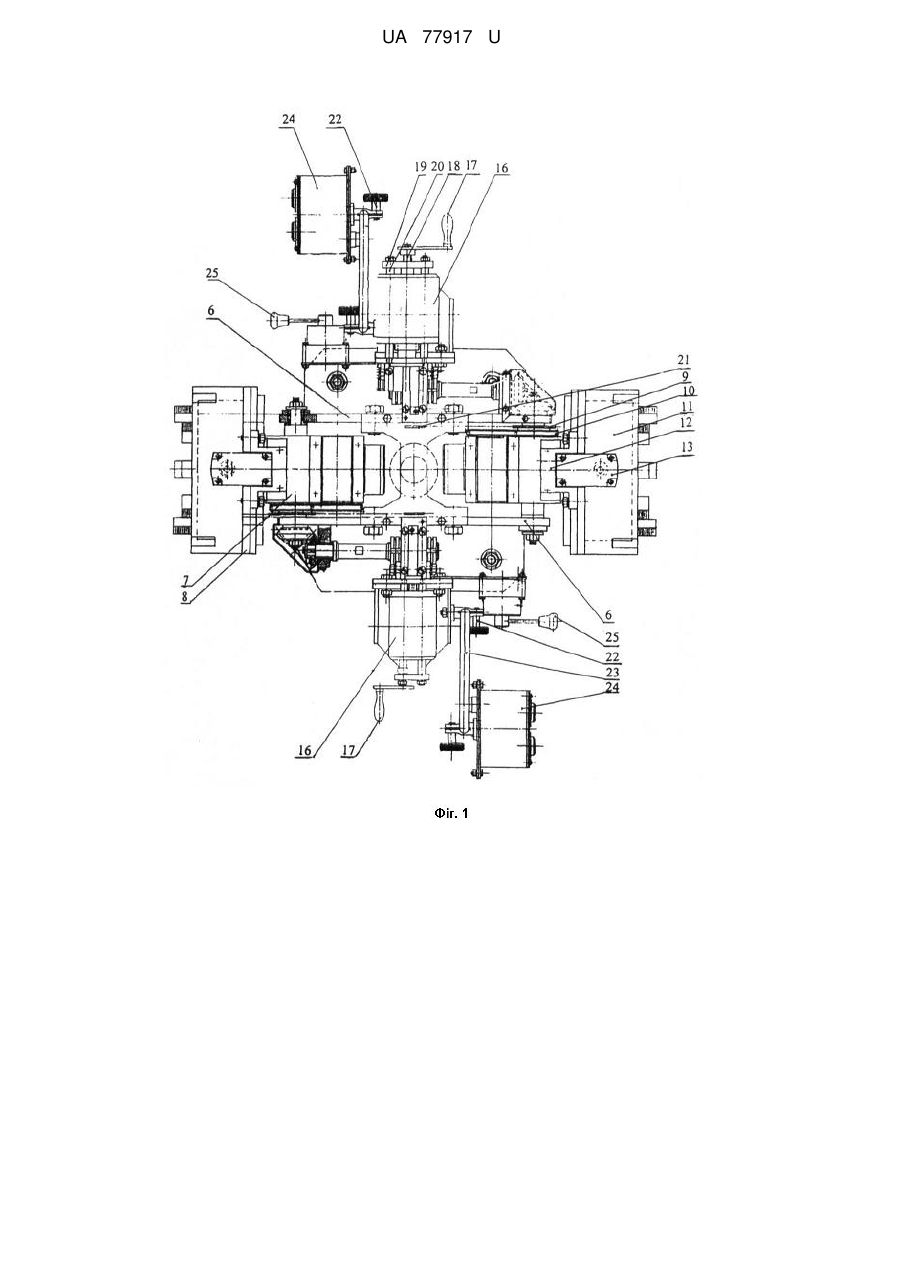
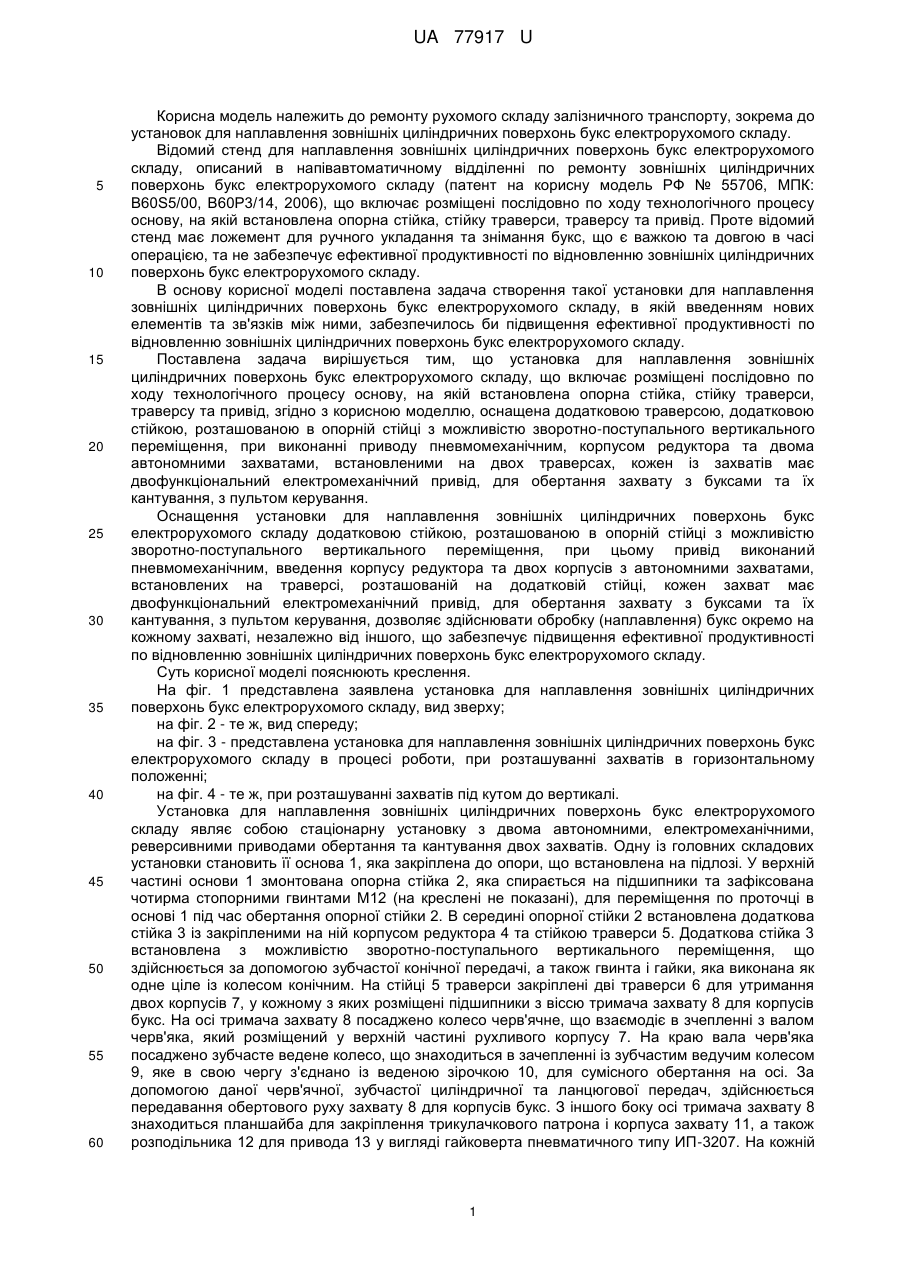
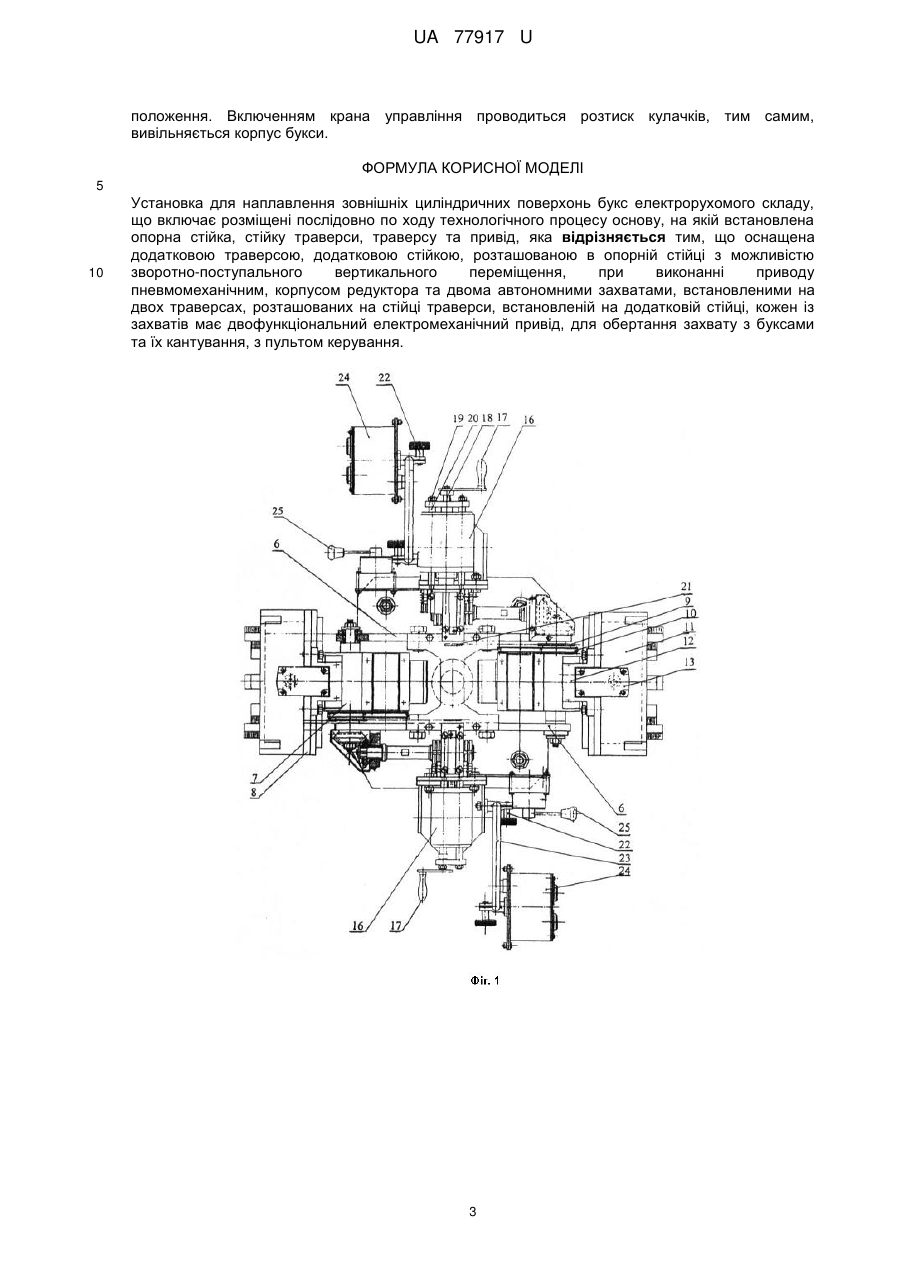
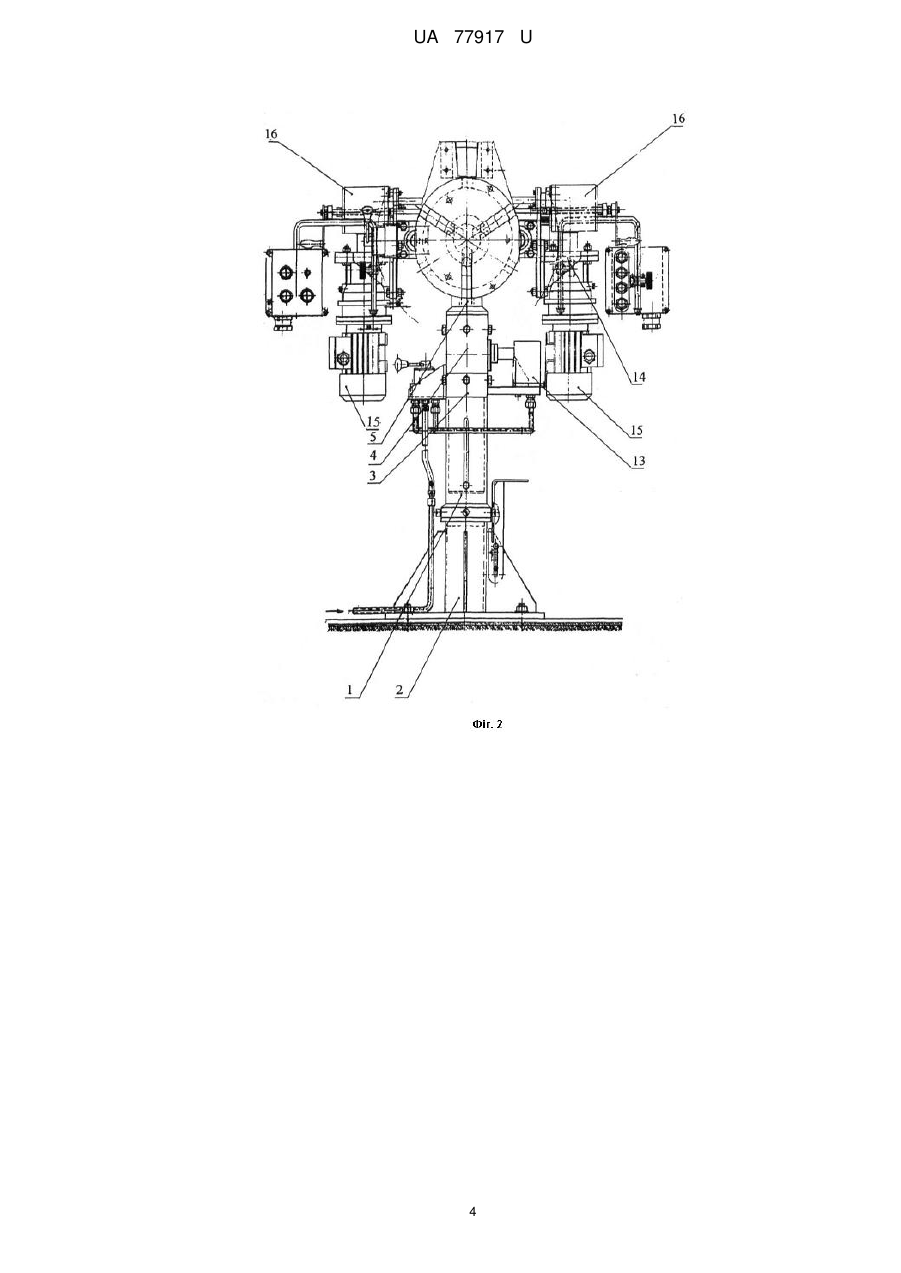
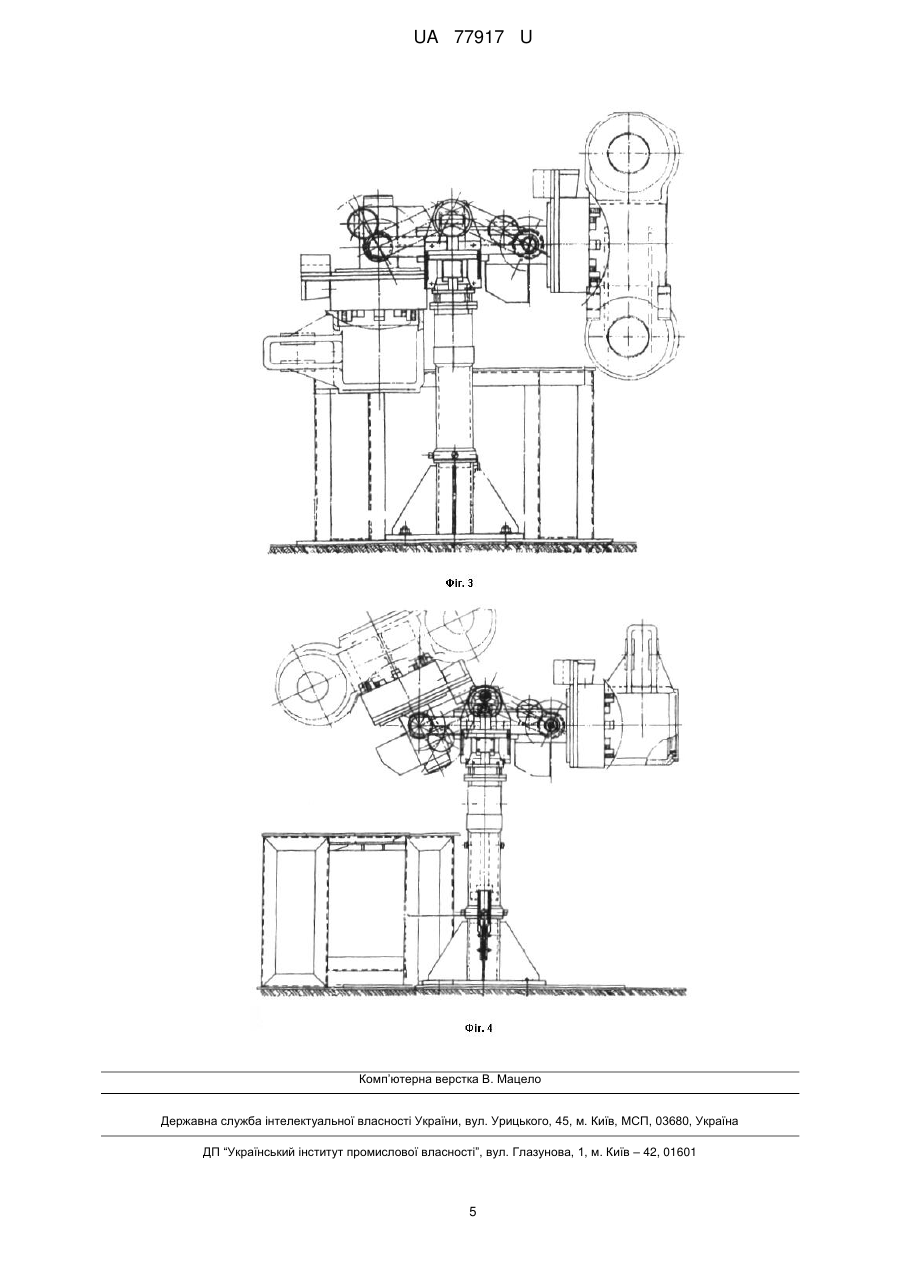
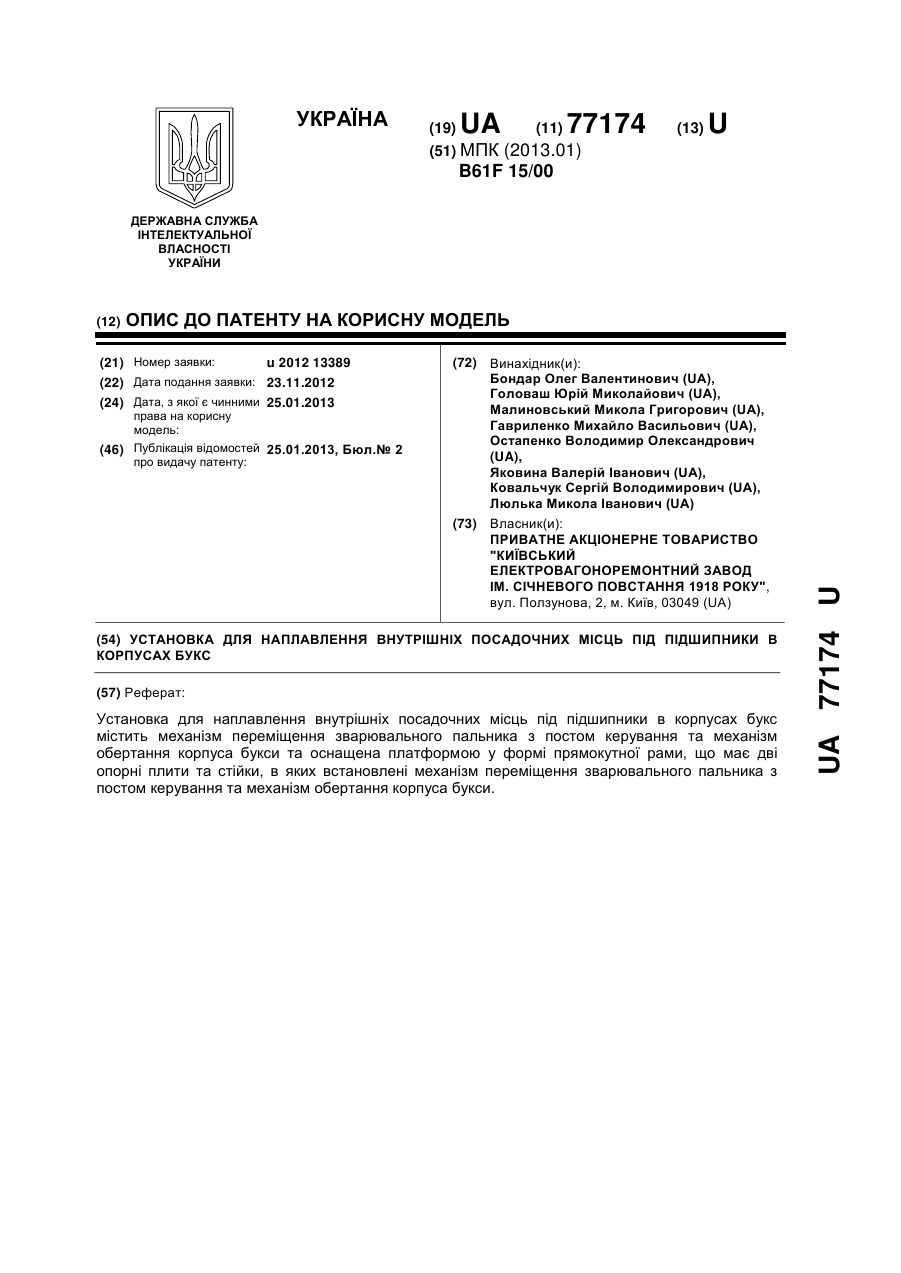
Реферат: Установка для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу включає розміщені послідовно по ходу технологічного процесу основу. На основі встановлена опорна стійка, стійку траверси, траверсу та привід. Оснащена додатковою траверсою, додатковою стійкою, розташованою в опорній стійці з можливістю зворотно-поступального вертикального переміщення, при виконанні приводу пневмомеханічним, корпусом редуктора та двома автономними захватами, встановленими на двох траверсах, розташованих на стійці траверси, встановленій на додатковій стійці, кожен із захватів має двофункціональний електромеханічний привід, для обертання захвату з буксами та їх кантування, з пультом керування. UA 77917 U (12) UA 77917 U UA 77917 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ремонту рухомого складу залізничного транспорту, зокрема до установок для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу. Відомий стенд для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу, описаний в напівавтоматичному відділенні по ремонту зовнішніх циліндричних поверхонь букс електрорухомого складу (патент на корисну модель РФ № 55706, МПК: В60S5/00, В60Р3/14, 2006), що включає розміщені послідовно по ходу технологічного процесу основу, на якій встановлена опорна стійка, стійку траверси, траверсу та привід. Проте відомий стенд має ложемент для ручного укладання та знімання букс, що є важкою та довгою в часі операцією, та не забезпечує ефективної продуктивності по відновленню зовнішніх циліндричних поверхонь букс електрорухомого складу. В основу корисної моделі поставлена задача створення такої установки для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу, в якій введенням нових елементів та зв'язків між ними, забезпечилось би підвищення