Зварювальна головка
Номер патенту: 11354
Опубліковано: 25.12.1996
Автори: Гринін Володимир Васильович, Михайлов Олег Вікторович, Блінов Валерій Іванович, Алісов Сергій Миколайович, Чаюн Андрій Григорович, Сергацький Георгій Іванович
Формула / Реферат
1. Сварочная головка, включающая горелку, снабженную основным электродом и дополнительным электродом, изолированным от основного, с приводом их вращения вокруг оси горелки и датчиком положения, первый и второй источники питания, подключенные соответственно к основному и дополнительному электродам, а также запоминающее устройство и исполнительный механизм, отличающаяся тем, что, с целью повышения качества сварного соединения путем использования для регулирования информации о расположении кромок стыка, сварочная головка снабжена блоком коррекции, блоком сумматоров и третьим источником питания, при этом горелка содержит токопровод-ное сопло, охватывающее дополнительный электрод и подключенное к третьему источнику питания, связанному с дополнительным электродом, первый выход блока коррекции подключен к первому входу блока сумматоров, а второй выход связан с входом привода вращения электродов, первый вход блока коррекции связан с выходом датчика положения электродов, второй вход подключен к первому выходу запоминающего устройства, второй выход которого соединен с вторым входом блока сумматоров, выход блока сумматоров подключен к входу исполнительного механизма, а третий вход блока коррекции подсоединен к дополнительному электроду.
2. Сварочная головка по п. 1, отличающаяся тем, что привод вращения основного и дополнительного электродов выполнен шаговым, датчик положения - в виде датчика сигнала начала отсчета, а блок коррекции содержит генератор импульсов, к выходу котрого подключен привод вращения основного и дополнительного электродов, а также первые входы первого элемента И и первого счетчика, выход первого элемента И подключен к первому входу второго счетчика, выход которого связан с первым входом первого регистра памяти, первый выход первого счетчика подключен к первому входу второго регистра памяти, выход которого связан с входом первого преобразователя, второй выход первого счетчика соединен с первым входом триггера, выход которого связан с первым входом второго элемента И, выход последнего подключен к вторым входам первого элемента И, второго счетчика, первого и второго регистров памяти, входу элемента задержки и первому входу третьего регистра памяти, второй вход второго элемента И соединен с первым выходом второго преобразователя, второй выход которого связан с первым входом четвертого регистра памяти и вторым входом третьего регистра памяти, второй вход четвертого регистра памяти подключен к выходу элемента задержки, выходы первого, третьего и четвертого регистров памяти, а также первого преобразователя подключены к первому входу блока сумматоров и служат выходом блока коррекции, вторые входы первого счетчика и триггера связаны с выходом реверсивного счетчика, первый вход которого соединен с выходом датчика положения и служит первым входом блока коррекции, а второй вход - с вторым выходом запоминающего устройства, соединенного также с входом генератора импульсов, и служит вторым входом блока коррекции.
3. Сварочная головка по п. 2, отличающаяся тем, что второй преобразователь содержит последовательно соединенные элемент согласования и первый интегратор, причем вход элемента согласования служит входом второго преобразователя, два сумматора и второй интегратор, входы которых соединены с выходом первого интегратора, два устройства сравнения, первые входы которых подключены соответственно к выходам сумматоров, элемент ИЛИ, входы которого связаны с выходами устройств сравнения, а выход служит первым выходом второго преобразователя, и буферное устройство, вход которого вместе со вторыми входами устройств сравнения соединены с выходом второго интегратора, а выход служит вторым выходом второго преобразователя.
Текст
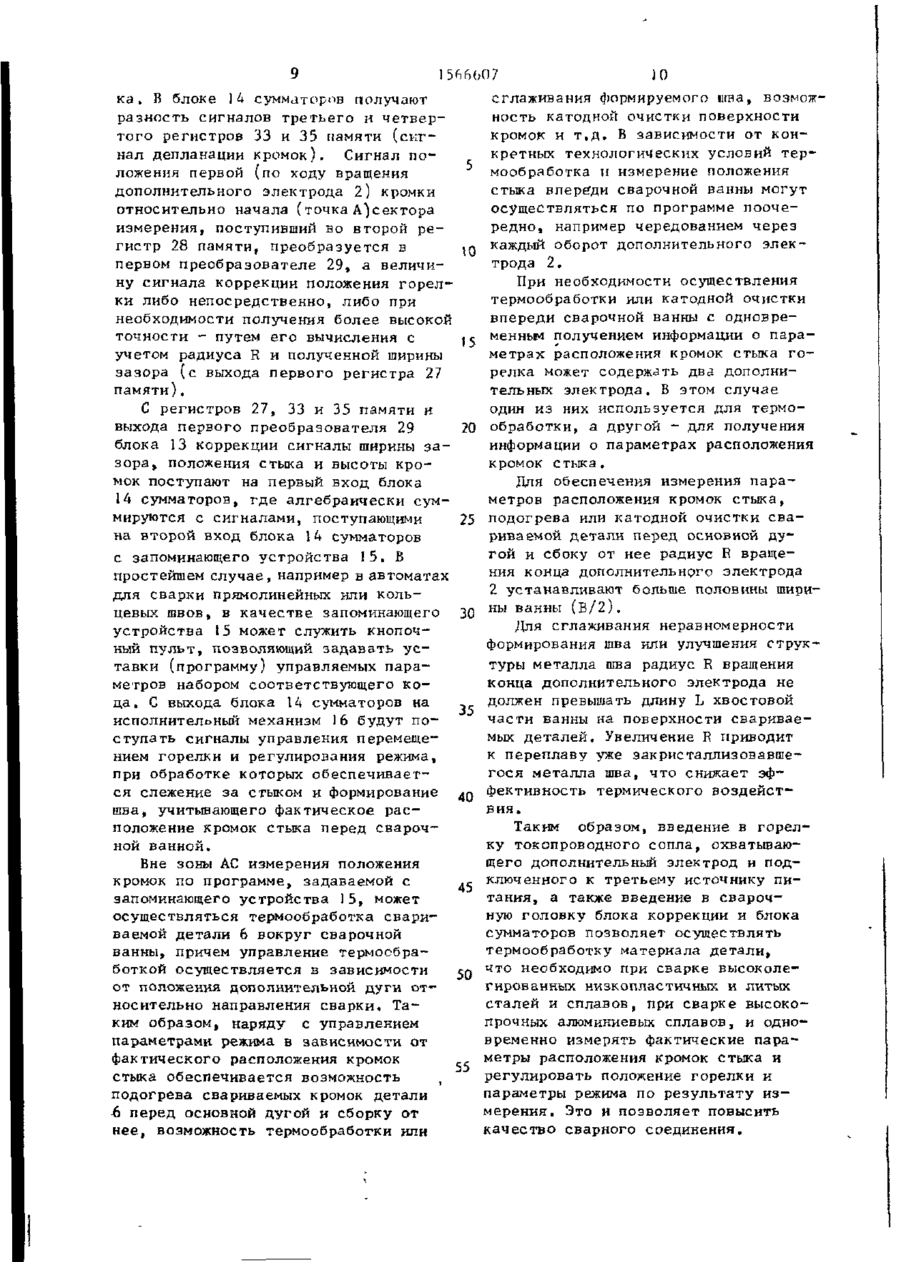
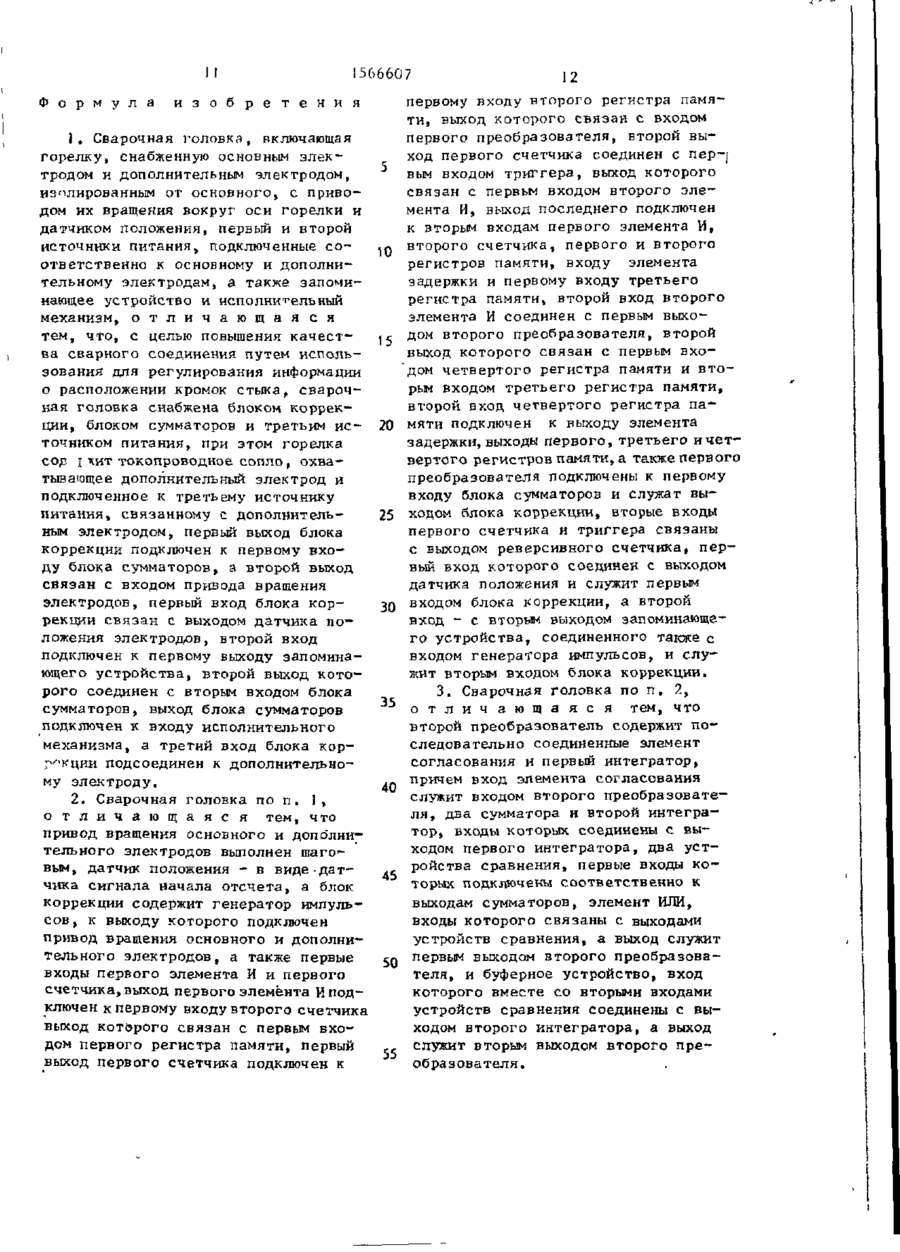
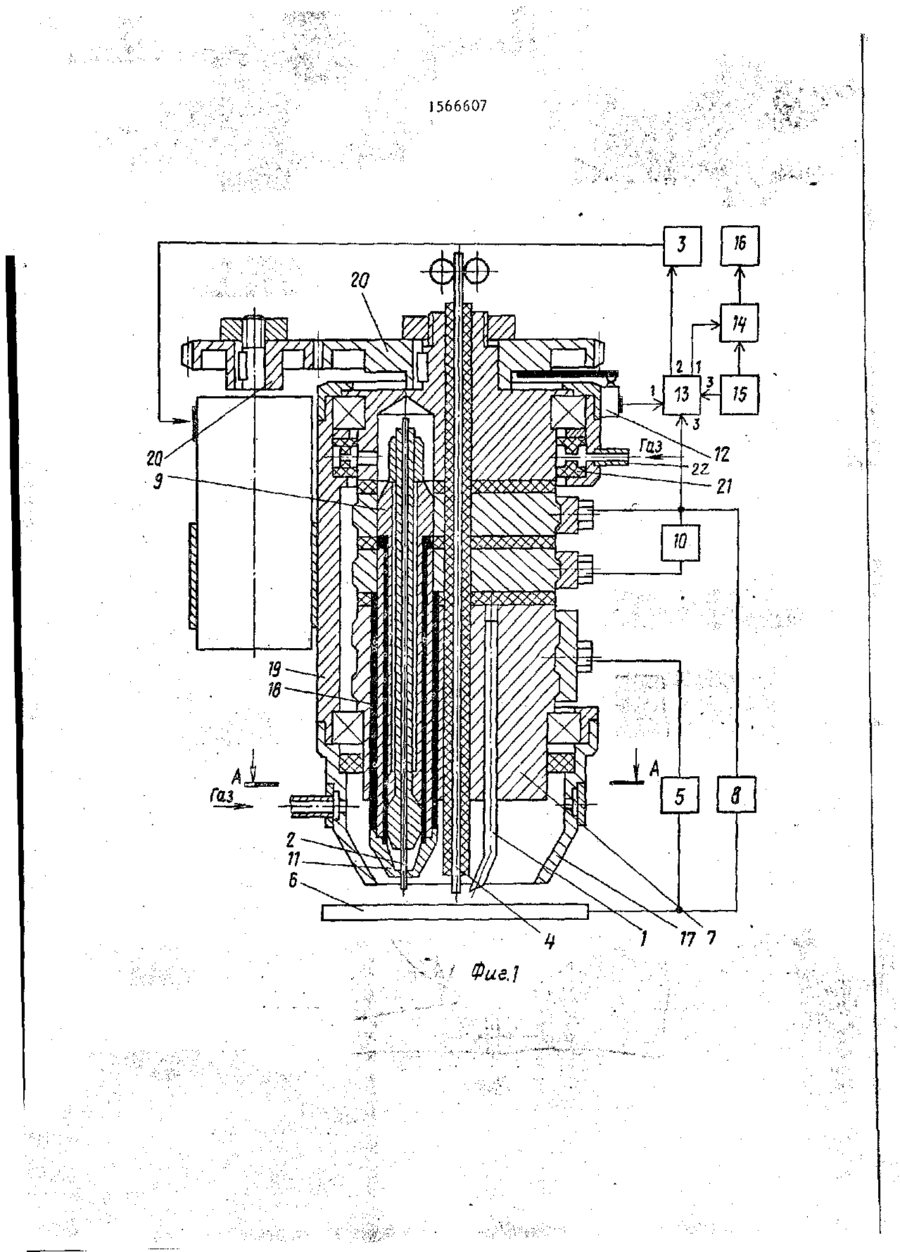