ефективної продуктивності по відновленню зовнішніх циліндричних поверхонь букс електрорухомого складу. Поставлена задача вирішується тим, що установка для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу, що включає розміщені послідовно по ходу технологічного процесу основу, на якій встановлена опорна стійка, стійку траверси, траверсу та привід, згідно з корисною моделлю, оснащена додатковою траверсою, додатковою стійкою, розташованою в опорній стійці з можливістю зворотно-поступального вертикального переміщення, при виконанні приводу пневмомеханічним, корпусом редуктора та двома автономними захватами, встановленими на двох траверсах, кожен із захватів має двофункціональний електромеханічний привід, для обертання захвату з буксами та їх кантування, з пультом керування. Оснащення установки для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу додатковою стійкою, розташованою в опорній стійці з можливістю зворотно-поступального вертикального переміщення, при цьому привід виконаний пневмомеханічним, введення корпусу редуктора та двох корпусів з автономними захватами, встановлених на траверсі, розташованій на додатковій стійці, кожен захват має двофункціональний електромеханічний привід, для обертання захвату з буксами та їх кантування, з пультом керування, дозволяє здійснювати обробку (наплавлення) букс окремо на кожному захваті, незалежно від іншого, що забезпечує підвищення ефективної продуктивності по відновленню зовнішніх циліндричних поверхонь букс електрорухомого складу. Суть корисної моделі пояснюють креслення. На фіг. 1 представлена заявлена установка для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу, вид зверху; на фіг. 2 - те ж, вид спереду; на фіг. 3 - представлена установка для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу в процесі роботи, при розташуванні захватів в горизонтальному положенні; на фіг. 4 - те ж, при розташуванні захватів під кутом до вертикалі. Установка для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу являє собою стаціонарну установку з двома автономними, електромеханічними, реверсивними приводами обертання та кантування двох захватів. Одну із головних складових установки становить її основа 1, яка закріплена до опори, що встановлена на підлозі. У верхній частині основи 1 змонтована опорна стійка 2, яка спирається на підшипники та зафіксована чотирма стопорними гвинтами М12 (на креслені не показані), для переміщення по проточці в основі 1 під час обертання опорної стійки 2. В середині опорної стійки 2 встановлена додаткова стійка 3 із закріпленими на ній корпусом редуктора 4 та стійкою траверси 5. Додаткова стійка 3 встановлена з можливістю зворотно-поступального вертикального переміщення, що здійснюється за допомогою зубчастої конічної передачі, а також гвинта і гайки, яка виконана як одне ціле із колесом конічним. На стійці 5 траверси закріплені дві траверси 6 для утримання двох корпусів 7, у кожному з яких розміщені підшипники з віссю тримача захвату 8 для корпусів букс. На осі тримача захвату 8 посаджено колесо черв'ячне, що взаємодіє в зчепленні з валом черв'яка, який розміщений у верхній частині рухливого корпусу 7. На краю вала черв'яка посаджено зубчасте ведене колесо, що знаходиться в зачепленні iз зубчастим ведучим колесом 9, яке в свою чергу з'єднано із веденою зірочкою 10, для сумісного обертання на осі. За допомогою даної черв'ячної, зубчастої циліндричної та ланцюгової передач, здійснюється передавання обертового руху захвату 8 для корпусів букс. З іншого боку осі тримача захвату 8 знаходиться планшайба для закріплення трикулачкового патрона і корпуса захвату 11, а також розподільника 12 для привода 13 у вигляді гайковерта пневматичного типу ИП-3207. На кожній 1 UA 77917 U 5 10 15 20 25 30 35 40 45 50 55 60 із траверс 6, зовні, змонтований корпус редуктора черв'ячної передачі. Вал-черв'як даної передачі виконаний з шліцьовим з'єднанням, для переміщення шестірні конічної, шліцьової для взаємодії в зачепленні з шестірнею конічною, при переключенні