Изобретение относится к сварочному оборудованию и может использоваться при" сварке неплавящимся э л е к тродом. Цель изобретения - повышение качества сварного соединения путем использования информации о фактических параметрах расположения кромок стыка. Сварочная головка включает в себя горелку, снабженную основным электродом, по меньшей мере одним изолированны* от основного дополнительным электродом с приводом их вращения вокруг горелки и датчиком положения, первый и второй источники питания, подключенные соответственно к основному и дополнительному электродам, а также запоминающее устройство и исполнительный механизм. Горелка содержит токопроводное сопло, охватывающее дополнительный э л е к трод и подключенное к третьему и с точнику питания, связанному с дополнительным электродом, а также блок коррекции и блок сумматоров, Запоминающее устройство обеспечивает программное управление поперечным п е р е мещением горелки, скоростью сварки, подачи сварочной проволоки, скоростью вращения электродов, а также управление сварочным током и напряжением основной дуги. Дополнительный электрод обеспечивает термообработку кромок детали и получение информации о расположении кромок стыка» 2 з . п . ф-лы, 7 ил. . Изобретение относится к сварочному производству и может быть и с пользовано в транспортном, энергетическом, химическом и других отраслях машиностроения при изготовлении д е талей из конструкционных материалов , Цель изобретения - повышение к а чества сварного соединения за счет использования информации о фактическом расположении кромок стыка. На фиг, 1 представлена предлагаемая сварочная головка, общий вид и структурная схема; на фиг. 2 - р а з рез А-А на фиг. 1; на фиг, 3 - т р а 19-90 . ектории перемещения основного и д о полнительного электродов относительно сварочной ванны и оси подачи присадочной проволоки; на фиг, А - с х е ма блока коррекции; на фиг, 5 - с х е ма блока обнаружения стыка; на фиг. 6 - диаграмма работы второго преобразователя при пересечении дополнительной дугой стыка: а - первая (по ходу вращения) кромка выше в т о рой, б - первая кромка ниже второй. Сварочная головка включает г ор елк у , снабженную основным и дополни:Ё*ЙЙМ электродами 1 и 2 и приводом .вращения вокруг оси подачи при OS Gfi О 1566607 элемент И 24 и первого счетчика 25, Выход первого элемента И 24 подключен к первому входу второго счетчика 26, выход которого связан с первым входом первого регистра 27 памяти. Первый выход первого счетчика 25 подключен к первому входу второго регистра 28 памяти, выход которого связан с входом первого преобразователя 29. Второй Й Ы Х О Д первого счетчика 25 соединен с первым входом триггера 30, выход которого связан с первым входом второго элемента И 31, выход последнего подключен к вторым входам первого элемента И 24, второго счетчика 26, первого и второго perиетров 27 и 28 паняти, в ходу элемента 3 2 задержки л первому входу третьего регистра 33 памяти. Второй вход второго элемента 31 И соединен с первым выходом второго преобразователя 34, второй выход которого связан с первым входом четвертого регистра 3 5 памяти и вторым входом тре_ тьего регистра 33 памяти. Второй вход четвертого регистра 35 памяти подключен к выходу элемента 32 задержки. Выходы первого, третьего и четвертого регистров 27, 33 и 35 памяти, а также первого преобразователя 29 подключены к первому входу блока 14 сумматоров и служат выходом блока 13 коррекции. Вторые входы Горелка содержит также сопло 17, первого счетчика 25 и триггера 30 третий держатель 18 сопла 17, к о р связаны с выходом реверсивного счет35 чика 36, первый вход которого соедипус 19 и шестерни 20. Первый, в т о рой и третий держатели 7, 9 и 18 нен с выходом датчика 12 положения и выполнены изолированными один от служит первым вводом блока 13 коррек*д р у г о г о . Токоподвод к держателям 7, ции, а второй вход - с вторым выхо9 и 18 осуществляется с помощью щеток дом запоминающего устройства 15 и 40 служит вторым входом блока 13 кор2 1 . Коллекторный г а з подводятся ч е рез уплотнительное кольцо 22. Дополрекции. нительный электрод 2 установлен на Второй преобразователь 34 содеррасстоянии R, а основной электрод 1 жит последовательно соединенные элена расстоянии г от оси горелки. Со45 мент 37 согласования и первый интеготношение между величинами Е и г ратор 38, причем вход элемента 37 выбирают в зависимости от технологисогласования служит входом преобраческих условий таким, чтобы траектозователя 34, сумматоры 39 и 40 и втория вращения дополнительного электророй интегратор 41, входы которых да 2 находилась в процессе сварки 50 соединены с выходом первого интеграза пределами сварочной ванны. тора 38, устройства 42 и 43 сравнеПривод 3 выполнен шаговым, а д а т ния, первые входы которых подключены чик \1 положения - в виде датчика соответственно к выходам сумматоров сигнала начала о т с ч е т а . 39 и 40; элемент ИЛИ 44, входы котоБлок 13 коррекции содержит г е н е садочной проволоки 4, первый источник 5 п и ы н и я , выходи которого подключены к свариваемой детали 6 и через первый держатепъ 7 к основному электроду 1, второй источник 8 п и т а нм1, выходы которого подключены к свариваемой детали 6 и через второй держатель 9 к дополнительному э л е к троду 2, ТреТИЙ ИСТОЧНИК 10 ПИТаНИЯ, |д выходы которого подключены к токопрсводному соплу 11, охватывающему дополнительный электрод 2, и через второй держатель 9 - к дополнительному электроду 2, датчик 12 положеі*яя основного и дополнительного элек тродов 1 и 2 относительно оси их вращения, выход л о т і р о г о соединен с первым входом блока 13 коррекции, первый выход которого подключен к 20 первому входу блока 14 сумматоров, а г^ерой - к входу привода 3 вращения электродов, запоминающее устройство 15» первый выход которого с о е динен с вторым входом блока 13 к о р 25 рекции, третий вход которого через второй держатель 9 подключен к д о полнительному электроду 2, исполнительный механизм 16, вход которого связан с выходом блока 14 сумматоров, 30 второй вход которого соединен с вторым выходом запоминающего устройства 15. 5 5 ратор 23 импульсов, к выходу кото-юго подключен привод 3 вращения основного и дополнительного электродов 1 и 2, а также первые входы первого г0 Р° связаны с выходом второго пре~ образователя 34, и буферное устройс т в о 45 ВХ « ° Д которого, как и вторые входы устройств 42 и 43 сравнения 566607 6 ' тельным электродом 2), создаваемой соединен с выходом второго интеграс помощью третьего источника 10 питора 4 ] , а выход служит вторым выхотания. дом второго преобразователя 34. При наличии возможности измерения Исполнительный механизм 16 включи величины зазора между кромками прогет в себя приводы перемещения горелрамма управления скоростью сварки ки и подачи сварочной проволоки с Vce , скоростью подачи присадочной блоками управления, а также регулятопроволоки Vn пр , током и напряжением ры тока и напряжения дуги основного )0 основной дуги также вводится в запоИ дополнительного электродов 1 и 2, минающее устройство 15 и корректиподключенные к входам или входящие в состав соответствующих источников руется в процессе сварки в соответ5,8 и 10 питания. ствии с действительным значением параметров расположения кромок стыка. Управление исполнительного механизма может быть реализовано в различных вариантах в зависимости от технологических условий и возможности измерения с помощью дополнительной дуги всех или части параметров расположения кромок стыка. Если с помощью дополнительной дуги измеряется только положение средней линии стыка, то в процессе сварки корректируется заданное программой положение горелки относительно стыка. Если чувствительность дополнительной дуги и блока I3 коррекции, определяемая также шириной зазора Б между кромками или величиной разделки, достаточна для измерения ширины зазора, то по результату этого измерения осуществляется коррекции величин уставок указанных параметров стыка, введенных предварительно в запоминающее устройство 15. Когда получить информацию о ширине зазора не представляется возможным, управление параметрами режима осуществляется по заранее заданной программе от запоминающего устройства 15. Сварочная головка работает следующим образом, В запоминающее устройство 15 вводится программа управления исполнительным механизмом 16 сварочной головки на перемещение горелки в поперечном относительно стыка направлении, на перемещение в направлении сварки со скоростью V c6 ; подачу присадочной проволоки со скоростью V n п вращение электродов 1 и 2 со скоростью У . = Уд, а' также программа управления током и напряжением основной дуги, реализуемая первым источником 5 питания, дополнительной дуги, реализуемая вторым источником 8 питания, а дежурной дуги (между \ токопроводным соплом 11 и дополни 15 20 25 30 35 лп 45 55 Сварочную горелку устанавливают по заданной программе в исходное положение для сварки, в котором ее основной и дополнительный электроды Ї и 2 ориентируют над деталью 6 на расстоянии 10Q и 1И(р. После возбуждения дежурной, основной и дополнительной дуг, питаемых через токопроводное сопло 1] и электроды 1 и 2 источниками 10, 5 и 8, включают че-рез генератор 23 импульсов привод 3 вращения электродов 1 и 2 со скоростью V o = Vg, а с образованием сварочной ванны подают в нее сварочную проволоку со скоростью V n п р и перемещают горелку в направлении сварки со скоростью V C B . В соответствии с поставленной целью в функции дополнительного электрода 2, оснащенного токопроводным соплом 11, третьим источником 10 питания и связанного через блок 13 коррекции и сумматор 14 с исполнительным механизмом 16, входит не только термообработка дополнительной дугой кромок детали вокруг сварочной ванны и формируемого шва позади нее, но и получение информации о параметрах расположения