механізму передач. За допомогою даної черв'ячної та зубчастої конічної передач, здійснюється кантування захвату на визначений кут нахилу. На кожному із корпусів 7 редуктора черв'ячної передачі, що змонтовані на траверсах 6, закріплена опора двофункціонального електромеханічного привода, для обертання захвату з буксами та їх кантування, в якому встановлений кронштейн 14 з моторредуктором 15 типу ЗМП-25 та корпус механізму передач 16, призначений для переключення змінної зубчастої конічної передачі при виборі режимів, обертання або кантування захвату корпусів букс. Переключення механізму передач здійснюється безпосередньо рукояткою 17, що з'єднана з регулювальним гвинтом 18, який, в свою чергу, закріплений до корпусу механізму передач через з'єднуючу планку 19 з метричною різьбою М16. При обертанні рукоятки з регулювальним гвинтом, корпус механізму передач переміщується по двох напрямних 20, які закріплені на різьбі до опори приводу та з'єднуючої планки 19. Усередині корпусу механізму передач, в нижній його частині, установлена вісь, на яку посаджена безпосередньо, через підшипник ковзання, блок-шестірня, що взаємодіє в зачепленні з шестірнею конічною, яка посаджена на вал мотор-редуктора, та шестірнею циліндричною. У верхній частині, розміщений у підшипниках ковзання, шліцьовий вал, з посадженою на нього шестірнею, який в свою чергу, передає обертання втулці шліцьовій, що з'єднана з валом зірочки ведучої 21, яка за допомогою ланцюга передає обертання зірочці веденій 10. Таким чином здійснюється подальша послідовна передача обертового руху захвату корпусів букс. На кожному з кронштейнів моторредуктора, по правій стороні, закріплений затискач 22, для утримання та переміщення скоби 23, на якій розміщений тримач із пультом 24 керування, і який можливо установити в необхідному для роботи положенні. Пульт 24 керування має лицьову панель, на якій розміщені дві кнопки для управління приводом (прямий та реверсивний напрямок) обертання та кантування захвату, а також кнопка зупинки приводу та регулятор частоти обертання. Крани управління 25, типу КРу16.6, які забезпечують надходження очищеного стисненого повітря до пневмоприводів (гайковертів пневматичних, типу ИП-3207), встановлені на закріплених панелях та кронштейні. Для забезпечення безаварійної роботи приводів захватів в різних режимах, на кантувачі встановлені кінцеві вимикачі. Установка для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу працює таким чином, що захвати 8 корпусів букс здійснюють горизонтальне переміщення та під кутом до вертикалі. Кожен захват працює в автономному режимі незалежно від іншого. Встановлюється за допомогою укосини із ламкою стрілою корпус букси на тактовий стіл, (на кресленні не показано), підводиться захват 8 за допомогою обертання додаткової стійки 3 відносно вертикальної осі установки, до тактового столу, фіксується дане положення та проводиться кантування захвату на вертикальну вісь, натисканням нижньої кнопки на лицьовій панелі пульта 24 керування. Включається кран управління гайковерта 13 пневматичного для вертикального переміщення та опускається додаткова стійки 3 з захватом 8 до торкання його корпуса букси. Після виконання цих дій, кран управління переключається в нейтральне положення. Включається кран управління гайковерта 13 пневматичного захвата та проводиться затискання кулачками корпуса букси. Переконавшись у надійному затисканні, кран управління переключається в нейтральне положення. Після цього, включається кран управління гайковерта 13 та проводиться підйом додаткової стійки 3 захвату 8 з корпусом букси до визначеного рівня. Після завершення підйому, кран управління гайковерта 13 переключається в нейтральне положення. Кантування захвату 8 із корпусом букси на горизонтальну вісь здійснюється натисканням верхньої кнопки на лицьовій панелі пульта керування 24. Далі захват 8 із корпусом букси звільняється від тактового столу, відводиться на визначене місце і знову фіксується дане положення. Для обертання захвату 8 із корпусом букси