кромок стыка - положении линии стыка (середины зазора), ширине зазора, депланации кромок (их превышения друг над другом). С помощью полученной информации необходимо корректировать сигналы программы, поступающие из запоминающего устройства 15 на исполнительный механизм 16 (через сумматор 14) таким образом, чтобы перемещение горелки и управление параметрами режима осуществлялись с учетом отклонений положения кромок стыка от предусмотренного программой, Исполнительный механизм 16 регулирует указанные параметры в соответствии с сигналами !565607 8 са триггера 30. Этот момент соотфактического значения параметров расветствует точке С конца сектора иямеположения кромок стыка, например, на рения. основе предварительно составлению? Второй преобразователь 34 осущестмоделей оптимальной по принятому кривляет преобразование в пределах сектерию взаимосвязи между указанными тора измерения сигнала напряжения параметрами и параметрами режима дополнительной дуги и выделения из сварки, для конкретных технологичеснего сигналов параметров стыка. Сигких условий (материал, детали, дианал IU напряжения дополнительной думетр электрода, положение и способ ги через элемент 37 согласования и сварки и т.д.). Такое регулирование первый интегратор 38 (частота среза позволяет получить заданные геометоколо 100 Гц) подается на сумматоры рические размеры шва, в т.ч. задан39 и АО и второй интегратор А1. В ную ширину В. сумматоре 39 к данному сигналу доТокопроводное сопло 11, охватывабавляется сигнал напряжения U , а ющее дополнительный электрод 2, спов сумматоре 40 из него вычитается собствует получению сжатой дополнительной дуги, что необходимо для поВторой интегратор 41 временем инвышения точности измерения параметтегрирования V отслеживает среднее t ров стыка. Чем меньше диаметр пятна 20 значение напряжения дополнительной этой дуги, тем выше ее чувствительдуги: U 1 - до пересечения стыка, ное iL как датчика параметров расположеU 2 - после пересечения стыка. Устройния кромок стыка. Эта чувствительства 42 и 43 сравнения выдают сигнаность зависит также от давления газа, обжимающего дополнительную дугу. 25 лы в момент, когда напряжения на выходах соответствующих сумматоров В момент прохождения дополнитель39 и 40 отличаются более чем на поным электродом 2 точки D, где на гороговое значение +U n и -Uп соответрелке установлен датчик 12 положественно от напряжения второго интегния, последний вырабатывает сигнал, ратора 41. Эти сигналы объединены по которому запускается реверсивный 30 элементом ИЛИ 44 в сигнал наличия счетчик 36,, предназначенный для стыка. Через буферное устройство 45 отсчета сектора НА. Соответствующее сигнал высоты дополнительного элекчисло заносится в реверсивный счеттрода 2 над деталью 6 поступает на чик 36 из запоминающего устройства первый вход четвертого регистра 35 15. Это число может изменяться при памяти. При установленном триггере каждом обороте дополнительного 30 сигнал наличия стыка через второй электрода 2 по программе, которая элемент И 31 выполнит следующие дейопределяет направление сварки. Выствия: откроет прохождение импульсов годной сигнал реверсивного счетчика от генератора 23 импульсов через 36 соответствует началу сектора элемент И 24 на второй счетчик 26, (точка А ) , В пределах которого от своим передним фронтом сбросит втоточки А до точки С производится изрой счетчик 26, задним фронтом перемерение параметров расположения кропишет содержимое второго счетчика 26 -мок стыка. Тем самым программируется в Первый регистр 27 памяти и зафиксиазимутальное положение этого сектора, ' рует ширину зазора между кромками, определяемого сигналом, поступающим передним фронтом занесет содержимое из запоминающего устройства 15 в репервого счетчика 25 во .второй регистр версивный счетчик 36. По выходному 28 памяти и сигнал второго преобсигналу последнего устанавливается разователя 34 - в третий регистр 33 триггер 30 и сбрасывается первый памяти как сигнал о выходе дополнисчетчик 25, который начинает считать тельного электрода 2 над деталью 6 импульсы генератора 23. По достижении до пересечения стыка, задним фронтом заданного числа, определяемого ценой запустит элемент 32, в конце сигнала импульса шагового привода 3, выбранкоторого сигнал с второго выхода втоной величиной зоны АС захвата и измерения параметров расположения кпо- 55 рого преобразователя запишется в четвертый регистр 35 памяти как сигнал мок, а также радиусом R вращения доо высоте дополнительного электрода 2 полнительного электрода 2, первый над деталью 6 после пересечения стысчетчик 25 вырабатывает сигнал сбро 566007 10 сглаживания формируемого шва, возможк а , В блоке 14 сумматоров получают ность катодной очистки поверхности разность сигналов третьего и ч е т в е р кромок и т . д . В зависимости от контого регистров 33 и 3 5 памяти ( с и г кретных технологических условий т е р нал депланации кромок). Сигнал п о мообработка и измерение положения ложения первой (по ходу вращения стыка впереди сварочной ванны могут дополнительного электрода 2) кромки осуществляться по программе поочеотносительно начала (точка А)сектора редно, например чередованием через измерения, поступивший во второй р е каждый оборот дополнительного элекгистр 28 памяти, преобразуется в 10 трода 2, первом преобразователе 29, а величину сигнала коррекции положения г о р е л При необходимости осуществления ки либо непосредственно, либо при термообработки или катодной очистки необходимости получения более высокой впереди сварочной ванны с одновреточности - путем его вычисления с менным получением информации о параучетом радиуса R и полученной ширины 15 метрах расположения кромок стыка г о зазора (с выхода первого регистра 27 релка может содержать два дополнипамяти). тельных электрода. В этом случае один из них используется для термоС регистров 27, 33 и 35 памяти и выхода первого преобразователя 29 20 обработки, а другой - для получения информации о параметрах расположения блока 13 коррекции сигналы ширины з а кромок стыка. з о р а , положения стыка и высоты к р о мок поступают на первый вход блока Для обеспечения измерения п а р а 14 сумматоров, где алгебраически сумметров расположения кромок стыка, мируются с сигналами, поступающими 25 подогрева или катодной очистки с в а на второй вход блока 14 сумматоров риваемой детали перед основной дус запоминающего устройства 15. В гой и сбоку от нее радиус F вращепростейшем случае, например в автоматах ния конца дополнительного электрода для сварки прямолинейных или к о л ь 2 устанавливают больше половины ширицевых швов, в качестве запоминающего ны ванны ( Б / 2 ) , 30 устройства 15 может служить кнопочДля сглаживания неравномерности ный пульт, позволяющий задавать у с формирования шва или улучшения структавки (программу) управляемых п а р а туры металла шва радиус R вращения метров набором соответствующего к о конца дополнительного электрода не да , С выхода бдока 14 сумматоров на должен превышать длину L хвостовой исполнительный механизм 16 будут п о - 35 части ванны на поверхности свариваеступать сигналы управления перемещемых деталей. Увеличение R приводит нием горелки и регулирования режима, к переплаву уже закристаллизовавшепри обработке которых обеспечиваетгося металла шва, что снижает эфся слежение за стыком и формирование фективность термического в о з д е й с т 40 в и я . шва, учитывающего фактическое р а с положение кромок стыка перед сварочТаким образом, введение в горелной ванной. ку токопроводного сопла, охватывающего дополнительный электрод и подВне зоны АС измерения положения ключенного к третьему источнику пикромок по программе, задаваемой с 45 тания, а также введение в сварочзапоминающего устройства 15, может ную головку блока коррекции и блока осуществляться термообработка сварисумматоров позволяет осуществлять ваемой детали 6 вокруг сварочной термообработку материала детали, ванны, причем управление термообрачто необходимо при сварке высоколеботкой осуществляется в зависимости 50 гированных низкопластичных и ЛИТЬЕХ от положення дополнительной дуги отсталей и сплавов, при сварке высоконосительно направления сварки. Тапрочных алюминиевых сплавов, и одноким образом, наряду с управлением временно измерять фактические парапараметрами режима в зависимости от метры расположения кромок стыка и фактического расположения кромок 55 регулировать положение горелки и стыка обеспечивается возможность , параметры режима по результату и з подогрева свариваемых кромок детали мерения. Это и позволяет повысить -6 перед основной дугой и сборку от качество сварного соединения. нее, возможность термообработки или 566607 Ф о р м у л а и з о б р е т е н и я ) . Сварочная головка» включающая горелку, снабженную основным электродом и дополнительным электродом, изплированным от основного, с приводом их вращения вокруг оси горелки и датчиком положения, первый и второй источники питания, подключенные с о 10 ответственно к основному и дополнительному электродам, а также запоминающее устройство и исполнительный механизм, о т л и ч а ю щ а я с я тем, что, с целью повышения к а ч е с т ва сварного соединения путем исполь- 15 зования для регулирования информации о расположении кромок стыка, сварочная головка снабжена блоком коррекции, блоком