відносно поздовжньої осі, заздалегідь переключається механізм передач із режиму кантування в режим обертання. Включення приводу 13 обертання виконується натисканням однієї із двох кнопок (прямий або реверсивний напрямок), що розміщені на лицьовій панелі пульта 24 керування. Перед проведенням робіт по наплавленню корпусів букс, приєднується силовий зварювальний провід "МІНУС" на корпус букси, який працює при витяжній вентиляції. Наплавлення визначених місць на корпусі букси виконується при її обертанні з установленою частотою, а при необхідності, регулюється частота обертання в процесі роботи, за допомогою регулятора частоти, який знаходиться на лицьовій панелі пульта керування 24. Після закінчення роботи по наплавленню букс переключається механізм передач із режиму обертання в режим кантування, після цього проводиться кантування захвату 8 з корпусом букси із горизонтальної осі, після чого проводиться опускання захвату з корпусом букси на тактовий стіл, кран управління переключається в нейтральне 2 UA 77917 U положення. Включенням крана управління проводиться розтиск кулачків, тим самим, вивільняється корпус букси. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Установка для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу, що включає розміщені послідовно по ходу технологічного процесу основу, на якій встановлена опорна стійка, стійку траверси, траверсу та привід, яка відрізняється тим, що оснащена додатковою траверсою, додатковою стійкою, розташованою в опорній стійці з можливістю зворотно-поступального вертикального переміщення, при виконанні приводу пневмомеханічним, корпусом редуктора та двома автономними захватами, встановленими на двох траверсах, розташованих на стійці траверси, встановленій на додатковій стійці, кожен із захватів має двофункціональний електромеханічний привід, для обертання захвату з буксами та їх кантування, з пультом керування. 3 UA 77917 U 4 UA 77917 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for surfacing external cylindrical surfaces of axle-boxes of electric rolling stock
Автори англійськоюBondar Oleh Valentynovych, Holovash Yurii Mykolaiovych, Malynovskyi Mykola Hryhorovych, Havrylenko Mykhailo Vasyliovych, Ostapenko Volodymyr Oleksandrovych, Yakovyna Valerii Ivanovych, Ocheretianyi Vitalii Hryhorovych
Назва патенту російськоюУстановка для наплавки наружных цилиндрических поверхностей букс электроподвижного состава
Автори російськоюБондар Олег Валентинович, Головаш Юрий Николаевич, Малиновский Николай Григорьевич, Гавриленко Михаил Васильевич, Остапенко Владимир Александрович, Яковина Валерий Иванович, Очеретяный Виталий Григорьевич
МПК / Мітки
МПК: B61F 15/00
Мітки: букс, складу, наплавлення, зовнішніх, установка, циліндричних, електрорухомого, поверхонь
Код посилання
<a href="https://ua.patents.su/7-77917-ustanovka-dlya-naplavlennya-zovnishnikh-cilindrichnikh-poverkhon-buks-elektrorukhomogo-skladu.html" target="_blank" rel="follow" title="База патентів України">Установка для наплавлення зовнішніх циліндричних поверхонь букс електрорухомого складу</a>
Установка для наплавлення внутрішніх посадочних місць під підшипники в корпусах букс
Номер патенту: 77174
Опубліковано: 25.01.2013
Автори: Люлька Микола Іванович, Остапенко Володимир Олександрович, Ковальчук Сергій Володимирович, Бондар Олег Валентинович, Малиновський Микола Григорович, Гавриленко Михайло Васильович, Головаш Юрій Миколайович, Яковина Валерій Іванович
МПК: B61F 15/00
Мітки: посадочних, підшипники, корпусах, установка, внутрішніх, наплавлення, букс, місць
Формула / Реферат:
Установка для наплавлення внутрішніх посадочних місць під підшипники в корпусах букс, що містить механізм переміщення зварювального пальника з постом керування та механізм обертання корпуса букси, яка відрізняється тим, що оснащена платформою у формі прямокутної рами, що має дві опорні плити та стійки, в яких встановлені механізм переміщення зварювального пальника з постом керування та механізм обертання корпуса букси, механізм переміщення...