сумматоров и третьим и с 20 точником питания, при этом горелка сод і хит токопроводное сопло, охватывающее дополнительный электрод и подключенное к третьему источнику питания, связанному с дополнитель25 ным электродом, первый выход блока коррекции подключен к первому входу блока сумматоров, а второй выход связан с входом привода вращения электродов, первый вход блока к о р 30 рекции связан с выходом датчика п о ложения электродов, второй вход подключен к первому выходу запоминающего устройства, второй выход к о т о рого соединен с вторым входом блока сумматоров, выход блока сумматоров 35 подключен к входу исполнительного механизма, а третий вход блока корГ^кции подсоединен к дополнительному электроду. 40 2. Сварочная головка по п . I , о т л и ч а ю щ а я с я тем, что привод вращения основного и дополнительного электродов выполнен шаговым, датчик положения - в виде-дат45 чика сигнала начала отсчета, а блок коррекции содержит генератор импульс о в , к выходу которого подключен привод вращения основного и дополнительного электродов, а также первые 50 входы первого элемента И и первого счетчика, выход первого элемента И подключен к первому входу второго счетчика выход которого связан с первым входом первого регистра памяти, первый 55 выход первого счетчика подключен к 12 первому входу второго регистра памяти, выход которого связан с входом первого преобразователя, второй выход первого счетчика соединен с nep-j вым входом триггера, выход которого связан с первым входом второго э л е мента И, выход последнего подключен к вторым входам первого элемента И, второго счетчика, первого и второго регистров памяти, входу элемента задержки и первому входу третьего регистра памяти, второй вход второго элемента И соединен с первым выходом второго преобразователя, второй выход которого связан с первым входом четвертого регистра памяти и в т о рым входом третьего регистра памяти, второй вход четвертого регистра п а мяти подключен к выходу элемента задержки, выходы первого, третьего и ч е т вертого регистров памяти, а также первого преобразователя подключены к первому входу блока сумматоров и служат выходом блока коррекции, вторые входы первого счетчика и триггера связаны с выходом реверсивного счетчика, п е р вый вход которого соединен с выходом датчика положения и служит первым входом блока коррекции, а второй вход - с вторым выходом запоминающего устройства, соединенного также с входом генератора импульсов, и служит вторым входом блока коррекции. 3 . Сварочная головка по п . 2, о т л и ч а ю щ а я с я тем, что второй преобразователь содержит п о следовательно соединенные элемент согласования и первый интегратор, причем вход элемента согласования служит входом второго преобразовател я , два сумматора и второй интегратор, входы которых соединены с выходом первого интегратора, два устройства сравнения, первые входы к о торых подключены соответственно к выходам сумматоров, элемент ИЛИ, входы которого связаны с выходами устройств сравнения, а выход служит первым выходом второго преобразователя, и буферное устройство, вход которого вместе со вторыми входами устройств сравнения соединены с выходом второго интегратора, а выход служит вторым выходом второго п р е образователя. І566607 Фие,1 ''
ДивитисяДодаткова інформація
Назва патенту англійськоюWelding head
Автори англійськоюSerhatskyi Heorhii Ivanovych, Blinov Valerii Ivanovych, Hrynin Volodymyr Vasyliovych, Alisov Serhii Mykolaiovych, Chaiun Andrii Hryhorovych, Mykhailov Oleh Viktorovych
Назва патенту російськоюСварочная головка
Автори російськоюСергацкий Георгий Иванович, Блинов Валерий Иванович, Гринин Владимир Васильевич, Алисов Сергей Николаевич, Чаюн Андрей Григорьевич, Михайлов Олег Викторович
МПК / Мітки
МПК: B23K 9/16
Мітки: головка, зварювальна
Код посилання
<a href="https://ua.patents.su/10-11354-zvaryuvalna-golovka.html" target="_blank" rel="follow" title="База патентів України">Зварювальна головка</a>
Багатоканальний сигнатурний аналізатор

Номер патенту: 6922
Опубліковано: 31.03.1995
Автори: Дяченко Олег Миколайович, Журавель Олександр Павлович
МПК: G06F 11/00
Мітки: сигнатурний, багатоканальний, аналізатор
Текст:
...о е д и н е н с п р я м ы м выходом последнего разряда первого счетчика, инверсный выход последнего разряда которого соединен со вторым входом элемента ИЛИ и с тактовым входом первого триггера, инверсный выход которого соединен с первым выходом третьего элемента И, второй вход которого соединен с выходом элемента ИЛИ, выход третьего элемента И соединен с тактовым входом второго триггера, вторым входом первого элемента И и входом элемента...
Лічильник електроенергії
Номер патенту: 1742
Опубліковано: 25.10.1994
Автори: Кизилов Володимир Улянович, Давидов Анатолій Семенович, Смілянський Ігор Ісаакович
МПК: G01R 11/00
Мітки: електроенергії, лічильник
Формула / Реферат:
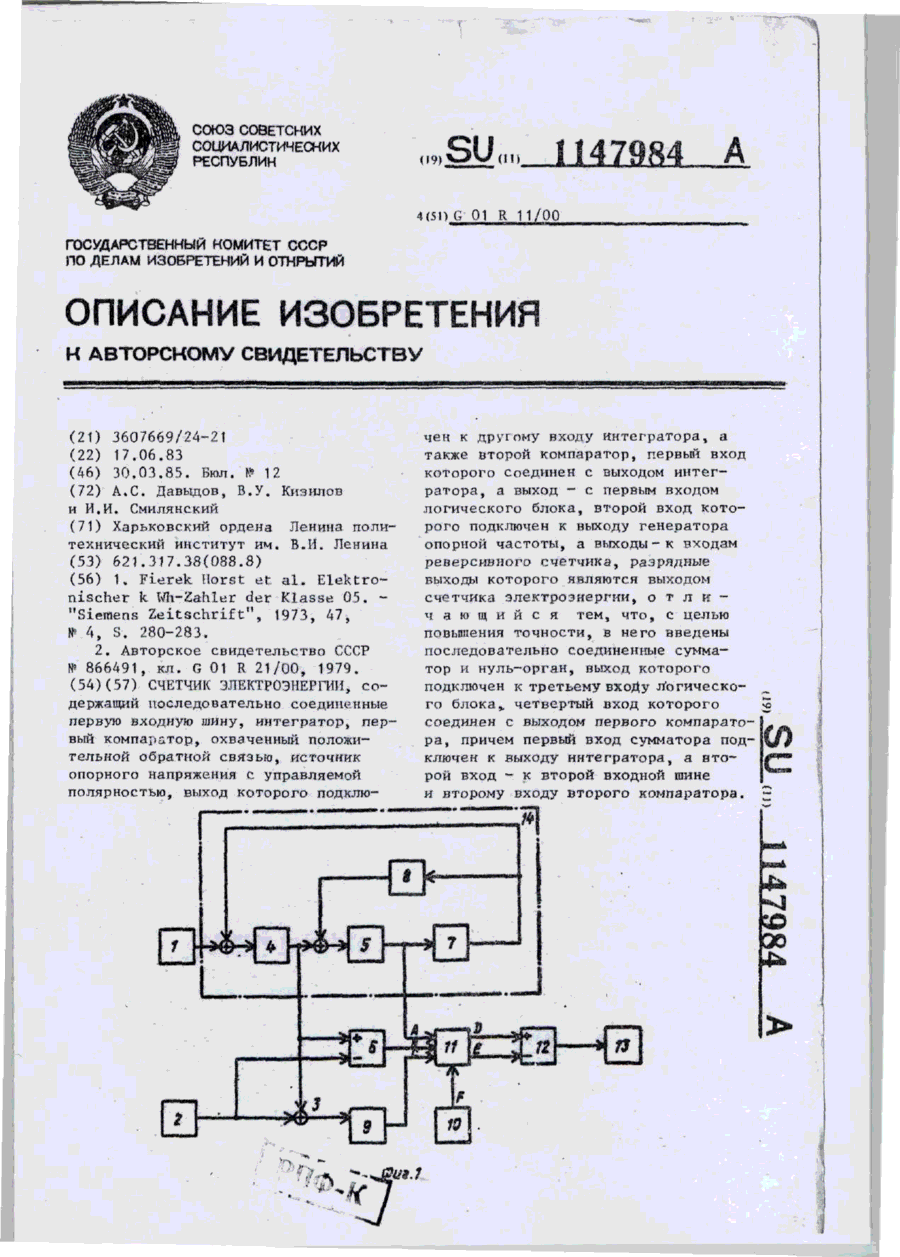
Счетчик электроэнергии, содержащий последовательно соединенные первую входную шину, интегратор, первый компаратор, охваченный положительной обратной связью, источник опорного напряжения с управляемой полярностью, выход которого подключен к другому входу интегратора, а также второй компаратор, первый вход которого соединен с выходом интегратора, а выход — с первым входом логического блока, второй вход которого подключен к выходу генератора...
Пристрій для вимірювання фазового зсуву
Номер патенту: 457
Опубліковано: 30.04.1993
Автори: Токовенко Степан Омелянович, Свідлер Ігор Давидович
МПК: G01R 25/00
Мітки: зсуву, вимірювання, фазового, пристрій
Формула / Реферат:
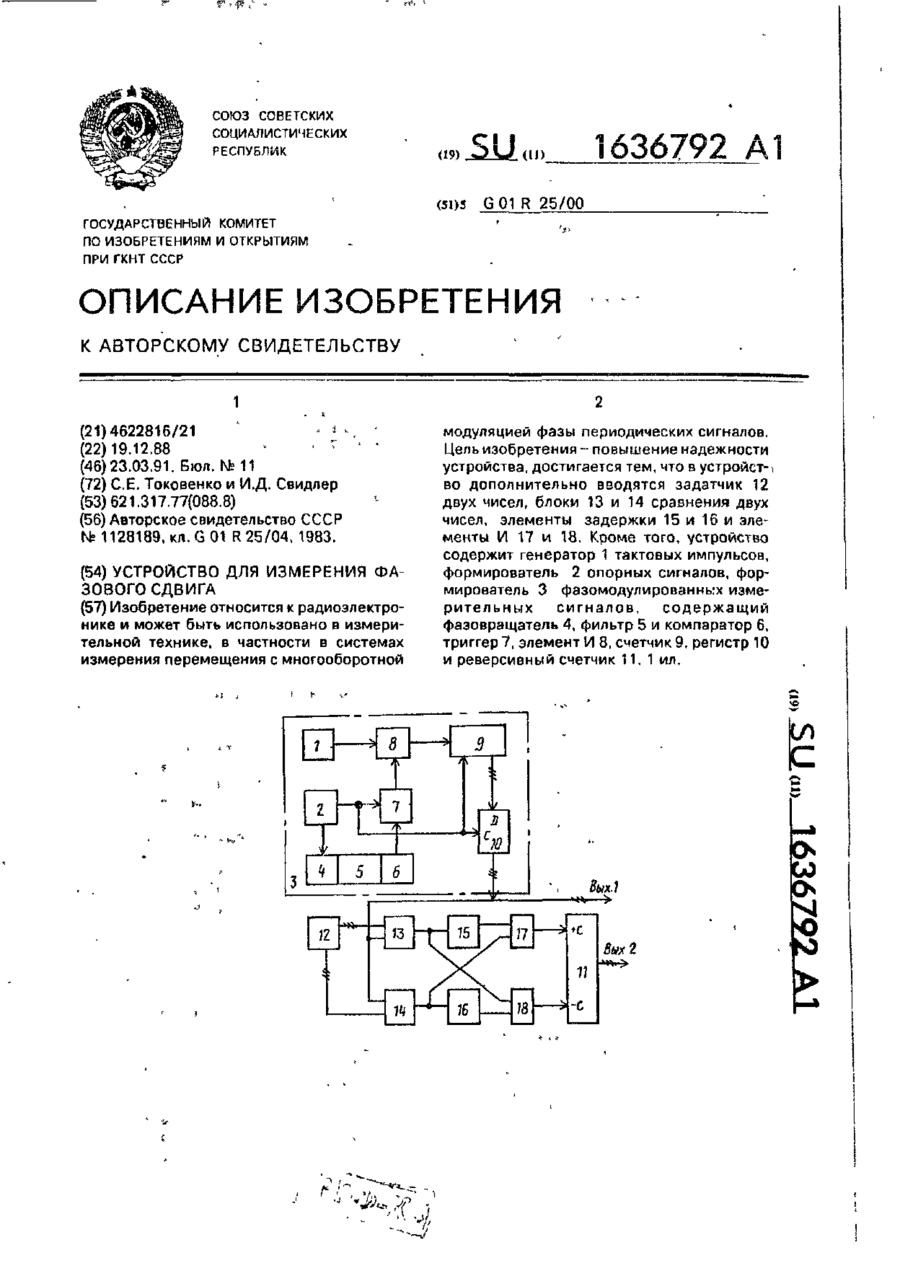
Формула изобретенияУстройство для измерения фазового сдвига, содержащее триггерный фазометр, выход которого является первым выходом устройства и реверсивный счетчик, выход которого является вторым выходом устройства, отличающееся тем, что, с целью повышения надежности устройства, в него дополнительно введены задатчик двух чисел, два блока сравнения двух чисел, два элемента задержки и два элемента И, причем выход триггерного фазометра...