Спосіб наплавлення внутрішніх поверхонь циліндричних деталей
Номер патенту: 76217
Опубліковано: 25.12.2012
Автори: Трембач Ілля Олександрович, Бойко Ігор Олександрович, Трембач Богдан Олександрович, Гринь Олександр Григорович
МПК: B23K 35/02
Мітки: деталей, циліндричних, наплавлення, внутрішніх, спосіб, поверхонь
Формула / Реферат:
Спосіб наплавлення внутрішніх поверхонь циліндричних деталей, що полягає в обертанні виробу навколо поздовжньої осі в процесі наплавлення, безперервному переміщенні пристрою для наплавлення, з заданою швидкістю по однозахідній схемі з перекриттям валиків на 1/3 його ширини, який відрізняється тим, що при наплавленні виконують обробку двома циліндричними роликами, один з яких має гладку, а інший - шевронну поверхню.
Спосіб наплавлення внутрішніх поверхонь циліндричних деталей

Номер патенту: 65272
Опубліковано: 25.11.2011
Автори: Оленич Олександр Анатолійович, Волков Сергій Михайлович, Гринь Олександр Григорович, Бойко Ігор Олександрович, Гаврилов Олександр Володимирович, Пресняков Віктор Анатолійович
МПК: B23K 35/02
Мітки: наплавлення, поверхонь, циліндричних, деталей, внутрішніх, спосіб
Формула / Реферат:
Спосіб наплавлення внутрішніх поверхонь циліндричних деталей, що полягає в обертанні виробу навколо поздовжньої осі в процесі наплавлення, безперервному переміщенні пристрою для наплавлення, який відрізняється тим, що при наплавленні першого шару спочатку спіралеподібний валик наплавляють по всій довжині виробу з відстанню між витками 1/2 його ширини, а другий - між витками першого, при наплавленні якого виконують пластичне деформування...
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням
Номер патенту: 58864
Опубліковано: 15.08.2003
Автори: Щербина Андрій Михайлович, Осін Руслан Анатолійович, Чайковський Олександр Борисович, Саловський Віталій Семенович, Русских Віктор Васильович, Наливайко Володимир Миколайович
МПК: B24B 39/00
Мітки: поверхонь, зовнішніх, вигладжуванням, пристрій, циліндричних, деталей, зміцнення
Формула / Реферат:
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням, який містить привід обертання деталі, циліндричний інструмент, торець якого є робочою поверхнею, навантажуюче пристосування, механізм обертання інструмента навколо своєї осі, який відрізняється тим, що містить джерело живлення та електроконтактні пристрої, один з яких контактує з приводом деталі, а інший - з навантажуючим пристосуванням.
Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей
Номер патенту: 14243
Опубліковано: 15.05.2006
Автори: Родіонов Дмитро Володимирович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: поверхонь, безцентрового, деталей, зовнішніх, підтримуючий, верстата, поздовжного, шліфування, циліндричних
Формула / Реферат:
1. Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей, що містить ділянку, де базується заготовка в процесі чорнового шліфування, яка спрягається з калібруючою ділянкою, де закінчується формоутворення деталі, який відрізняється тим, що в поздовжньому напрямку базова поверхня має похилу прямолінійну або криволінійну твірну на ділянці для чорнового шліфування, спряжену з прямолінійною...
Попередній патент: Пакування для зберігання або транспортування харчових продуктів
Наступний патент: Електронна система для визначення всенародного волевиявлення
Випадковий патент: Пристрій для денервації поперекових дуговідросткових суглобів під ендоскопічним контролем