Сигналізатор граничної швидкості обертання валу
Номер патенту: 1333
Опубліковано: 25.03.1994
Автор: БЕЗСЧАСТНИЙ Василь Олексійович
МПК: G01P 3/42
Мітки: граничної, обертання, швидкості, валу, сигналізатор
Формула / Реферат:
Сигнализатор предельной скорости вращения вала, содержащий первый формирователь импульсов, сигнализатор, коммутатор, переключатель, генератор тактовых импульсов, программный блок, первый и второй счетчики импульсов, формирователь запрещающего сигнала, второй формирователь, первый триггер, второй триггер и первый и второй элементы И, причем вход первого формирователя импульсов соединен с входом устройства, а выход — с входом сигнализатора...
Формувач імпульсів
Номер патенту: 4468
Опубліковано: 27.12.1994
Автори: Бугайчук Олексій Анатолієвич, Баран Петро Миколаєвич
МПК: H03K 5/153
Формула / Реферат:
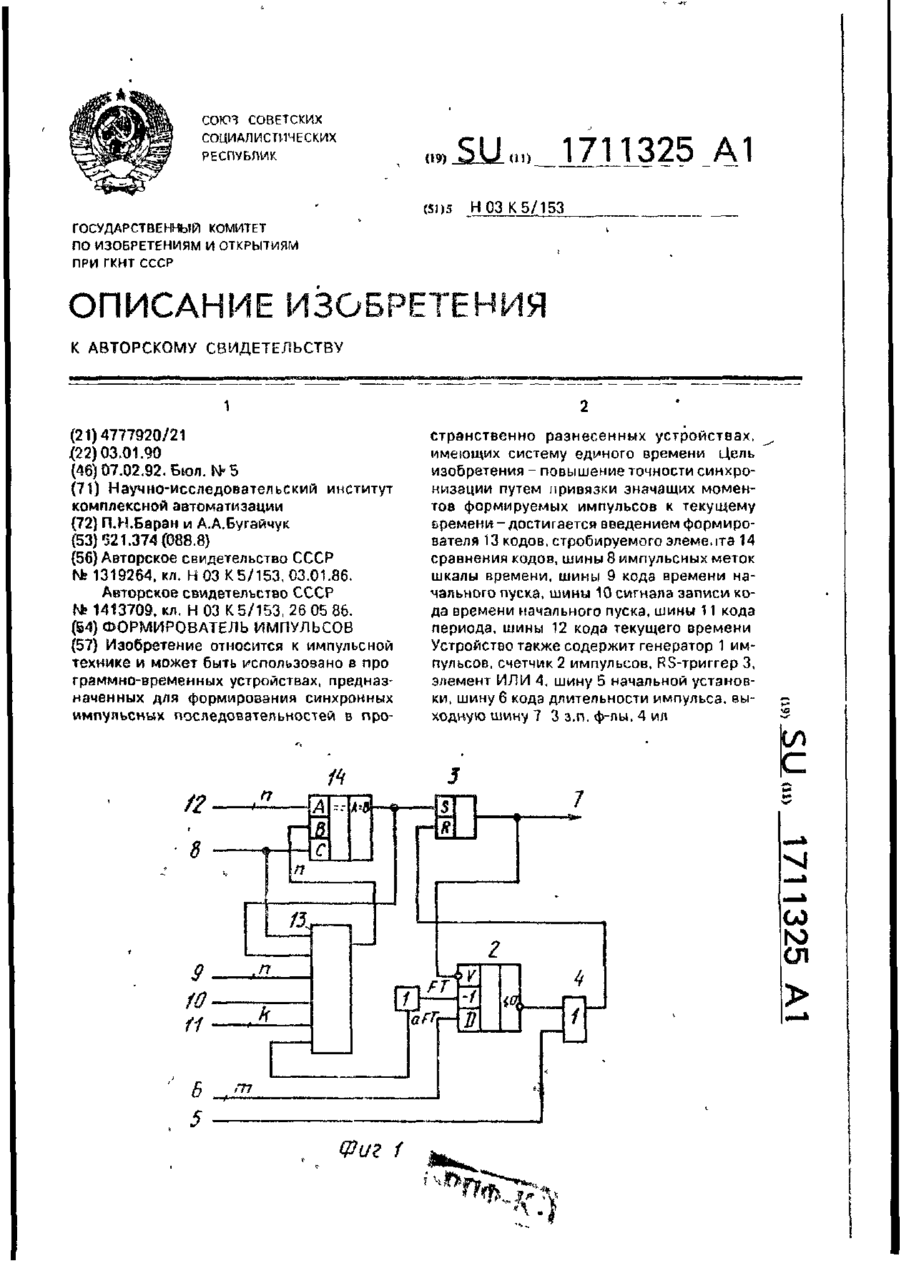
1. Формирователь импульсов, содержащий генератор импульсов, первый выход которого соединен со счетным входом счетчика импульсов, RS-триггер, элемент ИЛИ, шину начальной установки, шину кода длительности импульса, выходную шину, отличающийся тем, что, с целью повышения точности синхронизации путем привязки значащих моментов формируемых импульсов к текущему времени, в него введены шина импульсных меток шкалы времени, шина кода времени...
Попередній патент: Засіб дугової зварки встик
Наступний патент: Пристрій для оцінки напруженного стану масива гірничих пород
Випадковий патент: Спосіб виготовлення санітарно-гігієнічного паперу з макулатурної маси